
Exhibit 99.1
Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada
| Prepared for: | Date of Report: |
| Eldorado Gold Corporation | June 8, 2026 |
| 11th Floor, 550 Burrard Street, | |
| Vancouver, BC, Canada, V6C 2B5 | Effective Date: |
| Prepared by: | March 12, 2025 |
| Mr. Mark Hatton, P.Eng., | Project/File: |
| Stantec Consulting Ltd. | |
| 169524701 | |
| Mr. William Lewis, B.Sc., P.Geo., | |
| Micon International Limited |
Mrs. Lindsay Moreau-Verlaan, P.Eng.,
RockEng Inc.
Mr. Neil Lincoln, P.Eng.,
G Mining Services
Mr. Wilson Muir, P.Eng.,
Knight Piésold
Mr. Luc Binette, P.Eng.,
G Mining Services

 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
IMPORTANT NOTICE
As of April 14, 2026, Foran Mining Corporation is a wholly owned subsidiary of Eldorado Gold Corporation (Eldorado). This notice is an integral component of the Eldorado Gold. McIlvenna Bay Project Technical Report (“Technical Report” or “Report”) and should be read in its entirety and must accompany every copy made of the Technical Report. The Technical Report has been prepared in accordance with the requirements of National Instrument 43-101 Standards of Disclosure for Mineral Projects published by the Canadian Securities Administrators (“NI 43-101”). Other than updates to reflect Eldorado's acquisition of Foran and accountability for a former QP being reassigned to another QP, no other changes have been made to this report beyond addressing it to Eldorado and re-dating it. For additional clarity, there is no connection between Eldorado Gold Corporation and the former Eldorado Nuclear Limited nor its predecessors Eldorado Gold Mines Limited, nor Eldorado Mining & Refining Limited.
Following the original publication of this Technical Report and on May 13, 2025, Foran issued a news release which provided an updated capital cost estimate of $1,082 M. The updated cost estimate was subsequently confirmed in Foran's Q4 2025 MD&A issued on March 19, 2026.
The Technical Report has been prepared for Foran Mining Corp., a wholly owned subsidiary of Eldorado, by Stantec Consulting Ltd. (Stantec), Micon International Ltd (Micon), Canada North Environmental Services (CanNorth), RockEng Inc., and G Mining Services as the Report Contributors. The Technical Report is based on information and data supplied to Report Contributors by Eldorado and other parties. The quality of information, conclusions, and estimates contained herein are consistent with the level of effort involved in the services of Report Contributors, based on: i) information available at the time of preparation of the Report, and ii) the assumptions, conditions, and qualifications set forth in this Report.
Each portion of the Technical Report is intended for use by Eldorado subject to the terms and conditions of its contracts with the Report Contributors. Except for the purposes legislated under Canadian provincial and territorial securities law, any other uses of the Technical Report, by any third party, is at that party’s sole risk.
The results of the Technical Report represent forward-looking information. The forward-looking information includes pricing assumptions, sales forecasts, projected capital and operating costs, mine life and production rates, and other assumptions. Readers are cautioned that actual results may vary from those presented. The factors and assumptions used to develop the forward-looking information, and the risks that could cause the actual results to differ materially, are presented in the body of this Report under each relevant section.
The Report Authors have used their experience and industry expertise to produce the estimates in the Technical Report. Where these estimates have been made, they are subject to qualifications and assumptions, and it should also be noted that all estimates contained in the Technical Report may be prone to fluctuations with time and changing industry circumstances.
CAUTIONARY NOTE TO U.S. INVESTORS
In accordance with applicable Canadian securities regulatory requirements, all of Eldorado’s Mineral Reserve and Mineral Resource estimates contained in this Technical Report are in accordance with Canadian reporting standards under NI 43-101, classified in accordance with Canadian Institute of Mining Metallurgy and Petroleum’s “CIM Definition Standards for Mineral Resources and Mineral Reserves”. The requirements of NI 43-101 are different than United States Securities and Exchange Commission disclosure requirements under Sub-part 229.1300 of Regulation S-K. Therefore, disclosure relating to Mineral Reserves and Mineral Resources contained herein may not be comparable to disclosure by issuers required to comply with SEC disclosure requirements.
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table of Contents
| Acronyms / Abbreviations | xvii | |||
| 1 | Summary | 1 | ||
| 1.1 | Introduction | 1 | ||
| 1.2 | Project Description and Location | 2 | ||
| 1.3 | Accessibility, Climate, Local Resources, Infrastructure, and Physiography | 4 | ||
| 1.4 | History | 5 | ||
| 1.4.1 | Prior Mineral Resource and Reserve Estimations | 6 | ||
| 1.4.2 | Production from the McIlvenna Bay Project | 6 | ||
| 1.5 | Geological Settings and Mineralization | 7 | ||
| 1.5.1 | Regional Geology | 7 | ||
| 1.5.2 | Local and Property Geology | 7 | ||
| 1.5.3 | Mineralization | 9 | ||
| 1.5.4 | Exploration in the McIlvenna Bay Deposit Area | 10 | ||
| 1.5.5 | Exploration in the Bigstone Deposit Area | 14 | ||
| 1.6 | Mineral Processing and Metallurgical Testing | 15 | ||
| 1.7 | Mineral Resource Estimation | 17 | ||
| 1.7.1 | McIlvenna Bay Deposit | 17 | ||
| 1.7.2 | Bigstone Deposit | 19 | ||
| 1.8 | Mineral Reserve Estimate | 21 | ||
| 1.9 | Mining Methods | 23 | ||
| 1.10 | Recovery Methods | 25 | ||
| 1.11 | Project Infrastructure | 26 | ||
| 1.12 | Market Studies and Contracts | 29 | ||
| 1.13 | Environmental Studies, Permitting, and Social / Community Impact | 30 | ||
| 1.13.1 | Capital Costs | 31 | ||
| 1.13.2 | Operating Costs | 32 | ||
| 1.14 | Economic Analysis | 33 | ||
| 1.15 | Sensitivity Analysis | 35 | ||
| 1.16 | Interpretation and Conclusions | 36 | ||
| 1.17 | Recommendations | 36 | ||
| 1.17.1 | Process Plant Optimizations | 37 | ||
| 1.17.2 | Engineering | 37 | ||
| 2 | Introduction | 38 | ||
| 2.1 | Terms of Reference | 38 | ||
| 2.2 | Site Visits and Scope of Personal Inspection | 39 | ||
| 2.3 | Effective Dates | 40 | ||
| 2.4 | Information Sources and References | 40 | ||
| 2.5 | Units of Measure | 40 | ||
| 2.6 | Previous Technical Reports | 40 | ||
| 3 | Reliance on Other Experts | 42 | ||
| 3.1 | Mineral Tenure, Surface Rights, and Encumbrances | 42 | ||
| 3.2 | Taxation | 42 | ||
| 3.3 | Royalties | 42 | ||
| 3.4 | Market and Metal Prices | 43 | ||
| 4 | Property Description and Location | 44 | ||
| 4.1 | General Description and Location | 44 | ||
| 4.2 | Ownership, Land Tenure and Property Agreements | 44 | ||
| 4.2.1 | Ownership and Land Tenure | 44 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 4.2.2 | Property Agreements | 53 | ||
| 4.3 | Mining Rights in Saskatchewan | 57 | ||
| 4.4 | Permitting, Environmental, and Surface Rights | 58 | ||
| 4.4.1 | Permitting and Surface Rights | 58 | ||
| 4.4.2 | Social, Community and Land Claims | 59 | ||
| 4.4.3 | Environmental | 60 | ||
| 4.5 | QP Comments | 61 | ||
| 5 | Accessibility, Climate, Local Resources, Infrastructure & Physiography | 62 | ||
| 5.1 | Accessibility | 62 | ||
| 5.2 | Climate | 62 | ||
| 5.3 | Physiography | 63 | ||
| 5.4 | Local Resources | 63 | ||
| 5.5 | Infrastructure | 63 | ||
| 6 | History | 66 | ||
| 6.1 | Exploration History Prior to Foran Ownership | 66 | ||
| 6.1.1 | McIlvenna Bay Deposit Area | 66 | ||
| 6.1.2 | Bigstone Deposit Area | 67 | ||
| 6.2 | Foran Exploration Programs and Studies | 69 | ||
| 6.2.1 | McIlvenna Bay Deposit Area | 69 | ||
| 6.2.2 | Tesla Zone | 70 | ||
| 6.2.3 | Bigstone Deposit Area | 71 | ||
| 6.3 | Historical Resource and Reserve Estimations | 72 | ||
| 6.4 | Production from the McIlvenna Bay and Bigstone Projects | 72 | ||
| 7 | Geological Setting and Mineralization | 73 | ||
| 7.1 | Regional Geology | 73 | ||
| 7.2 | Local Geology | 75 | ||
| 7.2.1 | Hanson Lake Assemblage | 75 | ||
| 7.2.2 | Northern Lights Assemblage | 76 | ||
| 7.3 | Property Geology | 76 | ||
| 7.3.1 | McIlvenna Bay Deposit and Tesla Zone | 76 | ||
| 7.3.2 | Bigstone Deposit Area | 80 | ||
| 7.4 | Structure | 86 | ||
| 7.4.1 | McIlvenna Bay Deposit and Adjacent Tesla Zone | 86 | ||
| 7.5 | Mineralization | 88 | ||
| 7.5.1 | McIlvenna Bay Deposit | 88 | ||
| 7.5.2 | Tesla Zone | 91 | ||
| 7.5.3 | Bigstone Deposit | 95 | ||
| 8 | Deposit Types | 97 | ||
| 8.1 | Project Deposit Types | 97 | ||
| 8.1.1 | The McIlvenna Bay Deposit | 98 | ||
| 8.1.2 | The Tesla Zone | 98 | ||
| 8.1.3 | The Bigstone Deposit | 98 | ||
| 9 | Exploration | 99 | ||
| 9.1 | Foran Exploration 1998 to 2014 | 99 | ||
| 9.1.1 | McIlvenna Bay Deposit Area | 99 | ||
| 9.1.2 | Outside Immediate McIlvenna Bay Deposit Area | 102 | ||
| 9.1.3 | Bigstone Deposit Area | 106 | ||
| 9.2 | Foran Exploration 2015 to 2018 | 109 | ||
| 9.2.1 | McIlvenna Bay Deposit Area | 109 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 9.2.2 | Outside the Immediate the McIlvenna Bay Deposit Area | 110 | ||
| 9.2.3 | The Bigstone Deposit | 111 | ||
| 9.3 | Foran Exploration 2019 to Present | 111 | ||
| 9.3.1 | The McIlvenna Bay Deposit | 111 | ||
| 9.3.2 | Outside the Immediate McIlvenna Bay Deposit Area | 112 | ||
| 9.3.3 | The Bigstone Deposit | 115 | ||
| 9.3.4 | Outside the Immediate Bigstone Deposit Area | 115 | ||
| 9.4 | Exploration Potential on the Property | 116 | ||
| 9.4.1 | Tesla Zone | 117 | ||
| 9.4.2 | Thunder Zone | 118 | ||
| 9.5 | QP Comments | 119 | ||
| 10 | Drilling | 120 | ||
| 10.1 | McIlvenna Bay Deposit | 120 | ||
| 10.1.1 | Drilling to 2014 (RPA Discussion) | 120 | ||
| 10.1.2 | Foran Diamond Drilling 2014 to 2018 | 124 | ||
| 10.1.3 | Diamond Drilling 2019 to 2021 | 128 | ||
| 10.1.4 | Diamond Drilling 2022 to Present | 131 | ||
| 10.2 | Tesla Zone | 132 | ||
| 10.3 | Bigstone Deposit | 136 | ||
| 10.3.1 | Diamond drilling to 2014 (Prior Owners) | 136 | ||
| 10.3.2 | Diamond Drilling 2015 to 2020 (Foran) | 139 | ||
| 10.3.3 | Diamond Drilling 2021 to Present | 141 | ||
| 10.4 | QP Comments | 147 | ||
| 11 | Sample Preparation Drilling and Security | 148 | ||
| 11.1 | Assay Laboratories | 148 | ||
| 11.2 | McIlvenna Bay Deposit | 149 | ||
| 11.2.1 | Sample Preparation and Security | 149 | ||
| 11.2.2 | Sample Analysis | 151 | ||
| 11.3 | Bigstone Deposit | 156 | ||
| 11.3.1 | Sample Preparation, Analysis, and Security by Prior Owners | 156 | ||
| 11.3.2 | Sample Preparation and Security | 157 | ||
| 11.3.3 | Sample Analysis | 158 | ||
| 11.4 | Tesla Zone | 163 | ||
| 11.4.1 | Sample Preparation and Security | 163 | ||
| 11.4.2 | Sample Analysis | 163 | ||
| 12 | Data Verification | 165 | ||
| 12.1 | McIlvenna Bay Deposit | 165 | ||
| 12.1.1 | Site Visits | 165 | ||
| 12.1.2 | 2019 Database Review | 172 | ||
| 12.2 | Bigstone Deposit | 173 | ||
| 12.2.1 | Site Visit | 173 | ||
| 12.2.2 | Foran Bigstone Database Verification | 173 | ||
| 12.2.3 | RPA’s QP Database Verification | 174 | ||
| 12.3 | Micon QP Comments | 174 | ||
| 13 | Mineral Processing and Metallurgical Testing | 176 | ||
| 13.1 | McIlvenna Bay Deposit | 176 | ||
| 13.1.1 | Chronology of Metallurgical Test Programs | 176 | ||
| 13.1.2 | Sample Representivity | 177 | ||
| 13.1.3 | Mineralogy of the McIlvenna Bay Deposit | 179 | ||
| 13.1.4 | Comminution Test Work Overview | 184 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.1.5 | Initial Flowsheet Development | 187 | ||
| 13.1.6 | Feasibility Study Flowsheet Development (2019) | 189 | ||
| 13.1.7 | Feasibility Study Flowsheet Development (2021) | 194 | ||
| 13.1.8 | FEED Study Flowsheet Optimization and Geometallurgy | 202 | ||
| 13.1.9 | Final Concentrate Quality | 216 | ||
| 13.1.10 | Settling and Filtration | 220 | ||
| 13.1.11 | Regrind Signature Plot Test Work | 221 | ||
| 13.1.12 | Concentrate Self Heating | 222 | ||
| 13.1.13 | Paste Test Work | 223 | ||
| 13.1.14 | Recovery and Concentrate Grade Projections | 226 | ||
| 13.2 | Bigstone Deposit | 234 | ||
| 13.2.1 | 2015 Metallurgical Program | 234 | ||
| 13.3 | Tesla Deposit | 237 | ||
| 13.3.1 | 2024 Metallurgical Program | 237 | ||
| 14 | Mineral Resource Estimates | 238 | ||
| 14.1 | McIlvenna Bay Deposit | 238 | ||
| 14.1.1 | Introduction | 238 | ||
| 14.1.2 | CIM Mineral Resource Definitions and Classifications | 239 | ||
| 14.1.3 | Supporting Data | 239 | ||
| 14.1.4 | Topography | 239 | ||
| 14.1.5 | Wireframes | 239 | ||
| 14.1.6 | Compositing and Variography | 240 | ||
| 14.1.7 | Grade Capping | 244 | ||
| 14.1.8 | Rock Density | 245 | ||
| 14.1.9 | Mineral Resource Estimate | 245 | ||
| 14.1.10 | Block Model | 245 | ||
| 14.1.11 | Prospects for Economic Extraction | 247 | ||
| 14.1.12 | NSR Calculation | 248 | ||
| 14.1.13 | Mineral Resource Classification | 249 | ||
| 14.1.14 | Mineral Resource Estimate | 250 | ||
| 14.1.15 | Sensitivity Analysis | 252 | ||
| 14.1.16 | Responsibility for McIlvenna Bay Deposit Estimation | 254 | ||
| 14.1.17 | Block Model Validation | 255 | ||
| 14.2 | Bigstone Deposit | 257 | ||
| 14.2.1 | Introduction | 257 | ||
| 14.2.2 | CIM Mineral Resource Definitions and Classifications | 259 | ||
| 14.2.3 | Compositing and Variography | 261 | ||
| 14.2.4 | Grade Capping | 268 | ||
| 14.2.5 | Rock Density | 269 | ||
| 14.2.6 | Mineral Resource Estimate | 270 | ||
| 14.2.7 | Block Model | 270 | ||
| 14.2.8 | Prospects for Economic Extraction | 272 | ||
| 14.2.9 | NSR Calculation | 273 | ||
| 14.2.10 | Mineral Resource Classification | 276 | ||
| 14.2.11 | Mineral Resource Estimate | 278 | ||
| 14.2.12 | Sensitivity Analysis | 280 | ||
| 14.2.13 | Change from Previous Estimate | 282 | ||
| 14.2.14 | Responsibility for the Bigstone Deposit Estimation | 283 | ||
| 14.2.15 | Block Model Validation | 283 | ||
| 14.3 | Tesla Zone | 286 | ||
| 14.3.1 | Supporting Data | 287 | ||
| 14.3.2 | Modelling | 287 | ||
| 14.3.3 | Tesla Exploration Target | 288 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 15 | Mineral Reserve Estimates | 289 | ||
| 15.1 | Introduction | 289 | ||
| 15.2 | Mineral Reserve Statement | 289 | ||
| 15.3 | Underground Assumptions / Design Criteria | 290 | ||
| 15.3.1 | Throughput Rate and Supporting Assumptions | 290 | ||
| 15.3.2 | Stope Shape Design | 290 | ||
| 15.4 | Modifying Factors | 290 | ||
| 15.4.1 | Dilution | 290 | ||
| 15.4.2 | Mining Recovery | 291 | ||
| 15.5 | Cut-off Value | 294 | ||
| 15.6 | Comments on Section 15 | 294 | ||
| 16 | Mining Methods | 295 | ||
| 16.1 | Overview | 295 | ||
| 16.2 | Geotechnical Considerations | 297 | ||
| 16.2.1 | Geomechanical Characterization | 297 | ||
| 16.2.2 | Mining Method and Sequence | 300 | ||
| 16.2.3 | Stope Design | 302 | ||
| 16.2.4 | Pillar Stability | 302 | ||
| 16.2.5 | Infrastructure Siting | 306 | ||
| 16.2.6 | Ground Support | 307 | ||
| 16.2.7 | Backfill | 310 | ||
| 16.3 | Hydrogeological Considerations | 311 | ||
| 16.3.1 | Model Domain and Layering | 311 | ||
| 16.3.2 | Predictive Simulations | 313 | ||
| 16.3.3 | Limitations and Recommendations | 313 | ||
| 16.4 | Mine Design and Method | 313 | ||
| 16.4.1 | Lateral Development | 313 | ||
| 16.4.2 | Level Development | 314 | ||
| 16.4.3 | Development Quantities | 314 | ||
| 16.4.4 | Vertical Development | 315 | ||
| 16.4.5 | Production Stoping | 315 | ||
| 16.5 | Productivities | 318 | ||
| 16.5.1 | Effective Hours | 318 | ||
| 16.5.2 | Labour | 319 | ||
| 16.5.3 | Development | 319 | ||
| 16.5.4 | Stope Productivity | 320 | ||
| 16.6 | Mine Production Schedule | 320 | ||
| 16.6.1 | Development Scheduling | 320 | ||
| 16.6.2 | Production Scheduling | 322 | ||
| 16.6.3 | Production Profile | 322 | ||
| 16.7 | Mobile Equipment Selection | 326 | ||
| 16.8 | Ventilation | 329 | ||
| 16.8.1 | Airflow Requirements | 329 | ||
| 16.8.2 | Overall Ventilation | 330 | ||
| 16.8.3 | Ventilation Controls | 331 | ||
| 16.9 | Ore and Waste Handling System | 332 | ||
| 16.9.1 | Ore and Waste Handling Process | 332 | ||
| 16.9.2 | Rock Breaker Facilities | 334 | ||
| 16.9.3 | Vibratory Feeders and Loadout Conveyor | 336 | ||
| 16.10 | Mine Dewatering | 336 | ||
| 16.10.1 | Overview | 336 | ||
| 16.10.2 | Sump Locations and Roles in the Mine Dewatering System | 338 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.11 | Backfill Distribution | 338 | ||
| 16.11.1 | Paste Backfill | 338 | ||
| 16.11.2 | Waste Rockfill | 339 | ||
| 16.12 | General Underground Infrastructure | 340 | ||
| 16.12.1 | Personnel and Material Movement | 340 | ||
| 16.12.2 | Permanent Refuge Station | 341 | ||
| 16.12.3 | Explosives and Detonators Storage Facilities | 341 | ||
| 16.12.4 | Battery Charging and Changing Stations | 342 | ||
| 16.12.5 | Maintenance Shop | 343 | ||
| 16.12.6 | Fuel and Lubricants | 345 | ||
| 16.13 | General Underground Services | 346 | ||
| 16.13.1 | Compressed Air | 346 | ||
| 16.13.2 | Process Water | 347 | ||
| 16.13.3 | Potable Water | 347 | ||
| 16.13.4 | Fire Water | 347 | ||
| 16.14 | Underground Electrical and Power Distribution | 348 | ||
| 16.14.1 | Underground Electrical Distribution | 348 | ||
| 16.15 | Underground Automation and Communication | 351 | ||
| 16.15.1 | Fiber Optic Backbone and Ethernet Networks | 352 | ||
| 16.15.2 | Underground Wireless Network (Long-Term Evolution) | 352 | ||
| 16.15.3 | Leaky Feeder System (Radio Communication) | 352 | ||
| 16.15.4 | Blasting System | 352 | ||
| 16.15.5 | Safety Systems | 352 | ||
| 16.16 | Comments on Section 16 | 353 | ||
| 17 | Recovery Methods | 354 | ||
| 17.1 | Introduction | 354 | ||
| 17.2 | Process Summary | 354 | ||
| 17.2.1 | General Description | 354 | ||
| 17.2.2 | Design Criteria | 355 | ||
| 17.2.3 | Summary Flowsheet | 357 | ||
| 17.3 | Detailed Process Description | 359 | ||
| 17.3.1 | Primary Crushing – Area 6100 | 359 | ||
| 17.3.2 | Ore Storage and Reclaim – Area 6120 | 359 | ||
| 17.3.3 | Grinding Circuit – Areas 6210 / 6220 / 6230 / 6240 / 6250 | 359 | ||
| 17.3.4 | Copper Flotation – Areas 6310 / 6320 / 6330 | 360 | ||
| 17.3.5 | Zinc Flotation – Areas 6340 / 6350 / 6360 | 361 | ||
| 17.3.6 | Copper & Zinc Concentrate Dewatering – Area 6410 / 6420 / 6430 / 6450 | 362 | ||
| 17.3.7 | Pyrite Flotation and Pyrite Concentrate Thickening – Area 6370 / 6570 | 363 | ||
| 17.3.8 | Tailings Dewatering and Disposal – Areas 6510 / 6520 / 6530 / 6540 / 6550 / 6560 | 363 | ||
| 17.3.9 | Plant Services – Area 6700 | 365 | ||
| 17.3.10 | Metallurgical Accounting | 366 | ||
| 17.3.11 | Reagents – Area 6800 | 366 | ||
| 17.3.12 | Plant Consumption | 369 | ||
| 18 | Project Infrastructure | 370 | ||
| 18.1 | Control System and Instrumentation Levels | 370 | ||
| 18.2 | Existing Infrastructure | 371 | ||
| 18.2.1 | Advance Development and Exploration | 372 | ||
| 18.3 | Project Site Preparation | 375 | ||
| 18.3.1 | Soil Storage | 375 | ||
| 18.4 | Project Access | 377 | ||
| 18.4.1 | Mine Road | 377 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.4.2 | Highway 106 | 378 | ||
| 18.4.3 | Mine Service Roads and Site Parking | 378 | ||
| 18.4.4 | Helipad | 378 | ||
| 18.5 | Buildings and Ancillary Items | 379 | ||
| 18.5.1 | Temporary Construction Facilities | 379 | ||
| 18.5.2 | Mine Maintenance Facility | 379 | ||
| 18.5.3 | Administration Offices and Mine Dry Complex | 381 | ||
| 18.5.4 | First Aid Office and Clinic Facility | 383 | ||
| 18.5.5 | Security Gatehouse | 383 | ||
| 18.5.6 | Mine Rescue | 385 | ||
| 18.5.7 | Fuel Storage and Distribution Facility | 385 | ||
| 18.5.8 | Industrial Waste Disposal | 385 | ||
| 18.5.9 | Mine Laydown Area | 386 | ||
| 18.5.10 | Surface Mechanical and E&I Workshop | 386 | ||
| 18.6 | Process Buildings | 386 | ||
| 18.6.1 | Head Frame / Collar House Building | 386 | ||
| 18.6.2 | Hoist House Building | 387 | ||
| 18.6.3 | Primary Crushing | 389 | ||
| 18.6.4 | Ore Storage and Reclaim | 389 | ||
| 18.6.5 | Process Plant | 390 | ||
| 18.6.6 | Assay and Metallurgical Lab | 393 | ||
| 18.6.7 | Paste Plant | 393 | ||
| 18.6.8 | Paste and Filtered Tailings Storage and Loadout | 394 | ||
| 18.7 | Power Supply and Distribution | 394 | ||
| 18.7.1 | Power Demand Estimate | 394 | ||
| 18.7.2 | Existing 25 kV SaskPower Distribution Line | 395 | ||
| 18.7.3 | Onsite Power Generation (Phase 1) | 395 | ||
| 18.7.4 | Transmission Line (Phase 2) | 395 | ||
| 18.7.5 | Power Costs | 396 | ||
| 18.7.6 | Power Distribution | 397 | ||
| 18.8 | Ore And Waste Rock Management | 397 | ||
| 18.8.1 | Ore Stockpiling | 398 | ||
| 18.9 | Water Management | 398 | ||
| 18.9.1 | Non-Contact Water Management | 400 | ||
| 18.9.2 | Contact Water Management | 400 | ||
| 18.9.3 | Tailings Area Water Management Pond | 401 | ||
| 18.9.4 | Mine Water Treatment Plant | 401 | ||
| 18.9.5 | Mine Dewatering | 401 | ||
| 18.9.6 | Sewage Treatment Plant | 402 | ||
| 18.9.7 | Potable Water Treatment Plant | 402 | ||
| 18.10 | Filtered Tailings Storage Facility | 402 | ||
| 19 | Market Studies and Contracts | 407 | ||
| 19.1 | Supply and Demand Forecasts | 408 | ||
| 19.1.1 | Copper | 408 | ||
| 19.1.2 | Zinc | 409 | ||
| 19.1.3 | Precious Metals | 411 | ||
| 19.2 | Concentrate Sales | 412 | ||
| 20 | Environmental Studies, Permitting & Social or Community Impact | 414 | ||
| 20.1 | Introduction | 414 | ||
| 20.2 | Baseline Studies | 414 | ||
| 20.3 | Environmental Assessment Process | 415 | ||
| 20.4 | Permitting and Environmental Management and Monitoring | 416 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 20.4.1 | Permitting | 416 | ||
| 20.4.2 | Environmental Management and Monitoring | 417 | ||
| 20.5 | Social and Community Impacts | 418 | ||
| 21 | Capital and Operating Costs | 420 | ||
| 21.1 | Capital Cost Estimates | 420 | ||
| 21.1.1 | Methodology – General | 420 | ||
| 21.1.2 | Mining Capital Costs | 422 | ||
| 21.1.3 | Processing & Surface Infrastructure Capital Costs | 422 | ||
| 21.1.4 | Filtered Tailings Storage Facility | 424 | ||
| 21.1.5 | Site Closure Costs | 425 | ||
| 21.1.6 | Contingencies | 425 | ||
| 21.1.7 | Pre-Production Operating Costs | 425 | ||
| 21.2 | Operating Cost Estimates | 425 | ||
| 21.2.1 | Mining Operating Costs | 426 | ||
| 21.2.2 | Processing Operating Costs | 427 | ||
| 21.2.3 | General and Administrative Operating Costs | 433 | ||
| 21.2.4 | Filtered Tailings Operating Costs | 433 | ||
| 22 | Economic Analysis | 434 | ||
| 22.1 | Cautionary Statement | 434 | ||
| 22.2 | Assumptions | 434 | ||
| 22.3 | Methodology Used | 435 | ||
| 22.4 | Financial Model Parameters | 435 | ||
| 22.4.1 | Mineral Resource, Mineral Reserve, and Mine Life | 435 | ||
| 22.4.2 | Metallurgical Recoveries | 436 | ||
| 22.4.3 | Freight, and Smelting and Refining | 437 | ||
| 22.4.4 | Metal Prices / Exchange Rate | 437 | ||
| 22.4.5 | Capital Costs | 438 | ||
| 22.4.6 | Operating Costs | 439 | ||
| 22.4.7 | Royalties | 439 | ||
| 22.4.8 | Working Capital | 439 | ||
| 22.4.9 | Taxes | 439 | ||
| 22.4.10 | Closure Costs and Salvage Value | 440 | ||
| 22.4.11 | Financing | 440 | ||
| 22.4.12 | Inflation | 440 | ||
| 22.5 | Financial Results | 440 | ||
| 22.6 | Sensitivity Analysis | 443 | ||
| 23 | Adjacent Properties | 444 | ||
| 23.1 | Base Metals | 444 | ||
| 23.2 | Micon QP Comments | 446 | ||
| 24 | Other Relevant Data & Information | 447 | ||
| 24.1 | Project Risks | 447 | ||
| 24.2 | Risk Analysis Definitions | 447 | ||
| 24.3 | Opportunities | 449 | ||
| 24.4 | Exploration Potential | 450 | ||
| 24.4.1 | Tesla Zone | 453 | ||
| 24.4.2 | Thunder-Balsam | 454 | ||
| 24.4.3 | Flinty | 455 | ||
| 24.5 | Frac Sand | 456 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 25 | Interpretations and Conclusions | 458 | ||
| 25.1 | Geology and Mineralization | 458 | ||
| 25.1.1 | Supporting Database | 458 | ||
| 25.1.2 | Wireframes and Other Modelling Parameters | 458 | ||
| 25.2 | Mineral Resource Estimate | 460 | ||
| 25.2.1 | Block Model | 460 | ||
| 25.2.2 | Mineral Resource Classification | 460 | ||
| 25.2.3 | Mineral Resource Estimate | 460 | ||
| 25.2.4 | Conclusion | 462 | ||
| 25.3 | Mineral Processing and Metallurgical Testing | 462 | ||
| 25.4 | Mineral Reserve Estimate | 462 | ||
| 25.5 | Mining | 463 | ||
| 25.5.1 | Geotechnical | 464 | ||
| 25.5.2 | Hydrogeological | 465 | ||
| 25.6 | Recovery Methods | 466 | ||
| 25.7 | Project Infrastructure | 466 | ||
| 25.8 | Market Studies and Contracts | 467 | ||
| 25.9 | Environmental Studies, Permitting, and Social Impact | 468 | ||
| 25.10 | Capital and Operating Costs | 468 | ||
| 25.11 | Economic Analysis | 468 | ||
| 25.12 | Adjacent Properties | 469 | ||
| 26 | Recommendations | 470 | ||
| 26.1 | General | 470 | ||
| 26.2 | Further Exploration | 470 | ||
| 26.3 | Mining | 470 | ||
| 26.3.1 | Hydrogeology | 470 | ||
| 26.3.2 | Underground Mining | 471 | ||
| 26.3.3 | Shaft / Hoisting Configuration | 471 | ||
| 26.4 | Metallurgy and Process | 472 | ||
| 26.5 | Infrastructure | 472 | ||
| 26.6 | Further Studies | 472 | ||
| 27 | References | 474 | ||
| 27.1 | Technical Reports, Papers and Other Sources | 474 | ||
| 27.2 | Internet Sources | 483 | ||
| 28 | Certificates of Qualification | 484 | ||
| Certificate Of Qualifications | 485 | |||
| Certificate Of Qualifications | 486 | |||
| Certificate Of Qualifications | 487 | |||
| Certificate of Qualified Person | 488 | |||
| Certificate Of Qualifications | 489 | |||
| Certificate Of Qualifications | 490 | |||
| Certificate Of Qualifications | 491 | |||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
List of Tables
| Table 1-1: | LOM Average Recovery Rates (%) | 16 |
| Table 1-2: | Mineral Resources for McIlvenna Bay Deposit, Reported at NSR of US$ 70/t | 18 |
| Table 1-3: | Mineral Resources for the Bigstone Deposit, Reported at a DSO Constraining Volume NSR of US$ 70/t | 20 |
| Table 1-4: | Mineral Reserve Estimate | 22 |
| Table 1-5: | Consensus Price | 30 |
| Table 1-6: | Total Capital Cost Estimate | 32 |
| Table 1-7: | Operating Cost Estimate Summary (Year -1 to Year 18 inclusive) | 32 |
| Table 1-8: | LOM Cashflow Forecast Summary Table | 34 |
| Table 1-9: | Forecast Economic Results | 35 |
| Table 2-1: | Details of QPs and Site Visits | 39 |
| Table 4-1: | Claim Status for the McIlvenna Bay Project | 49 |
| Table 4-2: | Summary of Historic Property Agreements | 54 |
| Table 10-1: | McIlvenna Bay Deposit Diamond Drilling Summary to August 2014 | 120 |
| Table 10-2: | Summary of the 2018 Phase I Diamond Drilling Program, McIlvenna Bay Deposit | 125 |
| Table 10-3: | Summary of the 2018 Phase II Diamond Drilling Program, McIlvenna Bay Deposit | 126 |
| Table 10-4: | Summary of the 2021 Diamond Drilling Program, McIlvenna Bay Deposit | 129 |
| Table 10-5: | Summary of the 2021-22 Geotechnical Diamond Drilling Program, McIlvenna Bay Deposit | 131 |
| Table 10-6: | Summary of the 2022-23 Infill Diamond Drilling Program, McIlvenna Bay Deposit | 132 |
| Table 10-7: | Summary of the 2021-24 Diamond Drilling Programs, Tesla Zone | 135 |
| Table 10-8: | Diamond Drilling Summary by Prior Owners – Foran Mining Corp. – Bigstone Project | 137 |
| Table 10-9: | Resource Drilling by Granges Resources Ltd. – Foran Mining Corp. – Bigstone Project | 137 |
| Table 10-10: | Resource Drilling Summary by Aur Resources Inc. – Foran Mining Corp. – Bigstone Project | 139 |
| Table 10-11: | Summary of the 2015 Diamond Drilling Program, Bigstone Deposit | 140 |
| Table 10-12: | Summary of Key 2015 Drilling Results, Bigstone Deposit | 141 |
| Table 10-13: | Summary of the 2021 Diamond Drilling Program, Bigstone Deposit Area | 142 |
| Table 10-14: | Summary of the 2022 Diamond Drilling Program, Bigstone Deposit Area | 145 |
| Table 11-1: | Reference Standards – 2011 to 2013 Program (Rennie 2011) | 152 |
| Table 11-2: | Reference Standards – 2018 Program | 154 |
| Table 11-3: | Reference Standards – 2021 Program | 155 |
| Table 11-4: | Analytical Methods Used By Prior Operators - Foran Mining Corp. – Bigstone Project | 156 |
| Table 11-5: | 2015 CRM Standard Limits – Foran Mining Corp. – Bigstone Project | 160 |
| Table 11-6: | QA/QC Failures from 2015 Program - Foran Mining Corp. – Bigstone Project | 161 |
| Table 11-7: | Reference Standards – 2021 Program | 162 |
| Table 11-8: | 2021 to 2022 QA/QC Material Insertion Protocol | 162 |
| Table 11-9: | 2021 to 2024 QA/QC Material Insertion Protocol | 163 |
| Table 12-1: | TSL Sample Preparation and Standard Assaying Procedures | 169 |
| Table 12-2: | Random Reject Core Samples Re-Assayed at Micon’s Request | 169 |
| Table 12-3: | TSL Results for the Thirteen Random Samples Chosen by Micon for Re-assaying | 171 |
| Table 12-4: | Lower Detection Limits for Aqua Regia Leach Digestion | 172 |
| Table 13-1: | Summary of McIlvenna Bay Comminution Test Work Database | 185 |
| Table 13-2: | Chemical Compositions for the Ore Zone Composites | 187 |
| Table 13-3: | CS Locked Cycle Test Results | 187 |
| Table 13-4: | MSZ2 Locked Cycle Test Results | 188 |
| Table 13-5: | UWZ Locked Cycle Test Results | 188 |
| Table 13-6: | Chemical Compositions for the Composite Zones | 189 |
| Table 13-7: | BL0351 Composite Head Assay Summary | 191 |
| Table 13-8: | BL0351 Variability Sample Head Assay Summary | 191 |
| Table 13-9: | Locked Cycle Test Results for UWZ Composite (LCT 44) | 193 |
| Table 13-10: | Locked Cycle Test Results for MSZ2 Composite (LCT80) | 193 |
| Table 13-11: | Locked Cycle Test Results for CS Composite (LCT42) | 193 |
| Table 13-12: | BL0351 Blend Ratios for Blend Testing | 194 |
| Table 13-13: | 2021 Variability Composite Head Assays | 195 |
| Table 13-14: | Copper Circuit Reagent Additions for the Rougher Flotation Tests | 196 |
| Table 13-15: | Zinc Circuit Reagent Additions for Rougher Flotation Tests | 197 |
| Table 13-16: | Composite Blends Used for Flowsheet Confirmation | 198 |
| Table 13-17: | Pyrite Circuit Flotation Test Results | 200 |
| Table 13-18: | Summary of the Locked-Cycle Test Results on Blend Composites | 201 |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 13-19: | Blend 5A Heard Assay Summary | 202 |
| Table 13-20: | LCT-09 Results (Baseline Feasibility Study Flowsheet on Blend 5A Comp) | 203 |
| Table 13-21: | Baseline and Optimized Flowsheet Locked Cycle | 206 |
| Table 13-22: | LCT-23 Results | 206 |
| Table 13-23: | LCT-25 Results | 207 |
| Table 13-24: | Geometallurgy Sample Head Assays | 208 |
| Table 13-25: | Summary of BL1276 Phase Locked Cycle Test Conditions | 214 |
| Table 13-26: | Summary of BL1276 Phase Locked Cycle Test Results | 215 |
| Table 13-27: | Copper Concentrate Quality Summary | 217 |
| Table 13-28: | Zinc Concentrate Quality Summary | 218 |
| Table 13-29: | MASH Test Head Assays | 222 |
| Table 13-30: | Paterson & Cooke 2023 UCS Test Matrix | 224 |
| Table 13-31: | Estimated Metal Recovery by Ore Type | 226 |
| Table 13-32: | Overall Metallurgical Response Bigstone Project | 236 |
| Table 13-33: | Bond Work Indices Bigstone Project | 236 |
| Table 14-1: | McIlvenna Bay Deposit Database | 239 |
| Table 14-2: | Summary of the Basic Statistics for the 1.0 m Composites | 241 |
| Table 14-3: | Selected Capping Grades on 1 m Composites | 244 |
| Table 14-4: | Summary of the Density Measurements by Zone | 245 |
| Table 14-5: | Block Model Information Summary | 245 |
| Table 14-6: | Ordinary Kriging Interpolation Parameter Summary | 246 |
| Table 14-7: | Summary of Economic Assumptions for the Mineral Resource Estimate | 247 |
| Table 14-8: | Mineral Resources for the McIlvenna Bay Deposit, Reported at an DSO constraining volume NSR of US$ 70/t | 251 |
| Table 14-9: | Summary of the NSR Sensitivities at US$90/t, US$80/t, US$60/t with Base Case at US$70/t | 253 |
| Table 14-10: | McIlvenna Bay Statistical Comparison: Composites (Input) vs Blocks (Output) | 255 |
| Table 14-11: | Bigstone Deposit Database | 260 |
| Table 14-12: | Summary of the Basic Statistics for the 1.0 m Composites | 262 |
| Table 14-13: | Selected Capping Grades on 1 m Composites | 268 |
| Table 14-14: | Summary of the 1m Density composites by Zone | 269 |
| Table 14-15: | Block Model Information Summary | 270 |
| Table 14-16: | Ordinary Kriging Interpolation Parameter Summary | 271 |
| Table 14-17: | Summary of Economic Assumptions for the Mineral Resource Estimate | 272 |
| Table 14-18: | Mineral Resources for the Bigstone Deposit, Reported at a DSO constraining volume NSR of US$ 70/t | 279 |
| Table 14-19: | Summary of the NSR Sensitivities at US$90/t, US$80/t, US$60/t with Base Case at US$70/t | 281 |
| Table 14-20: | Bigstone Statistical Comparison: Composites (Input) vs Blocks (Output) | 284 |
| Table 14-21: | Tesla Exploration Target | 288 |
| Table 15-1: | Mineral Reserve Estimate | 289 |
| Table 15-2: | Deswik Stope Optimizer Parameters | 290 |
| Table 15-3: | External Overbreak Dilution Factors | 291 |
| Table 15-4: | Recovery Factors | 293 |
| Table 15-5: | Cut-off Value Calculation | 294 |
| Table 16-1: | Backfill Strengths Required for Varying Spans and FS. | 310 |
| Table 16-2: | Summary of Analytical and Empirical Design for Sill Spans. Safety Factor: 1.5 | 310 |
| Table 16-3: | Comparison of 2019 and 2021 Model Features | 311 |
| Table 16-4: | Main Development Heading Profiles | 314 |
| Table 16-5: | Lateral Development Quantities | 314 |
| Table 16-6: | Vertical Development Quantities | 315 |
| Table 16-7: | Ore Tonnes by Mining Method | 316 |
| Table 16-8: | Estimated Worker Effective Time per Shift | 318 |
| Table 16-9: | Lateral Development Advance Rates | 319 |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 16-10: | DBM Cycle of a Typical Transverse Stope | 320 |
| Table 16-11: | DBM Cycle for Representative Stope Sizes | 320 |
| Table 16-12: | Summary of Annual Lateral Development | 321 |
| Table 16-13: | Annual Lateral Development by Heading Type | 321 |
| Table 16-14: | Life-of-mine Production Tonnes | 323 |
| Table 16-15: | Production / Development Mobile Equipment Fleet | 327 |
| Table 16-16: | Auxiliary Mobile Equipment Fleet | 328 |
| Table 16-17: | Material Handling System Requirements | 334 |
| Table 16-18: | Estimate Water Source Flows | 336 |
| Table 16-19: | Backfill Properties by Strength Requirement | 339 |
| Table 16-20: | Mining Load Summary | 351 |
| Table 17-1: | Main Process Design Criteria | 355 |
| Table 17-2: | Reagent Consumption | 369 |
| Table 17-3: | Grinding Media Consumption | 369 |
| Table 18-1: | Connected and Average Load by LOM Year | 395 |
| Table 18-2: | McIlvenna Bay Energy Cost | 397 |
| Table 19-1: | Consensus Long-Term Price | 407 |
| Table 19-2: | Spot Prices for March 6, 2025 | 407 |
| Table 19-3: | Average LOM Concentrate Grade by Metal Type | 413 |
| Table 19-4: | Assay of the Concentrate Quality – Typical Penalty Elements | 413 |
| Table 20-1: | Environmental and Heritage Studies | 415 |
| Table 20-2: | Remaining Permits / Leases to be Obtained | 416 |
| Table 21-1: | Capital Cost Estimate ($ Millions) | 421 |
| Table 21-2: | FTSF and TAWMP Capital Cost Summary | 424 |
| Table 21-3: | Operating Cost Estimate | 426 |
| Table 21-4: | Summary of Mine Operating Costs – Post Process Plant Operations | 427 |
| Table 21-5: | Process and Surface Infrastructure Operating Costs Summary | 428 |
| Table 21-6: | Process and Surface Infrastructure Fixed Operating Costs | 428 |
| Table 21-7: | Process and Surface Infrastructure Variable Operating Costs | 429 |
| Table 21-8: | Annual Process Labour Positions and Cost | 429 |
| Table 21-9: | Power Consumption and Cost | 430 |
| Table 21-10: | Reagent Consumption and Cost | 431 |
| Table 21-11: | Grinding Media Consumption and Cost | 432 |
| Table 21-12: | Major Wear Component Consumption and Cost | 432 |
| Table 21-13: | G&A Cost Estimate | 433 |
| Table 22-1: | LOM Average Metallurgical Recoveries | 437 |
| Table 22-2: | LOM Toll, Smelting and Refining Charges, and Transportation, | 437 |
| Table 22-3: | Metal Price Assumption | 438 |
| Table 22-4: | Exchange Rate Assumption | 438 |
| Table 22-5: | Capital Cost Summary ($ Millions) | 438 |
| Table 22-6: | LOM Operating Cost Summary | 439 |
| Table 22-7: | Summary of Economic Metrics for the Project | 440 |
| Table 22-8: | Calculation of Post-tax Cash Flow | 441 |
| Table 22-9: | Summary of Cash Flows ($ Millions) | 442 |
| Table 24-1: | Project Risk Evaluation | 448 |
| Table 25-1: | McIlvenna Bay Project Database | 458 |
| Table 25-2: | Mineral Resources for the McIlvenna Bay Deposit, Reported at an NSR of US$ 70/t | 461 |
| Table 25-3: | Mineral Reserve Estimate – Reported at an NSR Cut-off of US$92.5/t | 463 |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| List of Figures | ||
| Figure 1-1: | McIlvenna Bay Project Location | 3 |
| Figure 1-2: | McIlvenna Bay Project Access | 4 |
| Figure 1-3: | Phase 1 Underground Production Profile with NSR | 24 |
| Figure 1-4: | Undiscounted After-Tax Cash Flow | 35 |
| Figure 1-5: | Metal Price Sensitivity Analysis | 36 |
| Figure 4-1: | McIlvenna Bay Project Location Map | 45 |
| Figure 4-2: | McIlvenna Bay Project Property Map | 46 |
| Figure 4-3: | Detailed McIlvenna Bay Project Property Map – West Side | 47 |
| Figure 4-4: | Detailed McIlvenna Bay Project Property Map – East Side | 48 |
| Figure 5-1: | Process Plant Looking South | 64 |
| Figure 5-2: | Process Plant Looking North | 65 |
| Figure 5-3: | Partially Constructed Surface Maintenance Shop | 65 |
| Figure 6-1: | Historical View of the Hanson Lake Mine | 66 |
| Figure 7-1: | Regional Geology Map | 74 |
| Figure 7-2: | McIlvenna Bay Property Geology Map | 79 |
| Figure 7-3: | Generalized McIlvenna Bay Stratigraphic Column | 80 |
| Figure 7-4: | Stratigraphic Column for the Bigstone Deposit Area | 82 |
| Figure 7-5: | Bigstone Property Geology Map | 83 |
| Figure 7-6: | Typical Section Through the Bigstone Deposit | 85 |
| Figure 7-7: | Level Plan Through the McIlvenna Bay Area Showing the Preliminary Interpretation of the Relationship Between the McIlvenna Bay Deposit, Bridge Zone and Tesla | 87 |
| Figure 7-8: | Longitudinal Section View of McIlvenna Bay through the Main Lens MS | 89 |
| Figure 7-9: | Longitudinal Section View of McIlvenna Bay through the CS Zone | 90 |
| Figure 7-10: | Preliminary Cross Section through the Tesla Zone (looking northwest) | 92 |
| Figure 7-11: | Longitudinal sections view of McIlvenna Bay and the Tesla Zone, viewed from northeast towards the southwest and highlighting the location of zinc-dominant intersections | 94 |
| Figure 7-12: | Longitudinal sections view of McIlvenna Bay and the Tesla Zone, viewed from northeast towards the southwest and highlighting the location of copper-dominant intersections | 95 |
| Figure 9-1: | Geophysical Surveys 2007 to 2014 | 101 |
| Figure 9-2: | Regional Drilling Summary 2011 to 2014 | 104 |
| Figure 9-3: | Lithogeochemical Sampling Surveys 2012 to 2014 | 105 |
| Figure 9-4: | 2014 TDEM Survey Lines on the Bigstone Deposit | 107 |
| Figure 9-5: | 2014 TDEM Survey Results | 108 |
| Figure 9-6: | 2021-2022 Regional Exploration Drill Program Targets | 114 |
| Figure 9-7: | Current Exploration Targeting Pipeline | 117 |
| Figure 9-8: | Plan View of the Tesla Zone with Interpreted Surface Projection of Mineralization | 118 |
| Figure 9-9: | Thunder Zone – Gridded EM Response and Drilling | 119 |
| Figure 10-1: | Drill Colar Locations | 123 |
| Figure 10-2: | Drill Collar Locations to September 2018 | 127 |
| Figure 10-3: | Drill Collar Locations for the 2021 Drilling Program | 130 |
| Figure 10-4: | Drill Hole Location Map for the 2021-24 Tesla Drilling, shown on interpreted geology from draft 3D model (subject to change with additional drilling) | 134 |
| Figure 10-5: | 2021 Drill Hole Location Map, Bigstone Deposit Area | 143 |
| Figure 10-6: | 2022 Drill Hole Location Map, Marconi Prospect, Bigstone Deposit Area | 146 |
| Figure 12-1: | Drone View of the Reclaimed Drill Hole Site for MB-21-230 | 166 |
| Figure 12-2: | Drone View of the Reclaimed Drill Hole Site for MB-21-253 | 166 |
| Figure 12-3: | The 2018 Core Storage Area at Foran’s McIlvenna Bay Camp | 167 |
| Figure 12-4: | Buildings Related to Logging and Sample Preparation at Foran’s McIlvenna Bay Camp in 2018 | 168 |
| Figure 12-5: | Drill Set-up and Drilling During the 2018 Micon Site Visit | 168 |
| Figure 13-1: | Long Section Az 210 with All Metallurgical Sample Locations with Mineralized Domains | 178 |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Figure 13-2: | McIlvenna Bay Variability Samples - Sulphide Modal Mineralogy | 180 |
| Figure 13-3: | McIlvenna Bay Variability Samples - Non-Sulphide Modal Mineralogy | 181 |
| Figure 13-4: | McIlvenna Bay Variability Samples Zinc Deportment | 182 |
| Figure 13-5: | McIlvenna Bay Variability Samples - Chalcopyrite Liberation | 182 |
| Figure 13-6: | McIlvenna Bay Variability Samples - Sphalerite Liberation | 183 |
| Figure 13-7: | McIlvenna Bay Variability Samples - Pyrite Liberation | 183 |
| Figure 13-8: | Locked Cycle Flowsheet | 192 |
| Figure 13-9: | Cu/Zn Separation in the Rougher Flotation Tests | 196 |
| Figure 13-10: | Zinc Grade Recovery Curves for the MSZ2 and UWZ Composites | 197 |
| Figure 13-11: | Blend Composite Cleaner Flotation Tests | 198 |
| Figure 13-12: | CS Variability Composite Cleaner Flotation Tests | 199 |
| Figure 13-13: | MSZ2 and UWZ Variability Composite Cleaner Flotation Tests | 199 |
| Figure 13-14: | Copper-Zinc Selectivity Curves for Zinc Depressant Dosage Sensitivity Tests | 205 |
| Figure 13-15: | LCT-23 and LCT-25 Flowsheet Schematic | 206 |
| Figure 13-16: | Summary of Geomet Copper and Zinc Rougher Performance | 210 |
| Figure 13-17: | Summary of Geomet Cleaner Test Results | 212 |
| Figure 13-18: | Copper Regrind Signature Plot Test Results | 221 |
| Figure 13-19: | Zinc Regrind Signature Plot test Results | 222 |
| Figure 13-20: | Self-Heating Test Results - Copper and Zinc Concentrates | 223 |
| Figure 13-21: | Paterson & Cooke UCS Test Results Summary | 225 |
| Figure 13-22: | Zinc Recovery as a Function of Mill Feed Zinc Head Grade | 227 |
| Figure 13-23: | Zinc Concentrate Grade as a Function of Zinc Head Grade | 228 |
| Figure 13-24: | Copper Recoveries for MS and CS as a Function of Copper Head Grade | 229 |
| Figure 13-25: | Copper Concentrate Grade as a Function of Head Grade for CS and MS Zones | 230 |
| Figure 13-26: | Silver Recovery to Copper Concentrate as a Function of Copper Recovery | 231 |
| Figure 13-27: | Gold Recovery to Copper Concentrate as a Function of Copper Recovery | 232 |
| Figure 13-28: | Pb Grade in Copper Concentrate Model | 233 |
| Figure 13-29: | Pb Grade in Zinc Concentrate Model | 233 |
| Figure 13-30: | Mass Pull to Pyrite Concentrate Model | 234 |
| Figure 14-1: | Plan View of Foran McIlvenna Bay Mineralized Zones and Drill Holes | 238 |
| Figure 14-2: | 3D Variogram Summary for Copper | 243 |
| Figure 14-3: | NSR Theoretical Formula Used at McIlvenna Bay | 248 |
| Figure 14-4: | L2 and CS Zone Resource Blocks by NSR Value | 249 |
| Figure 14-5: | Resource Classification for the L2 and CS Zones, Looking in the SW Direction | 249 |
| Figure 14-6: | MS and CS Zones Resource Sensitivity by NSR Value | 254 |
| Figure 14-7: | L2 Zone – Cu Swath Plot | 255 |
| Figure 14-8: | L2 Zone – Zn Swath Plot | 256 |
| Figure 14-9: | CS – Cu Swath Plot | 256 |
| Figure 14-10: | CS– Zn Swath Plot | 257 |
| Figure 14-11: | Plan View Foran Bigstone Mineralized Zones and Drill Holes | 258 |
| Figure 14-12: | Vertical Section (looking West) Foran Bigstone Mineralized Zones and Drill Holes | 259 |
| Figure 14-13: | Cu1 Zone – 3D Variogram Major direction for Copper | 265 |
| Figure 14-14: | Cu2 Zone – 3D Variogram Major direction for Copper | 266 |
| Figure 14-15: | 3D Variogram Major direction for Zinc | 267 |
| Figure 14-16: | Copper Stockwork Cu(left) & Cu2(right) zones with NSR block values | 274 |
| Figure 14-17: | Massive Sulphode Zn1 zone with NSR block values | 275 |
| Figure 14-18: | Cu1, Cu2 and Zn Zone Resource Blocks by NSR Value | 277 |
| Figure 14-19: | Copper and Zinc Zones Resource Blocks by NSR Value | 282 |
| Figure 14-20: | Waterfall Chart Changes from Previous Bigstone Estimate | 283 |
| Figure 14-21: | Cu1 Zone – Cu Swath Plot | 284 |
| Figure 14-22: | Cu2 Zone – Cu Swath Plot | 285 |
| Figure 14-23: | Zn1 Zone – Zn Swath Plot | 286 |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Figure 15-1: | Possible Mining Losses in a Stope | 292 |
| Figure 15-2: | Blasted Stope Outline | 293 |
| Figure 16-1: | Underground Mine Longitudinal Projection (Looking West) | 296 |
| Figure 16-2: | Spatial overview of mining blocks and sill pillars. | 303 |
| Figure 16-3: | Model Layers and Fault Location | 312 |
| Figure 16-4: | Typical Level Development | 314 |
| Figure 16-5: | Mining Blocks | 317 |
| Figure 16-6: | Lateral Development Profile | 322 |
| Figure 16-7: | Life-of-mine Production Profile – Ore Type | 324 |
| Figure 16-8: | Life-of-mine Production Profile – Mining Method | 325 |
| Figure 16-9: | Stage 3 – Life-of-Mine, Ventilation Schematic | 331 |
| Figure 16-10: | Plan View of Shaft | 333 |
| Figure 16-11: | Schematic of a Rock Breaker Station | 335 |
| Figure 16-12: | Schematic Dewatering Process Flow Diagram | 337 |
| Figure 16-13: | Long Section View Showing Avoca Backfill Sequence | 340 |
| Figure 16-14: | Battery Swap and Charge Station Plan View | 342 |
| Figure 16-15: | Key Features of Underground Workshop | 344 |
| Figure 16-16: | Mine long section showing size of compressed air piping | 346 |
| Figure 16-17: | Type 3 Electrical Room Layout | 350 |
| Figure 17-1. | Process Plant Summary Flowsheet | 358 |
| Figure 18-1: | Rendering of McIlvenna Bay Surface Infrastructure | 370 |
| Figure 18-2: | Existing ADEX Camp (2022) | 372 |
| Figure 18-3: | Existing Infrastructure for ADEX | 373 |
| Figure 18-4: | 2022 ADEX Site Plan | 374 |
| Figure 18-5: | Project Site Plan | 376 |
| Figure 18-6: | McIlvenna Bay Site Access Road | 377 |
| Figure 18-7: | McIlvenna Bay Site Access Road Bridge | 378 |
| Figure 18-8: | Plan View of Mine Maintenance Facility | 380 |
| Figure 18-9: | 3D Exterior View of Mine Maintenance Facility | 380 |
| Figure 18-10: | Plan View of Administration Offices and Mine Dry Complex | 382 |
| Figure 18-11: | 3D Exterior View of Administration Offices and Mine Dry Complex | 382 |
| Figure 18-12: | Plan View of First Aid Office | 383 |
| Figure 18-13: | Plan View of Main Security Gatehouse | 384 |
| Figure 18-14: | Plan View of Diesel Storage and Distribution Area | 385 |
| Figure 18-15: | Layout Drawing of Headframe and Hoist House | 388 |
| Figure 18-16: | Plan View of Process and Paste Plant Building | 392 |
| Figure 18-17: | Proposed 110/138 kV SaskPower Transmission Line | 396 |
| Figure 18-18: | Site Water Balance | 399 |
| Figure 18-19: | Tailings Storage Facility Site Plan | 403 |
| Figure 18-20: | Filtered Tailings Storage Facility Cross Section 1 | 404 |
| Figure 18-21: | Filtered Tailings Storage Facility Cross Section 2 | 405 |
| Figure 19-1: | Primary Copper Demand Scenarios versus Mine Supply Potential | 408 |
| Figure 19-2: | Copper Price Graph | 409 |
| Figure 19-3: | Sources of Future Zinc Mine Production | 410 |
| Figure 19-4: | Zinc Price Graph | 410 |
| Figure 19-5: | Gold Price Graph | 411 |
| Figure 19-6: | Silver Price Graph | 412 |
| Figure 22-1: | LOM Processing Profile (Tonnes) | 435 |
| Figure 22-2: | LOM Production Profile (Payable Cu and Zn Produced) | 436 |
| Figure 22-3: | LOM Production Profile (Payable Au and Ag Produced) | 436 |
| Figure 22-4: | Undiscounted After-Tax Cash Flow | 441 |
| Figure 22-5: | Sensitivity Analysis | 443 |
| Figure 23-1: | Broad View of Adjacent Properties | 445 |
| Figure 24-1: | Flin Flon Greenstone Belt | 451 |
| Figure 24-2: | Current Exploration Targeting Pipeline | 452 |
| Figure 24-3: | McIlvenna Bay Project Priority Exploration Targets | 453 |
| Figure 24-4: | Thunder Zone – Gridded EM Response and Drilling | 455 |
| Figure 24-5: | View of Preferred Sands Quarry, July 2011 | 456 |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Acronyms / Abbreviations
| Acronym / Abbreviation | Full Name |
| AA | atomic absorption |
| AACE | Association for the Advancement of Cost Engineering |
| ABA | Acid-Base Accounting |
| ADEX | Advanced Development and Exploration Program |
| AeroTEM | AEM survey |
| ALS | ALS Metallurgy |
| ALS Group | Campbell Brothers Limited |
| ANFO | ammonium nitrate/fuel oil |
| AP | acid-generating potential |
| APG | APG Mining Consultants Inc. |
| APS | Azimuthal Positioning System |
| Aur | Aur Resources Inc. |
| BBWI | Bond ball work index |
| BEV | battery electrical vehicle |
| BHEM | Borehole electromagnetic surveys |
| BLE | Bluetooth Low Efficiency |
| BML | Base Metallurgical Laboratories Ltd. |
| Bondar-Clegg | Bondar-Clegg & Company Ltd. |
| CA | collaboration agreement |
| CAPEX | capital expenditure |
| CDN Resource | CDN Resource Laboratories Ltd. |
| CFM | Cubic Feet Minute |
| CHCN | Cumberland House Cree Nation |
| CIM | Canadian Institute of Mining, Metallurgy, and Petroleum |
| CMC | carboxy methyl cellulose |
| CNWA | Canadian Navigable Waters Act |
| CR | Crown Reserve |
| CRM | certified reference material |
| CS | Copper Stockwork |
| CuEq | copper equivalent |
| CuSO5 | Copper Sulphate |
| DBM | drill-blast-muck |
| DCF | Discounted Cash Flow |
| DCP | Direct Current Plasma |
| DEM | digital elevation models |
| DFO | Department of Fisheries Oceans (Canadian) |
| DMS | Dense Medium Seperation |
| Dmtpa | dry metric tonnes per annum |
| Dmtpd | dry metric tonnes per day |
| DSO | Deswik Stope Optimizer |
| DTM | digital terrain model |
| EBITDA | Earning before interest, taxation, depreciation, or amoritization |
| Eco-Tech | Eco-Tech Laboratories |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Acronym / Abbreviation | Full Name |
| EGL | effective grinding length |
| EIA | Environmental Impact Assessment |
| EIS | Environmental Impact Statement |
| EM | electromagnetic |
| ENV | Saskatchewan Minister of Environment |
| Equity Exploration | Equity Exploration Consultants Ltd. |
| ER1 | Eastern Region 1 |
| ESS | electrical sub-station |
| Esso | Esso Minerals Canada |
| ETP | effluent treatment plant |
| Expenditures | exploration expenditures |
| FA | fire assay |
| FA-AA | fire assay-atomic absorption |
| FAR | Fresh Air Raise |
| FEED | Front-End Engineering Design |
| FFGB | Flin Flon Greenstone Belt |
| Foran | Foran Mining Corporation |
| FS | Feasibility Study |
| FT | felsic tuff |
| FTSF | Filtered Tailings Storage Facility |
| FV | felsic volcanic |
| FW | footwall |
| G&T | G&T Metallurgical Services Ltd. |
| GCL | Geosynthetic Clay Liner |
| GMS | G Mining Services |
| GRAV | gravimetric |
| HBED | Hudson Bay Exploration and Development |
| HLEM | Horizontal Loop electromagnetic |
| HLS | Heavy liquid seperation |
| HPU | hydraulic power unit |
| HR | hydraulic radius |
| HudBay | HudBay Minerals Inc. |
| HW | hangingwall |
| IBC | intermediate bulk container |
| ICP | Inductively Coupled Plasma |
| IFC | International Finance Corporation |
| INPUT | induced pulse transient |
| IP | induced polarization |
| IRR | Internal Rate of Return |
| ITH | in-the-hole |
| JV | joint venture |
| LCT | Locked Cycle Test(ing) |
| LHD | load haul dump |
| LIBS | Laser Induced Breakdown Spectroscopy |
| LNG | liquefied natural gas |
| LOM | life-of-mine |
| LTE | long term evolution |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Acronym / Abbreviation | Full Name |
| MAOP | maximum allowable operating pressure |
| MARS | Mineral Administration Registry Saskatchewan |
| MASH | material self-heating test |
| MBBR | Moving Bed Biofilm Reactor |
| MBO | McIlvenna Bay Operating Ltd. |
| MCC | motor control center |
| MDMER | Metal and Diamond Mining Effluent Regulations |
| MHI | Saskatchewan Ministry of Highways and Infrastructure |
| MIBC | Methyl Isobutyl Carbinol |
| MMI | mobile metal ion |
| MN-S | Métis Nation Saskatchewan |
| MOE | Saskatchewan Ministry of Environment |
| MORB | Mid-Ocean Ridge Basalt |
| MS | massive sulphide |
| MSZ2 | more zinc-rich Zone 2 |
| MTC | Maintenance |
| MTO | material takeoff |
| MTOs | material takeoffs |
| MV | mafic volcanic |
| MWTP | mine water treatment plant |
| Na2S2O5 | Sodium Metabisulfite |
| NAG | non-acid generating |
| NFPA | National Fire Protection Association |
| NLA | Northern Lights Assemblage |
| NP | neutralizing potential |
| NPI | Net Profits Interest |
| NPR | neutralizing potential ratio |
| NPV | Net Present Value |
| NSR | Net Smelter Return |
| NTS | Canadian National Topographic System |
| OEM | original equipment manufacturer |
| OK | ordinary kriging |
| OPEX | operational expenditure |
| OSA | Online Assay Analyzer |
| P&C | Paterson & Cooke |
| Parrex | Parrex Mining Syndicate |
| PAX | potassium amyl xanthate |
| PBCN | Peter Ballantyne Cree Nation |
| PDP | power distribution panel |
| PEA | preliminary economic assessment |
| PEM | Transient Pulse EM |
| PFS | pre-feasibility study |
| PLC | programmable logic controller |
| PMF | Probable Maximum Flood |
| Project, the | McIlvenna Bay Project, the |
| Purepoint | Purepoint Uranium Group Inc. |
| PWTP | Potable Water Treatment Plant |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Acronym / Abbreviation | Full Name |
| QEMSCAN | Quantitative Evaluation of Minerals by Scanning Electron Microscopy |
| QP | Qualified Person |
| RAR | Return Air Raise |
| RIO | remote input / output |
| RMR | Rock mass rating |
| ROM | Run-of-Mine |
| RPA | Roscoe Postle and Associates Inc. |
| RQD | rock quality designation |
| SAG | Semi-Autogenous Grinding |
| SCC | Standards Council of Canada |
| SD | Standard deviations |
| SDS | Safety Data Sheet |
| SEAA | The Environmental Assessment Act (Saskatchewan) |
| SEARP | Saskatchewan Environmental Assessment Review Panel |
| Selco | Selco Mining Corporation |
| SEM | Scanning Electron Microscope |
| SG | Specific Gravity |
| SIPX | sodium isopropyl xanthate |
| SLR | SLR Consulting |
| SMBS | sodium metabisulphite |
| SMDC | Saskatchewan Mining Development Corporation |
| SOCC | Species Of Conservation Concern |
| SRC | Saskatchewan Research Council |
| SRCP | steel reinforced corrugated pipe |
| Steward Group | Steward Holdings Group Limited |
| STP | Sewage Treatment Plant |
| Strong Pine | Strong Pine Energy Services |
| SZ | Stringer Zone |
| TAWMP | Tailings Area Water Management Pond |
| TDEM | time domain EM |
| TEM | Time Domain electromagnetic |
| TerraMin | TerraMin Research Labs Ltd. |
| TMF | Tailings Management Facility |
| TOR | Terms of Reference |
| TP | Technical Proposal |
| Tpa | tonnes per annum |
| Tpd | tonnes per day |
| TSF | Tailings Storage Facility |
| TSL | TSL Laboratories Inc. |
| TWTP | Temporary Mine Water Treatment Plant |
| U/F | underflow |
| UCS | unconfined compressive strength |
| UG | underground |
| UTM | Universal Transerverse Mercator |
| UWZ | Upper West Zone |
| VFD | Variable Frequency Drive |
| VGF | Vibrating Grizzly Feeder |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Acronym / Abbreviation | Full Name |
| VHMS | volcanic-hosted massive sulphide |
| VMS | volcanogenic massive sulphide |
| VOD | ventilation on demand |
| Voyageur | Voyageur Mineral Explorers Corp. |
| VTEM | versatile time domain EM |
| Western Nuclear | Western Nuclear Mines Ltd. |
| WROP | Waste Rock Ore Pad |
| XRAL | XRAL Laboratories Ltd. |
| XRF | X-ray Fluorescence |
| ZnSO4 | Zinc Sulfate |
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 1 | Summary |
| 1.1 | Introduction |
The McIlvenna Bay Project is a copper-zinc mine located in east-central Saskatchewan approximately 375 km northeast of Saskatoon, and 85 km west of Flin Flon, Manitoba. The site is accessible year-round via an 18 km long all-weather road connected to Saskatchewan Provincial Highway 106.
The 2025 Technical Report outlines a project designed to be a decline / shaft underground mining operation utilizing long-hole mining methods for ore extraction at a nominal 4,900 tonne per day (tpd) Phase 1 Operation. Ore is expected to be processed using conventional single stage crushing circuit with a semi-autogenous grinding (SAG) mill and ball mill design. Crushing will be followed by grinding and flotation circuits to produce both copper and zinc concentrates for transportation from site to Flin Flon for shipment by rail to Canadian smelters and/or offshore.
The Phase 1 Operation envisaged by the Technical Report includes a 4,900 tpd (nominal) underground mine, on-site crushing and mineral processing facilities, paste plant, filtered tailing storage facility, and other supporting project infrastructure such as water management / treatment facilities, offices, workshop, warehouse, mine dry, and first aid facilities. The Company’s strategy is to develop the Phase 1 Operation before embarking on subsequent phased expansions to generate economic benefits of scale with a centralized processing facility
The deposit at McIlvenna Bay includes several zones and two distinct styles of mineralization: Massive Sulphide (MS) mineralization, and stockwork-style mineralization in the Copper Stockwork Zone (CS Zone). The MS is a continuous mineralized horizon which averages 3.5 m in thickness, while the CS Zone averages a thickness of 12.0 m. The MS and the underlying CS Zone are generally in contact throughout the deposit, giving the bulk of the deposit an average thickness of 15.5 m overall. The deposit plunges at approximately -40° from surface over a plunge length of approximately 2,000 m.
The total pre-production capital expenditure is estimated at $987.4M, which is inclusive of a total incurred cost of $352.3M of which a substantial portion was incurred prior to June 1, 2024, and thus not comparable to the Phase 1 capital cost guidance announced by the Company on July 15, 2024. The pre-production capital cost estimate to complete is estimated at $635.0M, measured from January 1, 2025 to completion, followed by $573.4M of sustaining capital costs, plus $10.0M for closure.
LOM average operating costs of $95.08/t ore processed are expected, translating to an overall operating cost of $114.37/t ore processed if the capitalized sustaining costs are included.
The project economics indicate a pre-tax net present value (NPV) at a 7.0% discount rate of $742.8M and a post-tax NPV of $654.4M measured as of January 1, 2025. The pre-tax internal rate of return (IRR) is 23% and the post-tax IRR is 23%. The Project generates a life-of-mine (LOM) undiscounted post-tax free cashflow of $1,540.8M.
Currency units used in this study and report are Canadian Dollars except where noted. Any reference to “dollars” or “$” within this report means Canadian Dollars.
Any references to Foran may include its wholly owned subsidiary McIlvenna Bay Operating Ltd. (MBO), where applicable. As of April 14, 2026, Foran is a wholly owned subsidiary of Eldorado.
| Page 1 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Preparation of this Technical Report included contributions from consulting firms listed below.
| · | Stantec Consulting Limited |
| · | Micon International Inc. – Mineral Resource Estimate |
| · | Blue Coast Research – Process Metallurgy |
| · | Base Metallurgical Laboratories (BML) – Metallurgical testwork |
| · | Canada North Environmental Services – Hydrology and Environmental Studies |
| · | Knight Piésold – Tailings Storage Facility design and costs |
| · | G Mining Services (GMS) – Surface Infrastructure and Process Plant design and costs |
| · | RockEng – Underground mine geotechnical designs |
| · | MineFill Inc. – Design of underground backfill reticulation |
| 1.2 | Project Description and Location |
The McIlvenna Bay Project encompasses a large contiguous land package located in east-central Saskatchewan, bounded to the north by highway 106, Limestone Lake to the west, Amisk Lake to the east, and Suggi Lake to the south (Figure 1-1). The McIlvenna Bay Deposit, adjacent Tesla and Bridge Zones, and the Bigstone Deposit are all located within the Project boundaries. The land holdings are located approximately 375 km northeast of Saskatoon and 85 km west of Flin Flon, Manitoba.
The McIlvenna Bay Deposit is located within Canadian National Topographic System (NTS) sheet 63L10 and the plan projection of the deposit is centred on UTM coordinates 640,600 E and 6,056,200 N (NAD 83, Zone 13), or geographic coordinates 102°50’ W and 54°38’ N. The geographic coordinates for the Bigstone Deposit are 54o 34’ North Latitude, 103o 12’ West Longitude or UTM coordinates 616,300 E and 6,049,200 N (NAD 83, Zone 13).
As of the updated publication of this report, the entire McIlvenna Bay Project comprises 113 claims totalling 140,445 ha. All Claims are held by McIlvenna Bay Operation Ltd. (MBO), a wholly owned subsidiary of Foran Mining Corporation, which is a wholly owned subsidiary of Eldorado Gold Corporation, and any references to Foran in this report may include its wholly owned subsidiary MBO as applicable. The land holdings include a total of 101 Mineral Claims and one Mineral Lease encompassing 114,869 ha, in which MBO has a 100% interest, as well as, an additional 10 claims, encompassing 21,066 ha in respect of the Denare West Property, which claims are held in trust by MBO on its own behalf and on behalf of Purepoint Uranium Group Inc. (Purepoint) which can be acquired by exercising option rights and one additional claim, encompassing 4,510 ha with respect to the Hanson Lake Property, that has been optioned from Voyageur Mineral Explorers Corp. (Voyageur) and can be acquired by exercising option rights.
| Page 2 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
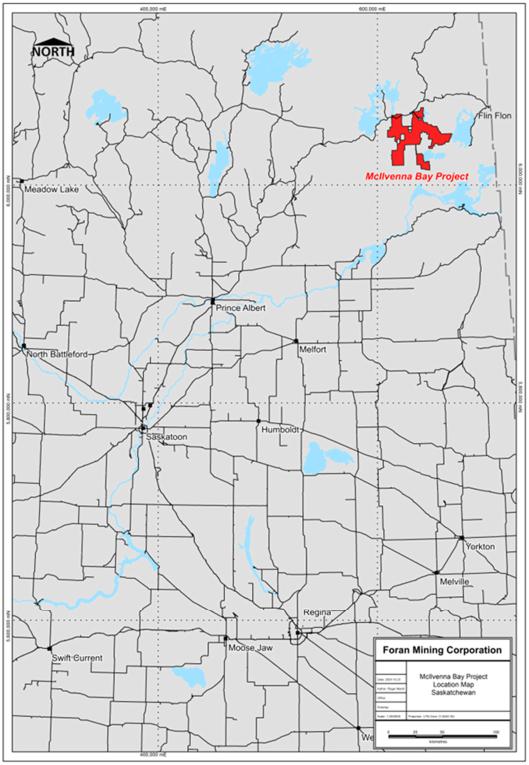
Figure 1-1: McIlvenna Bay Project Location
| Page 3 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 1.3 | Accessibility, Climate, Local Resources, Infrastructure, and Physiography |
The McIlvenna Bay Project encompasses the McIlvenna Bay Deposit and adjacent Tesla Zone, along with the Bigstone Deposit located 25km to the west. The McIlvenna Bay site is located near Hanson Lake and accessible via an 18 km all-weather gravel road that connects to Saskatchewan Provincial Highway 106, approximately 85 km west of the neighboring towns of Flin Flon, Manitoba and Creighton, Saskatchewan (Figure 1-2), while the Bigstone Deposit is located between Limestone and Bigstone Lakes, with the northern project area transected by Highway 106, approximately 110km west of Flin Flin, Manitoba. Limestone Lake and Bigstone Lake provide access to the Bigstone area by boat in the summer months or by snowmobile in the winter. Road access to the southern Project area can also be gained by a network of winter roads and trails.
The neighbouring towns represent the largest commercial / residential center in the area. Flin Flon has a long history in mining and provides key infrastructure, such as a heavy rail link that connects the area to the North American railway system. Electrical power will be generated on site until it can be supplied by SaskPower via overhead lines from the hydroelectric station at Island Falls, Saskatchewan.
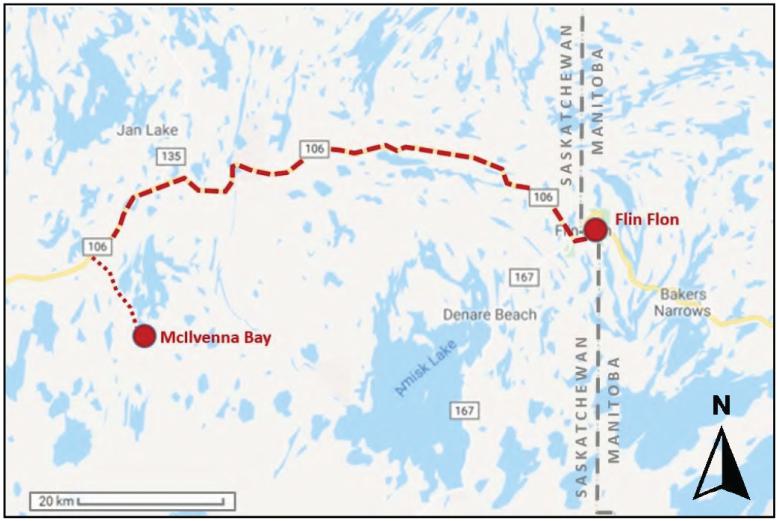
Figure 1-2: McIlvenna Bay Project Access
| Page 4 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
In addition to the various highways that connect the towns of Flin Flon and Creighton to other parts of Manitoba and Saskatchewan, Flin Flon is serviced by scheduled daily commercial flights from Winnipeg, Manitoba.
The climate in the Hanson Lake area is continental, with cold winters and moderate to warm summers. The area is classified as a sub-humid high boreal eco-climate. The mean temperatures for January and July are -21°C and 18°C, respectively. Temperature ranges from -40°C in the winter to 30°C in the summer can be expected. Annual precipitation averages 350 mm of rain and 1,450 mm of snow. On average there are 119 frost-free days per year. Lake ice thaws in April and returns in November.
The property is located within the Boreal Shield Ecozone and is covered with shield-type boreal forest. Topography is flat lying with occasional sharp dolomite cliffs and ridges up to 20 m high. Soil thickness on the limestone ridges is minimal, with occasional rock exposure. Vegetation is dominated by large conifer and poplar trees. Below the cliffs are poorly drained muskeg swamps with scattered tamarack and black spruce. There are numerous lakes and ponds throughout the surrounding area.
| 1.4 | History |
In 1957 the Parrex Mining Syndicate tested an electromagnetic (EM) conductor delineated under a small bay on the western side of Hanson Lake and intersected impressive zinc-lead massive sulphide mineralization. This led to the development of the Hanson Lake (Western Nuclear) Mine, which was shut down in 1969.
From 1978 to 1988, Cameco tested selected Aerodat EM anomalies with ground follow-up exploration programs that culminated in the discovery of three new showings: the Miskat Zone (Cu), the Grid B occurrence (Zn), and the Zinc Zone (Zn).
In 1985, the Granges-Troymin joint venture discovered the Balsam Zone, a volcanogenic massive sulphide (VMS) deposit located under the Paleozoic cover, approximately 8 km southeast of Hanson Lake. This prompted Cameco to conduct a Mark VI helicopter INPUT survey over the area south of Hanson Lake, which ultimately delineated a 1,200 m long INPUT anomaly, striking east-southeast 1 km south of McIlvenna Bay. In 1988, a further geophysical survey defined the anomaly, and six holes were subsequently drilled into what is now the McIlvenna Bay Deposit. From 1989 to 1991, an additional 61 drill holes were completed by Cameco.
Cameco suspended exploration activities at the McIlvenna Bay property after a corporate decision was made to cease exploration for base metals. The property remained idle until optioned by Foran in 1998.
On acquisition of the property in 1998, Foran embarked on a diamond drilling program to test new targets, as well as to infill the existing drill pattern on the McIlvenna Bay Deposit. Drilling continued during the winter of 1999–2000, but exploration work on the property ceased after 2000. Foran acquired a new option agreement in 2005 and resumed work. In 2018, Foran completed a large two-phase infill and expansion drill program designed to convert a significant portion of the known inferred resource base of the deposit into the Indicated category. A Prefeasibility Study for the McIlvenna Bay Deposit was released in 2020.
| Page 5 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Bigstone deposit area also has a long exploration history that began in 1963 with work by Selco. This initial exploration work was, followed by additional programs conducted by Western Nuclear, Rede Exploration Syndicate, INCO, Hudson Bay Exploration and Freeport between 1966 and 1975. Overall, it appears that least 67 drill holes were completed in the Bigstone area during this early exploration period.
Modern exploration in the Bigstone area began in 1982 with work by the Bigstone Joint Venture between Granges Exploration and SMDC (Cameco), who completed several EM geophysical surveys and over 170 drill holes between 1982 and 1986 that resulted in the discovery and partial delineation of the Bigstone Deposit. Additional follow up exploration by the JV after that period was mainly focused on the regional area. In 1995, Granges’ interest in the JV was acquired by Aur Resources who continued exploration work that was mostly focused on the regional area surrounding the deposit. Overall, between 1982 and 2002 a total of 230 drill holes were completed by the Bigstone Joint Venture in the Bigstone area.
Foran purchased Aur Resources interest in the Bigstone Joint Venture in 2003 and completed a large airborne VTEM survey over the area in two tranches in 2007 and 2011. In 2014, Foran followed up with a large ground-based, fixed loop, TDEM survey covering the Bigstone deposit and the extension of the prospective stratigraphy to the north. This work was followed by a six-hole, 2,545 m diamond drill program in 2015 that was focused on the Bigstone deposit and designed to infill drill the historic deposit to confirm both the historic drill results and the current interpretation of the geology.
| 1.4.1 | Prior Mineral Resource and Reserve Estimations |
Prior to the McIlvenna Bay Project being optioned by Foran in 1998, mineral resource or reserve estimations had not been conducted on the property. Prior to this Technical Report, Foran has issued NI 43-101 Technical Reports containing mineral resource estimates for the McIlvenna Bay Project.
There were also several historic internal resource estimates completed for the Bigstone deposit by both Granges and SMDC (Cameco) in the mid to late 1980s.
The previous historical estimates will not be presented in this Technical Report, because the Micon QPs for this report have not reviewed any of the previous mineral resource estimates or assessed them for compliance with current CIM Definition Standards for Mineral Resources and Mineral Reserves (May 10, 2014). Foran previously estimated mineral reserve & resources during the Feasibility Study, which is superseded by the current estimate contained in Section 14 of this Technical Report (November 21, 2022). The current mineral resource estimate contained in Section 14 has an effective date of November 16, 2024.
| 1.4.2 | Production from the McIlvenna Bay Project |
There has been no mineral production on the McIlvenna Bay Project as it relates to the base and precious metal mineralization for which Foran has been exploring and drilling.
| Page 6 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 1.5 | Geological Settings and Mineralization |
| 1.5.1 | Regional Geology |
The McIlvenna Bay Project that hosts the McIlvenna Bay and Bigstone deposits is located on the western edge of the Paleoproterozoic Flin Flon Greenstone Belt (FFGB) which extends from north-central Manitoba into north-eastern Saskatchewan. The FFGB is part of the Reindeer Zone, a subdivision of the Trans-Hudson Orogen which was created in a continental-scale tectonic event between 1.84 and 1.80 billion years ago (Ga) when the Superior and Hearne Archean Cratons collided (Syme, et al. 1999).
The FFGB contains eight known geographically separate juvenile island arc volcanic assemblages (blocks), each being 20 km to 50 km across. From east to west, these are the Snow Lake, Four Mile Island, Sheridon, Flin Flon, Birch Lake, West Amisk, Hanson Lake, and Northern Lights blocks (Zwanzig and Schledewitz 1997, Maxeiner et al. 1999). These blocks are separated by major structural features and/or areas of differing tectonostratigraphic origin. It is unclear whether the eight juvenile arc sequences represent different island arcs, or segments of a larger continuous arc (Syme et al. 1999). Within the belt, each tectonostratigraphic block has been broken into several subblocks, usually bounded by local to regional fault systems. Correlation of stratigraphy between subblocks is difficult to impossible to determine.
The exposed portion of the FFGB is approximately 250 km in an east-west direction by 75 km north-south. Although it has an apparent easterly trend, this is an artefact of the belt’s tectonic contact with gneissic metasedimentary, metavolcanic, and plutonic rocks to the north (Kisseynew Domain), and the east-trending trace of Phanerozoic platformal cover rocks to the south. In reality, the FFGB extends hundreds of kilometres to the south-southwest beneath a thin cover of essentially flat-lying, Phanerozoic sedimentary rocks.
By Early Ordovician time, the area of northern Saskatchewan and Manitoba had been effectively peneplaned and a regolith was developed on exposed rocks. Inundation by the Ordovician Ocean initiated the deposition of the Phanerozoic cover sequence which, in the McIlvenna Bay area, is now represented by the basal Winnipeg Formation sandstone overlain by the Red River Formation dolomite.
In the general Flin Flon area, the predominant direction for the Late Wisconsinan ice-flow indicators is south-southwest indicating the ice was flowing from a Keewatin dispersal centre. The resulting tills are thin and generally reflect local bedrock lithologies (McMartin et al. 1999).
| 1.5.2 | Local and Property Geology |
Eldorado’s properties lie within the two western-most assemblages of the FFGB, with the McIlvenna Bay and adjacent Tesla Zone hosted by the rocks of the Hanson Lake Assemblage near Hanson Lake and the Bigstone Deposit located 25 km to the west within rocks of the Northern Lights Assemblage. Like other parts of the FFGB, the Hanson Lake and Northern Lights assemblages are prospective for volcanic-hosted massive sulphide (VHMS) deposits but also have the geological potential to host other economic mineral deposit styles, such as orogenic gold and intrusion-related or skarn deposits associated with pre-, syn- or post-orogenic intrusions.
| Page 7 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Hanson Lake Assemblage, the host terrain of the McIlvenna Bay Deposit and adjacent Tesla Zone, is bound to the east by the Sturgeon-Weir Shear Zone and to the west by the Tabbernor Fault Zone. The block extends an unknown distance to the south beneath a nearly flat-lying cover of Ordovician sandstones of the Winnipeg Formation, and dolomites of the Red River Formation. To the north, the block is bounded by the Kisseynew Domain, a gneissic metasedimentary belt, and the Attitti Complex. The east end of the block hosts the Hanson Lake Pluton, a large compositionally variable granodiorite to pyroxenite intrusion.
At least two distinct folding events, both having northerly trending fold axes, have influenced the stratigraphy in the Hanson Lake Area. The Hanson Block structural fabric is dominated by a north to northwest-southeast trending, upright regional transposition foliation. A protracted D2 structural event resulted in tight to isoclinal, southwest plunging F2 folds and local southwest verging mylonite zones. D3 deformation resulted in tight north trending folds followed by a brittle D4 event characterized by north-south trending faults.
Peak regional metamorphism in the areas west and north of Hanson Lake reached upper amphibolite facies as observed by the partial melting of the granodiorite-tonalite assemblage in the Jackpine and Tulabi Lake areas. At McIlvenna Bay, the Proterozoic sequence exhibits a greenschist metamorphic facies as the deposit alteration assemblages are dominated by sericite and chlorite. The greenschist facies is probably a retrograde event after a previous amphibolite grade, because relict cordierite, anthophyllite, garnet, and andalusite are commonly observed in the VHMS alteration package. Lacking any outcrop in the area of the deposit, the property geology has been interpreted from the drill core record and geophysical surveys. The stratigraphy of the deposit area, divided into six formations, has been defined over a 2 km strike length by over 239 drill holes. The lowest formation intersected by drilling both structurally and stratigraphically is the McIlvenna Bay Formation, the host of the McIlvenna Bay Deposit. The McIlvenna Bay Formation is overlain to the north by the Cap Tuffite Formation. The McIlvenna Bay Formation and the Cap Tuffite Formation may be genetically related but are treated as separate units because the formations are temporally distinct. This is demonstrated by the positioning of the McIlvenna Bay Deposit, an exhalative horizon, between these units and thus reflective of a period of clastic and volcano-sedimentary quiescence.
Overlying the Cap Tuffite Formation is the Koziol Iron Formation, a long and distinctive marker formation traceable for several kilometres along strike by mapping and geophysics. Topping the Koziol Iron Formation is the Rusk Formation, a thick package of mafic volcanics. The Rusk Formation in turn is overlain by the thin HW-A Formation, an exhalative massive sulphide horizon that grades laterally into iron formation. Capping the HW-A Formation is a thick unsorted bimodal package of mafic and felsic volcanics, mafic intrusions, and minor iron formations—tentatively called the Upper Sequence—which may be thickened due to folding and faulting.
The stratigraphic package has been cut by several different intrusions. The largest is the Davies Gabbro, represented by a number of sill-like plugs located within the Cap Tuffite Formation. The Proterozoic basement geology is unconformably overlain by the relatively flat-lying to shallowly south-dipping Ordovician dolomites and sandstones of the Red River and Winnipeg Formations, which have an average total thickness between 20 m and 30 m.
| Page 8 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The McIlvenna Bay Formation, the host formation of the sulphide deposit, is known only to the extent that it has been drilled below the footwall of the deposit. The formation is at least 200 m thick (true thickness) and comprises the massive and semi-massive sulphides and copper-rich stringer zones that make up the McIlvenna Bay Deposit, as well as a succession of variably altered felsic volcanic rocks, volcaniclastics, and/or volcanic-derived sediments of rhyolitic composition.
The Northern Lights Assemblage (NLA) is located to the west of the Hanson Lake block described above. The assemblage is represented by an allochthonous sequence of Paleoproterozoic volcano-plutonic and related sedimentary rocks located near the western limit of the Flin Flon Greenstone Belt (Maxeiner et al. 1999). The geology of the Northern Lights Assemblage that hosts the Bigstone Deposit, as known from exposures in the northern Project area, is comprised of a generally upright, north trending volcanic succession dominated by Paleoproterozoic mafic volcanic rocks outcropping at the northern limit of the Property. These volcanic units extend to the south under Paleozoic sedimentary cover where they are intercalated with felsic volcanic units which are interpreted from airborne geophysics and diamond drilling. This felsic stratigraphy has been the focus for historic Zn-Cu-Au-Ag volcanic hosted massive sulphide exploration.
For the most part, the rocks of the NLA are metamorphosed to amphibolite grade and a northeast trending, steep northerly plunging antiform is mapped in the extreme northeast part of the Assemblage east of Sarginson Lake (Maxeiner et al. 1995). On a property scale, the geometry from aeromagnetic datasets and drill hole information also suggests that the area hosts a large northeast plunging antiform that is cut by numerous north trending faults. Faults are believed to be related to the crustal scale Tabbernor fault system.
The Paleoproterozoic rocks that host the Bigstone deposit are unconformably overlain by an extensive flat lying Phanerozoic cover sequence. Due to the lack of outcrop in the area, the geology of the deposit is interpreted from drill core and geophysics. The stratigraphy in the deposit area is northerly trending, striking approximately 20°, and consists of a sub-vertical to steeply (80°) west-dipping homoclinal sequence of dominantly volcanic rocks with lesser subvolcanic intrusions and minor pelitic sediments. A central mixed mafic-felsic unit is host to a zinc rich massive sulphide horizon and an underlying zone of strong chlorite and silica alteration up to 60 m in true thickness at the Bigstone Deposit.
| 1.5.3 | Mineralization |
McIlvenna Bay consists of structurally modified, stratabound, volcanic-hosted, polymetallic massive sulphide mineralization and associated stringer-style mineralization. The massive to semi-massive sulphides contain copper and/or zinc, with lower concentrations of silver, gold, and lead, while the stringer-style mineralization contains elevated copper and gold. The deposit has undergone moderate to strong deformation and upper greenschist to possibly lower amphibolite facies metamorphism. The sulphide lenses are attenuated down the plunge to the northwest.
The McIlvenna Bay Deposit includes five separate zones and two styles of mineralization that are mineralogically and texturally distinct:
| · | Massive to semi-massive sulphide mineralization in the Main Lens (L2) and Lens 3 (L3). |
| Page 9 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Stockwork-style sulphide mineralization in the Copper Stockwork Zone (CS Zone or CS) that directly underlies the Main Lens. |
| · | Two small lenses of stockwork-style mineralization: |
| ‒ | Stringer Zone (SZ), located between the Main Lens and Lens 3. |
| ‒ | Copper Stockwork Footwall Zone (FW), which occurs as a separate lens underneath the CS Zone for approximately 140 m of strike length and could represent a fault offset and repetition of the Main Lens and CS Zone. |
The mineralized zones at the Bigstone deposit are generally hosted in a hydrothermally altered package of alternating mafic to intermediate and lesser felsic volcanic rocks, with alteration comprised of a pervasive fine-grained dark to medium green chlorite (possibly chloritoid) through the matrix with very fine grained grey black biotite and moderate to strong silica flooding throughout. The alteration in this area can be so intense locally that it makes the recognition of the original protolith difficult.
There are three main styles of mineralization present in the Bigstone deposit, with the bulk of the mineralization in the deposit hosted in the following zones:
| · | A zinc rich massive sulphide horizon (Massive Sulphide Zone), which would have been extruded at or near the paleosurface |
| · | An underlying copper rich zone (Copper Zone) consisting of disseminated to semi-massive sulphide mineralization that is thought to represent a feeder system to the overlying massive sulphide. |
| · | A zone of zinc stringer style mineralization (Zinc Stringer Zone) located locally, peripheral to the Copper Zone, and which tends to be associated with strong silicification and bleaching of the units. |
| 1.5.4 | Exploration in the McIlvenna Bay Deposit Area |
On acquisition of the property in 1998, Foran embarked on a diamond drilling program to test new targets as well as in-fill the existing drill pattern on the McIlvenna Bay Deposit. Phase I of this program commenced in December 1998 and was completed through the winter of 1998–1999. Fifty-five holes totaling 27,958 m were drilled during this program. In 1999, Foran initiated environmental baseline studies and commenced engineering work for construction of a road to access the property.
Drilling continued during the winter of 1999–2000 before being halted pending financing. Three holes totaling 2,938 m were completed in 2000, and an access road was constructed. The mineralization had been delineated to a maximum vertical depth of 1,230 m up to this period.
As of May 31, 2000, Foran had drilled an additional 59 holes totaling 33,350 m, with 57 holes directly testing the deposit. The first 44 holes were drilled with the objective of upgrading the quality of the resource, down to a depth of 580 m, from the inferred resource category to the indicated resource category. The last 15 holes were drilled below the plunge line and down plunge of the deposit. This drilling was successful in extending the deposit an additional 300 m vertically below the plunge of the previous resource base.
| Page 10 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
After 2000, exploration work on the property ceased, and the option agreement with the Hanson Lake Joint Venture was allowed to lapse. Foran acquired a new option agreement in 2005 and resumed work.
In early 2007, Foran completed an airborne deep-penetrating time-domain electromagnetic (VTEM) survey over portions of the Bigstone, Balsam, and McIlvenna Bay properties. The program comprised 404.6 line-km on 150 m line spacing over the McIlvenna Bay / Balsam properties and 321 line-km over the Bigstone property.
In the winter of 2007–2008, Foran conducted a diamond drill hole program based on recommendations from the Technical Report on the McIlvenna Bay Project prepared by RPA dated November 27, 2006 (Cook and Moore 2006). Seven diamond drill holes were completed for a total of 6,455 m. Drill holes were between 691.5 m and 1,298.4 m in length on sections 9400E through 9700E. The objective of the program was to tighten drill hole spacing and upgrade the Mineral Resources down plunge on MSZ2. A number of drill holes failed to intersect the deposit at depth, however Foran subsequently determined these holes were drilled at orientations that made it impossible to intersect the deposit at the targeted depths.
Exploration work underwent a hiatus until 2011, when the company was refinanced, and a new management team was brought in to run the company. That winter, Foran conducted a diamond drilling program consisting of 10 holes totalling 5,056 m. This program targeted a portion of the CS Zone and was designed to infill and prove up the continuity over a portion of the zone in the central part of the deposit. At that time, some of the drill core from the earlier 2007 to 2008 program was also relogged and sampled.
The winter 2011 drilling was successful, and RPA was retained to update the mineral resource estimate (Rennie 2011) for the CS Zone. The zone was re-interpreted, using a nominal 0.5% Cu cut-off value and a minimum apparent thickness of 3 m. The other zones were largely unchanged, with the exception of Lens 4, which was incorporated into the footwall (FW). The re-inclusion of the CS Zone resulted in a large increase in the total 2011 mineral resources when compared to the prior 2006 estimate.
Drilling resumed in August 2011 through to November 2011, with a total of 8,158 m completed in 18 holes. The purpose of the drill program was to infill the deposit to further increase the confidence in the resource, collect sample material for metallurgical testwork, and to test the up-dip extension of the CS Zone. Detailed geotechnical logging was also conducted, and a suite of samples were collected to initiate geochemical characterization studies of the mineralized zones. Metallurgical sampling was conducted from core collected in a series of HQ-size diamond drill holes. A resurvey program was completed for all drill hole collars that could still be identified on the property. In addition, downhole gyroscopic surveys were conducted in 39 of the historic holes along with the 2011 drill holes.
Foran also completed a helicopter-borne geophysical survey in 2011 that comprised 1,587.4 line-km of versatile time domain electromagnetic (VTEM plus) and horizontal magnetic gradiometer (mag) over those areas of the McIlvenna Bay property not covered in 2007.
In 2012, Foran completed 3,825 m of diamond drilling in 15 holes. The drilling was completed during a winter program, which allowed access to areas covered by muskeg that were not accessible during the previous summer. The drilling was directed at near-surface projections of the deposit, to upgrade the classification and extend the known mineralization. Drilling was dominantly completed utilizing HQ-sized core to provide additional material for future metallurgical testwork. Geotechnical and hydrogeological studies were also conducted during the program.
| Page 11 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Metallurgical testwork on the samples collected from the 2011 drilling was completed in June 2012. The work was completed by G&T Metallurgical Services Ltd. (G&T) of Kamloops, BC. Three composite samples, consisting of 516 kg of drill core, were created for each of three different mineralogical domains: the CS Zone, MSZ2, and UWZ. The samples were then used in batch and locked cycle flotation testing, as well as determination of Bond Work Indices. In 2013, three additional drill holes were completed at McIlvenna Bay as part of a more regionally focused winter exploration program targeting other prospective areas on the property. The holes drilled at McIlvenna Bay targeted the up-dip extension of the CS Zone in the central part of the deposit that were accessible from the frozen muskeg.
Further exploration / drilling was not conducted on the McIlvenna Bay Deposit until the winter of 2018. In December 2017, Foran signed a Technical Services Agreement with Glencore Canada Corporation. Under this agreement Glencore contributed professional and technical services, assistance, guidance, and advice toward completing a Feasibility Study on the McIlvenna Bay Project, in exchange for an exclusive off-take contract to purchase or toll process all of the concentrates and/or other mineral products produced from the Project at prevailing market rates. With this agreement in place, Foran embarked on a large infill and expansion drill program designed to convert as much of the deposit resources as possible into Indicated categories which could then potentially be converted into reserves.
In 2018, Foran conducted 26,827 m of drilling in 60 drill holes targeting the deposit. The program was completed in two phases, with 14,986.5 m in 32 drill holes (including several wedged holes) completed during the Phase I winter program and 11,840.5 m in 28 holes (including wedges) completed during the Phase II summer program. The focus of the winter program was to upgrade both the near-surface and deep portions of the deposit that are covered by muskeg and not accessible during summer months. The summer program focused on the middle part of the deposit which was accessible from high ground. Both programs were completed using oriented coring techniques to provide a better understanding of the geological structures in the deposit area. A number of wedge holes were also drilled during the programs in order to provide additional material for metallurgical sampling. In addition to converting resources to the indicated category, other program components included geotechnical, hydrogeological, and metallurgical testwork.
Geotechnical components of the program included 3,733 m of detailed geotechnical core logging on resource drillholes drilled at orientations amenable to both structural and resource studies. In addition to the resource holes, three short geotechnical holes (151.3 m) were drilled to characterize the proposed portal location, and four short vertical holes (104 m) were drilled for piezometer installations to quantify near-surface groundwater flow in the immediate deposit area.
Material for metallurgical testwork was collected from all Phase I and Phase II drill holes, with either a quarter or half of each sampled interval submitted for testing. Metallurgical work is being completed by Base Metallurgical Laboratories Ltd. (Base Metallurgical) of Kamloops, BC. A total of 1,441 g of drill core was provided from the 2018 drilling, supplemented with 712.4 kg of coarse rejects from assayed material from the 2018 program. Another 38.3 kg of core material from 2011 drilling was collected for HLS testing. Testwork currently under way is comprised of grind and flotation circuit tests, as well as DMS upgrading to maximize value.
| Page 12 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
As a part of Phase II summer drilling, a downhole resurveying program was also undertaken. A number of holes were identified that did not have a full-gyro-surveys completed during the 2011 downhole resurvey program, due to blockages in drill holes at surface or at depth. Those holes that displayed suspicious or non-existent historic downhole surveys beyond blockages were re-opened using a drill on the pad and resurveyed using a True North Gyro.
To develop a larger library of rock density measurements across the deposit, Foran personnel completed 1,932 bulk density measurements both from 2018 drill holes, and core from 2007, 2011, and 2012, that was not significantly weathered. Bulk density measurements were matched to sampled intervals, with individual pieces labelled to ensure correct wet and dry weights. Samples were measured using a larger scale than the regular specific gravity measurements. The precision of the scale used was within 1.0 g (0.5 g for skilled operators), and the larger sample sizes (often between 2 kg and 4 kg) minimized the error introduced by the 1.0 g precision. These bulk density samples are considered more representative of the actual density of the mineralized material in the ground, compared to measurements taken from isolated, random, small samples of core.
As a follow up to both programs, BHEM surveys were completed on a number of holes to look for additional lenses below the level of current drilling. The program was successful in its mandate and culminated with the 2019 resource estimate and a subsequent Pre-feasibility Study which were the subject of an NI 43-101 Technical Report.
The Glencore Agreement was subsequently allowed to lapse, and further exploration was not conducted on the deposit until 2021. The 2021 exploration work and results are the subject of this report.
The 2021 winter drill program was focused on infill drilling, targeting the inferred portions of the resource to convert additional tonnes to the indicated category, as well as step-out drilling designed to expand the deeper parts of the deposit in the up-dip direction. The program was completed between January and July and consisted of 39 drill holes encompassing 27,298 m (including 11 wedges). The program included the use of oriented core technologies to better understand the structural settling of the deposit and all holes were surveyed using a gyro tool to provide accurate drill hole traces at depth.
The program was successful in significantly increasing the density of drill holes in the deeper part of the deposit and in expanding the mineralized horizons up-dip, along the upper plunge line of the deposit. The 2021 drilling continued to define a trend of thicker mineralization in the Copper Stockwork Zone in this area, which is often coupled with higher copper grades in the adjacent massive sulphide horizon. Ultimately, the drill program culminated in significant increases in the Indicated portion of the McIlvenna Bay resource.
During the 2021 program, Foran continued to collect bulk density measurements for all sample intervals within the deposit, to bolster the density database for the deposit. The measurements were made using the weight in air / weight in water method on complete sample intervals, similar to the process used in 2018.
| Page 13 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
During the winter of 2021, the immediate deposit area and projected extensions to the north-east were covered by ground EM surveys, in an effort to determine the potential for additional lenses and/or extensions of know lenses. The results of the survey have been modelled and testing of potential conductors is being planned for future programs. This winter program resulted in the discovery of a new zone of sulphide mineralization, later termed the Tesla Zone, adjacent to the McIlvenna Bay Deposit. As of the end of the 2024 winter program, the Tesla Zone has been intersected by 51 drill holes and wedges with mineralization defined in multiple lenses. These lenses consist of zinc and/or copper rich massive sulphides and associated stringer zones over a strike length of 1,200 m and 500 m to 700 m in the down dip direction, remaining open in all directions for continued expansion. Although Tesla has not yet been drilled to a sufficient density to support a mineral resource estimate, the estimated exploration target provides a range estimate of the potential of the zone. The Tesla Exploration Target suggests the potential for 28Mt to 45Mt grading 2.2% to 3.2% CuEq, as detailed in Section 14 of this report.
| 1.5.5 | Exploration in the Bigstone Deposit Area |
Since acquiring the Bigstone Property in 2003, Foran has completed several geophysical surveys on the Property to further define drilling targets and focus exploration.
In 2007, the first VTEM survey was completed on the Property covering 321.35 line-km over two blocks encompassing 42 km2. A follow-up survey was completed in 2011 encompassing 1,092.2 line-km which covered the remaining portions of the Property. The VTEM survey identified numerous EM conductors outside of the Bigstone deposit area for follow-up exploration.
In 2014, additional ground EM geophysical surveying was completed in the Bigstone deposit area to provide additional clarity on the location and extent of the EM conductors in that area for follow-up exploration. This work included a ground based, large loop, deep penetrating TDEM survey that covered the known deposit and the extension of the prospective stratigraphy to the north. The ground- based survey covered 3.6 km of the north trending stratigraphy encompassing a total of 45.05 line-km of surveying and was conducted utilizing four 1,000 m by 1,200 m fixed loops. Data was collected on lines spaced between 100 m and 200 m apart at station intervals of 50 m.
In 2015, six diamond drill holes encompassing 2,545 m of drilling were completed targeting the mineralization of the Bigstone Deposit on four sections oriented at UTM azimuth 111o spaced 25 m or 50 m apart. The drill holes tested the central part of the historic Bigstone deposit between 200 m and 350 m vertical elevation below surface. The program was designed to confirm both the historic drill results from previous operators and test the mineralization and confirm the current geological interpretation. The drill holes were completed using larger HQ diameter core to allow the collection of large samples for initial metallurgical testwork. All drill holes intersected significant zones of mineralization and successfully confirmed the geological interpretation for the Deposit.
A total of 560 kg of half HQ diameter core material from 2015 diamond drill program was shipped to Base Met Labs for metallurgical test work. Three composite samples were constructed from the material, termed the Main Zone (the Copper Zone), the Zinc Stringer Zone, and massive sulphides. The program was designed to test the amenability of these styles of mineralization to produce copper and zinc concentrates. All styles of mineralization produced high grade concentrates with good recoveries from the test work utilizing conventional floatation methods.
| Page 14 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
An exploration drill program was conducted in the summer of 2021 targeting the expansion potential of the Bigstone Deposit. The program consisted of 5,716 m in 14 drill holes which targeted the mid-levels of the deposit, tested the expansion potential of the known zones both up and down dip and along strike, and conducted minor infill drilling to potentially upgrade current Inferred resources to the Indicated category. The drilling was conducted on eight fences covering approximately 500 m of strike length.
The drilling was successful in intersecting new mineralization in several of the holes that has expanded the boundaries of mineralization incrementally in the central part of the Deposit and continue to indicate that the mineralized zones remain open at depth for further growth. However, the step out drilling data from along strike suggests that there is limited potential to expand the resources significantly to the north and south at least near surface. Prior to the end of the 2021 program, two drill holes were completed as an initial test of the historic East Zone (now called Marconi) located approximately 500 m east of the deposit.
This drilling was followed by an additional 10 drill holes completed during the 2022 summer for a total of 5,429 m of drilling targeting the zone. Historic drilling at Marconi had intersected anomalous copper mineralization that appeared to be spatially associated with the margin of highly magnetic, granodiorite and quartz porphyry intrusions. The Marconi trend is defined by an interpreted structure oriented approximately 020o which is represented by coincident magnetic, chargeability and conductivity anomalies in the geophysical datasets. The drilling completed during the 2021 and 2022 programs tested these anomalies over a 600-m strike length along the structure. The drilling was conducted on five fences with several holes drilled at off section angles to test for other potential trends to the mineralization.
Overall, the assay results from the Marconi drilling returned broad zones of generally low-grade copper mineralization associated with this contact area in all holes, with broad zones of sulphide mineralization intersected in the 0.1% to 0.5% copper range. However, based on the drilling completed to date, there appears to be limited potential to develop any significant zones of economic copper mineralization unless a chemical and/or structural trap area can be identified with higher copper concentrations.
Following the completion of the drilling at Marconi, the focus of regional exploration drilling in the Bigstone area has shifted to targets along the Bigstone trend to the north. Limited drilling has been competed on several targets between 2022 and 2024 focused on the Hooke, Maxwell and Bacchus target areas located between approximately 600 m and 1,000 m north of the Bigstone deposit. No significant results were returned from the Hooke and Maxwell drilling, but drilling in 2024 at Bacchus did return several sulphide intersections with anomalous results.
| 1.6 | Mineral Processing and Metallurgical Testing |
Metallurgical testing of McIlvenna Bay samples was completed in several programs since 2012. Initial characterisation was completed at ALS Metallurgy with follow up programs at Base Metallurgical Laboratories (BML) in 2016, 2019, 2021, 2022 and 2023. Test work has focused on two main mineralization styles: Copper Stockwork and Massive Sulphide, with the latter being further subdivided into Upper West and MSZ2 zones. The Copper Stockwork Zone contains chalcopyrite as the main economic mineral, with minor amounts of sphalerite, and is considered moderate to hard in terms of grindability. The Massive Sulphide zone is of moderate grindability with primary sulphides as pyrite, sphalerite, and chalcopyrite, and lesser amounts of galena.
| Page 15 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Test work has focused on developing a flotation scheme to produce concentrate products from both zone composite material as well as blends of the zones. The flowsheet consists of a primary grind to an 80% passing size of 75 µm, sequential flotation of first the copper and then zinc minerals, regrinding of the rougher concentrates to 80% passing 20-25 µm, cleaner flotation, and then final concentrate dewatering.
The latest phases of the test work, completed in 2022 and 2023 at BML, was conducted to support the 2025 Technical Report. and advance the metallurgy in four key areas.
| · | Optimization of the SMBS depressant scheme to reduce SMBS dosages in the copper circuit |
| · | Development of the pyrite flotation circuit to generate a low-sulphide tailings |
| · | Further evaluation of blended composites including locked cycle testing with process water recycle and inclusion of the pyrite circuit. |
| · | Geometallurgical studies on discrete CS Zone and MS samples using the optimized reagent scheme. Additional comminution and QEMSCAN analyses were conducted as part of this study. |
| · | Additional downstream test work to support the feasibility level plant design. |
Results of the test work confirmed the flowsheet and further developed the understanding of the metallurgy using blended composites of copper stockwork and massive sulphide mineralization that are representative of the expected mill feed composition. In addition, final product samples of concentrate and tailings were used to evaluate settling and filtration characteristics and generate process design data.
Open circuit cleaner and locked cycle flotation test results from the metallurgical studies were used to develop feed grade-based models for copper, zinc, silver, and gold for both concentrate grade and recovery. The metallurgical models were applied to mine production schedules as part of the financial modelling and the resultant life-of-mine (LOM) average recoveries are presented in Table 1-1.
Table 1-1: LOM Average Recovery Rates (%)
| Circuit | Copper | Zinc | Gold | Silver |
| Massive Sulphide | 81.6% | 77.0% | 81.0% | 51.3% |
| Copper Stockwork | 94.4% | 71.2% | 91.8% | 75.3% |
| Blended Mill Feed | 90.7% | 76.3% | 87.5% | 61.4% |
Over the LOM, the average copper grade in the copper concentrate is forecast to be 28% and the average zinc grade in the zinc concentrate is forecast to be 50.0%.
A preliminary metallurgical testing program was completed in 2015 on mineralized samples from recent Bigstone drilling. The metallurgical testwork was conducted by BML on composite drill core samples from each of the three main styles of mineralization at the Bigstone deposit: the Copper Zone, the Zinc Stringer Zone, and the massive sulphide. The Copper Zone is the most significant of the three styles of mineralization.
| Page 16 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
A total of 560 kg of half HQ diameter core material from the 2015 diamond drill program was shipped to BML for processing. Three composite samples were constructed from the material, termed the Main Zone (the Copper Zone), the Zinc Stringer Zone, and MS. The program was designed to test the amenability of these styles of mineralization to produce copper and zinc concentrates. All styles of mineralization produced high grade concentrates with good recoveries from the test work.
Highlights of the metallurgical testing program included:
| · | Recoveries of 93% Cu, 52% Au, and 82% Ag to a copper concentrate grading 29.2% Cu, 1.8 g/t Au, and 118 g/t Ag from the Main Zone (copper). |
| · | Recovery of 90% Zn to a zinc concentrate grading 55.3% Zn and recoveries of 43% Cu, 48% Au, and 38% Ag to a copper concentrate grading 29.4% Cu, 7.7 g/t Au, and 238 g/t Ag from the Zinc Stringer Zone (copper and zinc). |
| · | Recoveries of 90% Zn and 73% Ag to a zinc concentrate grading 54.1% Zn and 471 g/t Ag from the MS (zinc). |
| · | Mineralization is amenable to conventional flotation processes to recover the base and precious metals to saleable concentrates. |
| · | Grindability test work indicates moderate hardness for the three styles of mineralization. |
| · | Bond rod mill work index determinations for the composites ranged from 14.2 kWh/t to 15.9 kWh/t, with an average of 15.0 kWh/t. Bond ball mill work index determinations ranged from 11.1 kWh/t to 13.5 kWh/t, with an average of 12.4 kWh/t. These results indicate that the mineralization has moderate hardness from a rod and ball milling perspective. |
| 1.7 | Mineral Resource Estimation |
This section presents the updated mineral resource estimate for Foran’s McIlvenna Bay and Bigstone deposits in Saskatchewan.
| 1.7.1 | McIlvenna Bay Deposit |
The updated mineral resource estimate for the McIlvenna Bay Deposit is based on Foran’s drilling database, which includes both previous drilling and Foran’s drilling in 2023. The QPs have reviewed the updated mineral resource estimate for disclosure in accordance with National Instrument 43-101 – Standards of Disclosure for Mineral Projects (NI 43-101).
The 2023 drilling included 26 holes (4,589 m) designed to infill upper areas of the mineral resource with short NQ diameter core holes and obtain material for metallurgical test work with larger HQ diameter core holes. This drilling builds on the 2021 drilling program that was designed to improve the confidence of the known inferred mineralization, such that it could be upgraded to indicated, and also to potentially increase the mineral resources at depth. Previous resource models completed and published since 2006, are now superseded by the current 2024 estimate presented in this section.
The updated mineral resource estimate presented herein is summarized in Table 1-2. The effective date of this mineral resource is November 16, 2024, and the resource is reported using a Net Smelter Return (NSR) cut-off of US $70/t.
| Page 17 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 1-2: Mineral Resources for McIlvenna Bay Deposit, Reported at NSR of US$ 70/t
| Category | Zone | Mass (Mt) | NSR (US$/t) |
Average Grades | Contained Metal | |||||||||
Cu (%) |
Zn (%) |
Pb (%) |
Au (g/t) |
Ag (g/t) |
CuEq (%) |
Cu (Mlb) |
Zn (Mlb) |
Pb (Mlb) |
Au (Moz) |
Ag (Moz) | ||||
| Indicated | L2 | 10.7 | 220.4 | 1.00 | 6.28 | 0.40 | 0.53 | 26.7 | 2.65 | 236 | 1,484 | 95 | 0.18 | 9.2 |
| CS | 22.7 | 148.3 | 1.30 | 0.38 | 0.02 | 0.37 | 9.1 | 1.78 | 652 | 190 | 10 | 0.27 | 6.6 | |
| SZ | 1.3 | 115.4 | 1.15 | 0.47 | 0.06 | 0.28 | 12.0 | 1.39 | 34 | 14 | 2 | 0.01 | 0.5 | |
| L3 | 2.0 | 138.7 | 0.87 | 3.27 | 0.15 | 0.26 | 15.5 | 1.67 | 39 | 146 | 7 | 0.02 | 1.0 | |
| FW | 1.8 | 169 | 1.42 | 0.60 | 0.04 | 0.45 | 8.9 | 2.03 | 55 | 23 | 1 | 0.03 | 0.5 | |
| Total | 38.6 | 167.6 | 1.19 | 2.18 | 0.13 | 0.41 | 14.4 | 2.02 | 1,016 | 1,858 | 115 | 0.51 | 17.9 | |
| Inferred | L2 | 1.4 | 182.9 | 0.71 | 6.69 | 0.46 | 0.30 | 27.8 | 2.20 | 21 | 201 | 14 | 0.01 | 1.2 |
| CS | 3.2 | 124.3 | 1.03 | 0.85 | 0.04 | 0.27 | 10.7 | 1.50 | 72 | 60 | 3 | 0.03 | 1.1 | |
| Total | 4.5 | 141.8 | 0.93 | 2.60 | 0.16 | 0.28 | 15.8 | 1.77 | 93 | 260 | 16 | 0.04 | 2.3 | |
Notes:
Effective date November 16, 2024; CIM definitions were followed for Mineral Resources.
The mineral resource is estimated based on 271 diamond drill holes and a NSR cut-off of US$70/t. NSR values were derived, and high-grade caps were applied as per the discussion in Estimation Methodology and Parameters and include provisions for metallurgical recovery and estimates of current shipping terms and smelter rates for similar concentrates. Metal prices used are US$4.83/lb. Cu, US$1.37/lb. Zn, US$2,336/oz. Au, and US$29.72/oz. Ag. Lead contributes no value.
Rock density was interpolated for each block based on measurements taken from core specimens, with an average value of 3.56 g/cm3 for the main MS lens and 2.86 g/cm3 for the CS Zone.
Mineral resources that are not mineral reserves do not have demonstrated economic viability.
The block model grades were estimated using the Ordinary Kriging interpolation method, with search parameters derived from geostatistical analysis performed within the mineralization wireframes. Variogram ranges are from 65 m to 85 m for Au and Ag in the major axis and up to 100 m to 120 m for Cu and Zn.
Micon’s QP has not identified any legal, political, environmental, or other factors that could materially affect the potential development of the mineral resource estimate.
The mineral resource estimates are classified according to the CIM Definition Standards, which define a Mineral Resource as “a concentration or occurrence of solid material of economic interest in or on the earth's crust in such form, grade or quality and quantity that there are reasonable prospects for eventual economic extraction. The location, quantity, grade or quality, continuity and other characteristics of a mineral resource are known, estimated or interpreted from specific geological evidence and knowledge including sampling.”
The mineral resource was categorized based on geological confidence into inferred and indicated categories. An inferred mineral resource has the lowest level of confidence. An indicated mineral resource has a higher level of confidence than an inferred mineral resource. It is reasonably expected that the majority of the inferred mineral resources could be upgraded to indicated mineral resources with additional infill drilling.
| Page 18 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 1.7.2 | Bigstone Deposit |
The updated mineral resource estimate for the Bigstone Deposit is based upon Foran’s drilling database, which includes both the historical drilling and Foran’s drilling results of 2021. The QPs have reviewed the updated mineral resource estimate for disclosure under NI 43-101 standards.
The 2021 drilling included 14 holes (5,716m) designed to test the upper areas of the Mineral Resource building on the 2015 program to improve the confidence of the known inferred mineralization, such that it could be upgraded to indicated, and also to potentially increase the mineral resources along strike to the north and south. Previous iterations of the resource model have been completed and published since 2019, with all of these previous resource estimations now superseded by the current 2024 estimate discussed in this section.
The updated mineral resource estimate presented herein is summarized in Table 1-3. The effective date of this mineral resource is November 16, 2024, and the resource is reported using a Net Smelter Return (NSR) cut-off of US $70/t.
| Page 19 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 1-3: Mineral Resources for the Bigstone Deposit, Reported at a DSO Constraining Volume NSR of US$ 70/t
| Category | Zone | Mass (Mt) |
NSR (US$/t) |
Average Grades | Contained Metal | ||||||||||
Cu (%) |
Zn (%) |
Pb (%) |
Au (g/t) |
Ag (g/t) |
CuEq (%) |
SG (g/cm3) |
Cu (Mlb) |
Zn (Mlb) |
Pb (Mlb) |
Au (Koz) |
Ag (Koz) | ||||
| Indicated | Cu1 | 0.612 | 223.74 | 2.04 | 0.14 | 0.00 | 0.46 | 9.65 | 2.69 | 3.12 | 28 | 2 | 0 | 9 | 190 |
| Cu2 | 1.518 | 201.06 | 1.98 | 0.13 | 0.00 | 0.20 | 9.25 | 2.42 | 3.13 | 66 | 4 | 0 | 10 | 452 | |
| Zn1 | 0.226 | 175.90 | 0.25 | 8.95 | 0.06 | 0.39 | 24.52 | 2.12 | 3.43 | 1 | 45 | 0 | 3 | 178 | |
| Total | 2.357 | 204.54 | 1.83 | 0.98 | 0.01 | 0.28 | 10.82 | 2.46 | 3.16 | 95 | 51 | 0 | 22 | 820 | |
| Inferred | Cu1 | 0.340 | 166.70 | 1.35 | 0.15 | 0.00 | 0.57 | 11.43 | 2.01 | 3.10 | 10 | 1 | 0 | 6 | 125 |
| Cu2 | 0.943 | 206.18 | 1.98 | 0.28 | 0.00 | 0.23 | 11.25 | 2.48 | 3.10 | 41 | 6 | 0 | 7 | 341 | |
| Cu3 | 0.327 | 191.25 | 1.21 | 0.09 | 0.00 | 1.21 | 8.40 | 2.30 | 3.10 | 9 | 1 | 0 | 13 | 88 | |
| Zn1 | 0.281 | 162.81 | 0.28 | 8.13 | 0.01 | 0.25 | 17.12 | 1.96 | 3.29 | 2 | 50 | 0 | 2 | 155 | |
| Zn3 | 0.081 | 182.27 | 0.55 | 7.65 | 0.00 | 0.20 | 6.34 | 2.19 | 3.20 | 1 | 14 | 0 | 1 | 16 | |
| Total | 1.972 | 189.73 | 1.44 | 1.65 | 0.00 | 0.45 | 11.45 | 2.28 | 3.13 | 63 | 72 | 0 | 29 | 726 | |
Notes:
The mineral resource is estimated based on 53 diamond drill holes and a DSO constraining volumes NSR cut-off of US$70/t. NSR values were derived, and high-grade caps were applied as per the discussion in Estimation Methodology and Parameters and include provisions for metallurgical recovery and estimates of current shipping terms and smelter rates for similar concentrates. Metal prices used are US$4.83/lb. Cu, US$1.37/lb. Zn, US$2,336/oz. Au, and US$29.72/oz. Ag. Lead contributes no value.
Rock density was interpolated for each block based on the results of 2,864 density measurements taken from core specimens from the main mineralized domains (Cu1, Cu2, Cu3, Zn1 and Zn3) that had an average value of 3.12 g/cm3.
Mineral resources that are not mineral reserves do not have demonstrated economic viability.
The block model grades were estimated using the Ordinary Kriging interpolation method, with search parameters derived from geostatistical analysis performed within the mineralization wireframes. Variogram ranges are 100 m to 120 m in the major axis and 30 m to 50 m in the minor axis. Inferred zones Cu3 and Zn3 were estimated using Inverse Distance methodologies.
Micon’s QP has not identified any legal, political, environmental, or other factors that could materially affect the potential development of the mineral resource estimate.
The mineral resource estimates are classified according to the CIM Definition Standards, which define a Mineral Resource as “a concentration or occurrence of solid material of economic interest in or on the earth's crust in such form, grade or quality and quantity that there are reasonable prospects for eventual economic extraction. The location, quantity, grade or quality, continuity and other characteristics of a mineral resource are known, estimated or interpreted from specific geological evidence and knowledge including sampling.”
The mineral resource was categorized based on geological confidence into inferred and indicated categories. An inferred mineral resource has the lowest level of confidence. An indicated mineral resource has a higher level of confidence than an inferred mineral resource. It is reasonably expected that the majority of the inferred mineral resources could be upgraded to indicated mineral resources with additional infill drilling.
| Page 20 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 1.8 | Mineral Reserve Estimate |
The McIlvenna Bay Deposit Mineral Reserve estimate is based on indicated resource material identified in the block model provided by Foran (mcbay2024c_20241008rsv.dm, issued on October 8, 2024). All mineral resource material in the block model that was classified as Inferred was ignored.
The Mineral Reserve estimate consists of selected portions of the Indicated Resource that are above a US $92.50/tonne Net Smelter Return (NSR) cut-off value. This cut-off value was applied when generating the stoping shapes.
The Mineral Reserve is categorized as either Massive Sulphide or Copper Stockwork. It is assumed that both transverse and longitudinal retreat stope mining methods, as well as Avoca mining, will be used. The assumed mining rate is nominally 4,900 tonnes per day (t/d). A total dilution of approximately 18.7% is estimated for the project.
Extraction (mining recovery) is estimated at a combined 93.6% for longhole mining and ore development.
The Mineral Reserve for the McIlvenna Bay Deposit is estimated at 29,729,878 tonnes, grading 1.21% Cu, 2.17% Zn, 0.44 g/t Au and 14.4 g/t Ag. This Mineral Reserve estimate includes marginal tonnes, which is classified as marginal development or incremental stoping. This Mineral Reserve estimate also includes modifying factors including dilution and mining recovery.
Estimates of mineralization and other technical information included herein have been prepared in accordance with National Instrument 43-101 – Standards of Disclosure for Mineral Projects (NI 43-101).
Factors that may affect the Mineral Reserve estimate include the following.
| · | Commodity price assumptions |
| · | Changes in interpretations of mineralization geometry and continuity of mineralization zones |
| · | Changes to geotechnical, hydrogeological, and metallurgical recovery assumptions |
| · | Input factors used to assess stope dilution and recoveries |
| · | Assumptions the operation can obtain all required permits to operate |
| · | Assumptions regarding social, permitting, and environmental conditions |
| · | Additional infill or step-out drilling |
Table 1-4 presents the estimated Mineral Reserve.
| Page 21 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 1-4: Mineral Reserve Estimate
| Classification | Ore Tonnes | Cu (%) | Zn (%) | Au (g/t) | Ag (g/t) |
| Massive Sulphide | 10,430,655 | 0.99 | 5.44 | 0.50 | 23.8 |
| Copper Stockwork | 19,299,222 | 1.32 | 0.40 | 0.40 | 9.3 |
| Total | 29,729,878 | 1.21 | 2.17 | 0.44 | 14.4 |
Notes:
Effective date November 21, 2024, CIM definitions were followed for Mineral Reserves.
Mineral Reserves include transverse, longitudinal, and Avoca stopes, as well as ore development, marginal development, and incremental stopes.
Stopes were estimated at a cut-off value of US $92.50/tonne NSR.
Marginal tonnes were estimated at a cut-off value of US $73.97/tonne NSR.
A minimum mining width of 3.0 m was applied for all stoping.
Numbers may not sum due to rounding.
NSR Reserve Prices ($US); Cu $4.20/lb, Zn $1.19/lb, Ag $25.84/oz, Au $2031/oz
| Page 22 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The QP is not aware of any environmental, permitting, legal, title, taxation, socio-economic, political, or other relevant factors that could materially affect the Mineral Reserve estimate.
| 1.9 | Mining Methods |
Underground (UG) access to the McIlvenna Bay Deposit will initially be via a ramp from surface. A 2.43 m × 7.32 m rectangular shaft will also be constructed, commencing in Year 5, to reduce the truck haulage distances and the time required for the workforce to access the lower levels.
Thirty-five levels, spaced at 30 m intervals sill to sill, are planned for the McIlvenna Bay Deposit. Lateral development will be concentrated in the first four years to establish the initial production areas, UG infrastructure, and the permanent ventilation system.
The McIlvenna Bay Deposit will be extracted using conventional longhole mining methods including sublevel transverse and longitudinal stoping and Avoca stoping. The ore body geometry and rock characteristics indicate these mining methods are appropriate for safe and efficient production. Ore will be drilled using a top hammer drill, blasted, and then mucked using battery electric (BEV) load-haul-dump (LHD) vehicles.
Ore will be hauled to surface using BEV haul trucks early in the mine life and will be hauled to the rock breaker stations feeding the shaft in the latter stages of mine production. Waste will be either hauled to surface or hauled to an active production level where it will be used as backfill.
Mine dewatering will be completed using a multi-level clean water system. Main sumps will be located on the 0060, 0420, 0780, and 0960 Levels. The 0060 Level sump will be designed to collect surface water via the ramp and most of the water transmitted through the sandstone layer. This sump will feed water into the process water system and pump the surplus water to surface. The 0420, 0780, and 0960 Level sumps will collect any remaining surface water, plus the process water from mining activities. The run-of-mine water will decant through membranes; with the clean water being pumped to the next main sump (i.e., 0960 Level to 0780 Level, and 0780 Level to 0420 Level). The 0420 Level sump will feed water into the process water system and pump the surplus water to surface. The residual solids in the sumps will be collected and placed into a nearby stope for disposal.
Transverse stopes will be backfilled with paste fill using filtered tailings from the processing facility. Avoca stopes will be backfilled with waste rock generated from underground development. Conventional trackless mining equipment will be used to execute lateral development required to access the ore body. Ore will be produced at a nominal rate of 4,900 tonnes per day (tpd) with a mine life of approximately 20 years, including an initial ramp-up period of two years.
Massive Sulphide (MS) Ore tonnes include Marginal Ore Tonnes
Figure 1-3 outlines the annual mine production by ore zone. Both zones will be mined and processed together but are illustrated separately in Figure 1-3 because the metallurgical performance is dictated by the balance of tonnes / grades from the two zones.
| Page 23 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
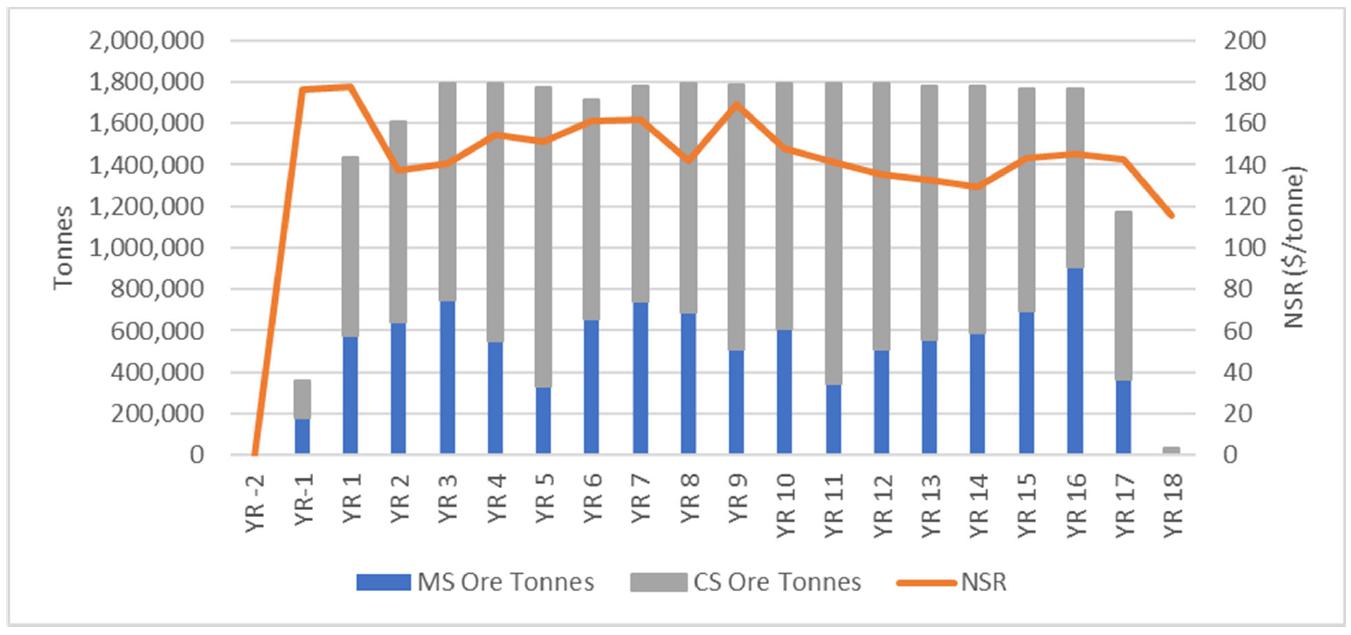
Massive Sulphide (MS) Ore tonnes include Marginal Ore Tonnes
Figure 1-3: Phase 1 Underground Production Profile with NSR
The mine operation labour force will consist of mine management and technical support staff, development and production crews, maintenance crews, and miscellaneous support staff. The labour schedules determined for the operation identified a peak payroll complement of up to 272 personnel.
The underground mobile fleet will consist of a combination of battery electric vehicles (BEV) and diesel equipment. BEV equipment will include LHDs, haulage trucks, jumbo drills, production drills and similar, while auxiliary equipment such as boom trucks, utility vehicles, personnel carriers and similar are anticipated to be diesel. BEV gear will be financed through a previously arranged finance facility intended to cover the BEV fleet and related components. All other mobile gear will be purchased outright. Since the mine has access to surface, maintenance of the UG fleet will occur in the surface shop until the 0420 Level maintenance shop is constructed. It will service equipment for the life of the operation except for the haulage trucks, which will continue to be maintained in the surface shop.
The mine ventilation system is designed to be a “push-pull system. It takes the use of BEVs into account, for a total airflow requirement of 250 m3/s. The design includes an exhaust system and a fresh air system complete with a heating plant located between the fresh air raise and a centrally located exhaust raise. The fresh air will be partially heated using an LNG-fired heating system and by absorbing heat from the exhaust air using a heat exchanger. The ramp and internal fresh air raise will distribute the air throughout the mine. Each level will have two exhaust raises on the extremities.
The ore and waste handling system will begin with LHD units hauling material from the active heading or stope to the nearest remuck.
Ore will be loaded into the haulage trucks at the remuck and hauled to surface or to the 0570 Level rock breakers, once the shaft is operational. The 0570 Level rock breakers will be equipped with a remotely operated rock breaker. The grizzly openings will be 500 mm by 500 mm. The sized ore will be loaded onto a conveyor on the 0600 Level and transferred to the shaft for skip loading.
| Page 24 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Waste will be loaded into the haulage trucks at the remuck and hauled to surface or to available Avoca stopes or a secondary transverse stope in the backfill cycle.
| 1.10 | Recovery Methods |
The process plant design for the McIlvenna Bay Project is based on a conventional metallurgical flowsheet to treat copper-zinc ore. The flowsheet is based on metallurgical test work, industry standards, and conventional unit operations.
The process plant is designed to nominally treat 4,900 tpd of ore. The plant will consist of a comminution circuit followed by sequential copper and zinc flotation, with concentrate regrind and dewatering to produce both copper and zinc concentrates for sale. A pyrite flotation circuit will produce pyrite concentrate and tailings which will be dewatered and filtered for paste fill and tailings storage.
Run-of-mine (ROM) ore will be crushed to 100% passing 245 mm, (80% passing 125 mm) size via a jaw crusher. Conveyors will transfer the coarse crushed material to an ore bin. Ore will be reclaimed from the ore bin and conveyed to the grinding circuit.
The selected grinding circuit includes a Semi-Autogenous Grinding (SAG) mill in a closed circuit with a pebble crusher and a ball mill, along with cyclone classification. This circuit was designed to process variable ore hardness, resulting from the blending of high-silica CS Zone ore and softer MS ore. The grinding circuit is designed to produce a particle size with 80% passing 75 µm for flotation feed.
Cyclone overflow slurry from the grinding area will be directed to the flotation circuit for sequential copper and zinc concentrate recovery. The copper and zinc circuits will be similar in nature, with each producing rougher concentrates prior to regrinding and multi-stage cleaning. Two saleable flotation concentrates, copper and zinc, will be produced separately.
Tank cells will be used for both rougher and cleaner duty. The copper and zinc rougher concentrates will be subjected to regrinding using horizontal IsaMills. Both concentrates will be reground to P80 of approximately 25 µm and 20 µm, respectively.
Copper and zinc final cleaner concentrates will be pumped to their own dedicated dewatering and filtration circuits. Thickeners will recover water from the slurry and produce a 55% solids (w/w) underflow stream suitable for pressure filtration. Each copper and zinc stream will have a dedicated horizontal pressure filter which will be used to produce filter cake at 9% moisture, suitable for transportation to toll smelters.
Zinc rougher tailings slurry will pass through a pyrite (desulphurization) rougher flotation circuit consisting of one Jameson cell, followed by three convention tank cells. Additional reagents are added to recover residual sulphide minerals to a sulphide concentrate. The sulphide concentrate produced will be combined with the zinc first cleaner tailings, dewatered and directed to the paste backfill circuit, for incorporation into the backfill mixture and safe storage underground.
| Page 25 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Pyrite flotation circuit tailings (non-sulphide tailings) slurry will be pumped to a tailings thickener for dewatering. The water recovered from the tailings thickener will be combined with the water recovered from the pyrite thickener, filtered and returned to the process for re-use. Thickened underflow slurry (approximately 60% solids) will then be pumped to a storage tank at the paste plant.
At the paste plant, the non-sulphide flotation tailings will be used to produce a filtered cake suitable for stacking at the surface tailings facility.
The process plant will include various water reticulation and air services, in addition to dust extraction. Plant equipment will be contained within one large mill building with a dedicated area for tailings filtration and paste production. The tailings thickeners and storage tanks will be located outdoors, and partially clad to ensure effective operation in cold climates.
A reagent storage area will be located along one side of the process plant building. Reagents will be stored and transferred to the reagent day tank and dosing area within the main building.
| 1.11 | Project Infrastructure |
The McIlvenna Bay Project will include a relatively compact site with major features including the tailings storage facility, ore and waste rock storage pad, mine water treatment plant, and buildings such as admin and dry, gate house, truck shop and warehouse. The process facilities will include primary crusher, ore bin, process and paste plant building. The site will contain an adequately sized camp with associated canteen, recreation, and sewage and potable water treatment infrastructure.
Foran constructed various infrastructure to support ongoing advanced exploration and exploration activities (ADEX), including all-season camps, fuel storage, communications, process water supply, septic, canteen, core shack, construction office, mine dry and first aid / mine rescue trailer. A significant portion of the site has been cleared and grubbed as part of ADEX development. The box cut excavation and jet grouting of the sandstone layer was completed and underground development is ongoing. A temporary truck shop has been erected and laydown area prepared along with refuelling infrastructure and covered vehicle storage. The first phase of the lined waste rock dump was constructed in 2022. Stage 1 of the containment water pond was built in 2022, along with the treated water cells. A temporary mine water treatment plant has been in operation since Summer 2023, treating the mine inflow water as well as surface runoff prior to discharge overland to the Hobbs Creek watershed. The main haul road and minor access roads are built. The site is currently powered by an onsite LNG power plant containing a total of 14 internal combustion generators, providing a total of 11 MW of power. This is supplemented by the existing 25 kV SaskPower distribution line. SaskPower has begun construction on a new 110/138 kV transmission line, fedfrom the Pelican Narrows substation. This line is planned to be energized in Q1 2026 and Foran will construct and commission a substation to align with this. Once the substation is commissioned, the onsite power plant will be decommissioned, with the LNG storage infrastructure remaining to be used to support the fresh air raise and HVAC in the process plant.
The existing gravel road between the mine site and SK-106 will be used for transportation of mine personnel and general supplies over 18 km. The road will require cleaning along its edges where organics have grown in since the closure of the sand quarry.
| Page 26 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The parking lots are situated just outside the gatehouse. The heavy vehicle parking area, located on the south side of the access road, can accommodate up to 14 trucks. On the north side, the light vehicle parking area has a capacity for 74 vehicles. Additionally, there is a 32-spot parking lot near the welcome center for contractors and personnel.
An 1,100 m2 helipad will be constructed adjacent to the mine site entrance and will be maintained over life-of-mine for emergency access.
The Mine Maintenance Facility consists of five interconnected units, each designed for specific operational needs. The complex supports the maintenance of heavy-duty and light-duty vehicles, as well as administrative functions. The Heavy Duty Building (405 m², 12.20 m H) includes three vehicle bays, a battery maintenance bay, equip with two cranes (20-ton and 5-ton), compressed air and lube unit system. The Light Duty Vehicle Building (175 m², 4.50 m H) is connected to the Heavy Duty Vehicle Building and has three bays for vehicle maintenance, tire work, and welding. Both buildings share a fire-rated Lube container for distribution. The Accessories and Offices Building is a modular structure connected to the Heavy Duty Vehicle Building. It houses tool rooms, restrooms, workstations, and an electrical room.
The Administration Offices and Mine Dry Complex is a modular prefabricated structure, divided into five functional sections. The first section is the Men’s Mine Dry area, designed to accommodate 380 personnel, with six modules measuring 60'-1" x 11'-10" each. Adjacent to this area is the Mine service area, which includes washrooms outfitted with both stall and communal showers, toilets, and sinks, all in compliance with national and local regulations. The third area consists of the Administration Offices area, designed for 29 staff members. This area includes a coffee station, eight private offices, open workstations, a printer/archive room, a server room, and an electrical room with a separate external entrance. It also features a mine control room. The new construction will also be linked to the Women’s Mine Dry build form the renovated old ADEX Dry building. Designed for 64 people,
The Administration Offices and Mine Dry Complex also includes a pre-engineered garage for safety vehicles, designed to accommodate a fire truck, emergency truck, and ambulance.
During the construction period an expanded Main Security Gatehouse was be built using two modules from the old ADEX complex and includes a covered entrance, two internal offices, four search points, a control room, lockers and a deliveries search area. A fuel storage and distribution facility will be located adjacent to the portal. This facility will include the diesel tank, the gasoline tank, and the dispensing equipment.
Waste from site such as plastic, paper, cardboard, scrap, and rubber will be collected and stored in the garbage disposal area. The waste will be picked up on a set schedule and sent offsite for disposal.
A 10,100 m2 laydown area will be constructed of compacted granular material and located south of the ADEX truck shop. This laydown area served as the construction staging area during the surface and portal construction phases.
The mine will initially operate as a ramp mine during its early operating life. Later, a shaft will be sunk, and the head frame and collar house building will be constructed, allowing the mine to operate as a hybrid shaft / ramp mine. The timing of this upgrade, as along with the location and specifications of the infrastructure, is currently being optimized.
| Page 27 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The primary crushing plant will be a complete system from a system integrator combining a hopper, Vibrating Grizzly Feeder (VGF), rock breaker, jaw crusher, and sacrificial conveyor belt. The plant will be adjacent to a 7 m high concrete retaining wall to allow for dumping of underground haul trucks into the hopper. The plant is not covered or enclosed; it is designed for exposed operation in the full range of ambient conditions. Lifting for equipment maintenance will be by mobile crane / telehandler depending on the task. An operator control station – including heating and cooling for all-weather operation – is included in the crushing plant, located next to the hydraulic rock-breaker and the jaw crusher throat for optimum operator visibility. A prefabricated electrical room will house MCCs and switchgear for process equipment.
Ore on the overland conveyor is transferred upwards to the top of the Ore Bin. A single, 2500-t capacity ore bin is included in the initial mine design, with room allocated to allow for a second identical bin to be added in the future if desired. The ore bin upper portion is insulated, and the lower portion is fully clad, heated and insulated. It houses the two apron feeders which reclaim ore onto the SAG feed conveyor.
The process plant will be housed within a roughly rectangular building 47 m W × 117 m L × 26 m H. The concentrate loadout extends beyond this a further 18 m W × 29m L on the North-East side. The Process Plant E-Room – with plant control room and offices located above it – is in an attached building extension on the South-East side, measuring 10 m W × 35 m L. The building will be complete with metal cladding, insulation, HVAC, and snow guards. Overhead doors accommodate mobile equipment access to the grinding and reagents areas, as well as drive-through concentrate load-out. The process building main central area, will be equipped with two (2) overhead cranes (30-t primary with a 5-t auxiliary, and 10-t) along the span of the building to service the grinding, flotation, and dewatering areas. The Eastern portion of the process plant houses the copper flotation, reagents, and filtration areas and is services by one overhead crane (10-t) on rails running the length of the building. There will be several pieces of equipment on the exterior of the process plant, such as thickeners, process and freshwater tanks, and the lime silo. The process water tank and thickeners will be housed within concrete containment walls sized for 110% of the largest vessel's volume.
Metallurgical and assay laboratories will be housed in a shared facility connected to the main Camp and Admin complex in the Northern region of the mine site. The facility is a modular trailer complex, measuring 18.4 m L × 11 m W.
The Paste Plant will be primarily housed within an attachment on the main Process Plant building. The Paste Plant portion is 21 m W × 54 m L × 34 m H. The Paste Plant e-room is attached to the plant on the West side, housed in an addition measuring 7 m W × 39 m L × 24 m H, which also houses the HVAC equipment for the E-Room. The paste building will be equipped with a 5-t overhead crane running the span of the building to service the tailings and pyrite concentrate filter presses. Large slurry storage tanks are located outside the plant to accommodate slurry surge and storage to support process plant and underground mining operations. A paste storage and tailings storage and loadout shed measuring 20.5 m W x 19.5 m L x 22 m T is located to the West of the Paste Plant, connected by three conveyors in fully enclosed, heated and insulated galleries.
The average power demand for the project will increase over the initial years of commercial production as the underground mine is developed, ranging from 22.6 MW to 25.8 MW. The existing 25 kV SaskPower distribution line has been re-energized and is providing 1.2 MVA capacity to the construction e-house. Phase I power will be supplied primarily through a power purchase agreement utilizing an onsite liquified natural gas (LNG) 11.1 MW power plant, supplemented by the existing 25 kV distribution line. Phase II power will be provided from the Saskatchewan provincial grid via 77 km of new 138 kV transmission line from the Pelican Narrows substation. An onsite 138-13.8 kV substation will be constructed.
| Page 28 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Power costs have been calculated based on a blend of energy consumption from the grid and onsite power generation and average $176/MWh over the LOM. An additional rate rider of $9.20/MWh has been added to grid power to account for carbon emissions offset.
The waste rock ore pad (WROP) will be expanded to accommodate a total of 1,565,600 tonnes of mine rock, including the current ADEX WROP.
The site water management strategy is to divert or deflect non-contact surface runoff water away from the project site to the maximum extent possible and collect and treat site-influenced contact water. Contact water will be collected, treated, tested, and reused for processing and mining operations. Surplus contact water will be treated through an effluent treatment plant and discharged north into Winn Bay (Hanson Lake). The primary containment pond will be 115 m W × 155 m L × 2.5 m deep. The containment pond has 41,000 m3 capacity and providing settling and polishing of contact water.
Domestic wastewater from the Administration and Mine dry building as well as Camp facilities will be collected and connected via overland piping to a Sewage Treatment Plant (STP). The Sewage Treatment will consist of anaerobic digestion, aeration, clarification, media filtration and sand filtration in a final subsurface dispersal bed.
A containerized Potable Water Treatment Plant (PWTP) will be installed to treat water from two on-site wells. Potable water will be used for showers, toilets, and sinks in the dry, camp, and office complexes.
The TSF is proposed as a filtered tailings (dry stack) facility located approximately 1 km north of the portal, at the site of the previous Preferred Sands quarry (now closed and rehabilitated). Approximately half of the tailings from the flotation plant will be desulphurized and dewatered to form a filter cake, which will be trucked to the TSF for placement and compaction. The other half of the mine tailings (including the higher sulphide tailings) will be placed underground as paste fill.
| 1.12 | Market Studies and Contracts |
McIlvenna Bay will produce two saleable concentrates from the mineral processing facility: a copper concentrate and a zinc concentrate.
Pricing for metals contained in the concentrate will be based on market price at the time of sales when the concentrate is received at the smelters.
The metal price assumptions used in this 2025 Technical Report are based on consensus pricing from a number of banking institutions to arrive at a reasonable long-term estimate. Metal price estimates are considered conservative based on supply and demand fundamentals.
| Page 29 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The assumptions made for the purposes of this report include the following:
| · | The copper and zinc concentrates produced from the mineral processing facility will be sold to smelters. The estimated transportation costs have been included in the Smelting and Refining costs (Section 1922.4.3). |
| · | Copper and zinc credits will be payable as metal credits as per normal industry practice. The percentage payables and refining costs have been accounted for in the Smelting and Refining costs for this project. |
| · | Gold and silver will be payable as metal credits as per normal industry practice. The percentage payables and refining costs have been accounted for in the Smelting and Refining costs for this project. |
| · | Zinc and copper are readily traded commodities and the sales terms for these are generally standard in nature. For the purposes of this study, it is assumed the products will be sold freely and at standard market rates. |
The metal prices used in the economic evaluation of this project are summarized in Table 1-5.
Table 1-5: Consensus Price
| Metal | Units | Price | ||||||
| LOM Avg | 2025 | 2026 | 2027 | 2028 | 2029 | +2030 | ||
| Copper | US$ / lb | 4.27 | 4.36 | 4.56 | 4.65 | 4.81 | 4.20 | 4.20 |
| Zinc | US$ / lb | 1.21 | 1.27 | 1.24 | 1.26 | 1.27 | 1.20 | 1.20 |
| Gold | US$ / oz | 2,240 | 2,598 | 2,551 | 2,479 | 2,402 | 2,169 | 2,169 |
| Silver | US$ / oz | 28.26 | 31.63 | 31.73 | 30.46 | 30.35 | 27.61 | 27.61 |
Foran has not entered into any contracts for concentrate sales at the time of writing and has used reasonable treatment and refining charges based on standard commercial terms within the industry. Concentrate will be trucked from site to Flin Flon, MB where it will be loaded onto rail cars and can be transported to smelters in BC, QC, ON, or to ports.
| 1.13 | Environmental Studies, Permitting, and Social / Community Impact |
In 2021, Foran commissioned CanNorth to complete an environmental baseline program to provide updated information for the Environmental Impact Assessment (EIA). This program extended the dataset of biophysical and heritage resource studies completed at the site. The studies completed in 2021/2022 were modified based on input provided by PBCN and its consultants and followed the most up to date Saskatchewan Ministry of Environment survey protocols.
| Page 30 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Project lies within the area traditionally occupied by the Peter Ballantyne Cree Nation (PBCN). It is located approximately 40 km southeast of the settlement of Deschambault Lake and approximately 50 km west of the community of Denare Beach. The Project is also located within the Métis Nation of Saskatchewan Eastern Region 1 (MN-S ER1) and north of the Cumberland House Cree Nation (CHCN). On July 17, 2023, Foran and PBCN signed a collaboration agreement. This commits to sustainable growth and future prosperity, based on mutual respect and fostering longevity across generations. It emphasizes education and facilitates diverse training opportunities to stimulate employment and business opportunities for PBCN members. The agreement also provides financial and economic benefits to further empower the PBCN community. Foran began discussions with MN-S, ER1, and the Locals about the Project in 2022. Since 2023, MN-S has participated in the Traditional Food Study and reviewed and provided feedback on the Access Management Plan. Between 2022 and 2023, Foran and CHCN met numerous times and exchanged several emails to share Project information, learn how CHCN uses the land, and to identify CHCN concerns and interests related to the Project. Foran continues to engage CHCN as the Project advances. The Foran 2023 Sustainability Report highlights efforts to positively impact communities. As of December 2023, Foran employed 107 people, with 32% living and working in northern Saskatchewan, and 30% being Indigenous. To increase Indigenous employment, Foran aims to hire Indigenous trainees, award scholarships to Indigenous students, launch a Northern Indigenous Employment and Procurement Plan, and support the development of joint business ventures.
In November 2022, Foran submitted an Environmental Impact Statement (EIS) to the Saskatchewan Environmental Assessment Branch (EAB). This document was revsied following reviews from the EASB and on July 24, 2023, ministerial approval under Section 15 of the Environmental Assessment Act was granted to the McIlvenna Bay Project. Under this approval, there were 16 conditions for the Project to meet, four of which required additonal information from Foran. These conditions are currently being addressed and resolved and to date, there are no environmental concerns that would prevent the Project from being permitted.
| 1.13.1 | Capital Costs |
The estimate meets the classification standard for a Class 3 estimate as defined by Association for the Advancement of Cost Engineering (AACE) International and has an intended accuracy of ±15%. The estimate is reported in Q4 2021 Canadian dollars. Table 1-6 outlines the estimated capital cost for supplying, constructing, and pre-commissioning the Project, and excludes the ADEX program and incurred costs up to Dec 31, 2024.
The capital costs primarily comprise the following areas.
| · | Underground mine lateral and vertical (including the shaft) development, and stationary mine infrastructure. Indirect costs include temporary construction facilities, construction services and supplies, construction management (CM) costs, construction equipment, freight, and Owner’s costs. |
| · | Process plant costs include the construction of the entirety of the process plant facility, paste fill plant, and sustaining capital. |
| · | Other capital, including transmission line, tailings storage, pre-production costs, and site infrastructure costs which include site preparation, permanent camp, maintenance shop, fuel storage, administration and dry facility, water treatment systems, and site roads. |
| · | Contingency. |
| Page 31 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 1-6: Total Capital Cost Estimate
| Description | Units | Cost |
| Project Capital | ||
| UG Mine (includes indirect costs) | $ million | 35.6 |
| Process Plant | $ million | 145.8 |
| Other Capital | $ million | 407.7 |
| Subtotal Project Costs | $ million | 589.1 |
| Project Capital Contingency | $ million | 45.9 |
| Total Project Capital | $ million | 635.01 |
| Sustaining | $ million | 573.5 |
| Closure | $ million | 10.0 |
| Total | $ million | 1,218.6 |
Note: Totals may not sum due to rounding. 1. The Total Project capital is Jan 1, 2025 looking forward in a footnote
Sustaining capital incorporates all capital expenditures after the pre-production period of Year -1. Closure costs of $10.0M have been included in Year 15 through Year 18.
| 1.13.2 | Operating Costs |
Operating cost estimates were developed to present annual costs for production. Unit costs are expressed as $/tonne processed. Operating costs were allocated to either mining, processing, tailings facility, or general and administration (G&A). LOM operating costs are estimated to be $1,769.8M. LOM operating costs are summarized in Table 1-7.
UG mining occurs during Year -1 to Year 18 (note that in Year -1, UG mining costs are capitalized). UG mining begins with capital development in Year -1 and the capitalized development continues through the LOM.
Table 1-7: Operating Cost Estimate Summary (Year -1 to Year 18 inclusive)
| Description | LOM Cost ($ million) |
Average Annual ($ million) |
Unit Cost ($/t processed) |
| Mining | 1,731.7 | 59.27 | 58.25 |
| Processing / Paste Plant | 760.6 | 25.82 | 25.58 |
| Tailings Facility | 50.8 | 1.73 | 1.71 |
| General and administration | 283.6 | 9.61 | 9.54 |
| Total | 2,826.7 | 96.43 | 95.08 |
Notes:
Totals may not sum due to rounding.
Average annual cost based on Year 1 through Year 17
G&A costs include labour, miscellaneous surface equipment, contractor costs for camp and catering, insurance premiums, allowance for training, consultants, and marketing and accounting functions.
| Page 32 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 1.14 | Economic Analysis |
The results of the Phase 1 economic analysis represent forward-looking information that is subject to a number of known and unknown risks, uncertainties, and other factors that may cause actual results to differ materially from those presented here. Forward-looking statements in this report include, but are not limited to, statements with respect to future metal prices, currency exchange, estimation of Mineral Resources and Mineral Reserves, estimated mine production and metals recovered, estimated capital and operating costs, and estimated cash flows generated from the planned mine production.
Actual results may be affected by the following.
| · | Differences in estimated initial capital costs and development time from what has been assumed. |
| · | Unexpected variations in quantity of ore, grade, or recovery rates, or presence of deleterious elements that would affect the process plant or waste disposal. |
| · | Unexpected differences in geotechnical and hydrogeological conditions from what was assumed in the mine designs, including water management during construction, mine operations, and post mine closure. |
| · | Differences in the timing and quantity of estimated metal production, costs of future production, sustaining capital requirements, future operating costs, assumed currency exchange rate, requirements for additional capital, unexpected failure of plant, or equipment or processes not operating as anticipated. |
| · | Changes in government regulation of mining operations, environment, and taxes. |
| · | Unexpected social risks, higher closure costs and unanticipated closure requirements, mineral title disputes, or delays to obtaining surface access to the property. |
If additional mining, technical, and engineering studies are conducted, these may alter the project assumptions presented in this report and may result in changes to the calendar timelines and the information and statements contained in this report.
As of the date of publication, the majority of construction permits have been received, all permits were in place to support planned activities with the provincial permits, licences and leases expected to be received in 2025 to complete construction and begin commercial operations.
The Project has been evaluated using discounted cash flow analysis. Cash inflows consist of annual revenue projections. Cash outflows consist of project capital expenditures, sustaining capital costs, operating costs, taxes, royalties, and commitments to other stakeholders. These are subtracted from revenues to determine the annual cash projections.
Cash flows are taken to occur at the midpoint of each period. To reflect the time value of money, annual cash flow projections are discounted to the Project valuation date using the annual discount rate. The discount rate appropriate to a specific project can depend on many factors, including the type of commodity, the cost of capital to the project, and the level of project risks (e.g., market risk, environmental risk, technical risk, and political risk) in comparison to the expected return from the equity and money markets.
| Page 33 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The base case discount rate for the project is 7%. The discounted present values of the cash flows are summed to determine the Project’s NPV. In addition to the NPV, the IRR and the payback period are also calculated. The IRR is defined as the discount rate that results in an NPV equal to zero. The payback period is calculated as the time required to achieve positive cumulative cash flow for the Project from the start of mineral processing.
Tax assumptions were modelled using input from Foran and its tax advisors.
On a pre-tax basis, the NPV at 7% is $742.8M, the IRR is 23%.
On a post-tax basis, the NPV at 7% is $654.4M, the IRR is 23% and the payback period is 3.8 years.
A summary of the LOM cashflow is provided in Table 1-8 and Section 22. Table 1-9 summarizes the economic results with the NPV at 7%.
Table 1-8: LOM Cashflow Forecast Summary Table
| Description | Units | Value |
| Gross Revenue | $ million | 6,571.1 |
| Less: Smelter and Refinery Costs | $ million | (654.0) |
| NSR | $ million | 5,917.1 |
| Less: Royalties | $ million | (47.7) |
| Less: Total Operating Costs | $ million | (2,826.7) |
| EBITDA | $ million | 3,042.7 |
| Less: Capital Costs | $ million | (1,208.6) |
| Less: Closure Costs | $ million | (10.0) |
| Pre-Tax Cash Flow | $ million | 1,824.1 |
| Less: Taxes | $ million | (283.3) |
| Post-tax cash flow | $ million | 1,540.8 |
| Page 34 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
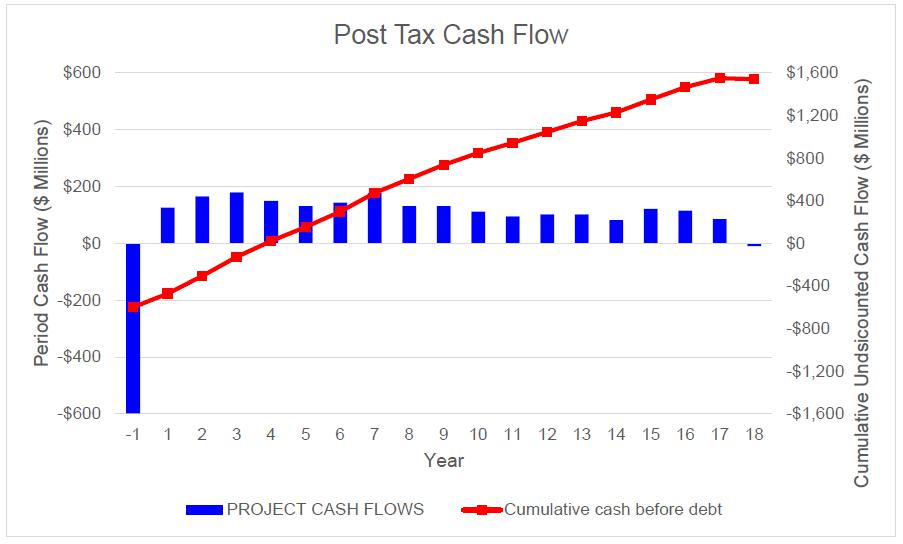
Figure 1-4: Undiscounted After-Tax Cash Flow
Table 1-9: Forecast Economic Results
| Description | Units | Value |
| Pre-Tax | ||
| NPV at 7% | $ million | 742.8 |
| IRR | % | 23% |
| Payback period | Years | 4.2 |
| After-Tax | ||
| NPV at 7% | $ million | 654.4 |
| IRR | % | 23 |
| Payback period | Years | 3.8 |
Note: Payback period is calculated from the start of mineral processing.
| 1.15 | Sensitivity Analysis |
The cash flow model was tested for sensitivity to variances regarding the following.
| · | Metal Prices (copper and zinc) |
| · | Copper Recoveries |
| Page 35 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Capital Expenditure (CAPEX) |
| · | Operational Expenditure (OPEX) |
| · | Exchange Rate |
Section 22 illustrates the results of the sensitivity analysis for varying metal prices. The anticipated Project cash flow is most sensitive to fluctuations in the exchange rate and the price and recovery of copper.
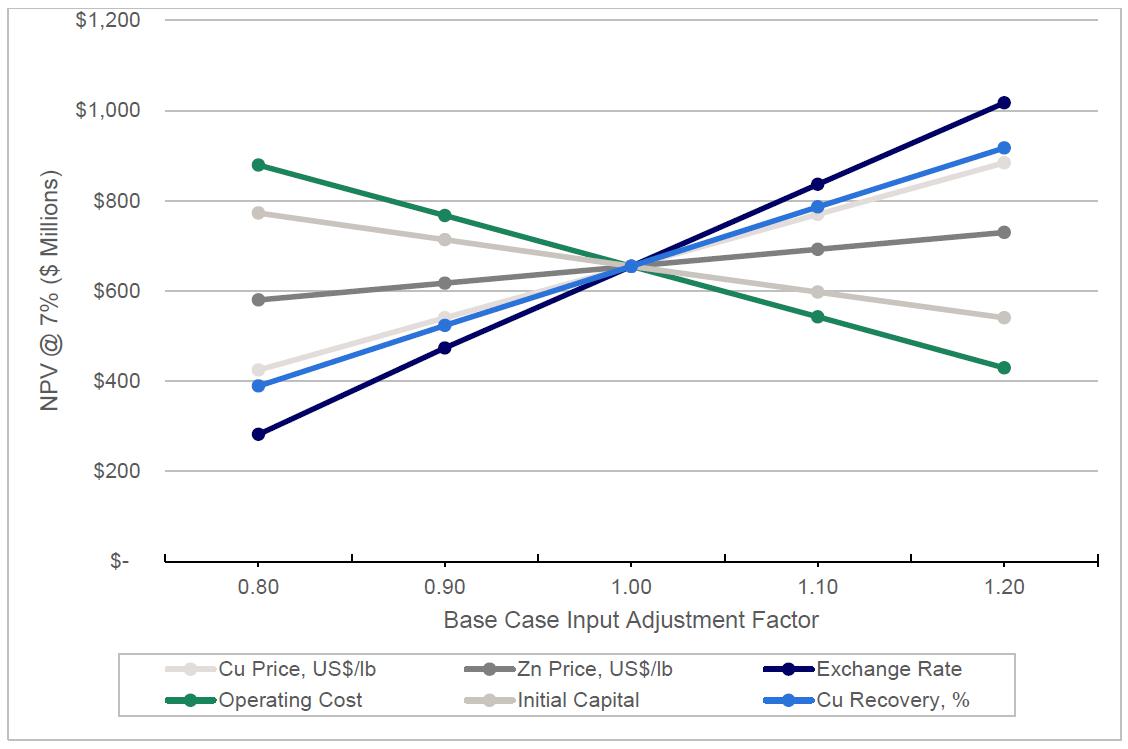
Figure 1-5: Metal Price Sensitivity Analysis
| 1.16 | Interpretation and Conclusions |
Under the assumptions presented in this report, the Project indicates positive economics. The anticipated Project cash flow is most sensitive to the United States dollar exchange rate and the price of copper.
| 1.17 | Recommendations |
The work completed as part of this Technical Report Refresh outlines a project that is economically feasible given the stated inputs and assumptions. The work conducted over recent months has involved updating infrastructure, production rates, capital and operating costs, updating commodity pricing and exchange rates, and including updates on other opportunities.
| Page 36 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Stantec recommends that the preferred project configuration, described within this report, should continue to be constructed as engineered. Estimates of cost and schedule for this are outlined in Section 26.6.
The following subsections list the programs that are recommended for the next phase of engineering work for the McIlvenna Bay Project.
| 1.17.1 | Process Plant Optimizations |
The following studies are proposed.
| · | Bench scale flotation test work for the Tesla deposit is currently underway at BML. The objective of this program is to determine whether the McIlvenna Bay process flowsheet is a suitable processing route for Tesla material. |
| · | Early production or ramp up period composites will be built from grade control drilling material in Q1 2025. These composites will be subjected to bench scale test work using the McIlvenna Bay flowsheet to provide guidance to the operations team during the commissioning and ramp up periods. |
The total estimated cost for this program is $125,000.
| 1.17.2 | Engineering |
It is recommended that Foran continue with current construction activities to build the McIlvenna Bay Mine. The work will include the following.
| · | Completing detailed engineering, procurement and construction of surface and underground infrastructure as part of the defined project. |
| · | Continue to evaluate potential shaft locations and related infrastructure including developing Class 2 capital cost (CAPEX) estimate. |
| · | Conduct an evaluation of WROP expansion throughout the entire operational life of mine. Analyze the long-term economic viability of the WROP expansion, including the costs associated with handling and mitigating the effects of the PAG material, as well as potential remediation strategies. |
| Page 37 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 2 | Introduction |
| 2.1 | Terms of Reference |
At the request of Foran Mining Corporation (Foran), this Technical Report was updated from the feasibility study (FS) updated for development of an underground mining operation at McIlvenna Bay, Saskatchewan. As of April 14, 2026, Foran is a wholly owned subsidiary of Eldorado. Eldorado is a Vancouver-based company, trading on the Toronto Stock Exchange under the symbol ELD and on the New York Stock Exchange under the symbol EGO. Eldorado, through its wholly owned subsidiary, Foran, owns 100% of the mineral claims and mining leases associated with the McIlvenna Bay Project.
The purpose of this Technical Report is to provide an update to the FS on the effective date given in Section 2.3.
The user of this report is encouraged to ensure this is the most recent Technical Report for Eldorado’s McIlvenna Bay property, as it becomes invalid as soon as a new Technical Report is issued.
The quality of information contained within this report is considered to be consistent with the level of effort involved in the services provided and is based on the following.
| · | Data supplied by outside sources. |
| · | Information available at the time of preparation. |
| · | Qualifications and assumptions presented within this report. |
This Technical Report covered the following key activities.
| · | Review and acceptance of the current resource model for the McIlvenna Bay Deposit. |
| · | Prepare an underground mine design and production schedule using previous hydrogeology modelling prepared by Stantec, and geotechnical information from third party consultants. |
| · | Prepare a mineral reserve estimate, using suitable modifying factors. |
| · | Design a metallurgical flowsheet and specifications for a new onsite mineral processing facility. |
| · | Prepare specifications for all supporting project infrastructure including access roads, power supply, paste plant, water treatment, ventilation, buildings, tailings storage facilities, etc. |
| · | Summarize the environmental baseline work and permitting requirements. |
| · | Compile capital expenditure and operating expenditure estimates for the Project. |
| ‒ | Prepare an economic model of the project, complete with discounted cashflows and sensitivity analyses. |
| ‒ | Provide recommendations for further work required for the continued development of the Project. |
The presentation of this information requires qualified persons (QPs) to derive subtotals, totals and weighted averages that inherently involve a degree of rounding, and consequently, introduce a margin of error. Where these occur, the authors and Stantec do not consider these to be material.
| Page 38 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
This report provides mineral resource and mineral reserve estimates, and a classification of resources and reserves prepared in accordance with the Canadian Institute of Mining, Metallurgy and Petroleum (CIM) Definition Standards for Mineral Resources and Mineral Reserves (May 10, 2014). The resource statement in this Technical Report includes Inferred mineral resources that are considered too speculative geologically to have the economic considerations applied that would enable these to be categorized as mineral reserves. The mineral reserve statement in this Technical Report is the first disclosure of mineral reserves for the Project and does not include any Inferred mineral resources.
| 2.2 | Site Visits and Scope of Personal Inspection |
By virtue of their education, experience, and professional associations, the authors of this Technical Report are QPs in the fields of mineral resource / reserve estimation, mining, geology, metallurgical process engineering, civil, mechanical, and electrical engineering, cost estimating (capital and operating), and mineral economics.
Table 2-1 lists the individual QP’s responsible for the preparation of this report, their titles, areas of responsibility, and the dates of any site visits. QP Certificates are provided in Section 28 of this report.
Table 2-1: Details of QPs and Site Visits
| Qualified Person | Title | Area of Responsibility | Site Visit Date | |||
| Mark Hatton, P.Eng. | Senior Project Manager, Mining Engineer. Stantec Consulting Ltd. | 1.1, 1.2, 1.9 to 1.12 to 1.17, 2, 3, 15, 16.1, 16.3 to 16.16, 18.5, 19, 20, 21.1.1, 21.1.2, 21.1.6, 21.1.7, 21.2.1, 21.2.3, 22, 24, 25.2, 25.4, 25.5, 25.8, 25.9, 25.10, 25.11, 26.1, 26.3 and 26.6 |
August 23, 2021 | |||
| William J. Lewis, B.Sc., P.Geo | Principal Geologist,
Micon International Ltd. |
1.3 to 1.5, 1.7, 1.8, 4 to 12, 14, 23, 25.1, 25.12 and 26.2 | August 16–18, 2018 November 17–19, 2021
| |||
| Lindsay Moreau-Verlaan. P.Eng. | Principal Geomechanics Consultant, RockEng Inc.
|
16.2 | N/A | |||
| Luc Binette, P.Eng. | Mechanical & Piping Engineering Manager, G Mining Services |
1.11, 18.1 to 18.4, 18.6 to 18.8, 21.1.3, 21.1.5, 21.2.2, 25.7 and 26.5 |
November 21, 2024 | |||
| Neil Lincoln | Vice President – Metallurgy, G Mining Services |
1.6, 1.10, 13, 17 and 26.4 | N/A | |||
| Wilson Muir, P. Eng | Senior Engineer, Knight Piesold
|
18.9, 18.10, 21.1.4, 21.2.4 25.3 and 25.6 | May 2023 |
| Page 39 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 2.3 | Effective Dates |
The effective date of the resource estimate is November 16, 2024.
The effective date of the reserve estimate is November 21, 2024.
The effective date of this Technical Report is March 12, 2025.
| 2.4 | Information Sources and References |
Key sources of information for this report include the following.
| · | The previous technical reports listed in Section 2.6 of this report. |
| · | Referenced documents in Section 27 of this report. |
| · | Information provided by the Foran Management team, as described in Section 21 of this report. |
| 2.5 | Units of Measure |
All currency units and references to “dollars” or “$” are in Canadian Dollars, unless otherwise noted.
The metric system is used throughout. References to “t” or “tonnes” mean dry metric tonnes unless otherwise noted.
| 2.6 | Previous Technical Reports |
Foran has previously filed the following technical reports for the Project, listed below from latest to earliest. The current technical report supersedes all previous reports.
| 1. | Hatton, M., W. Lewis, L. Jones, J. Howery, M. Franceschini, A. McIntyre, K. Kalenchuk. 2022. Technical Report on the Feasibility Study for the McIlvenna Bay Project, Saskatchewan, Canada. Technical report prepared for Foran. Effective date February 28, 2022. |
| 2. | Lewis, W.J., A. J. San Martin, and L. Jones. 2021. Technical Report for the 2021 Mineral Resource Estimate on the McIlvenna Bay Project Saskatchewan, Canada. Technical report prepared for Foran. Effective date September 6, 2021. |
| 3. | Lewis, W.J., A. Holloway, S. Cole, D. Flood, M. Patel, J. Howery, and A. McIntyre. 2020: Technical Report on The Pre-feasibility Study on the McIlvenna Bay Project Saskatchewan, Canada. Technical report prepared for Foran. Effective date March 12, 2020. |
| 4. | Masun, K.M., Rennie, D.W. 2022. Technical Report on the Bigstone Project, East Central Saskatchewan, Canada. Technical report prepared for Foran. Effective date November 30, 2020. |
| 5. | Lewis, W.J., A. J. San Martin, and R. M. Gowans. 2019. Technical Report for the 2019 Mineral Resource Estimate on the McIlvenna Bay Project Saskatchewan, Canada. Technical report prepared for Foran. Effective date May 7, 2019. |
| Page 40 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 6. | Makarenko, M., D. Kennard, M. Bender, D. Rennie, J. Hull, L. Correia, and K. Major. 2015. Technical Report on the Preliminary Economic Assessment on the McIlvenna Bay Project Saskatchewan, Canada. Technical report prepared for Foran. Effective date January 21, 2015. |
| 7. | Rennie, D.W. 2011. Technical Report for the 2011 Mineral Resource Estimate on the McIlvenna Bay Project Saskatchewan, Canada. Technical report prepared for Foran. Effective date December 9, 2011. |
| Page 41 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 3 | Reliance on Other Experts |
| 3.1 | Mineral Tenure, Surface Rights, and Encumbrances, Permitting and Environmental Matters |
In this Technical Report, discussions regarding royalties, permitting, taxation, and environmental matters are based on material provided by Foran staff and experts retained by Foran. The QPs are not qualified to comment on such matters and have relied on the representations and documentation provided by Foran for such discussions.
All data used in this report were provided originally by Foran. The QPs have reviewed and analyzed these data and have drawn their own conclusions therefrom.
The QPs offer no legal opinion as to the validity of the title to the mineral concessions claimed by Foran and have relied on information provided by Foran in that regard.
Information related to royalties, permitting, taxation, environmental matters and the validity of the title to the mineral concessions claimed by Foran were extracted from previous NI 43-101 Technical Reports and updated by Foran through personal communication with the QPs. Previous NI 43-101 Technical Reports and other references used in the compilation of this report are contained in Section 27.
| 3.2 | Taxation |
The QPs have relied upon, and disclaim responsibility for, the following information related to taxation as supplied by Foran’s staff and retained experts.
This information is used in support of the economic analysis in Section 22 and the Mineral Reserve estimation in Section 15.
| 3.3 | Royalties |
The QPs have relied upon, and disclaim responsibility for, information supplied by Foran staff for information related to royalties as follows.
| · | Royalties Agreement (see Cameco – Rio Algom – Foran [2015], Rio Algom – BHP – Foran – Cameco [2015], Cameco – BHP – Foran [2005]). |
| · | Foran-Copper Reef Asset Purchase Agreement, October 17, 2010 (Foran –Copper Reef 2010) |
This information is used in support of the economic analysis in Section 22, and the Mineral Reserve estimation in Section 15.
| Page 42 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 3.4 | Market and Metal Prices |
The QPs have relied upon, and disclaims responsibility for, the marketing and metal price forecast information as supplied by Foran’s staff and retained experts.
In preparing the project economic analysis, the QPs have relied upon bank consensus pricing provided by Foran for long-term metal prices as forecasted within this report.
In preparing the project economic analysis, the QP has relied upon independent consultant Joel Adams (Balyasny Asset Management) for information related to concentrate sales market conditions in the following document.
| · | J. Adams – Balyasny Asset Management [Email], February 22, 2022: Commercial Assumptions: Foran McIlvenna Bay Concentrate Sales Market Condition (Balyasny Asset Management 2022). |
Marketing and metal pricing information from these sources is referenced in Section 21 of this report. The information is also used in support of the Mineral Reserve estimate in Section 15 and the economic analysis in Section 22.
| Page 43 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 4 | Property Description and Location |
Portions of this section were extracted from previous McIlvenna Bay Project and Bigstone Project Technical Reports and updated or edited where necessary.
| 4.1 | General Description and Location |
The McIlvenna Bay Project (the Project) encompasses a large contiguous land package located in east-central Saskatchewan, bounded to the north by highway 106, Limestone Lake to the west, Amisk Lake to the east, and Suggi Lake to the south. The McIlvenna Bay Deposit, adjacent Tesla and Bridge Zones, and Bigstone Deposit are all located within the Project boundaries. The land holdings are located approximately 375 km northeast of Saskatoon and 85 km west of Flin Flon, Manitoba (Figure 4-1). The McIlvenna Bay Deposit is located within Canadian National Topographic System (NTS) sheet 63L10 and the plan projection of the deposit is centred on Universal Transverse Mercator (UTM) coordinates 640,600 E and 6,056,200 N (NAD 83, Zone 13) or geographic coordinates are 102°50’ W and 54°38’ N. The geographic coordinates for the Bigstone Deposit are 54o 34’ North Latitude, 103o 12’ West Longitude or UTM coordinates 616,300 E and 6,049,200 N (NAD 83, Zone 13).
| 4.2 | Ownership, Land Tenure and Property Agreements |
| 4.2.1 | Ownership and Land Tenure |
The Project encompasses a contiguous land package that consists of a combination of 100%-owned claims and optioned claims. As of the date of this Report, if and until any such optioned claims are acquired by Foran or McIlvenna Bay Operating Ltd. (MBO), title to optioned claims is held either in trust by MBO on behalf of itself and the optionor or directly by the optionor. All 100%-owned claims are held by MBO.
Historically, Foran’s land holdings in the area were disjointed and treated as separate properties, but recently Foran has embarked on a significant period of staking which has grown its land holdings substantially into one contiguous package. The McIlvenna Bay Project now encompasses these contiguous land holdings, including the McIlvenna Bay Deposit, Bigstone Deposit, and the recently discovered Tesla Zone.
As of the publication of this Report, the McIlvenna Bay Project comprises 113 claims totalling 140,445 ha, as shown in a series of maps in Figure 4-2, Figure 4-3, and Figure 4-4, with the relevant claim information is summarized in Table 4-1. The land holdings include a total of 101 Mineral Claims and one Mineral Lease encompassing 114,869 ha, in which MBO has a 100% interest. An additional 10 claims, encompassing 21,066 ha in respect of the Denare West Property, are held in trust by MBO on its own behalf and on behalf of Purepoint Uranium Group Inc. (Purepoint), where these claims can be acquired by exercising option rights. One additional claim, encompassing 4,510 ha with respect to the Hanson Lake Property, has been optioned from Voyageur Mineral Explorers Corp. (Voyageur) and can be acquired by exercising option rights. See Section 1 and 4.2.2.2 for further details.
| Page 44 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Foran has engaged an independent firm to track and maintain the claims in good standing. The information contained within this Report was provided by Foran and/or its designates.
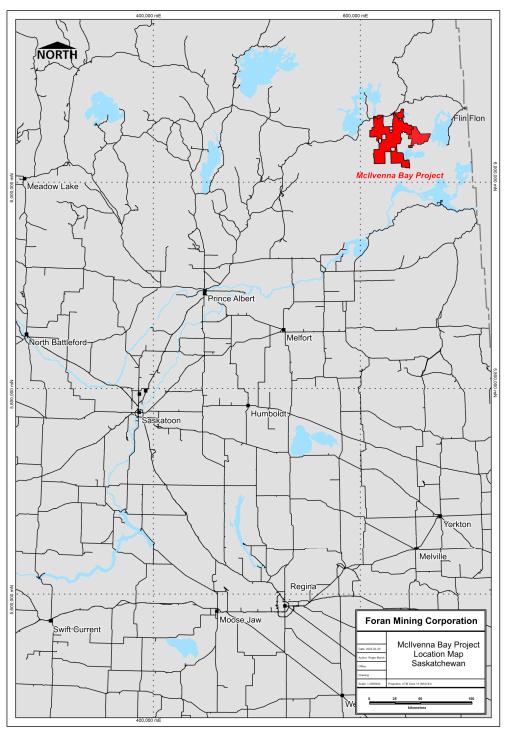
Note: Figure provided by Foran, 2024
Figure 4-1: McIlvenna Bay Project Location Map
| Page 45 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
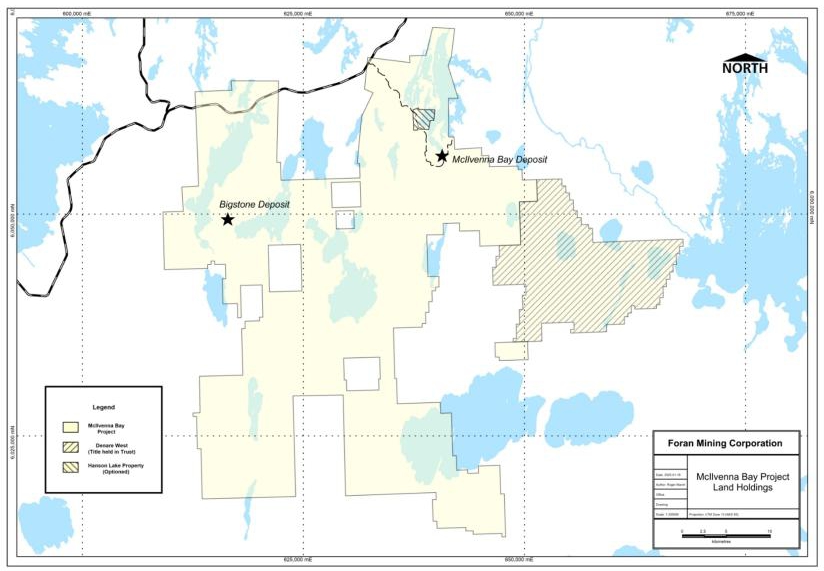
Figure 4-2: McIlvenna Bay Project Property Map
| Page 46 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
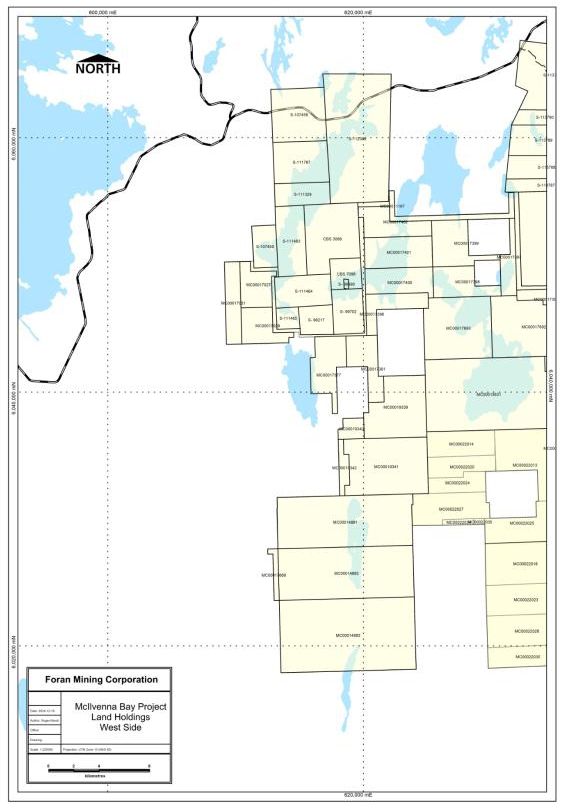
Figure 4-3: Detailed McIlvenna Bay Project Property Map – West Side
| Page 47 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
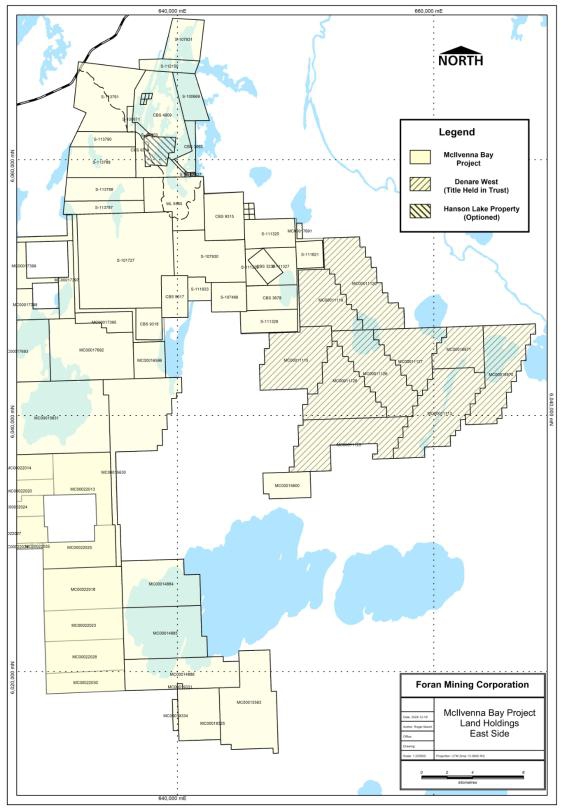
Figure 4-4: Detailed McIlvenna Bay Project Property Map – East Side
| Page 48 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 4-1: Claim Status for the McIlvenna Bay Project
| Project | Disposition No. |
Owners1 | Claim
Staking Date |
Claim
Expiry Date |
Hectares |
| McIlvenna Bay | CBS 3239 | McIlvenna Bay Operating Ltd. | February 16, 1983 | May 16, 2043 | 360 |
| McIlvenna Bay | CBS 3678 | McIlvenna Bay Operating Ltd. | January 30, 1996 | April 29, 2037 | 800 |
| McIlvenna Bay | S-111325 | McIlvenna Bay Operating Ltd. | November 24, 2008 | February 4, 2043 | 895 |
| McIlvenna Bay | S-111326 | McIlvenna Bay Operating Ltd. | November 24, 2008 | February 4, 2043 | 266 |
| McIlvenna Bay | S-111327 | McIlvenna Bay Operating Ltd. | November 24, 2008 | February 4, 2043 | 527 |
| McIlvenna Bay | S-111328 | McIlvenna Bay Operating Ltd. | November 24, 2008 | February 4, 2035 | 775 |
| McIlvenna Bay | S-111821 | McIlvenna Bay Operating Ltd. | August 30, 2010 | October 27, 2041 | 443 |
| McIlvenna Bay | MC00017691 | McIlvenna Bay Operating Ltd. | October 6, 2023 | January 4, 2027 | 51.786 |
| McIlvenna Bay | CBS 3089 | McIlvenna Bay Operating Ltd. | June 20, 1980 | September 17, 2042 | 1943 |
| McIlvenna Bay | CBS 7098 | McIlvenna Bay Operating Ltd. | April 25, 1980 | July 23, 2042 | 550 |
| McIlvenna Bay | S- 96217 | McIlvenna Bay Operating Ltd. | June 20, 1991 | September 17, 2045 | 595 |
| McIlvenna Bay | S- 99690 | McIlvenna Bay Operating Ltd. | February 3, 1994 | May 3, 2043 | 28 |
| McIlvenna Bay | S- 99702 | McIlvenna Bay Operating Ltd. | March 4, 1991 | June 1, 2034 | 900 |
| McIlvenna Bay | S-107458 | McIlvenna Bay Operating Ltd. | September 21, 2004 | December 19, 2033 | 1708 |
| McIlvenna Bay | S-107459 | McIlvenna Bay Operating Ltd. | September 21, 2004 | December 19, 2030 | 627 |
| McIlvenna Bay | S-111329 | McIlvenna Bay Operating Ltd. | November 24, 2008 | February 4, 2032 | 760 |
| McIlvenna Bay | S-111463 | McIlvenna Bay Operating Ltd. | November 24, 2008 | February 4, 2043 | 1251 |
| McIlvenna Bay | S-111464 | McIlvenna Bay Operating Ltd. | November 24, 2008 | February 4, 2043 | 1075 |
| McIlvenna Bay | S-111465 | McIlvenna Bay Operating Ltd. | November 24, 2008 | February 4, 2034 | 298 |
| McIlvenna Bay | S-111787 | McIlvenna Bay Operating Ltd. | July 26, 2010 | September 22, 2032 | 1391 |
| McIlvenna Bay | S-112388 | McIlvenna Bay Operating Ltd. | April 27, 2012 | June 6, 2042 | 4991 |
| McIlvenna Bay | MC00017027 | McIlvenna Bay Operating Ltd. | March 7, 2023 | June 5, 2034 | 778.561 |
| McIlvenna Bay | MC00017029 | McIlvenna Bay Operating Ltd. | March 7, 2023 | June 5, 2034 | 813.965 |
| McIlvenna Bay | MC00017031 | McIlvenna Bay Operating Ltd. | March 7, 2023 | June 5, 2034 | 781.919 |
| McIlvenna Bay | MC00017396 | McIlvenna Bay Operating Ltd. | June 29, 2023 | September 27, 2044 | 765.991 |
| McIlvenna Bay | MC00017400 | McIlvenna Bay Operating Ltd. | June 29, 2023 | September 27, 2037 | 1086.045 |
| Page 49 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Project | Disposition No. |
Owners1 | Claim
Staking Date |
Claim
Expiry Date |
Hectares |
| McIlvenna Bay | MC00017401 | McIlvenna Bay Operating Ltd. | June 29, 2023 | September 27, 2044 | 1291.886 |
| McIlvenna Bay | MC00017402 | McIlvenna Bay Operating Ltd. | June 29, 2023 | September 27, 2044 | 924.948 |
| McIlvenna Bay | MC00017361 | McIlvenna Bay Operating Ltd. | June 21, 2023 | September 19, 2044 | 914.221 |
| McIlvenna Bay | MC00017377 | McIlvenna Bay Operating Ltd. | June 21, 2023 | September 19, 2044 | 1103.834 |
| McIlvenna Bay | MC00014884 | McIlvenna Bay Operating Ltd. | June 15, 2021 | September 13, 2044 | 2080.822 |
| McIlvenna Bay | MC00014885 | McIlvenna Bay Operating Ltd. | June 15, 2021 | September 13, 2044 | 2531.166 |
| McIlvenna Bay | MC00014886 | McIlvenna Bay Operating Ltd. | June 15, 2021 | September 13, 2044 | 2113.064 |
| McIlvenna Bay | MC00015583 | McIlvenna Bay Operating Ltd. | October 15, 2021 | January 13, 2045 | 2818.957 |
| McIlvenna Bay | MC00019325 | McIlvenna Bay Operating Ltd. | August 13, 2024 | November 11, 2026 | 1315.8694 |
| McIlvenna Bay | MC00019331 | McIlvenna Bay Operating Ltd. | August 13, 2024 | November 11, 2026 | 16.964 |
| McIlvenna Bay | MC00019334 | McIlvenna Bay Operating Ltd. | August 13, 2024 | November 11, 2026 | 102.683 |
| McIlvenna Bay | MC00019339 | McIlvenna Bay Operating Ltd. | June 14, 2021 | September 12, 2043 | 2020.513 |
| McIlvenna Bay | MC00019340 | McIlvenna Bay Operating Ltd. | June 14, 2021 | September 12, 2043 | 298.595 |
| McIlvenna Bay | MC00019341 | McIlvenna Bay Operating Ltd. | June 14, 2021 | September 12, 2044 | 2808.267 |
| McIlvenna Bay | MC00019342 | McIlvenna Bay Operating Ltd. | June 14, 2021 | September 12, 2043 | 277.647 |
| McIlvenna Bay | MC00014881 | McIlvenna Bay Operating Ltd. | June 14, 2021 | September 12, 2042 | 4349.797 |
| McIlvenna Bay | MC00014882 | McIlvenna Bay Operating Ltd. | June 14, 2021 | September 12, 2042 | 4270.958 |
| McIlvenna Bay | MC00014883 | McIlvenna Bay Operating Ltd. | June 14, 2021 | September 12, 2041 | 5998.447 |
| McIlvenna Bay | MC00017669 | McIlvenna Bay Operating Ltd. | September 22, 2023 | December 21, 2027 | 178.201 |
| McIlvenna Bay | MC00015630 | McIlvenna Bay Operating Ltd. | October 25, 2021 | January 23, 2031 | 3107.485 |
| McIlvenna Bay | MC00015631 | McIlvenna Bay Operating Ltd. | October 25, 2021 | January 23, 2043 | 5508.142 |
| McIlvenna Bay | MC00016596 | McIlvenna Bay Operating Ltd. | January 12, 2023 | April 12, 2041 | 696.846 |
| McIlvenna Bay | S-107466 | McIlvenna Bay Operating Ltd. | November 18, 2004 | February 15, 2038 | 644 |
| McIlvenna Bay | S-107930 | McIlvenna Bay Operating Ltd. | December 21, 2004 | March 20, 2043 | 1921 |
| McIlvenna Bay | ML 5560 | McIlvenna Bay Operating Ltd. | September 5, 2024 | December 4, 2034 | 1638.256 |
| McIlvenna Bay | CBS 3692 | McIlvenna Bay Operating Ltd. | June 20, 1989 | September 17, 2042 | 350 |
| McIlvenna Bay | CBS 4909 | McIlvenna Bay Operating Ltd. | April 14, 1977 | July 12, 2035 | 1773 |
| Page 50 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Project | Disposition No. |
Owners1 | Claim
Staking Date |
Claim
Expiry Date |
Hectares |
| McIlvenna Bay | CBS 9314 | McIlvenna Bay Operating Ltd. | December 1, 1976 | February 28, 2034 | 595 |
| McIlvenna Bay | CBS 9315 | McIlvenna Bay Operating Ltd. | December 1, 1976 | February 28, 2046 | 1170 |
| McIlvenna Bay | CBS 9317 | McIlvenna Bay Operating Ltd. | December 1, 1976 | February 28, 2036 | 670 |
| McIlvenna Bay | CBS 9318 | McIlvenna Bay Operating Ltd. | December 1, 1976 | February 28, 2032 | 500 |
| McIlvenna Bay | S- 95733 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95734 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95735 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95736 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95737 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95740 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2040 | 16 |
| McIlvenna Bay | S- 95741 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95742 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95743 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95744 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 95745 | McIlvenna Bay Operating Ltd. | May 1, 1978 | July 29, 2033 | 16 |
| McIlvenna Bay | S- 97903 | McIlvenna Bay Operating Ltd. | June 12, 1990 | September 9, 2033 | 16 |
| McIlvenna Bay | S- 98827 | McIlvenna Bay Operating Ltd. | April 7, 1986 | July 5, 2033 | 16 |
| McIlvenna Bay | S- 98828 | McIlvenna Bay Operating Ltd. | April 7, 1986 | July 5, 2042 | 16 |
| McIlvenna Bay | S-100669 | McIlvenna Bay Operating Ltd. | April 24, 1989 | July 22, 2032 | 608 |
| McIlvenna Bay | S-100671 | McIlvenna Bay Operating Ltd. | October 19, 1989 | January 16, 2032 | 100 |
| McIlvenna Bay | S-101727 | McIlvenna Bay Operating Ltd. | January 8, 1991 | April 6, 2032 | 5316 |
| McIlvenna Bay | S-107931 | McIlvenna Bay Operating Ltd. | June 28, 2006 | September 9, 2034 | 859 |
| McIlvenna Bay | S-111933 | McIlvenna Bay Operating Ltd. | May 3, 2011 | June 18, 2031 | 319 |
| McIlvenna Bay | S-112150 | McIlvenna Bay Operating Ltd. | May 3, 2011 | June 18, 2036 | 434 |
| McIlvenna Bay | S-113787 | McIlvenna Bay Operating Ltd. | May 3, 2011 | June 18, 2042 | 624.66 |
| McIlvenna Bay | S-113788 | McIlvenna Bay Operating Ltd. | May 3, 2011 | June 18, 2035 | 1107.293 |
| McIlvenna Bay | S-113789 | McIlvenna Bay Operating Ltd. | May 3, 2011 | June 18, 2034 | 1261.646 |
| Page 51 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Project | Disposition No. |
Owners1 | Claim
Staking Date |
Claim
Expiry Date |
Hectares |
| McIlvenna Bay | S-113790 | McIlvenna Bay Operating Ltd. | May 3, 2011 | June 18, 2034 | 571.124 |
| McIlvenna Bay | S-113791 | McIlvenna Bay Operating Ltd. | May 3, 2011 | June 18, 2031 | 2255.55 |
| McIlvenna Bay | MC00011167 | McIlvenna Bay Operating Ltd. | May 28, 2018 | August 26, 2045 | 543.246 |
| McIlvenna Bay | MC00017395 | McIlvenna Bay Operating Ltd. | June 29, 2023 | September 27, 2045 | 548.184 |
| McIlvenna Bay | MC00017397 | McIlvenna Bay Operating Ltd. | June 29, 2023 | September 27, 2044 | 517.111 |
| McIlvenna Bay | MC00017398 | McIlvenna Bay Operating Ltd. | June 29, 2023 | September 27, 2044 | 960.805 |
| McIlvenna Bay | MC00017399 | McIlvenna Bay Operating Ltd. | June 29, 2023 | September 27, 2037 | 1147.717 |
| McIlvenna Bay | MC00017692 | McIlvenna Bay Operating Ltd. | October 6, 2023 | January 4, 2035 | 2802.846 |
| McIlvenna Bay | MC00017693 | McIlvenna Bay Operating Ltd. | October 6, 2023 | January 4, 2034 | 2534.493 |
| McIlvenna Bay | MC00015600 | McIlvenna Bay Operating Ltd. | October 19, 2021 | January 17, 2045 | 733.401 |
| McIlvenna Bay | MC00022018 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 1973.402 |
| McIlvenna Bay | MC00022023 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 1471.768 |
| McIlvenna Bay | MC00022028 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 1484.818 |
| McIlvenna Bay | MC00022030 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 994.41 |
| McIlvenna Bay | MC00022013 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 1759.956 |
| McIlvenna Bay | MC00022014 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 1067.224 |
| McIlvenna Bay | MC00022020 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 766.541 |
| McIlvenna Bay | MC00022024 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 609.102 |
| McIlvenna Bay | MC00022025 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 1355.772 |
| McIlvenna Bay | MC00022027 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 1335.583 |
| McIlvenna Bay | MC00022034 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 98.305 |
| McIlvenna Bay | MC00022035 | McIlvenna Bay Operating Ltd. | December 11, 2024 | March 11, 2027 | 32.231 |
| McIlvenna Bay (Denare West Option) | MC00011113 | McIlvenna Bay Operating Ltd. | May 22, 2018 | August 20, 2028 | 2793.052 |
| McIlvenna Bay (Denare West Option) | MC00011115 | McIlvenna Bay Operating Ltd. | May 22, 2018 | August 20, 2028 | 2292.488 |
| McIlvenna Bay (Denare West Option) | MC00011119 | McIlvenna Bay Operating Ltd. | May 22, 2018 | August 20, 2027 | 1715.529 |
| McIlvenna Bay (Denare West Option) | MC00011120 | McIlvenna Bay Operating Ltd. | May 22, 2018 | August 20, 2029 | 2437.839 |
| McIlvenna Bay (Denare West Option) | MC00011125 | McIlvenna Bay Operating Ltd. | May 22, 2018 | August 20, 2028 | 2432.969 |
| Page 52 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Project | Disposition No. |
Owners1 | Claim
Staking Date |
Claim
Expiry Date |
Hectares |
| McIlvenna Bay (Denare West Option) | MC00011126 | McIlvenna Bay Operating Ltd. | May 22, 2018 | August 20, 2028 | 2148.132 |
| McIlvenna Bay (Denare West Option) | MC00011127 | McIlvenna Bay Operating Ltd. | May 22, 2018 | August 20, 2028 | 1652.358 |
| McIlvenna Bay (Denare West Option) | MC00011128 | McIlvenna Bay Operating Ltd. | May 22, 2018 | August 20, 2028 | 2144.687 |
| McIlvenna Bay (Denare West Option) | MC00016970 | McIlvenna Bay Operating Ltd. | February 17, 2023 | May 18, 2027 | 2261.839 |
| McIlvenna Bay (Denare West Option) | MC00016971 | McIlvenna Bay Operating Ltd. | February 17, 2023 | May 18, 2027 | 1187.196 |
| McIlvenna Bay (Hanson Lake Option) | S-106615 | Voyageur Mineral Explorers Corp. | April 8, 2005 | July 6, 2042 | 4510.292 |
| Total: | 113 Claims | 140,445 |
| 4.2.2 | Property Agreements |
Many of the claims that comprise the Project have been staked directly by Foran, so there are no underlying agreements pertaining to such claims. Some of the older claims in the area surrounding both the McIlvenna Bay Deposit, Bigstone Deposit, and other prospective exploration targets were acquired through third-party agreements. Details on the various agreements in respect of properties that are now included in the Project area are provided in Table 4-2. The Denare West claims are held in trust by MBO and may be acquired through the exercise of the option held by MBO pursuant to the Purepoint Option Agreement, as discussed in Section 1.
| Page 53 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 4-2: Summary of Historic Property Agreements
| Property Name | Agreement Date | Vendor | Consideration | Foran Ownership |
Royalties | Comments |
| McIlvenna Bay | Jan 24, 2005 | Cameco Corporation / Billiton Metals Canda Inc. | 100% | 1% Net Smelter Return (NSR) | Initial Option payment made by Copper Reef Mines Ltd. (see next row). The 1% NSR royalty was purchased by Foran under the terms of the original agreement and extinguished. | |
| McIlvenna Bay | Jan 24, 2005 | Copper Reef Mines Ltd. | $1.5M cash (paid by Copper Reef to Cameco / Billiton by Copper Reef Mines Ltd. to acquire Option) | 100% | As noted above | Option agreement assigned to Copper Reef Mines to acquire 100% interest. |
| McIlvenna Bay | May 22, 2006 | Copper Reef Mines Ltd. | $2.0M cash and $3.0M in Foran common shares (paid by Foran to Cameco / Billiton to complete option) | 75% | As noted above | 100% interest obtained from Cameco / Billiton and 75% / 25% joint venture (JV) formed between Foran and Copper Reef. |
| McIlvenna Bay | Nov 17, 2010 | Copper Reef Mines Ltd. | Exchange of cash and properties | 100% | $0.75 net tonnage royalty to Copper Reef | Property became 100% Foran owned subject to royalties |
| Bigstone | Nov 17, 2003 | Aur Resources Inc. | Payment of 900,000 common shares of Foran to Aur Resources Inc. | 65% | 2% NSR / 6% Net Profits Interest (NPI) | Acquistion included Bigstone, Balsam and Hanson properties. Bigstone held as a 65% / 35% JV with Cameco Corporation |
| Bigstone | Feb. 24, 2012 | Cameco Corporation | $50,000 cash | 100% | As noted above | 100% Foran, subject to a Back-in right to Teck |
| Bigstone | Dec. 12, 2013 | Thundermin Resources Inc. | 100,000 common shares of Foran and $50,000 cash | 2% NSR | 6% NPI royalty extinguished (2% NSR remains) | |
| Bigstone | Oct. 3, 2014 | Teck Resources Ltd. | 1,000,000 common shares and share purchase warrants of Foran | As noted above | Back-in rights extinguished | |
| Balsam | Nov 17, 2003 | Aur Resources Inc. | Balsam property was Included in the Aur purchase agreement described for Bigstone above | 50% | 2% NSR / 6% NPI | 50% / 50% JV with Troymin Resources Ltd. (Troymin subsequently became Virgina Energy) |
| Page 54 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Property Name | Agreement Date | Vendor | Consideration | Foran Ownership |
Royalties | Comments |
| Balsam | Nov 11, 2011 | Virgina Energy Resources Inc. | $100,000 cash | 100% | As noted above | 100% Foran, subject to a Back-in right to Teck |
| Balsam | Dec. 12, 2013 | Thundermin Resources Inc. | Balsam property was included in the Thundermin royalty purchase agreement described above for Bigstone | 2% NSR | 6% NPI royalty extinguished | |
| Balsam | Oct. 3, 2014 | Teck Resources Ltd. | Balsam property was included in the Teck Resources Back-in purchase agreement described above for Bigstone | As noted above | Back-in rights extinguished | |
| Hanson | Nov 17, 2003 | Aur Resources Inc. | Hanson property was Included in the Aur purchase agreement described for Bigstone above | 100% | 2% NSR / 6% NPI | 100% Foran, subject to a Back-in right to Teck |
| Hanson | Dec. 12, 2013 | Thundermin Resources Inc. | Hanson property was included in the Thundermin royalty purchase agreement described above for Bigstone | 2% NSR | 6% NPI royalty extinguished | |
| Hanson | Oct. 3, 2014 | Teck Resources Ltd. | Hanson property was included in the Teck Resources Back-in purchase agreement described above for Bigstone | As noted above | Back-in rights extinguished |
| Page 55 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 4.2.2.1 | Denare West Property |
On November 20, 2023, MBO entered the Purepoint Option Agreement with Purepoint, pursuant to which Purepoint granted MBO the option to acquire up to 100% beneficial interest in Purepoint's Denare West Property in stages. The Denare West Property is located in east-central Saskatchewan, approximately 55 km west-southwest of Flin Flon, Manitoba and is adjacent to and on trend with the Project.
Pursuant to the Option Agreement,
| · | MBO was granted the first earn-in option (the First Earn-in Option) to acquire a 51% beneficial interest in the Denare West Property by incurring a total of $3.0M in certain exploration expenditures (Expenditures) on the Denare West Property over a period of up to four years from the effective date of the Option Agreement (the First Expenditure Period). |
| · | Following the exercise of the First Earn-in Option, Foran will have a second earn-in option (the Second Earn-in Option) to acquire an additional 29% beneficial interest in the Denare West Property by incurring a total of $6.0M in Expenditures on the Denare West Property during the period of up to six years from the effective date of the Option Agreement, which amount includes the Expenditures incurred during the First Expenditure Period. |
| · | Following the exercise of the Second Earn-in Option, Foran will have the final option to acquire the remaining legal and beneficial right, title and interest in the Denare West Property by making a payment in the amount of $10.0M (the Final Purchase Option Price) to Purepoint and granting a 2% NSR royalty to Purepoint. |
Foran has a multi-stage option to buy back the NSR royalty from Purepoint. Initially, Foran can repurchase 1% Net Smelter Return (NSR) royalty for $1.0M (the First Royalty Option) at any time before deciding to operate a mine commercially on the Denare West Property. Following this, subject to exercising the First Royalty Option and after 60 months of NSR payments, Foran has the option (the Second Royalty Option) to buy an additional 0.5% NSR for another $1.0M. Finally, after 120 months of NSR payments and exercising the Second Royalty Option, Foran can acquire the remaining 0.5% NSR for $1.0M (the Final Royalty Option Price).
Subject to the stock exchange approval and satisfaction of certain other conditions set out in the Option Agreement, Foran may pay the Final Purchase Option Price, the First Royalty Option Price, the Second Royalty Option Price and the Final Royalty Option Price by issuing common shares (Foran Shares) to Purepoint at a deemed price per share that is equal to the 20-trading day volume weighted average price of Foran Shares immediately preceding the date of the notice of exercise of the applicable option.
At the end of the earn-in phases, if Foran does not elect to acquire Purepoint's remaining interest in the Property, Foran and Purepoint will form a joint venture whereby Foran will fund all operations of the Joint Venture until a pre-feasibility study (PFS) is completed with respect to the Denare West Property.
| 4.2.2.2 | Hanson Lake Property |
On November 26, 2024 Foran Mining Corporation entered into an Option Agreement with Voyageur to acquire a 100% interest in Voyageur’s Hanson Lake property (“Property”), located in east-central Saskatchewan, approximately 65 km west-southwest of Flin Flon, Manitoba. The Property lies approximately 3 km north of Foran’s McIlvenna Bay Deposit and the Tesla Zone along a prospective geological trend that has been of longstanding interest to the Company.
| Page 56 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Under the terms of the agreement, Foran made an initial payment of $1.0M in common shares to Voyageur. Foran now has five years to explore the Hanson Lake Property, with no minimum spending requirement, and hold the option to acquire 100% of the Property for a one-time payment of $10.0M, in cash or common shares at Foran’s election, during this period.
If the option is exercised by Foran, Voyageur will retain a 2.0% NSR royalty, in respect of the Hanson Lake Property. At any point prior to a construction decision regarding any potential development of the Hanson Lake Property, Foran may buy back 50% of the NSR for $1.0M and an additional 25% after 54 months of production for a further $1.0M, after which Voyageur will retain a 0.5% NSR royalty.
| 4.3 | Mining Rights in Saskatchewan |
Overall regulation of tenure over Mineral Resources in Saskatchewan is conducted under the Crown Minerals Act. The disposition of mineral tenures in Saskatchewan, where mineral tenures comprise claims, permits, and leases, is administered by the Mineral, Lands, and Policy Division of the Ministry of the Economy. Claims on open Crown land, not otherwise reserved from staking, can be applied for via an online facility called the Mineral Administration Registry Saskatchewan (MARS). Dispositions acquired before the implementation of MARS are termed “legacy” dispositions, and these are allowed to be held as is until they have been canceled, surrendered, or otherwise terminated.
Mineral Permits are conveyed for a two-year non-renewable term and may range from 10,000 ha to 50,000 ha in size. The boundary of the area claimed must be configured such that the length is no more than six times the width. They require the posting of a $30,000 performance bond and expenditures of at least $5.25 per ha over the two-year term of the permit. The bond is refunded when the holder of the permit has complied with the expenditure requirements. All or part of a permit may be converted to a Mineral Claim.
Mineral Claims are smaller but may be maintained for a longer period than a Mineral Permit. Claims may range from 16 ha to 6,000 ha in size, with dimensions such that the length must not exceed six times the width. The term of the tenure is one year, which is renewable upon exploration expenditures according to the following schedule:
| · | Years 2-10: $15/ha. |
| · | Thereafter: $25/ha. |
Most of the Mineral Claims that comprise the McIlvenna Bay Property have been in existence for more than 10 years, and most Mineral Claims therefore require $25/ha of exploration expenditures to be kept in good standing. Foran has completed significant exploration work in the McIlvenna Bay area since taking ownership in 1998 and Foran has built up a significant pool of exploration credits that can be used to maintain the Mineral Claims in good standing when exploration is not occurring.
| Page 57 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Both Permits and Claims grant the exclusive right to explore Crown lands, but not the right to remove minerals from the tenure, except for the following activities:
| · | Assaying and testing. |
| · | Metallurgical, mineralogical, or other scientific studies. |
| · | Bulk sampling may be conducted, although any minerals recovered in the program remain the property of the Crown. |
For mineral production from Crown Lands a Mineral Lease is required. A Mineral Lease grants the holder the exclusive right to explore for, mine, work, recover, procure, remove, carry away, and dispose of any Crown minerals that are subject to these regulations within the lease lands. A holder of a Mineral Claim that is in good standing may apply to convert a Mineral Claim to a Mineral Lease. The term of a Lease is for a renewable 10-year period. During the period of a Lease, the holder pays annual rental fees of $10/ha. Expenditure requirements to keep the lease in good standing escalate over the term of the lease with the following schedule:
| · | Years 1-10: $25/ha. |
| · | Years 11-20: $50/ha. |
| · | Years 21 to the end of the lease: $75/ha. |
| · | Expenditure requirements cease once mining operations from the Lease are underway. |
| 4.4 | Permitting, Environmental, and Surface Rights |
| 4.4.1 | Permitting and Surface Rights |
The McIlvenna Bay Project is located on Crown lands. In particular, the McIlvenna Bay Deposit is located in an area that has been subject to previous mining and industrial activity, including a former silica sand mine and mineral exploration. Foran, as the Lessee, currently holds various industrial leases, miscellaneous use permits, and crown work authorizations within the lease area that will be surrendered upon issuance of the new lease. These include Industrial Leases 105805, 01040632, and 0103401; Industrial Easement 0105740; and Crown Work Authorizations 23-12-00030, 23-12-00022, 23-12-00029, and 23-12-00061.
The former silica sand quarrying operation near McIlvenna Bay ceased operations in 2014. The site has subsequently been reclaimed and Foran has purchased five quarry dispositions that overlap the McIlvenna Bay Deposit. Some additional quarry staking took place west and northwest of McIlvenna Bay in January and February 2012. On December 8, 2012, the Saskatchewan Ministry of Energy and Resources placed Crown Reserve (CR) #965 over McIlvenna Bay, which restricts additional quarry staking in the deposit area. Subsequently, the quarry disposition regulations were amended by the Saskatchewan Government to remove areas of existing mineral tenure from availability for the granting of new dispositions.
Foran reports that, with the purchase of the overlapping quarry dispositions, the establishment of the Crown Reserve, and changes to the quarry disposition staking regulations by the Saskatchewan Government, the potential land-use conflict between the development of the McIlvenna Bay Deposit and quarrying operations has been effectively addressed. The overlapping quarry dispositions were purchased from Preferred Sands on December 22, 2014.
| Page 58 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Surface rights for the McIlvenna Bay property are retained by the Saskatchewan government and are subject to potential further Industrial Licences and permits, should Foran’s footprint need to be expanded on the McIlvenna Bay property.
| 4.4.2 | Social, Community and Land Claims |
The closest large communities to the Project are Creighton, Saskatchewan and Flin Flon, Manitoba. Creighton and Flin Flon have a combined population of approximately 6,143 residents, with 1,203 in Creighton and 4,940 living in Flin Flon (StatsCan 2021). The economy of the area is primarily based on copper and zinc mining, with additional contributions from tourism and forestry.
HudBay Minerals Inc. (HudBay) operates several mines in the Flin Flon / Snow Lake areas and previously operated a mill and a zinc processing plant in Flin Flon. The processing plant in Flin Flon was shut down in May 2022, followed by the mill and 777 mine in June 2022 (Westerhaver 2022). Some employees were transferred to other Snow Lake operations while other employees remained to manage the tailings facility on a care and maintenance schedule. Some administration buildings also remain open and operational. Due to these events, there is a trained workforce potentially available should Foran proceed with developing the Project.
McIlvenna Bay lies within the traditional territory of the Peter Ballantyne Cree Nation (PBCN). As of 2019, the PBCN had approximately 12,000 members (PBCN n.d.) living on more than 36 reserves and/or settlements. The PBCN’s traditional territory encompasses roughly 52,000 km2, from the Saskatchewan / Manitoba border west to the west end of Trade Lake, north to Reindeer Lake, and south to Sturgeon Landing.
The Project is located approximately 55 km southeast of the settlement of Deschambault Lake and approximately 100 km west of the community of Denare Beach. Approximately 1,500 PBCN members reside in these communities. The isolated nature of these communities creates special challenges for PBCN members working to strengthen their local economies and personal economic well-being.
Foran has conducted consultation sessions for the Project in the nearby communities. Foran also initiated a Traditional Land Use / Knowledge Inventory Study, which was completed by ASKI Resource Management and Environmental Services in 2012 (ASKI 2012). During the study, surveyed members of the PBCN communities clearly articulated their continuing reliance on large game, fish and waterfowl, and innumerable plant species to provide for the physical, social, and spiritual needs of the boreal forest inhabitants.
On July 17, 2023, Foran and PBCN announced the signing of a Collaboration Agreement between PBCN and MBO. The agreement embedded a commitment to sustainable growth and future prosperity, underpinned by principles of mutual respect and a dedication to fostering longevity across generations. Conceived through a collaborative endeavor, this agreement emphasizes education, paving the way for comprehensive upliftment of the PBCN community. By facilitating diverse training avenues, it aims to stimulate employment and business opportunities for PBCN members. Beyond these pillars, the agreement extends thoughtfully designed financial and economic benefits to further empower the PBCN community.
| Page 59 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 4.4.3 | Environmental |
The Project lies in the Boreal Plain Ecozone on the boundary of two ecoregions: The Namew Lake Upland landscape area of the Mid-Boreal Lowland Ecoregion, and the Flin Flon Plain landscape area of the Churchill River Upland Ecoregion. The boundary between these two ecoregions passes through McIlvenna Bay on Hanson Lake, such that the northern part of the study area lies in the Churchill River Upland, and the southern part lies in the Mid-Boreal Lowland.
The Namew Lake Upland landscape area of the Mid-Boreal Lowland Ecoregion is characterized by a gently-undulating to nearly-level landscape, featuring deciduous and coniferous forests and numerous wetlands. Vegetation is influenced by landscape and soil types. Peatlands, which comprise approximately one third of the ecoregion, typically consist of tamarack and black spruce interspersed with wet meadows.
The Flin Flon Plain landscape area of the Churchill River Upland Ecoregion lies in eastern Saskatchewan’s southernmost stretch of Precambrian Shield. Bedrock predominates in this area, with thin deposits of sandy glacial till or glaciolacustrine silt and clay. Vegetation of the Flin Flon Plain landscape is characterised by mixed-wood forests. Black spruce is the most common tree species, occurring predominantly in poorly drained peaty areas along with tamarack.
Extensive mining and exploration activities associated with other metal and silica sand mining projects have occurred in the Project area, so area does not therefore represent undisturbed baseline conditions. The following are some notable mining activities that have occurred in the Project area:
| · | Exploration of McIlvenna Bay Deposit, which began in 1988 when the deposit was discovered by Cameco and Esso Minerals Canada (Esso). See Sections 6, 9, and 10 for more information regarding exploration and drilling activities in the Project area since the discovery of the McIlvenna Bay Deposit. |
| · | The site of the past-producing Hanson Lake Mine, operated by Western Nuclear Mines Ltd. (Western Nuclear), lies approximately 5 km north of McIlvenna Bay on the western shore of Bertrum Bay. The mine operated between 1966 and 1969, and a natural basin north of the mine site was dammed for tailings containment. Surface flows from the former site currently carry runoff from the tailings area into both Bertrum Bay and Mine Bay. Several remediation efforts have been completed for the Saskatchewan Ministry of Environment (MOE) regarding this abandoned mine. |
| · | A defunct, silica sand mine operated by Preferred Sands is located approximately 3.6 km from McIlvenna Bay. Production from the mine ceased in 2014 and the development area has been reclaimed. This mine was formerly operated by Winn Bay Sand Limited Partnership. Another silica sands project in the area operated by Strong Pine Energy Services (formerly Hanson Lake Sands Company Ltd.) is in the exploration phase. |
| Page 60 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 4.5 | QP Comments |
The QP is not aware of any significant factors or risks besides those discussed in this report that may affect access, title or right or ability to perform work on the property by Foran or any of its contractors. It is the QP’s understanding that further permitting and studies will be required as the Project progresses and that these are detailed elsewhere in this report.
The Project area is large enough to accommodate the necessary infrastructure to support a mining operation. The Project is also located in a mineralized belt that has seen extensive mining over the past century, and the regional infrastructure is well suited to support further mining operations.
| Page 61 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 5 | Accessibility, Climate, Local Resources, Infrastructure & Physiography |
Portions of this section were extracted from previous McIlvenna Bay Project Technical Reports and updated or edited where necessary.
| 5.1 | Accessibility |
The McIlvenna Bay Project is located in east-central Saskatchewan, approximately 65 km (85 km by road) west of Flin Flon, Manitoba. The Project includes the McIlvenna Bay Deposit and adjacent Tesla Zone, along with the Bigstone Deposit located 25 km to the west. The McIlvenna Bay Deposit is located 1 km south of Hanson Lake, Saskatchewan, and 5 km southeast of the defunct Western Nuclear (or Hanson Lake) Mine located on the western shore of Hanson Lake. The McIlvenna Bay site is accessible via an 18 km long all-weather gravel road which connects to Saskatchewan Provincial Highway 106.
The Bigstone Deposit is located between Limestone and Bigstone Lakes, with the northern Project area transected by provincial Highway SK-106. Access to the deposit area is by road, approximately 110 km west on Highway 106 from Flin Flon, Manitoba. Limestone Lake and Bigstone Lake provide access to the southern property area by boat in the summer months or by snowmobile in the winter. Road access to the southern Project area can also be gained by a network of winter roads and trails.
The regional mining towns of Flin Flon, Manitoba / Creighton, Saskatchewan (population 7,100) represent the largest commercial / residential centre in the area. Flin Flon provides a railhead that connects the area to the North American railway system. Electrical power would be available from SaskPower at Creighton and/or Island Falls, Saskatchewan.
In addition to the various highways that connect the towns of Flin Flon, Manitoba / Creighton, Saskatchewan to various other parts of Manitoba and Saskatchewan, Flin Flon has daily commercial flights to and from Winnipeg, Manitoba.
| 5.2 | Climate |
The climate in the Hanson, Bigstone and Limestone Lake areas is continental, with cold winters and moderate to warm summers. The area is classified as having a sub-humid high boreal eco-climate. The mean temperatures are -21°C for January and 18°C for July. Temperature extremes as low as --40°C in the winter and as high as 30°C in the summer can be expected. Annual precipitation averages about 350 mm of rain and 1,450 mm of snow. There are on average 119 frost-free days per year. Lake ice thaws in April and returns in November.
In general, exploration can be conducted on a year-round basis, except for the fall freeze-up and spring break-up periods. Because of the swampy and muskeg ground conditions, most drilling on the property is confined to winter conditions when the ground is frozen and access is available. Mining operations can be conducted on a year-round basis although load limits may be imposed on some highways during the fall freeze-up and spring break-up periods.
| Page 62 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 5.3 | Physiography |
The Project area is located within the Boreal Shield Ecozone and is covered with shield-type boreal forest. Topography is flat lying with occasional sharp dolomite cliffs and ridges up to 20 m high. Soil thickness on the limestone ridges is minimal with occasional rock exposure, and the vegetation is dominated by larger conifer and poplar trees. Below the cliffs are poorly drained muskeg swamps with scattered tamarack and black spruce. Throughout the surrounding area, there are numerous lakes and ponds of various sizes.
McIlvenna Bay of Hanson Lake is at an elevation of approximately 318 m. The base station on the survey grid over the deposit is at an elevation of 325.13 m. The mean elevation in the Bigstone Deposit area is 325 m.
| 5.4 | Local Resources |
The Flin Flon-Creighton area has a mining history dating back to the 1920s. Road and rail access is good. General labour, experienced mining professionals, and a variety of contractors are available in the area. Local communities are generally supportive of mining.
| 5.5 | Infrastructure |
A detailed description of the designed, engineered, and partially constructed McIlvenna Bay Project surface infrastructure, can be found in Section 18 of this report. As of 01 Jan 2025, the following surface infrastructure is constructed and in the progress of being constructed:
| · | Exploration Camp Facility |
| · | Exploration Core Shack and core storage area |
| · | Mine site service roads |
| · | Waste Rock Ore Pad (WROP)– expanded to support life of mine capacity (LOM) |
| · | Temporary Mine Water Treatment Plant (TWTP) |
| · | Containment Pond No. 1 and associated treatment cells |
| · | Portal Access to underground |
| · | Temporary Maintenance Facility |
| · | Partially constructed permanent Surface Maintenance Shop (in progress) |
| · | Underground Mine Laydown area |
| · | Permanent Warehouse Building |
| · | Construction Concrete Batch Plant |
| · | Construction Laydown Area |
| · | Contractor trailer farm and temporary structures to support construction |
| · | Security Gate House and Parking Lot |
| · | Partially constructed Processing Facility (in progress) |
| Page 63 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Fresh Air Raise collar (in progress) |
| · | Permanent and Temporary Mine Camp (418 room capacity) |
| · | Liquid Natural Gas Generation System |
| · | Temporary Aggregate Crushing Facility |
| · | Backfilled quarry area where permanent dry stack tailing storage facility will be constructed |
| · | Fuel Storage |
| · | Communication |
| · | Partially construction Potable Water Treatment Facility |
| · | Partially constructed Sewage Water Treatment System including field bed |
| · | Temporary Mine Dry |
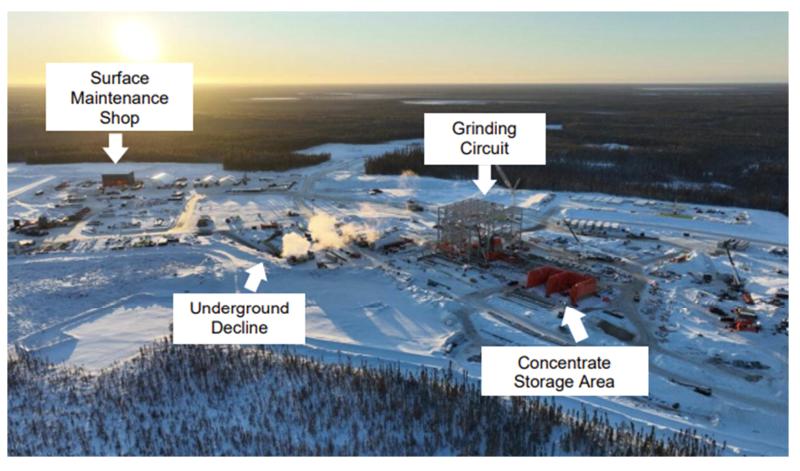
Figure 5-1: Process Plant Looking South
| Page 64 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
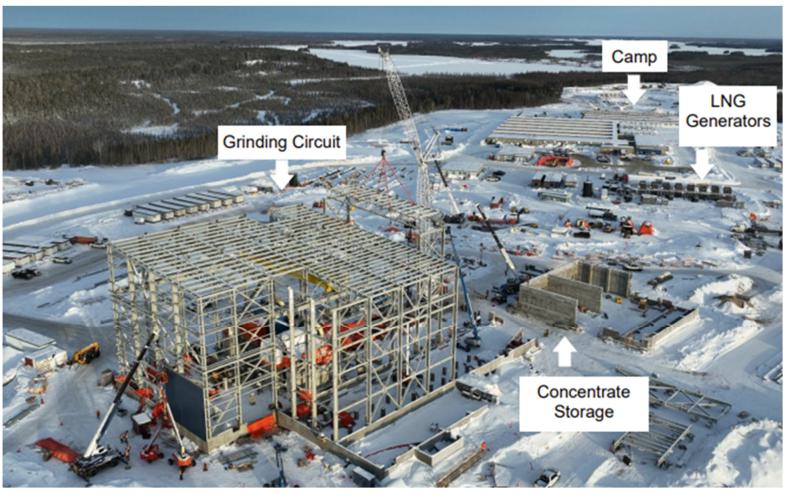
Figure 5-2: Process Plant Looking North

Figure 5-3: Partially Constructed Surface Maintenance Shop
| Page 65 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 6 | History |
Portions of this section were extracted from previous McIlvenna Bay and Bigstone Project Technical Reports and updated or edited where necessary.
| 6.1 | Exploration History Prior to Foran Ownership |
| 6.1.1 | McIlvenna Bay Deposit Area |
In 1957, the Parrex Mining Syndicate (Parrex) tested an electromagnetic (EM) conductor delineated under a small bay on the western side of Hanson Lake and intersected impressive zinc-lead massive sulphide mineralization. This discovery led to the development of the Hanson Lake Mine.
The Hanson Lake Mine operated between 1967 and 1969 and in this time produced 162,200 tons of material averaging 9.99% Zn, 5.83% Pb, 0.51% Cu, and 4.0 oz/t Ag. An undisclosed tonnage of unmined resource exists below the workings of the mine. A natural basin north of the mine site was dammed for tailings containment and tailings runoff originally reported to Bertrum Bay, however surface flows from the former site currently enter both Bertrum Bay and Mine Bay. Several remediation efforts have been completed for the MOE regarding this abandoned mine.
Note: Photograph from Copper Reef Mining Corporation Website, 2019.
Figure 6-1 shows a historical view of the Hanson Lake mine.
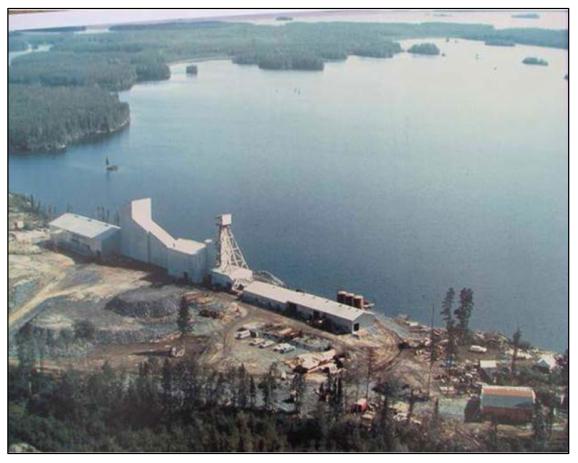
Note: Photograph from Copper Reef Mining Corporation Website, 2019.
Figure 6-1: Historical View of the Hanson Lake Mine
| Page 66 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
In 1976, the Saskatchewan Mining Development Corporation (SMDC), a provincial crown corporation, acquired a large exploration lease centred on Hanson Lake. The permit area covered much of the exposed portion of the Hanson Lake Block and extended several kilometres south of the present McIlvenna Bay Property. In 1977, SMDC flew an Aerodat helicopter-borne EM survey across much of the permit area with lines-oriented east to west.
From 1978 to 1988, the SMDC tested selected Aerodat EM anomalies with ground follow-up exploration programs consisting of grid establishment, geological mapping (in the exposed portions of the belt), and ground geophysical surveys that included Horizontal Loop EM (HLEM), Time-Domain EM (TEM), and Surface Pulse EM surveys. Diamond drilling led to the discovery of three new showings: the Miskat Zone (Cu), the Grid B occurrence (Zn), and the Zinc Zone (Zn).
In 1985, the Granges-Troymin joint venture discovered the Balsam Zone, a Volcanogenic Massive Sulphide volcanogenic massive sulphide (VMS) deposit located under the Paleozoic cover approximately 8 km southeast of Hanson Lake. This prompted the SMDC to re-evaluate its existing airborne EM data between the new discovery and Hanson Lake, resulting in a Mark VI helicopter induced pulse transient (INPUT) survey over the area south of Hanson Lake, with flight lines oriented northeast to southwest. The survey delineated a 1,200 m long INPUT anomaly, striking east to southeast, 1 km south of McIlvenna Bay.
In January 1988, a ground magnetometer and HLEM survey defined the anomaly, and six holes were subsequently drilled into what is now McIlvenna Bay. That same year, the SMDC merged with Eldorado Nuclear Limited and was privatized as the Canadian Mining and Energy Corporation (later Cameco). From 1989 to 1991 an additional 61 drill holes were completed. Of the 56 holes drilled to test the deposit, only 5 failed to intersect economically significant mineralization.
Cameco suspended exploration activities at the McIlvenna Bay property after a corporate decision was made not to explore for base metals. Cameco stopped work on the property in 1991 and the property remained idle until optioned in 1998 by Foran.
| 6.1.2 | Bigstone Deposit Area |
The following exploration work occurred in the Bigstone Deposit Area between 1963 and 1975.
| · | The earliest recorded exploration work in the Bigstone area occurred in 1963 when Selco Mining Corporation (Selco) carried out diamond drilling in 4 holes testing conductors initially identified by an INPUT survey. |
| · | Western Nuclear Mines, Inc. recorded 9 drill logs for work carried out in 1966-1967. |
| · | Rede Exploration Syndicate completed an additional 3 holes in 1966. |
| · | INCO Limited filed 3 drill logs in 1968. |
| · | Hudson Bay Exploration and Development (HBED) completed 34 drill holes between 1971 and 1975 while carrying out extensive geophysical surveys over the mid-portion of the area where the Phanerozoic cover is relatively thin. |
| Page 67 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Freeport Canadian Exploration Company carried out a drill program in 1975 which included 14 holes testing Turam electromagnetic (EM) anomalies. |
Overall, it is believed that at least 67 drill holes were completed in the Bigstone area during the period by several different operators.
Modern exploration began with a regional work by the Bigstone Joint Venture. During the period of 1982 to 1986, the joint venture partners Granges Exploration AB (Granges) and SMDC conducted regional programs starting with targets selected from an old Questor Survey map. They completed airborne EM (AEM) and numerous magnetic surveys, extensive ground magnetic, HLEM, pulse gravity surveys on smaller grid areas throughout the Property, and drilled a total of 208 diamond drill holes for approximately 35,070 m. The Main Zone (now termed the Copper Zone) of the Bigstone deposit was discovered in 1982 with drill hole BS-18. By 1986, Granges had completed 170 diamond drill holes in the Bigstone deposit area. A PhD thesis that studied the mineralizing system was completed on the deposit in 1988 (Adamson, 1988).
In the winter of 1990-1991, Granges re-established some old grids and completed magnetometer surveys, Max-Min surveys, Transient Pulse EM (PEM) surveys, and 17 diamond drill holes for 4,377 m. The holes were subsequently surveyed by Borehole PEM, and in 1992, Granges followed up with four additional diamond drill holes targeting Transient PEM and Borehole PEM anomalies and collected a suite of 36 whole rock samples.
In 1993, the Bigstone Joint Venture completed an additional 14 diamond drill holes for 2,328 m, with drilling focused on acquiring stratigraphic information away from the immediate deposit area. Nine grids were cut and HLEM and magnetometer surveys were completed. In 1994, three additional diamond drill holes were completed targeting EM conductors near the deposit.
In the fall of 1995, Aur Resources Inc. (Aur) acquired Granges’ 50% interest in the Project and became operator. Following the acquisition, the project data was compiled, digitized, and re-interpreted. In 1996, Aur completed eight diamond drill holes for 4,828 m, mostly focused on the Main Zone (Copper Zone) and commenced a re-evaluation of the Main and East Zones. In 1997, Aur completed an additional eight diamond drill holes for 3,526 m, also focused on the Main and East Zones. A magnetic survey was completed over the inferred southern extension of a tonalite body, thought to be related to mineralization in the East Zone, and an induced polarization (IP) survey was conducted over the Main and East Zones.
In 1998, the focus of exploration activities shifted to the broader property with a compilation and re-evaluation- of magnetic and EM data and drill hole data from areas outside of the Main and East Zone areas. This work continued into 1999 and in the fall of that year a test helicopter AEM survey (AeroTEM) was completed covering 54.3 line-kilometres (line-km) over the Main and East Zone areas. The local grid over the deposit was also re-established and 56 line-km of IP, 29.2 line-km of magnetic / HLEM, and 54.4 line-km of time domain EM (TDEM) ground geophysical surveys were completed.
In 2000, Aur drilled nine diamond drill holes encompassing 2,954 m. The drilling focused on testing geophysical anomalies peripheral to the deposit area and follow-up on IP / chargeability highs and/or HLEM or TEM or magnetic highs generated by the 1999 surveys. A new gold occurrence was identified to the west of the Bigstone deposit during the program (Kelsey occurrence) in hole B-00-224, which returned 40.56 g/t Au over one metre. During the summer of 2000 and 2001, several grids were established, and several lines of mobile metal ion (MMI) soil surveys were conducted to test the applicability of the method to identify areas of buried mineralization. In 2001, an additional 48.5 line--km of TEM and magnetometer surveys were also completed.
| Page 68 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
During the winter of 2002, Aur completed an eight-hole, 2,877 m diamond drill program, generally targeting geophysical conductors associated with magnetic highs and completed 53.2 line-km of pulse time domain EM ground geophysical survey over four grids to the north of the Bigstone deposit area. No significant results were returned from the drilling.
Foran purchased Aur’s interest in the Bigstone Joint Venture in 2003.
| 6.2 | Foran Exploration Programs and Studies |
| 6.2.1 | McIlvenna Bay Deposit Area |
On acquisition of the property in 1998, Foran embarked on a diamond drilling program to test new targets and to in-fill the existing drill pattern on the McIlvenna Bay Deposit.
Drilling continued through the winter of 1999-2000 but exploration work on the property ceased after 2000, and the option agreement with the Hanson Lake Joint Venture was allowed to lapse. Foran acquired a new option agreement in 2005 and resumed work.
In early 2007, Foran initiated a surface program followed by a drilling program during the winter of 2007-2008, A number of drill holes failed to intersect the deposit at depth. Subsequently, Foran determined that the holes which missed their targets were drilled at orientations that made it impossible to intersect the deposit at the targeted depths.
During the 2011 winter, Foran conducted a diamond drilling program which was successful in proving the continuity of the Copper Stockwork (CS) Zone.
In 2012, Foran completed a drilling program that was directed at near-surface projections of the deposit to upgrade the classification and extend the known mineralization. Drilling was dominantly completed utilizing HQ-sized core to provide additional material for future metallurgical testwork. Geotechnical and hydrogeological studies were also conducted during the program.
No further exploration / drilling was conducted on the McIlvenna Bay deposit until the winter and summer of 2018. In December 2017, Foran signed a Technical Services Agreement with Glencore Canada Corporation (Glencore) and embarked on a large infill and expansion drill program. Several holes were also completed in 2013, targeting the CS Zone as part of a regionally focused exploration drill program on the property.
In 2018 Foran completed a large two-phase infill and expansion drill program designed to convert a significant portion of the known inferred resource base of the deposit into the Indicated category, so that this material could potentially be available for conversion to reserves as part of the planned prefeasibility study for the deposit. The 2018 infill drill program resulted in a significant expansion in the Indicated resources in the deposit. The 2018 program was combined with a large metallurgical program completed in 2019, which culminated in the completion of a prefeasibility study for the McIlvenna Bay deposit released in 2020.
| Page 69 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Glencore Agreement was allowed to lapse and no further exploration was conducted on the deposit until 2021. During 2021, a large drill program was conducted on the McIlvenna Bay Deposit targeting inferred portions of the resource to convert additional tonnes to the indicated category. During this time, Foran completed step-out drilling designed to expand the deeper parts of the deposit in the up-dip direction as part of the preparations to complete a feasibility study on the deposit. The program was successful in significantly increasing the density of drill holes in the deeper part of the deposit and in expanding the mineralized horizons up-dip along the upper plunge line of the deposit.
Drilling in 2021 continued to define a trend of thicker mineralization in the CS Zone in the area that is often coupled with higher copper grades in the adjacent massive sulphide horizon. The drill program culminated in significant increases in the Indicated portion of the McIlvenna Bay resource and ultimately increases in the deposit reserves, which culminated in the completion of a feasibility study.
Limited drilling has been conducted at McIlvenna Bay following the 2021 exploration drill program. A small program of geotechnical drilling was completed in the deposit area, mainly focused on the proposed portal location that would provide underground access to the McIlvenna Bay Deposit for collection of a bulk sample. The drilling consisted of a series of short vertical diamond drill holes designed to test the flat lying dolomite and sand that overlies the deposit area. Some of these drill holes also acted as a series of shallow water monitoring wells in the area of a proposed surface waste rock storage pad.
Between 2022 and 2023, a series of infill diamond drill holes were completed at the deposit, targeting near surface mineralization that could be scheduled for early production from McIlvenna Bay. The initial three 2022 holes were drilled using NQ diameter holes, while the subsequent 2023 holes completed were drilled using PQ diameter core. The larger diameter core provided additional material for metallurgical sampling and test work that helped refine processing plans for ongoing advanced engineering studies that continued on the deposit as the project advanced towards a production decision.
| 6.2.2 | Tesla Zone |
The Tesla Zone adjacent to the McIlvenna Bay Deposit was first discovered in the winter of 2021, when the results of ground EM surveys were modelled and drill testing of the EM conductors was initiated. This drilling resulted in the discovery of the copper-zinc sulphide mineralization later termed the Tesla Zone. Borehole EM survey data collected from the initial Tesla discovery drill holes were combined with the EM responses from the 2021 ground survey to produce a robust plate model for the new zone. This modelled conductor plate has used to successfully target continued drilling at Tesla, which has significantly expanded the mineralized footprint of the zone.
Since 2021, the Tesla Zone has been the focus of multiple drill programs designed to grow the mineralized footprint. The programs have been conducted both from land and from the ice on Hanson Lake. The Tesla Zone continues to be open in all directions for further expansion.
During 2023, several drill holes also intersected mineralization in the Bridge Zone, the transitional area between Tesla Zone and the McIlvenna Bay Deposit. Additional drilling is necessary to fully understand the relationship between the two areas, but current observations suggest that both the McIlvenna Bay Deposit and the Tesla Zone share many similar stratigraphic characteristics. The two are assumed to have formed contemporaneously, with the Tesla Zone moved into its present location by folding and/or faulting. Limited drilling in the Bridge Zone area has intersected mineralized copper-zinc sulphide horizons in several holes, suggesting that the Bridge Zone may be an important exploration area for future growth
| Page 70 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
A large follow up infill drill program was initiated at the Tesla Zone in early January 2025 with the winter drill program utilizing the frozen ground and the ice on Hanson Lake to access the Tesla area with eight drill rigs.
| 6.2.3 | Bigstone Deposit Area |
In 2007, Foran completed a helicopter-borne versatile time domain EM (VTEM) geophysical survey covering 321.35 line-km over two blocks with an area of 42 km2over a subset of the Bigstone property. Foran completed additional 1,092.2 line-km of VTEM surveying in 2011 to complete the coverage over the remainder of the claim group.
In 2012, Foran purchased the remaining 33.33% interest in the Bigstone Joint Venture from Cameco and became the 100% owner of the Property.
Foran completed four drill holes in 2012 for a total of 1,176 m targeting VTEM conductors and coincident linear aeromagnetic highs identified from the airborne surveys. The drill area was located approximately 9 km north of the Bigstone deposit in an area that was also identified as a priority target for follow-up based on the results of a compilation of historic exploration data.
In 2014, Foran completed a ground based, fixed loop, TDEM survey covering the Bigstone deposit area and the extension of the prospective stratigraphy to the north. A total of 50.45 line-km of surveying was conducted utilizing four 1,000 m by 1,400 m loops. Data was collected over 3.6 km of north-south stratigraphy on lines spaced either 100 m or 200 m apart at station intervals of 50 m.
In 2015, Foran conducted a six-hole, 2,545 m diamond drill program that was focused on the Bigstone deposit. This program was designed to infill the historic deposit to confirm the historic drill results and the current interpretation of the geology.
During the late summer and fall of 2021, a helicopter supported exploration program was conducted on the Bigstone Property, mostly focused on testing the near surface expansion potential of the Bigstone Deposit along strike to the north and south. Several holes were also drilled in the central part of the deposit to tighten up the drill spacing in that area.
Prior to the end of the program, two holes were drilled as an initial test of the Marconi Prospect, located 500 m east of the Bigstone Deposit, to follow up on historic copper mineralization identified by previous operators. One drill hole was also completed targeting a nearby EM conductor to the south of Bigstone Zone called Babbage.
The 2021 drill program was focused on testing the expansion potential of the known mineralization at the Bigstone Deposit. Drilling in the central part of the deposit was successful in intersecting new mineralization in several holes, which have likely expanded the boundaries of the mineralization incrementally in the central part of the Deposit and results continue to indicate that the mineralized zones remain open at depth for further growth. However, the step out drilling completed along strike, appears to suggest that there is limited potential to expand the resources significantly to the north and south, at least near surface.
| Page 71 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Initial drilling at the Marconi Prospect appears to confirm that the contact area between the overlying volcanics and the intrusive quartz porphyry and granodiorite units is the focus of mineralization. These results match the interpretation from the historic drilling and this area of interest is coincident with the identified geophysical anomalies and conductor trends.
Another helicopter supported drill program continued drill testing primarily of the Marconi Prospect during the 2022 summer. The program followed up on the initial drilling completed in 2021 at the Marconi Prospect and focused on further drill testing of the geophysical anomalies (magnetic and EM) associated with a zone of historic anomalous copper mineralization.
Drilling at the Marconi Prospect indicates limited potential to develop any significant zones of economic copper mineralization unless a chemical and/or structural trap area can be identified with higher copper concentrations. The limited drilling at the Hooke target has not yet explained the source of the identified EM conductor and other geophysical anomalies.
| 6.3 | Historical Resource and Reserve Estimations |
Prior to the McIlvenna Bay Property being originally optioned by Foran in 1998, there were no Mineral Resource or Reserve estimations conducted on the property. Prior to this Technical Report, Foran has issued NI 43-101 Technical Reports containing mineral resource estimates for the McIlvenna Bay Project.
There were also several historic internal resource estimates completed for the Bigstone deposit by both Granges and SMDC (Cameco) in the mid to late 1980s.
The previous estimates for the McIlvenna Bay Property and Bigstone deposit will not be discussed further in this Technical Report and the QPs for this report have not reviewed any of the previous mineral resource estimates or assessed them for compliance with current CIM Definition Standards. Foran is not relying on the previous resource estimates which are superseded by the current estimates contained in Section 14 of this Technical Report.
| 6.4 | Production from the McIlvenna Bay and Bigstone Projects |
There has been no mineral production from either the McIlvenna Bay or the Bigstone Projects as related to the base and precious metal mineralization which Foran has been exploring and drilling.
There was a silica (fracking) sand quarrying operation near McIlvenna Bay and there are quarry dispositions that overlap Foran mineral claims. Those overlapping quarry dispositions were acquired by Foran from the owner when the sand quarry ceased operation in 2014.The quarrying operations are currently shutdown and the site has been reclaimed.
| Page 72 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 7 | Geological Setting and Mineralization |
Portions of this section were extracted from previous McIlvenna Bay and Bigstone Project Technical Reports and updated or edited where necessary.
| 7.1 | Regional Geology |
The McIlvenna Bay Project that hosts the McIlvenna Bay and Bigstone deposits is located on the western edge of the Paleoproterozoic Flin Flon Greenstone Belt (FFGB), which extends from north central Manitoba into northeastern Saskatchewan. The FFGB forms part of the Reindeer Zone, a subdivision of the Trans-Hudson Orogen, a continental-scale tectonic event which occurred between approximately 1.84 Ga and 1.80 Ga (Syme, et al. 1999) due to the collision between the Superior and Hearne Archean Cratons.
The FFGB is composed of structurally juxtaposed volcanic and sedimentary assemblages that were emplaced in a variety of tectonic environments. The major 1.92-1.88 Ga components include locally significant juvenile arc and juvenile ocean-floor rocks, and minor ocean plateau / ocean island basalt. The juvenile arc assemblage comprises tholeiitic, calc-alkaline, and lesser shoshonitic and boninitic rocks similar in major and trace element geochemistry to modern intra-oceanic arcs. Ocean-floor basalt sequences are exclusively tholeiitic and are geochemically similar to modern N- and E-type Mid-Ocean Ridge Basalts (MORBs) erupted in back-arc basins. Evolved arc assemblages and Archean crustal slices are present within the FFGB as minor components.
Collectively, these tectonostratigraphic assemblages were juxtaposed in an accretionary complex between 1.88-1.87 Ga, presumably as a result of arc-arc collisions. The collage was basement to 1.87-1.83 Ga, post-accretion arc magmatism, expressed as voluminous calc-alkaline plutons and rarely preserved calc-alkaline to alkaline volcanic rocks. Unroofing of the accretionary collage and deposition of continental alluvial-fluvial sedimentary rocks (Missi Group) and marine turbidites (Burntwood Group) occurred between 1.85-1.84 Ga, coeval with the waning stages of post-accretion arc magmatism. The sedimentary suites were imbricated with volcanic assemblages in the eastern FFGB during 1.85-1.82 Ga juxtaposition of the supracrustal rocks along pre-peak metamorphic structures.
As currently viewed, the FFGB contains eight geographically separate juvenile island arc volcanic assemblages (blocks), each being 20 km to 50 km across (Figure 7-1). From east to west, they are known as the Snow Lake, Four Mile Island, Sheridon, Flin Flon, Birch Lake, West Amisk, Hanson Lake, and Northern Lights assemblages (Zwanzig and Schledewitz 1997, Maxeiner, et al. 1999). These assemblages are separated by major structural features and/or areas of differing tectonostratigraphic origin. It is unclear whether the eight juvenile arc sequences represent different island arcs, or segments of a larger continuous arc (Syme, et al. 1999). Within the belt, each tectonostratigraphic block has been broken into several sub-blocks, usually bounded by local to regional fault systems. Correlation of stratigraphy between sub-blocks is difficult to impossible to determine.
| Page 73 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
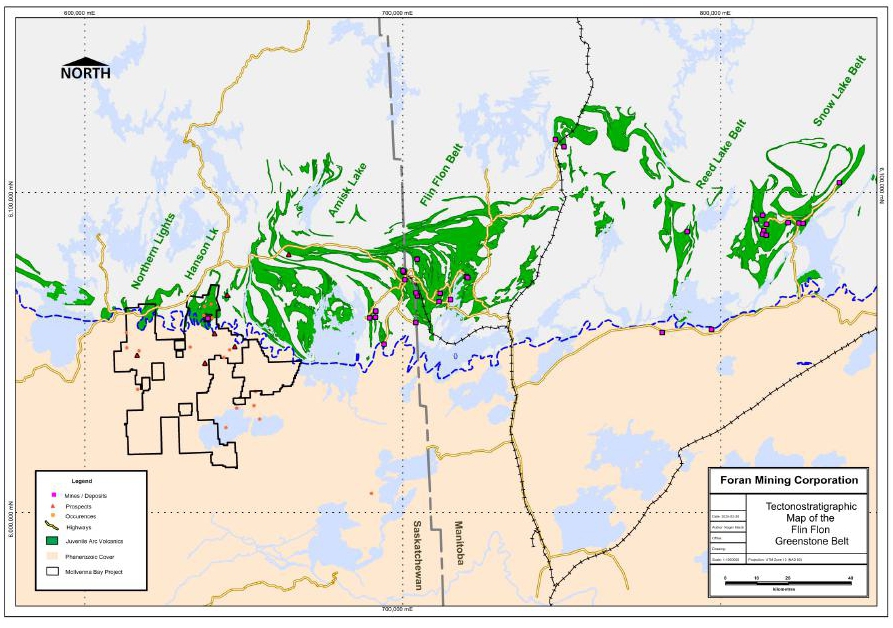
Note: Figure provided by Foran.
Figure 7-1: Regional Geology Map
The exposed portion of the FFGB is approximately 250 km in an east-west direction by 75 km north-south. Although it has an apparent easterly trend, this is an artefact of the belt’s tectonic contact with gneissic metasedimentary, metavolcanic, and plutonic rocks to the north (Kisseynew Domain) and the east-trending trace of Phanerozoic platformal cover rocks to the south. In reality, the FFGB extends hundreds of kilometres to the south-southwest beneath a thin cover of essentially flat-lying, Phanerozoic sedimentary rocks.
By Early Ordovician time, the area of northern Saskatchewan and Manitoba had been effectively peneplaned and a regolith was developed on exposed rocks. Inundation by the Ordovician ocean initiated the deposition of the Phanerozoic cover sequence which, in the McIlvenna Bay area, is now represented by the basal Winnipeg Formation sandstone overlain by the Red River Formation dolomite.
In the general Flin Flon area, the predominant direction for the Late Wisconsinan ice-flow indicators is south-southwest indicating that the ice was flowing from a Keewatin dispersal centre. The resulting tills are thin and generally reflect local bedrock lithologies (McMartin, Henderson and Neilson 1999).
| Page 74 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 7.2 | Local Geology |
Foran’s properties lie within the two western-most assemblages of the FFGB, with the McIlvenna Bay and adjacent Tesla Zone hosted by the rocks of the Hanson Lake Assemblage near Hanson Lake and the Bigstone Deposit located 25 km to the west with rocks of the Northern Lights Assemblage.
| 7.2.1 | Hanson Lake Assemblage |
The Hanson Lake Assemblage, the host terrain of the McIlvenna Bay Deposit and adjacent Tesla Zone, is bound to the east by the Sturgeon-Weir Shear Zone and to the west by the Tabbernor Fault Zone. The block extends an unknown distance to the south, beneath a nearly flat-lying cover of Ordovician sandstones of the Winnipeg Formation and dolomites of the Red River Formation. To the north, the block is bound by the Kisseynew Domain, a gneissic metasedimentary belt, and the Attitti Complex. The east end of the block hosts the Hanson Lake Pluton, a large compositionally variable granodiorite to pyroxenite intrusion.
In the Hanson Lake area, north of the Paleozoic margin, the exposed Proterozoic rocks of the Hanson Lake Block are dominated by juvenile island arc, felsic to intermediate metavolcanic rocks, with subordinate amounts of mafic volcanics, minor intermediate volcanics, and graywackes. Oxide facies iron formations are not commonly exposed, but their presence has been confirmed by diamond drilling. Long continuous magnetic trends suggest that the distribution of iron formations is very widespread in the area south of Hanson Lake. The sequence has been intruded by various felsic intrusions, some of which are believed to be subvolcanic intrusions. Abundant diorite and gabbro plugs and dikes cut the sequence, as well as minor ultramafic intrusions (Koziol, Bell and Wasyliuk 1991). The supracrustal rocks generally dip moderately to steeply east to northeast. South of Hanson Lake, the Proterozoic sequence is poorly understood because of the unconformably overlying Paleozoic sedimentary rocks. McIlvenna Bay Projects to subsurface under the sedimentary cover (Lemaitre 2000).
At least two distinct folding events, both having northerly trending fold axes, have influenced the stratigraphy in the Hanson Lake Area. The Hanson Block structural fabric is dominated by a north to northwest-southeast trending, upright regional transposition foliation. A protracted D2 structural event resulted in tight to isoclinal, southwest plunging F2 folds and local southwest verging mylonite zones. D3 deformation resulted in tight north trending folds followed by a brittle D4 event characterized by north-south trending faults.
Peak regional metamorphism in the areas west and north of Hanson Lake reached upper amphibolite facies, as observed by the partial melting of the granodiorite-tonalite assemblage in the Jackpine and Tulabi Lake areas. At McIlvenna Bay, the Proterozoic sequence exhibits a greenschist metamorphic facies, as the deposit alteration assemblages are dominated by sericite and chlorite. The greenschist facies is probably a retrograde event after a previous amphibolite grade, since relict cordierite, anthophyllite, garnet, and andalusite are commonly observed in the VHMS alteration package (Lemaitre 2000). U-Pb ages of supracrustal rocks in the block constrain the metamorphic event to between 1,808 Ma and 1,804 Ma (Maxeiner, et al. 1999). U-Pb age dating of a quartz-feldspar porphyry (a possible subvolcanic intrusion), which intruded the supracrustal sequence, yielded a date of 1,888 ± 12 Ma.
| Page 75 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 7.2.2 | Northern Lights Assemblage |
The Northern Lights Assemblage (NLA) is represented by an allochthonous sequence of Paleoproterozoic volcano-plutonic and related sedimentary rocks located near the western limit of the Flin Flon Greenstone Belt (Maxeiner et al. 1999). The geology of the Northern Lights Assemblage that hosts the Bigstone Deposit, as known from exposures in the northern Project area, is comprised of a generally upright, north trending volcanic succession dominated by Paleoproterozoic mafic volcanic rocks outcropping at the northern limit of the Property. These volcanic units extend to the south under Paleozoic sedimentary cover where they are intercalated with felsic volcanic units which are interpreted from airborne geophysics and diamond drilling. This felsic stratigraphy has been the focus for historic Zn-Cu-Au-Ag volcanic hosted massive sulphide exploration. For the most part, the rocks of the NLA are metamorphosed to amphibolite grade and a northeast trending, steep northerly plunging antiform is mapped in the northeast part of the Assemblage east of Sarginson Lake (Maxeiner et al. 1995). On a property scale, the geometry from aeromagnetic datasets and drill hole information also suggests that the area hosts a large northeast plunging antiform that is cut by numerous north trending faults. Faults are believed to be related to the crustal scale Tabbernor fault system.
Diamond drilling confirms that Paleoproterozoic rocks in the southern area of the Property are covered by 35 m of flat lying dolomite and sandstone strata of the Winnipeg and Red River formations. Paleozoic rocks cap a well-developed regolith derived from paleo-weathering or possible hydrothermal alteration of underlying Paleoproterozoic rocks. The sandstone is locally unconsolidated and contains locally abundant, fine pyrite. At the unconformity, the Proterozoic rocks are chloritized, clay altered, locally cut by white to pink carbonate veins, and variably leached of sulphide minerals.
In the southern area of the Property, projected traces of felsic dominated volcanic stratigraphy are known only from geophysics and drilling. Diamond drilling within the Bigstone deposit suggests that the Paleoproterozoic rocks are northerly oriented, west facing, and vertical or steeply west dipping. Volcanic rocks at the Bigstone deposit are sub-alkaline (some felsic rocks are calc-alkaline), tholeiitic, and interpreted to have formed in a spreading centre island arc environment (Dudek, 2003).
| 7.3 | Property Geology |
| 7.3.1 | McIlvenna Bay Deposit and Tesla Zone |
The Proterozoic rocks that host the McIlvenna Bay Deposit and adjacent Tesla Zone are unconformably overlain by an extensive Phanerozoic cover sequence. Due to the lack of outcrop, the geology of the deposit area is interpreted from drill core. A property geology map for the McIlvenna Bay area is provided in Figure 7-2.
The stratigraphy of the McIlvenna Bay Deposit has been defined over two kilometres of strike / plunge length by over 285 drill holes, encompassing approximately 152,000 metres of diamond drilling, where it has been divided into six formations. These formational units are described on detail below and a stratigraphic column is provided in Figure 7-3. The geology of the Tesla area is less well defined, having been intersected by 51 drill holes as of the end of 2024 drill program, but preliminary geochemical data derived from ongoing TruscanTM XRF core scanning and observations from geological logging confirm that many of the same geological units are present in the Tesla stratigraphy as at McIlvenna Bay, providing further evidence of a potential genetic link between the two areas.
| Page 76 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The lowest formation intersected by drilling is the McIlvenna Bay Formation, both structurally and stratigraphically. This formation is comprised of a minimum 200 m thickness of variably altered felsic volcanics, volcaniclastics and/or volcanic-derived sediments of generally rhyolitic composition. The massive to semi-massive sulphide lenses and associated stringer zones are also part of this formation. The McIlvenna Bay Formation is the host unit for the reserves / resources currently defined at the McIlvenna Bay Deposit and host to the mineralization that has been discovered at Tesla to date.
The McIlvenna Bay Formation is overlain to the north by the Cap Tuffite Formation, a sequence of silicified intercalated felsic volcanic and/or cherty metasediments that have been intruded by sills and dykes of the Davies Gabbro (described below). The Cap Tuffite overlies the mineralization across the McIlvenna Bay Deposit and ranges from 35 m to 55 m thick, where it is generally finely banded to finely laminated and ranges from white to cream to grey-green and locally pink in colour. The Cap Tuffite unit is also an important visual marker unit in the Tesla area where it also overlies the mineralization. The Cap Tuffite was identified early in the initial drilling of the Tesla EM conductor and was an important marker unit helping to lead to the initial discovery of mineralization.
Stratigraphically overlying the Cap Tuffite is the Koziol Iron Formation, a long continuous exhalative horizon traceable in drill core and by geophysics over several kilometres and as such, makes an excellent stratigraphic marker horizon. The unit is generally an oxide-facies iron formation that ranges from 0.1 m to 25.0 m in true thickness, composed of 1 cm to 5 cm thick bands of fine-grained chert, interbedded with 1 mm to 50 mm of massive magnetite bands and 1 cm to 100 cm of thick massive grunerite +/- garnet +/- magnetite +/- chlorite bands.
At or near the base of Koziol Iron Formation a zone of strong shearing/faulting is present, termed the Koziol Fault (described below), often associated with variable concentrations of graphite. The Koziol fault is ubiquitous in this location in the stratigraphy across the McIlvenna Bay Deposit. There have been several narrow iron formation units identified in the hanging wall stratigraphy above the mineralized zones at Tesla that are likely related to this formation.
Overlying the Koziol Formation is the Rusk Formation, a thick package of massive to weakly foliated and calcite-altered mafic volcanic rocks that are up to approximately 100 m thick. The mafic rocks are likely massive flows, although the thickness of individual flow units cannot be determined from drill core.
Topping the Rusk Formation is another exhalative horizon, the HW-A Formation which ranges from 1 cm to 50 cm thick and shows a transition from west to east from oxide-facies iron formation to local massive sphalerite-pyrite. Where present, the sulphide mineralization is often associated with high grade zinc assays over generally narrow intervals.
Overlying the HW-A Formation is +400 m thick Upper Sequence, a generally bimodal package of volcanic units that have been difficult to correlate from hole to hole. The volcanic units are a mixture of aphanitic, grey, felsic volcanic, and fine-grained mafic volcanic rocks. Some of the mafic units may be gabbroic intrusions. Approximately 5% of the unit is composed of greywackes with possibly one or two additional oxide-facies iron formation horizons.
| Page 77 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Davies Gabbro is represented as a series of generally narrow dykes in the McIlvenna Bay area that may be related to larger plugs in the area. Due to the transpositional deformation in the area, these gabbro units now appear as a series of sills that are generally restricted to the Cap Tuffite Formation at McIlvenna Bay, where they have intruded along the bedding / foliation planes. One notable difference in the geology between Tesla and McIlvenna Bay is a significant increase in the volume of these gabbroic rocks at Tesla. There, gabbroic rocks are not just restricted to the Cap Tuffite but form much of the hangingwall stratigraphy, as well as occurring within the felsic rocks of the McIlvenna Bay Formation that hosts the mineralization.
| Page 78 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
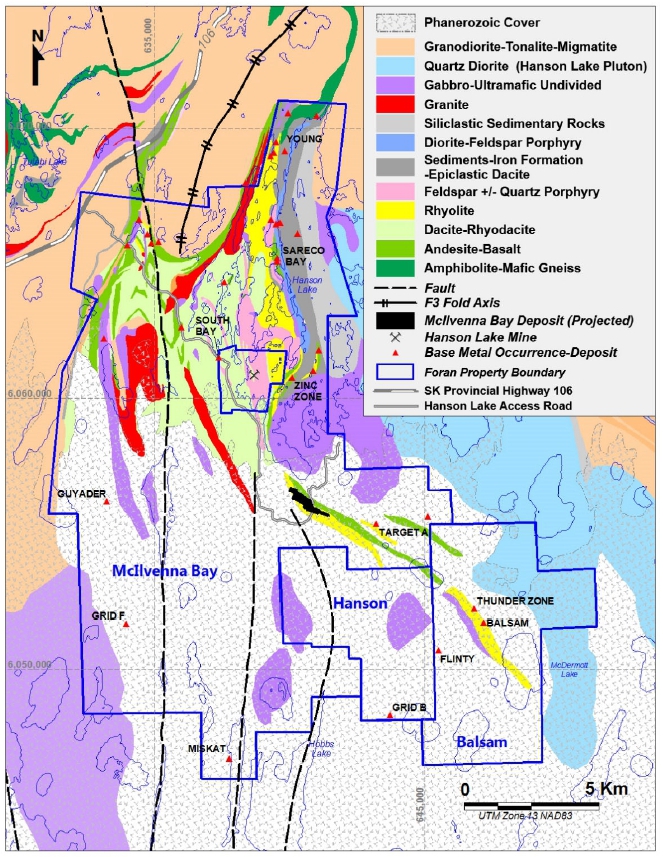
Figure 7-2: McIlvenna Bay Property Geology Map
| Page 79 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
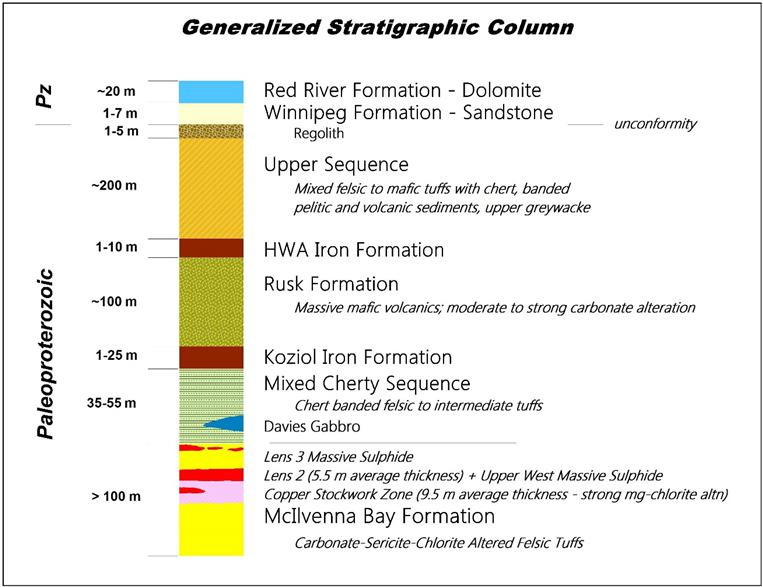
Figure 7-3: Generalized McIlvenna Bay Stratigraphic Column
| 7.3.2 | Bigstone Deposit Area |
The Paleoproterozoic rocks that host the Bigstone deposit are unconformably overlain by an extensive flat lying Phanerozoic cover sequence. Due to the lack of outcrop in the area, the geology of the deposit is interpreted from drill core and geophysics. The stratigraphy in the deposit area is northerly trending, striking approximately 20°, and consists of a sub-vertical to steeply (80°) west dipping homoclinal sequence of dominantly volcanic rocks with lesser subvolcanic intrusives and minor pelitic sediments. A central mixed mafic-felsic unit is host to a zinc rich massive sulphide horizon and an underlying zone of strong chlorite and silica alteration up to 60 m in true thickness. This strong alteration zone is host to significant copper mineralization which is interpreted to be a replacement body associated with the overlying massive sulphide deposit. A zone of zinc rich stringer style mineralization also occurs peripheral to the copper body in some locations which appears to form a halo around the copper zone and may be related to cooling fluids during formation. Footwall to the strong alteration and mineralization is generally a mafic chlorite schist followed by a quartz-feldspar porphyritic subvolcanic intrusive. A stratigraphic column through the Property area is illustrated in Figure 7-4 and a map of the local geology is provided in Figure 7-5.
| Page 80 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The stratigraphy in the deposit area is interpreted to be right way up. Based on the drilling completed by Foran in 2015, the youngest or westernmost unit consist of a mixed volcanic package dominantly comprised of felsic to intermediate tuffs with an interbedded mafic volcanic unit. The felsic strata are comprised of a mixture of ash and lapilli tuffs described as grey, fine to medium grained with 1 mm to 2 mm sized white feldspar crystals and/or occasional light blue quartz eyes in an aphanitic matrix. The intermediate volcanics are medium green to grey in colour with weak chlorite alteration and a weak to moderate foliation. The mafic volcanic rocks in the upper sequence are dark green, fine to medium grained and generally massive with weak to moderate carbonate occurring as randomly oriented calcite clots and thin stringers with up to a five percent vein volume. Moderate chlorite and biotite alteration also occur disseminated throughout the matrix.
Underlying the mixed upper sequence are interbedded felsic tuffs and graphitic argillites that make up the hangingwall rocks to the zinc rich massive sulphide horizon. This package occurs as a dominantly grey, fine to medium grained felsic volcanic unit with locally interbedded to laminated ash beds and common lapilli fragmental tuffs. Locally coarser grained (≥2 mm to 8 mm) white feldspars are present in a fine to aphanitic matrix. The graphitic argillite unit in this package consists of two or three distinct beds proximal to underlying massive sulphide in all the holes. It is black, fine to very fine-grained argillite with minor graphite present on fractures and foliation. Sulphide mineralization is common, consisting of varying amounts of pyrite and pyrrhotite with occasional sphalerite and finely disseminated arsenopyrite. This unit is two to three metres thick on average but can be up to eight metres to 10 m true width as seen in the drill core for hole BS-15-244. The occurrence of the last argillite bed in the succession marks the hangingwall contact above the deposit.
| Page 81 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
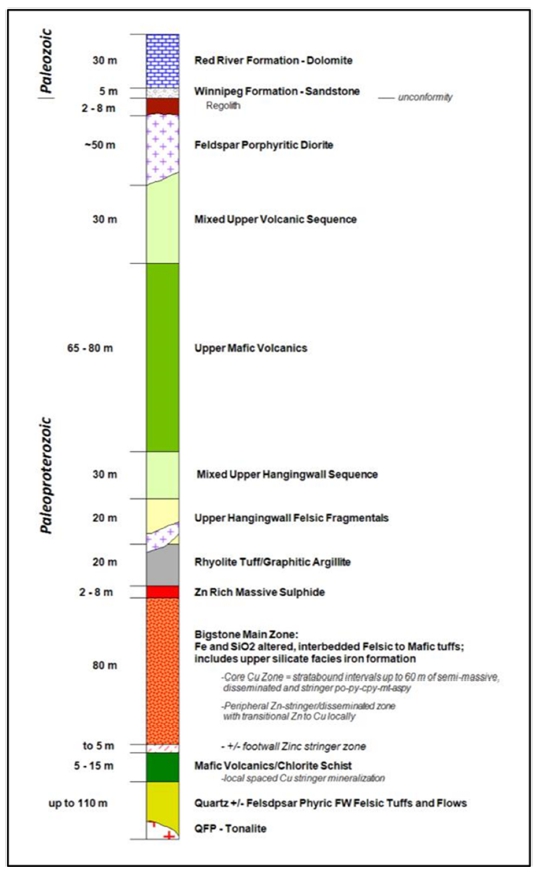
Note: Figure supplied by Foran in October 2024.
Figure 7-4: Stratigraphic Column for the Bigstone Deposit Area
| Page 82 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
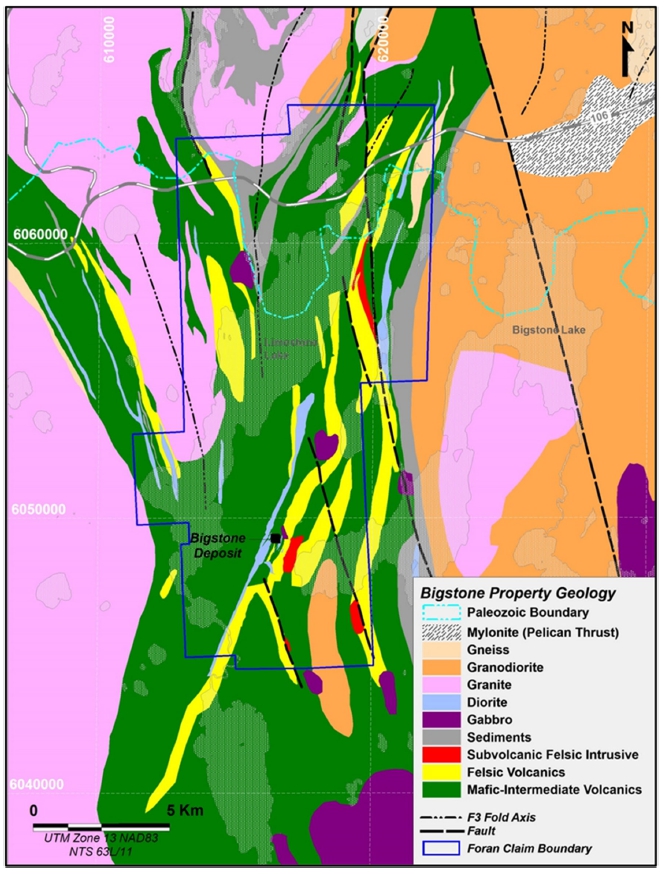
Note: Figure supplied by Foran in October 2024.
Figure 7-5: Bigstone Property Geology Map
| Page 83 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Overall, the mineralized zones at the Bigstone deposit are hosted in a hydrothermally altered package of alternating mafic to intermediate and lesser felsic volcanic rocks, with alteration comprised of a pervasive fine-grained dark to medium green chlorite (possibly chloritoid) through the matrix with very fine grained grey black biotite and moderate to strong silica flooding throughout. Associated with the alteration is disseminated to semi-massive pyrrhotite-pyrite-magnetite. The alteration in this area can be so intense locally that it makes the recognition of the original protolith difficult. Garnet alteration can also be prevalent and occurs as patchy clots of greater than or equal to one to two centimetres of light pink garnet often displaying poikilitic textures and intergrowths of magnetite. It is not clear if the garnet growth is truly related to the mineralization or a product of metamorphism. Massive, bladed amphibole can also be common locally.
The zinc rich massive sulphide horizon generally occurs within 5 m to 10 m of the hangingwall argillite contact and consists of strong red sphalerite-pyrite massive to semi-massive sulphide mineralization. This massive sulphide horizon can be somewhat variable in character with drill intersections ranging up to 10 m thick and grades exceeding 20% Zn. In some cases, this unit displays wispier mineralization and strongly banded textures with garnet-magnetite-amphibole and quartz suggesting possible silicate facies iron formation at this location in the stratigraphy where the sulphide pile was not as well developed.
The Copper Zone mineralization generally lies 10 m to 20 m stratigraphically below the massive sulphide horizon in the central core of the deposit area and is characterized by very strong hydrothermal alteration of the mafic and felsic volcanic rocks, to the point where identification of the actual protolith is difficult. Rocks are very strongly chlorite altered with moderate to strong silica flooding and associated mineralization consisting of disseminated to semi-massive chalcopyrite-pyrrhotite-pyrite-magnetite+/-arsenopyrite. The chalcopyrite is medium to fine grained and intermixed / disseminated with pyrrhotite and/or magnetite suggesting formation as a sub-seafloor replacement deposit.
Below the mineralized horizons, the footwall volcanic rocks generally consist of weakly to moderately altered and mineralized chlorite schists (assumed volcanic protolith) and an unmineralized feldspar +/- quartz porphyritic felsic intrusive unit. The chlorite schist is variably dark green to light green and moderately foliated with local alternating bands of lighter sericite-muscovite and chlorite altered mafic minerals. Weak pyrrhotite mineralization is associated with magnetite and garnet porphyroblasts are common up to one centimetre in size occurring along the foliation. The felsic porphyry tends to be light grey in colour and contains ≥5% to 10% subhedral to anhedral phenocrysts of feldspar up to four millimetres in size in a very fine-grained matrix along with prevalent blue-grey quartz eyes (≥1% to 2%) up to two millimetres in size and dark green-blue chlorite altered, subhedral to euhedral hornblende phenocrysts (≥2% to 5%) up to three millimetres.
A typical section through the Bigstone deposit (Section 16+75N) is shown in Figure 7-6, illustrating the relationships between the geologic units and the geometry of the deposit.
| Page 84 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
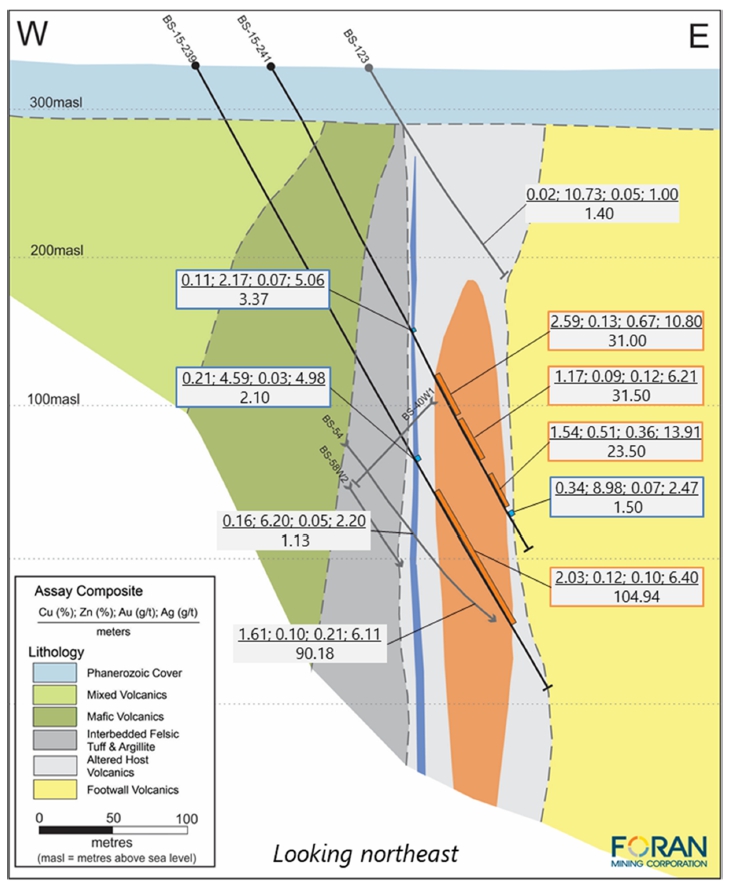
Figure 7-6: Typical Section Through the Bigstone Deposit
| Page 85 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 7.4 | Structure |
| 7.4.1 | McIlvenna Bay Deposit and Adjacent Tesla Zone |
The stratigraphy of the McIlvenna Bay Deposit strikes between 275° and 295° and generally dips northerly at 65°-70° and locally near vertical. The mineralized zones have the same orientation as the stratigraphy with the elongate mineralization lenses plunging to the northwest at approximately 45°. The Tesla discovery is located approximately 300 m to the northwest of the McIlvenna Bay Deposit. Mineralized zones at Tesla are thought to be hosted in a similar stratigraphic succession with several marker units in common but has been translated into its current orientation by folding and/or faulting. At Tesla, the geology and mineralized zones have been re-oriented into a more northerly trend with a strike between 310° and 320° and generally steeply dipping 75° to 85° to the northeast. The host stratigraphic units vary from relatively massive to strongly foliated, the intensity of which appears to depend on the competency of each individual unit and the degree of alteration.
The McIlvenna Bay stratigraphy appears to have been subjected to at least three main phases of deformation. The most dominant phase of deformation is associated with an isoclinal folding event that is likely related to the regional D2 event (Lemaitre 2000). This isoclinal folding was responsible for the development of the dominant foliation (S2) in the deposit area (oriented approximately 280° strike and 65° dip), which obscured an earlier D1 foliation of similar orientation. Successive deformation resulted in the near complete transposition of the original bedding into the plane of the S2 fabric such that the stratigraphy is now parallel to this foliation. The foliation is most strongly developed in the least competent stratigraphic units, particularly the altered footwall rocks.
Several drill holes in the McIlvenna Bay Deposit intersected isoclinal-folded iron formation; the plunge of these folds is estimated to be approximately 45° to the west or west-northwest, which is broadly parallel to the plunge of the deposit (Lemaitre 2000). The geometric coincidence between observed folding, the plunge of the deposit, and the orientation of higher grade or thicker shoots in the deposit suggest a common structural re-orientation during this deformational event.
A strong crenulation (S3) locally overprints the dominant foliation and is best exemplified in portions of the footwall alteration zone. This overprinting crenulation fabric is oriented sub-horizontal, typically dipping less than 25° towards the north. The orientation of the crenulation fabric appears to be congruent with gentle to open folds observed in banded felsic volcano-sedimentary units above and below the mineralized zones. This trend may also be responsible for the broad warping of the stratigraphy observed in the magnetic maps between Hanson Lake and the south end of McIlvenna Bay (Lemaitre 2000).
Although there is evidence for faulting in drill core, the orientation, scale, and continuity of these faults remain challenging to ascertain. Deposit-scale modelling show continuously mapped, major faults are oriented sub-parallel to stratigraphy. They likely represent discontinuities that facilitated the transposition of stratigraphic blocks during later deformation. One such structure is the Koziol Fault, which is ubiquitous in the McIlvenna Bay Deposit drilling, and manifests as a zone of rubble and broken core on the order of 1 m thick with associated graphite. The Koziol Fault is generally situated at, or near, the lower contact of the Koziol iron formation and above the mineralized zones.
| Page 86 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Since both the McIlvenna Bay Deposit and Tesla Zone share many similar stratigraphic characteristics, the assumption is that the deposit and zone likely formed contemporaneously and that the Tesla area was moved into its present location by folding and/or faulting. Significant additional drilling will be required to determine the relationship and deformational mechanisms responsible for the current geometry. Based on limited drilling, the Koziol fault appears to continue along its trend through the McIlvenna Bay deposit and now sits stratigraphically below Tesla while a second fault (the Tesla Fault) sits higher up directly below the Tesla mineralization. Mineralization between these two faults (the Bridge Zone) likely represents an important area for further exploration as the relationships become better understood between McIlvenna Bay and Tesla.
A preliminary lithological model for the McIlvenna Bay area is provided in Figure 7-7, taken as a level plan slice at 600 m below mean sea level (920 m below surface), showing the postulated relationship between the McIlvenna Bay Deposit, the adjacent Tesla Zone, and the intervening Bridge Zone area. Additional drilling will be required to fully understand the relationship between the three areas and the geometry of the geology and mineralization within the Bridge Zone.
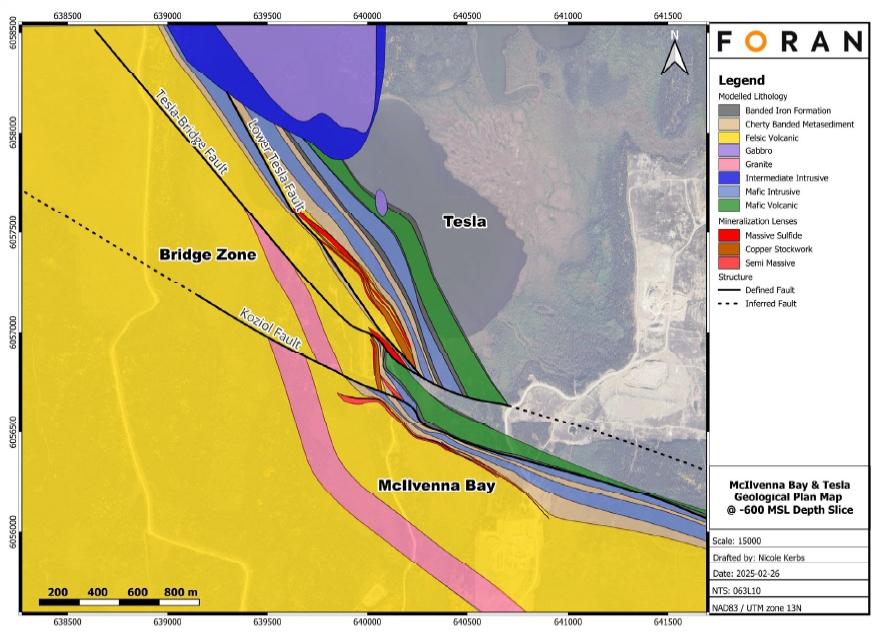
Figure 7-7: Level Plan Through the McIlvenna Bay Area Showing the Preliminary Interpretation of the Relationship Between the McIlvenna Bay Deposit, Bridge Zone and Tesla
| Page 87 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 7.5 | Mineralization |
The McIlvenna Bay and Bigstone Deposits, along with the Tesla Zone, consist of structurally-modified, stratabound, volcanic-hosted polymetallic massive sulphide mineralization and associated stringer-style mineralization. The massive to semi-massive sulphides contain copper and/or zinc, with lower concentrations of silver, gold, and lead, while the stringer-style mineralization generally contains elevated copper and gold.
| 7.5.1 | McIlvenna Bay Deposit |
The McIlvenna Bay Deposit includes five separate zones and two styles of mineralization that are mineralogically and texturally distinct:
| · | Massive to semi-massive sulphide mineralization in the Lens 2 and Lens 3. |
| · | Stockwork-style sulphide mineralization in the CS Zone directly beneath Lens 2. |
| · | Two other small lenses of stockwork-style mineralization: |
| ‒ | The Stringer Zone (SZ), which is located between Lens 2 and Lens 3. |
| ‒ | The CS Footwall Zone (FW), which occurs as a separate lens underneath the CS Zone for approximately 150 m of strike length and could represent a fault offset and repetition of the Main Lens and CS Zone. |
The Main Lens at McIlvenna Bay is a large-massive to semi-massive sulphide horizon containing a metal zonation consisting of Cu- and Au-rich material near the uppermost dip extent of the deposit which transitions down-dip into a more Zn and Ag dominant massive sulphide. In the 2013 resource estimate (Rennie 2013), the Main Lens was subdivided into the copper-rich Upper West Zone (UWZ) and the more zinc-rich Lens 2 (MSZ2), based on these differences in mineralogy. However, statistical analysis of the assay grades within the lens suggests that there is a gradual transition between the two zones and that a hard boundary is not appropriate. In the previous 2019 resource estimate (Lewis, San Martin and Gowans 2019), the Main Lens Massive Sulphide was reported as a single zone (called Lens 2) and this relationship continues in the current resource.
The Lens 2 Massive Sulphide is a continuous mineralized horizon which varies from 0.1 m to 18.0 m in thickness and averages 3.5 m overall (Figure 7-9). The CS Zone is a zone of stockwork style copper-rich mineralization that directly underlies and is in contact with the Massive Sulphide. The zone is wedge shaped, running parallel to the plunge line of the Lens 2 Massive Sulphide. Based on the limit of current drilling, the zone extends up-dip beyond the upper edge of the Massive Sulphide for approximately 100 m to 200 m and terminates downdip, where it pinches out against the Massive Sulphide approximately 100 m to 200 m before Lens 2 ends. This unit is interpreted to represent- the feeder zone to the massive sulphide system that was transposed into its current geometry during deformation. The CS Zone varies from 0.3 m to 26.0 m in thickness with an average thickness of 12.0 m.
The Lens 2 Massive Sulphide and the underlying CS Zone are generally in contact throughout the deposit, giving the bulk of the deposit an average thickness of 15.5 m overall. The mineralization in the deposit plunges at approximately -35° northwest from near surface, for a down-plunge length of approximately 2,000 m (Figure 7-8 and Figure 7-9).
| Page 88 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Lens 3 is a massive sulphide that sits approximately 10 m to 30 m in the hangingwall above the Main Lens and could represent a stacked massive sulphide lens within the deposit . This lens has been traced intermittently along a strike length of 1,600 m and plunges parallel to the underlying Main Lens and CS Zone. Lens 3 ranges in thickness from 0.1 m to 8.0 m and averages 2.0 m.
The SZ comprises a narrow, intermittent lens of stringer-style sulphide mineralization that occurs sporadically between the massive sulphides of the Main Lens and Lens 3. The zone has a strike length of 850 m and averages 4.5 m in true thickness through the deposit.
The FW is a separate lens that underlies the SZ and has been intersected in nine drill holes over approximately 150 m of strike length in the shallow, central part of the deposit. The lens varies in thickness from 0.3 to 38 m, with an average thickness of 30 m. The FW dominantly consists of stockwork style copper-rich mineralization similar to the CS Zone, although narrow massive sulphide was also intersected at the top of the interval in several holes. The FW may represent a fault offset and repetition of the Main Lens and CS Zone, but further drilling is required to prove the relationship of this lens to the rest of the deposit.
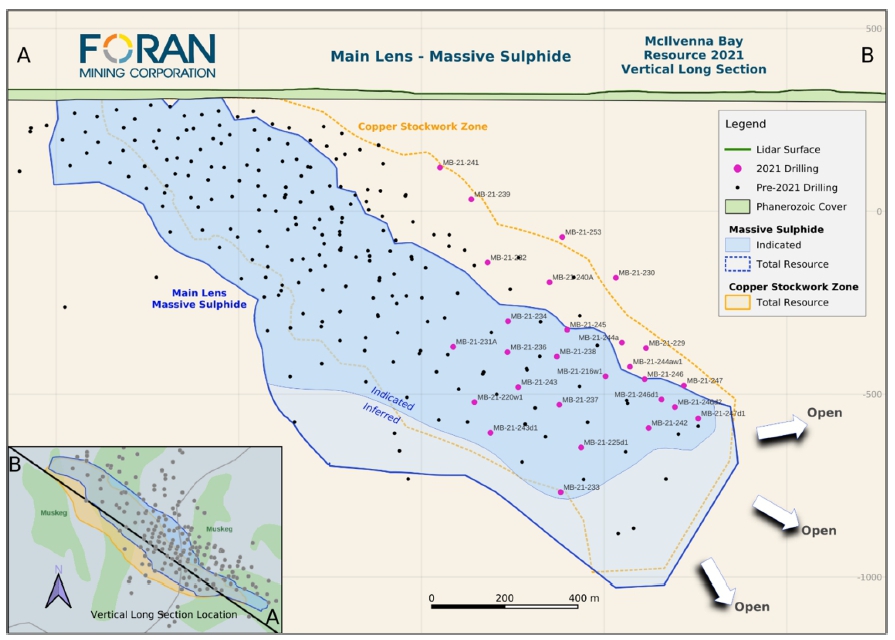
Note: Figure provided by Foran and dated as of November 2021.
Figure 7-8: Longitudinal Section View of McIlvenna Bay through the Main Lens MS
| Page 89 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
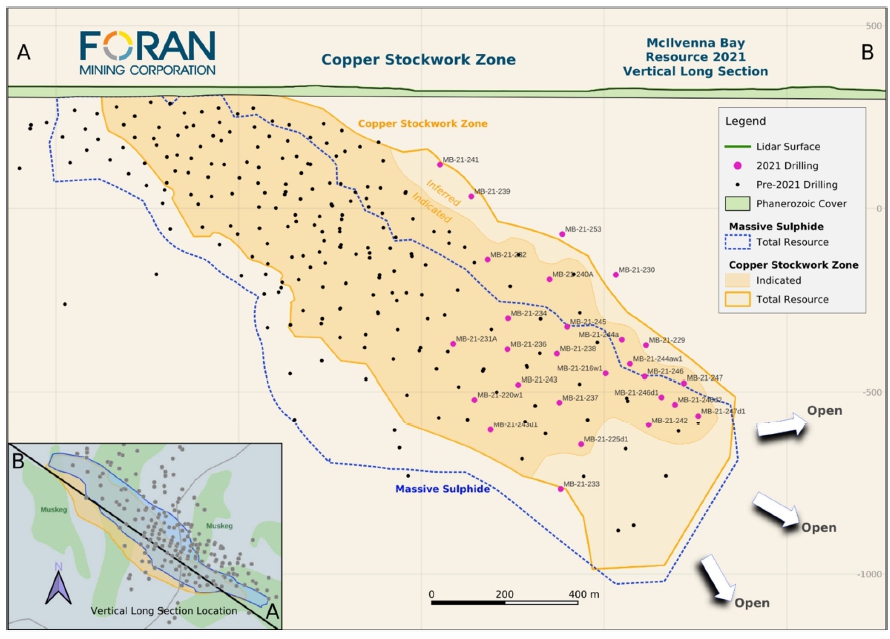
Note: Figure provided by Foran and dated as of November 2021.
Figure 7-9: Longitudinal Section View of McIlvenna Bay through the CS Zone
Massive to locally semi-massive sulphides are typical of the Main Lens (Lens 2) and Lens 3 horizons in the deposit. The massive sulphide mineralization tends to be composed of 70% to 80% medium-sized and subrounded pyrite grains resembling “buckshot” in a fine-grained sphalerite-rich matrix. Sphalerite occurs as fine-grained and sometimes feathery crystals located in the interstices of the pyrite grains, typically ranging from 5% to 25% of the total unit. The sphalerite is generally dark brown to medium brown in color. Faint banding of the massive sulphides is occasionally apparent. Up to 10% fine-grained gray quartz, and occasionally fine calcite, are also observed in the interstices. Subangular to subrounded inclusions or fragments of massive black chlorite, ranging from 2 mm to 50 mm in diameter, comprise 10% of the unit. Patchy but commonly rounded chert fragments, ranging from 1 cm to 3 cm in diameter, can constitute up to 20% of the unit locally. When present, such chert is often surrounded by 1 cm to 3 cm thick zones 1 that are enriched in pale brown sphalerite.
The semi-massive sulphides range from 20% to 60% sulphides that are found as veinlets, veins, and pods within strongly chlorite-altered rock. The sulphide portion tends to be either sphalerite or chalcopyrite dominant, with less than 20% fine-grained pyrite. Sphalerite-dominant portions are generally comprised of reddish or pale brown to blonde sphalerite, indicative of zinc-rich and iron-poor sphalerite. Individual veins or pods have been documented to contain up to 56% zinc. Less common are the chalcopyrite-dominant intervals which are composed of 80% chalcopyrite over narrow widths. Veining and replacement textures are common in the semi-massive sulphides.
| Page 90 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The CS Zone mineralization is confined to the area below the Lens 2 Massive Sulphide, but locally a similar stringer style of mineralization has also been observed between the Main Lens and Lens 3. In these instances, stringer-style mineralization can occur directly above the Lens 2 Massive Sulphide, directly below Lens 3, or in the intervening stratigraphy between the two lenses, where it has been broken out as the Stringer Zone in the 2021 resource estimate (Lewis, San Martin and Jones 2021).
The nature of the stockwork zone mineralization varies according to the host rock alteration, but this style of mineralization is dominantly associated with moderate to strong chlorite alteration. Chlorite-alteration hosted copper stockwork mineralization comprises chalcopyrite and pyrrhotite, with occasional pyrite, and is found in veinlets and pods cutting the chlorite. Sericite-quartz altered copper stockwork zones tend to be less prevalent and comprise exclusively chalcopyrite. The chalcopyrite lines fine, hairline fractures within the strongly silicified host, occurring in 5 cm to 10 cm long semi-massive pods containing angular to rounded host rock fragments. These pods and fractures appear to be late brittle features and may suggest that the chalcopyrite was remobilized into fractured rock, possibly during deformational events.
In the 2015 Technical Report (Makarenko et al. 2015), the Main Lens (Lens 2) and CS Zone were noted to “remain open down plunge and, likely, both the zones and the plumbing system underlying them will continue at depth.” This point has been demonstrated by Foran exploration programs subsequent to publication of the 2015 Technical Report, and at the time of writing the zones are currently still open down plunge.
| 7.5.2 | Tesla Zone |
The Tesla Zone represents a significant new discovery located just 300 m from the northernmost drilling of the McIlvenna Bay Deposit. Tesla is quickly evolving into an important discovery due to its close proximity to McIlvenna Bay and due to the tenor of the assay results that have been received to date. Tesla’s discovery could have significant positive implications for advanced engineering studies currently underway for development at McIlvenna Bay. The continuity of both the geology and mineralization across the currently defined Tesla Zone is well established through multiple datasets including delineation and infill drilling, bore hole EM surveys and chemostratigraphic analysis. Ongoing drilling continues to demonstrate the expansion potential of the Zone, including the intersection of multiple lenses of mineralization at depth at the northern end of the current footprint.
The hangingwall stratigraphic sequence of the Tesla area is consistent across all holes and is very similar to that intersected in the McIlvenna Bay. This relationship has been confirmed through both drill core logging and the results of over 36,500 m of TruscanTM data from scanned drill core, which verifies a link between the geological units by confirming that mineralization in both areas is hosted within a similar package of felsic volcanic to volcaniclastic rocks (McIlvenna Bay Formation). These felsic volcanic to volcaniclastic rocks sit below a geochemically and visually distinctive common marker horizon (Cap Tuffite Formation) that can be traced between the two areas. A preliminary cross section through the Tesla Zone is provided in Figure 7-10.
| Page 91 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
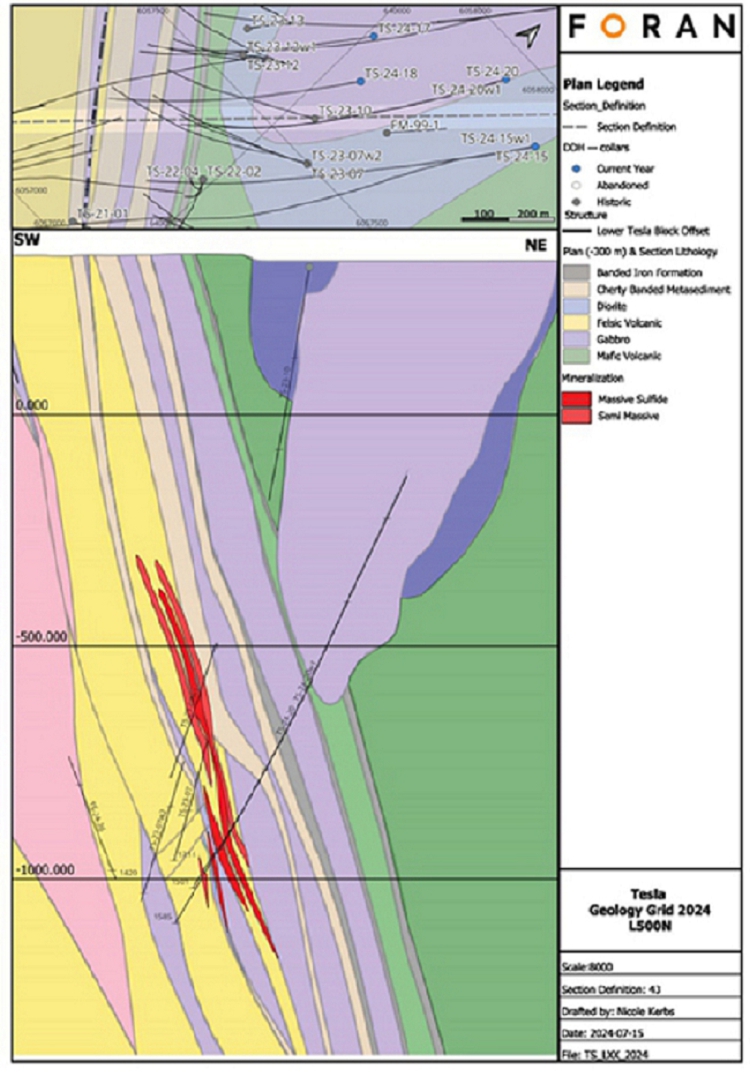
Figure 7-10: Preliminary Cross Section through the Tesla Zone (looking northwest)
| Page 92 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The continuity of mineralization between drill holes at Tesla is also supported by the orientation of drill core angles and structural data that confirm the mineralized horizons form consistent tabular bodies between drill holes. These tabular bodies have consistent styles of mineralization within individual lenses (i.e., massive to semi-massive sulphides versus stringer styles, etc). Completed on a number of drill holes during exploration programs, bore hole EM surveys have consistently identified EM conductors associated with the mineralization that line up between holes to define trends parallel to the mineralization (effectively forming a high-precision targeting surface). The EM modelling also indicates that the mineralization likely continues beyond the edges of current drilling, supporting the interpretation that the zones remain open for expansion with further exploration.
Current drilling has defined multiple zones of mineralization over a mineralized footprint exceeding 1,200 m along strike length and at least 500 m in down dip extent. At present eight individual lenses of mineralization have been modelled through the Tesla area based on similar mineralization style, copper and zinc ratios, and the location of the mineralization within the stratigraphy. The lenses tend to occur in close proximity to one another with the thicknesses of the individual modelled lenses varying from 2 m to 25 m. The two most extensive lenses average a combined thickness of approximately 30m. Two longitudinal sections are provided in Figure 7-11 and Figure 7-12 that show the relationship between McIlvenna Bay and Tesla.
The mineralization at Tesla tends to be similar in character to the ore zones intersected at McIlvenna Bay, often associated with moderate to strong chlorite +/- sericite alteration and hosted in felsic igneous rocks. Massive sulphide intervals are generally more zinc-rich, consisting of medium-sized subrounded pyrite clasts resembling ‘buckshot’ in a fine-grained, red-to-brown, sphalerite rich groundmass, similar to that intersected in the massive sulphide lenses at the McIlvenna Bay Deposit. Intersections of stringer-style mineralization tends to be more copper-rich and consist of stockworks and/or foliation parallel sulphide mineralization (pyrite and chalcopyrite) +/- significant silicification and/or veining.
| Page 93 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
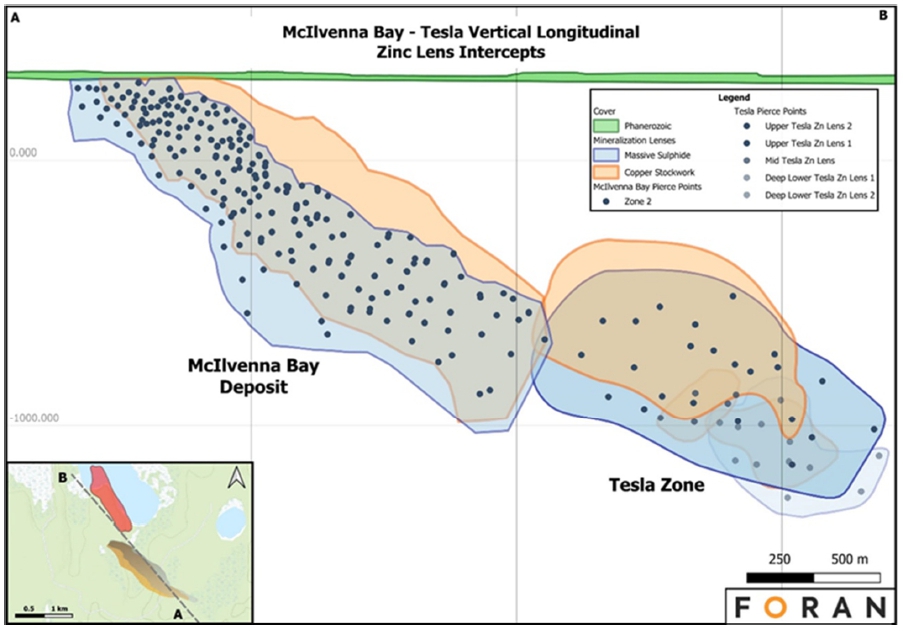
Note: As of Effective Date
Figure 7-11: Longitudinal sections view of McIlvenna Bay and the Tesla Zone, viewed from northeast towards the southwest and highlighting the location of zinc-dominant intersections
| Page 94 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
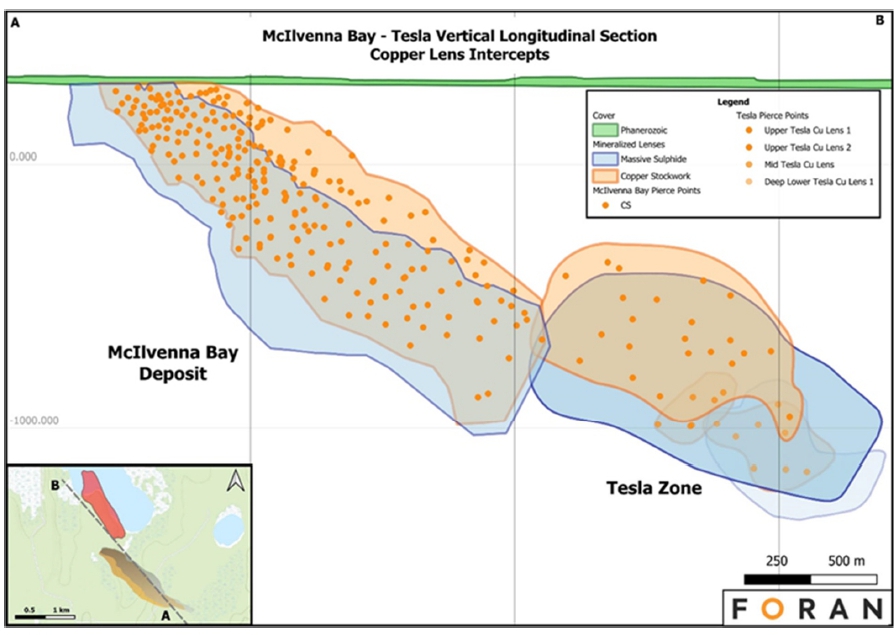
Figure 7-12: Longitudinal sections view of McIlvenna Bay and the Tesla Zone, viewed from northeast towards the southwest and highlighting the location of copper-dominant intersections
| 7.5.3 | Bigstone Deposit |
There are three main styles of mineralization present in the Bigstone deposit, with the bulk of the mineralization in the deposit hosted in the following zones.
| · | A zinc rich massive sulphide horizon (Massive Sulphide Zone), which would have been extruded at or near the paleosurface |
| · | An underlying copper rich zone (Copper Zone) consisting of disseminated to semi-massive sulphide mineralization that is thought to represent a feeder system to the overlying massive sulphide. |
| · | A zone of zinc stringer style mineralization (Zinc Stringer Zone) located locally, peripheral to the Copper Zone, and which tends to be associated with strong silicification and bleaching of the units. |
The Massive Sulphide Zone is a zinc rich massive sulphide horizon that varies in thickness from less than 1 m to greater than 15 m through the deposit, averaging 5.9 m. The zone has been defined by drilling over a strike length of 400 m. The massive sulphide mineralization is dominated by massive to semi-massive pyrrhotite and/or pyrite with abundant red sphalerite. Composite grades in excess of 20% Zn have been returned from drilling of this zone.
| Page 95 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Copper Zone tends to be located approximately 20 m stratigraphically below the massive sulphide horizon in a zone of strong chlorite alteration and silicification. The Copper Zone occurs as a vertically oriented, flattened cylindrical body that has been drill tested in part between 100 m and 600 m below surface. The zone varies from less than 1 m to over 50 m in true thickness, with an average thickness of 17.7 m and has been defined by drilling along strike for 200 m. The Copper Zone mineralization dominantly consists of chalcopyrite, pyrrhotite, pyrite +/- magnetite and occurs in a combination of semi-massive, disseminated, and stringer styles.
The Zinc Stringer Zone occurs peripheral to portions of the copper zone and generally comprises sphalerite rich stringers with lesser pyrrhotite, pyrite, and/or chalcopyrite in bleached and silicified volcanic rocks. The zone occurs as multiple lenses ranging from 75 m to 200 m along strike and from 50 m to 350 m down dip. Thicknesses range from less than 1 m to greater than 5 m, with an average thickness of 5.2 m.
Historic drilling approximately 500 m east of the Bigstone deposit at the East Zone (now called Marconi) was focused on the margins of an altered porphyritic tonalite subvolcanic intrusion as host to lower grade stringer copper mineralization.
| Page 96 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 8 | Deposit Types |
Portions of this section were extracted from previous McIlvenna Bay Project Technical Reports and updated or edited where necessary.
| 8.1 | Project Deposit Types |
The McIlvenna Bay Project is geologically part of the Flin Flon Greenstone Belt, which contains VHMS deposits of a type commonly found in Canada in Precambrian to Mesozoic volcano-sedimentary greenstone belts that occupy extensional arc environments such as a rifts or calderas. VHMS deposits are commonly divided into Cu-Zn, Zn-Cu, and Zn-Pb-Cu groups according to their contained ratios of these three metals (Galley et al. 2006). They are typified by synvolcanic accumulations of sulphide minerals in geological environments characterized by submarine volcanic rocks. The associated volcanic rocks are commonly tholeiitic to transitional, bimodal, and submarine in origin (Galley, Hannington and Jonasson, 2006). The spatial relationship of VHMS deposits to synvolcanic faults, rhyolite domes or paleotopographic depressions, caldera rims or subvolcanic intrusions suggests that the deposits were closely related to particular and coincident hydrologic, topographic, and geothermal features on the ocean floor (Lydon 1990).
VHMS deposits are exhalative deposits, formed through the focused discharge of metal-rich hydrothermal fluids. These deposits commonly occur in clusters that form a VHMS camp. In many cases the sub-seafloor fluid convection system has been demonstrated to be driven by large (15 km to 25 km long) mafic to composite high-level subvolcanic intrusions. The distribution of synvolcanic faults relative to the underlying intrusion determines the size and areal morphology of the camp alteration system and ultimately the size and distribution of the VHMS deposit cluster. Acting as conduits for volcanic feeder systems and hydrothermal fluids, these fault systems may remain active through several cycles of volcanic and hydrothermal activity. This can result in several periods of VHMS formation at different stratigraphic levels (Galley et al., 2006).
The idealized, undeformed, and unmetamorphosed Archean VHMS deposit, as exemplified by the Matagami deposits, typically consists of a concordant lens of massive sulphides, composed of 60% or more sulphide minerals (pyrite-pyrrhotite-sphalerite-chalcopyrite with associated magnetite). The lens is stratigraphically underlain by a discordant stockwork or stringer zone of vein-type sulphide mineralization (pyrite-pyrrhotite-chalcopyrite and magnetite) contained in a pipe of hydrothermally altered rock (Sangster and Scott 1976). The upper contact of the massive sulphide lens with hangingwall rocks is usually extremely sharp, while the lower contact is gradational into the stringer zone. A single deposit or mine may consist of several individual massive sulphide lenses and their underlying stockwork zones, with the stockwork zone representing the near-surface channel ways of the submarine hydrothermal system and the massive sulphide lens representing the accumulation of sulphides precipitated from the hydrothermal solutions onto the sea floor, above and around the discharge vent (Lydon, 1990).
Most Canadian VHMS deposits are characterized by discordant stockwork vein systems or pipes that commonly underlie the Massive Sulphide lenses but may also be present in the immediate hanging wall strata. These pipes, comprised of inner chloritized cores surrounded by an outer zone of sericitization, occur at the centre of more extensive discordant alteration zones.
| Page 97 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The alteration zones and pipe systems often host stringer chalcopyrite-pyrite/pyrrhotite ± Au. These zones and pipe systems may extend vertically below a deposit for several hundred meters or may continue above the deposit for tens to hundreds of meters as a discordant alteration zone (e.g., Ansil and Noranda deposits). In some cases, the proximal alteration zone and attendant stockwork / pipe vein mineralization connects a series of stacked massive sulphide lenses (e.g., Amulet, Noranda, LaRonde, and Bousquet deposits), representing synchronous and/or sequential phases of mineralization formation during successive breaks in volcanic activity (Galley et al. 2006).
In addition to VHMS deposits, the McIlvenna Bay Project area has the geological potential to host other economic mineral deposit styles, such as orogenic gold associated with syn- to post-metamorphic, crustal-scale structures, and intrusion-related or skarn deposits associated with pre-, syn- or post-orogenic intrusions.
| 8.1.1 | The McIlvenna Bay Deposit |
The McIlvenna Bay Deposit consists of structurally modified, stratabound, polymetallic massive sulphide mineralization and associated stringer zone mineralization. The structural deformation and related transposition of the stratigraphy in the deposit area appears to be responsible for the current geometry of the CS Zone, which occurs as a continuous zone of stringer-style mineralization directly underlying the Massive Sulphide. The sulphides contain copper, zinc and gold, with low lead and silver values.
The McIlvenna Bay Deposit has undergone strong deformation and upper greenschist to amphibolite facies metamorphism. The Massive Sulphide lenses now plunge to the northwest, with typical aspect ratios of length down-plunge to width exceeding 10:1. The exact timing of sulphide ingress, remobilization and paragenesis within the deposit is the subject of ongoing research.
| 8.1.2 | The Tesla Zone |
The Tesla Zone is not yet drilled to the same density as McIlvenna Bay and is therefore less well understood. Currently, the zone is thought to have formed in a similar setting as the McIlvenna Bay Deposit and then moved into its current geometry during subsequent deformation through folding and/or faulting of the stratigraphy. The mineralization and local stratigraphy at Tesla have many similarities to McIlvenna Bay and Tesla is thought to have been influenced by a similar structural and metamorphic regime.
| 8.1.3 | The Bigstone Deposit |
The Bigstone Deposit is hosted by a north trending, steeply dipping, and west facing succession of volcanic and subvolcanic intrusive rocks and minor sediments. Mineralization at the Bigstone Deposit is represented by three zones of mineralization: 1) a laterally extensive zinc rich massive sulphide horizon that is currently thought to have been extruded onto the seafloor, underlain by 2) a copper rich zone of mineralization that may represent a feeder zone to the overlying massive sulphide horizon, and 3) a peripheral zinc rich halo associated with portions of the copper zone.
| Page 98 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 9 | Exploration |
| 9.1 | Foran Exploration 1998 to 2014 |
| 9.1.1 | McIlvenna Bay Deposit Area |
On acquisition of the property in 1998, Foran embarked on a diamond drilling program to test new targets, as well as to infill the existing drill pattern on the McIlvenna Bay Deposit. Phase I of this program commenced in December 1998 and carried on through the winter of 1998-1999. A total of 55 holes were drilled during this program, totalling 27,958 m. Geosight Consulting Canada (Geosight) was retained to prepare a resource estimate using the drill holes completed by previous operators. In 1999, Foran initiated environmental baseline studies and commenced engineering work for construction of a road to access the property.
Drilling continued during the winter of 1999–2000 but was temporarily halted pending financing. In 2000, three holes totalling 2,938 m were completed, and an access road was constructed. M’Ore Exploration Services Ltd (M’Ore) prepared a resource estimate which was released on June 14, 2000 (Galley et al. 2006). This block-model estimate was based on 63,344 m of diamond drilling from 124 holes, of which 33,350 m was drilled by Foran between December 1998 and May 2000. The mineralization had been delineated to a maximum vertical depth of 1,230 m up to this period.
As of May 31, 2000, Foran had drilled an additional 59 holes totalling 33,350 m, with 57 holes directly testing the deposit. The first 44 holes were drilled to upgrade the quality of the resource category from Inferred to Indicated, down to 580 m. The last 15 holes, drilled below and down plunge of the deposit, successfully extended the deposit an additional 300 m vertically.
Exploration ceased after 2000, and the option agreement with the HLJV lapsed. Foran acquired a new option agreement in 2005 and resumed work. In 2006, Scott Wilson RPA (a predecessor to RPA Inc.) was retained to audit the mineral resource estimate and prepare an NI 43-101 Technical Report (Cook and Moore 2006). The mineral resources dropped significantly due to an increased cut-off value, which removed much of the Copper Stockwork Zone (CS Zone).
In early 2007, Foran completed an airborne deep-penetrating VTEM survey over portions of the Bigstone, Balsam and McIlvenna Bay properties. The program comprised 404.6 line-km on 150 m line spacing over the McIlvenna Bay/Balsam properties and 321 line-km over the Bigstone property.
In the winter of 2007-2008, Foran conducted a diamond drill program based on recommendations from the 2006 Technical Report on the McIlvenna Bay Project (Cook and Moore 2006). Seven holes totalling 6,455 m were drilled, ranging from 691.5 m and 1298.4 m in length on sections 9400E through 9700E, aiming to tighten drill hole spacing and upgrade the mineral resources down plunge on MSZ2. Foran later determined that some of the holes missed the deposit at the targeted depths due to inaccurate drilling orientations.
Exploration work paused until 2011 when the company was refinanced, and a new management team took over. That winter, Foran conducted a diamond drilling program of 10 holes totalling 5,056.0 m, targeting a portion of the CS Zone to infill and prove continuity in the central part of the deposit. Some of the drill core from the 2007-2008 program was also relogged and sampled.
| Page 99 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The winter 2011 drilling was successful, and Roscoe Postle and Associates Inc. (RPA) was retained to update the mineral resource estimate (Rennie 2011) for the CS Zone. The zone was re-interpreted, using a nominal 0.5% Cu cut-off value and a minimum thickness of 3 m. Other zones remained largely unchanged, except for Lens 4, which was incorporated into the FW. The re-inclusion of the CS Zone significantly increased the 2011 mineral resources compared to the 2006 estimate.
Drilling resumed from August to November 2011, with a total of 8,158 m completed in 18 holes. The program aimed to infill the deposit, increase confidence in the resource, collect sample material for metallurgical test work, and test the up-dip extension of the CS Zone. Detailed geotechnical logging and geochemical characterization studies were conducted. Metallurgical sampling used HQ-size diamond drill holes. A resurvey of all identifiable drill hole collars was completed, and downhole gyroscopic surveys were conducted in 39 historical holes along with the 2011 drill holes.
Foran also completed a helicopter-borne geophysical survey in 2011 that covered 1,587.4 line-km of VTEM plus and horizontal magnetic gradiometer (mag) over areas of the McIlvenna Bay property not surveyed in 2007 (Figure 9-1).
In winter of 2012, Foran completed 3,825 m of diamond drilling in 15 holes. The drilling was directed at near-surface projections of the deposit to upgrade the classification and extend the known mineralization. Drilling was predominantly completed utilizing HQ-sized core to provide additional material for future metallurgical test work. Geotechnical and hydrogeological studies were also conducted.
Metallurgical test work on the samples collected from the 2011 drilling was completed in June 2012 by G&T Metallurgical Services Ltd. (G&T). Three composite samples, totalling 516 kg of drill core, were created for the CS Zone, MSZ2, and UWZ mineralogical domains. These samples were then used in batch and locked cycle flotation testing and determining Bond Work Indices.
| Page 100 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
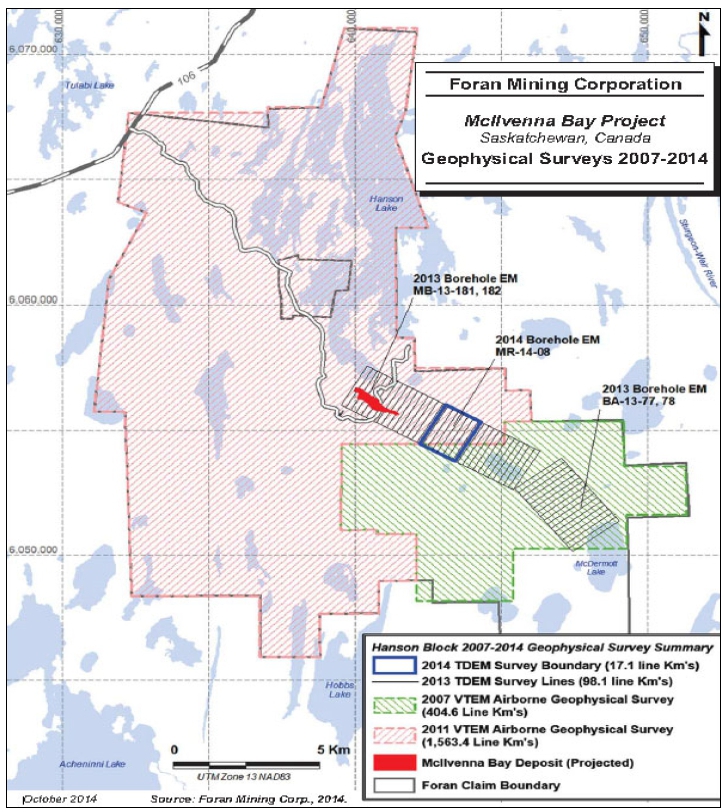
Note: Figure taken from the 2015 Technical Report.
Figure 9-1: Geophysical Surveys 2007 to 2014
| Page 101 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
It is unknown if G&T was ISO certified at the time of the work in 2012. Steward Holdings Group Limited (Steward Group) purchased G&T in February 2011, and Campbell Brothers Limited (ALS Group) acquired Steward Group on June 29, 2012. While metallurgical processes are typically not ISO certified, laboratory assaying usually is. ALS laboratories are ISO/IEC 17025 accredited.
In late 2012, RPA updated the mineral resource estimate for the Project using drill results completed up to that time. The estimate update was completed in March 2013 (Rennie 2013) and resulted in an increase of 15% in the Indicated tonnage and 18% in the Inferred tonnage. This increase was not deemed material, so a new NI 43-101 Technical Report was not required. The 2013 estimate was used as the basis of the preliminary economic assessment (PEA) completed by JDS and disclosed in the January 2015 PEA Technical Report (Makarenko et al. 2015).
Coinciding with the mineral resource estimate update, Foran drilled four diamond drill holes totalling 2,243 m on the deposit in 2013. These holes were not incorporated into the 2015 estimate, and RPA concluded that the impact of these holes on the mineral resource estimate used in the 2015 Technical Report would be negligible. However, these and subsequent drill holes are included in the current estimate discussed in Section 14 of this report.
| 9.1.2 | Outside Immediate McIlvenna Bay Deposit Area |
In addition to the work done on McIlvenna Bay Deposit, Foran has conducted exploration activities on the surrounding property area to look for additional deposits. In 2013, 98.1 line-km of ground-based TDEM was performed, covering the McIlvenna Bay Deposit and the 7 km trend of prospective stratigraphy that extends from McIlvenna Bay to the southeast into the Balsam area. The survey grid covered portions of the McIlvenna Bay property, the southeast corner of the Hanson Block claims, and a portion of the Balsam property (Figure 9-1). Borehole electromagnetic surveys (BHEM) were carried out in two holes in the Thunder Zone / Balsam areas, as well as two others at McIlvenna Bay Deposit.
In 2012 and 2013, Foran drilled six holes, totalling 2,163 m on five separate regional targets in the southern portion of the property outside of the immediate McIlvenna Bay area. Figure 9-2 shows these targets’ locations and summarizes the amount of drilling done at each location.
In 2013, nine holes, totalling 3,211 m were drilled in the Balsam / Thunder Zone area, located 5 km to 7 km southeast of the McIlvenna Bay Deposit. Initial drilling during this program targeted areas of known mineralization in the Balsam area, infilling these locations to attempt expanding the mineralized zones and to better understand the stratigraphy of the immediate area. The program was successful in intersecting new mineralization and indicated that there may be mineralized zones at different stratigraphic levels at Balsam, but that the zones tend to be pod like in nature.
Near the end of the 2013 drilling program at Balsam, a new EM conductor was identified as part of the concurrent ground geophysical survey program. One of the last drill holes of the 2013 program tested this anomaly and intersected a new zone of mineralization, termed the Thunder Zone, along the same geological trend that hosts the McIlvenna Bay Deposit. Massive sulphide mineralization was intersected in BA-13-77, which included a 3.66 m intercept grading 4.08% Cu, 0.43 g/t Au and 27.0 g/t Ag at the Thunder Zone that appeared to be open for expansion along strike to the northwest.
| Page 102 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The 2013 ground geophysical survey also identified another new large deep-seated EM conductor, called Target A, located approximately 2 km to the southeast along strike of the McIlvenna Bay Deposit. In 2014, a short geophysical program comprising 17.1 line-km of detailed TDEM was completed along strike to the southeast of the McIlvenna Bay Deposit and northwest of the new Thunder zone discovery to confirm the location and characteristics of Target A. The EM response at Target A had similar characteristics to those observed from the McIlvenna Bay Deposit and the late time response of the anomaly suggested a sulphide conductor. Following the detailed geophysics, Foran drilled 1,864 m in two holes on Target A, located just east of the McIlvenna Bay Deposit (Figure 9-2). The first drill hole was terminated early due to excessive flattening, but the second hole was completed to a depth of 1,683 m. No significant sulphide mineralization was intersected that would explain the anomaly. The drilling was followed by a BHEM survey, which suggested that the conductor was still present below the hole. Geological logging indicated that the stratigraphy was cut by a dike at that location of the conductor, so the source of the conductor was not tested by the drill hole.
Between 2012 and 2014, a program of lithogeochemical sampling was carried out on drill core from the McIlvenna Bay Deposit, Target A, and the Thunder Zone / Balsam areas designed to build a chemostratigraphy for the area and geochemically characterize prospective stratigraphy in the Hanson Lake area to aid in the exploration for additional zones of mineralization under cover. To aid in this work, surface exposures surrounding Hanson Lake (Figure 9-3) were also sampled to provide additional characterization of the chemostratigraphy in the exposed areas where geological relationships between units could be more readily observed. The surface sampling around Hanson Lake was conducted jointly with the Saskatchewan Geological Survey and Acadia University as part of a company-sponsored master’s thesis study. A total of 1,406 samples were collected from outcrops around Hanson Lake during the during the summers of 2013 and 2014 in support of the Thesis work. Final synthesis of the results from the surface sampling and sampling from select drill holes from the area was included in a M.Sc. thesis report (Kramar, 2019). The study was successful in defining a chemostratigraphy for the Hanson Lake area and also identified several geological units that appear to be prospective as hosts for the potential discovery of additional mineralization as exploration continues in the region.
| Page 103 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
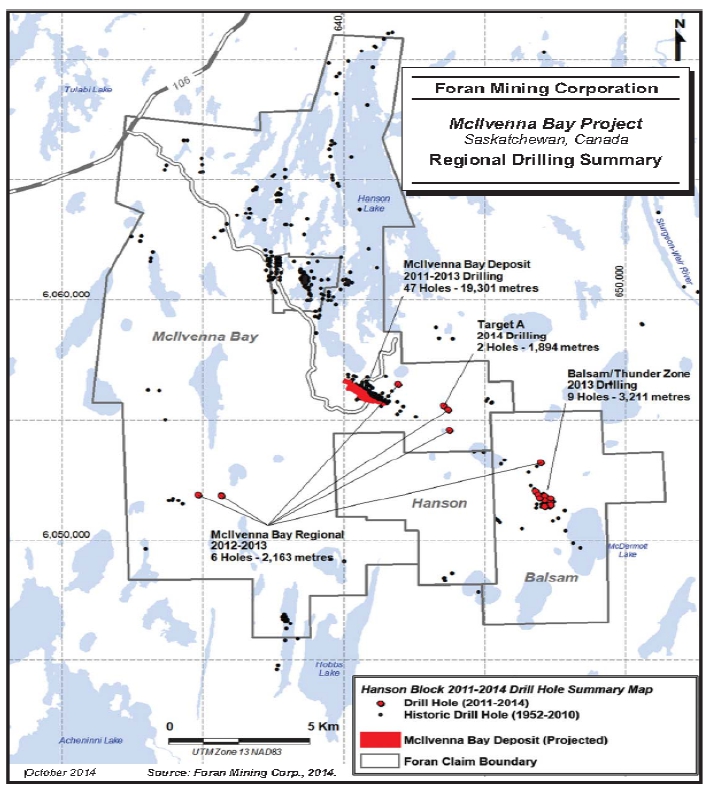
Note: Figure taken from the 2015 Technical Report.
Figure 9-2: Regional Drilling Summary 2011 to 2014
| Page 104 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
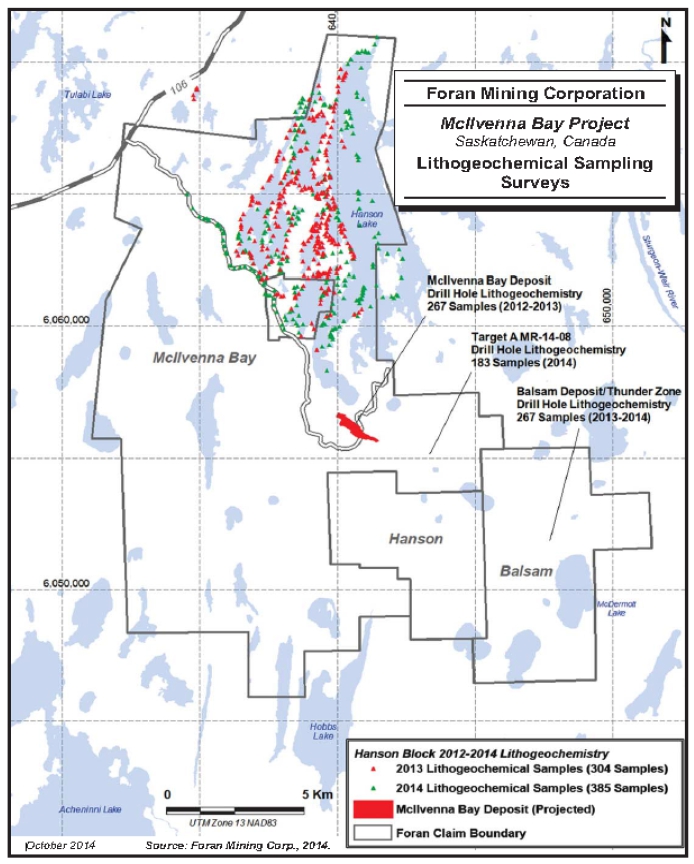
Note: Figure taken from the 2015 Technical Report.
Figure 9-3: Lithogeochemical Sampling Surveys 2012 to 2014
| Page 105 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 9.1.3 | Bigstone Deposit Area |
Since acquiring the Bigstone Property in 2003, Foran has completed several geophysical surveys on the Property to further define drilling targets and focus exploration.
In 2007, the first VTEM survey was completed on the Property covering 321.35 line-km over two blocks encompassing 42 km2. A follow-up survey was completed in 2011 encompassing 1,092.2 line-km which covered the remaining portions of the Property. The VTEM survey identified numerous EM conductors outside of the Bigstone deposit area for follow-up exploration.
In 2014, additional ground EM geophysical surveying was completed in the Bigstone deposit area to provide additional clarity on the location and extent of the EM conductors in that area for follow-up exploration. This work included a ground based, large loop, deep penetrating TDEM survey that covered the known deposit and the extension of the prospective stratigraphy to the north. The ground- based survey covered 3.6 km of the north trending stratigraphy encompassing a total of 45.05 line-km of surveying and was conducted utilizing four 1,000 m by 1,200 m fixed loops. Data was collected on lines spaced between 100 m and 200 m apart at station intervals of 50 m. The grid layout for the survey and the locations of the transmitter loops are shown in Figure 9-4.
For the Bigstone deposit area, 10 lines were surveyed twice with fixed transmitter loops installed at opposite ends of the grid lines. This methodology avoids the potential blanking effects of multiple conductors that were known to occur in the vicinity of the deposit and provides better data for modelling and interpretation. The remainder of the grid to the north of the deposit was only surveyed using the western loops.
The results of the survey, illustrated in Figure 9-5, indicate that the ground EM system successfully delineated the conductors associated with the Bigstone deposit and defined regional EM targets for future exploration.
| Page 106 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
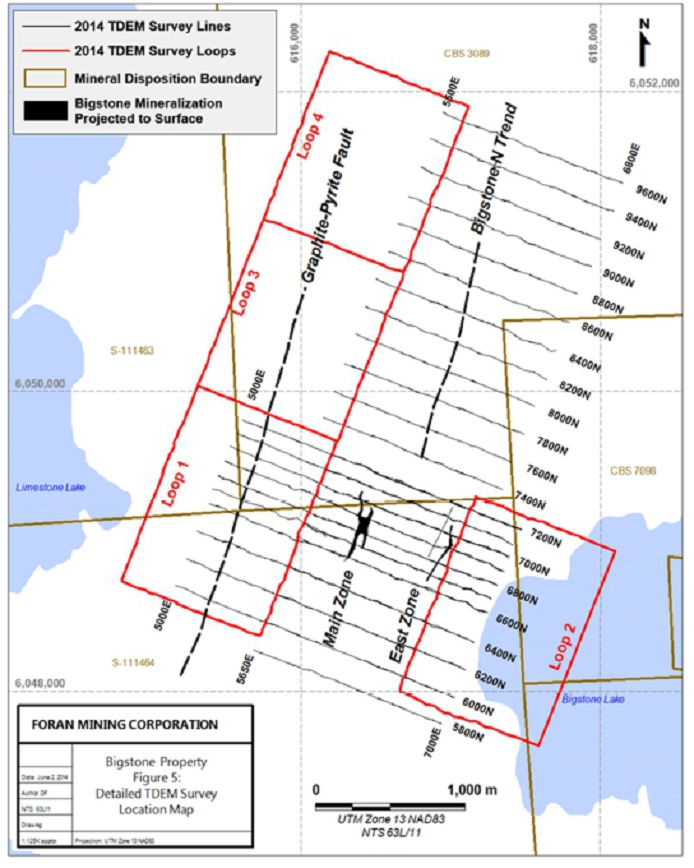
Figure 9-4: 2014 TDEM Survey Lines on the Bigstone Deposit
| Page 107 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
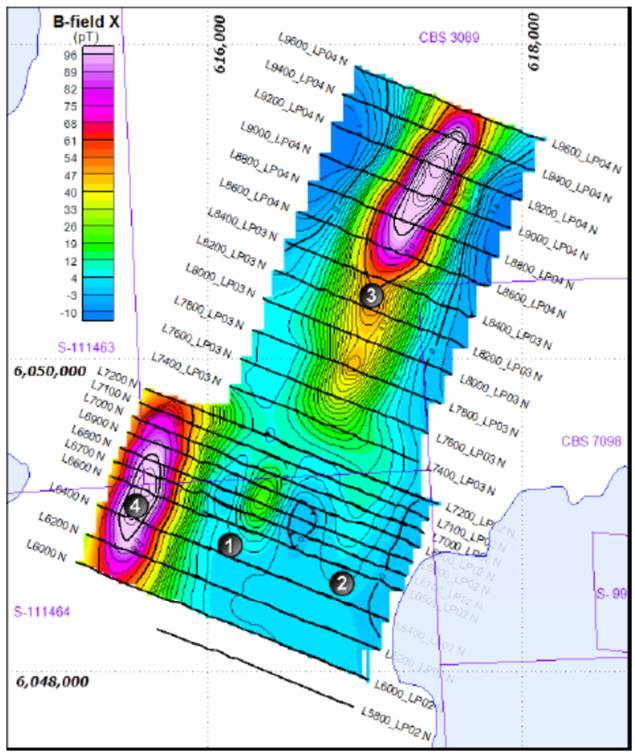
| Figure 9-5: | 2014 TDEM Survey Results |
| Page 108 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Bigstone deposit EM response is evident over a 500 m distance between lines 6,600N and 7,100N (Target 1 on Figure 9-5). The regional conductive features identified in the survey markers 3 and 4 require further modelling and compilation of historic data to fully understand the significance of the anomalies.
Regional trend 3 is located along the trend of prospective stratigraphy that extends to the north of the deposit and may represent the graphitic argillite unit that marks the hanging wall contact above the Bigstone deposit. Further modelling of the EM data will be required to fully understand this response. The western conductor (regional trend 4) is believed to be related to a graphite and pyrite in a fault zone intersected in historic drilling. Further compilation work is required to fully define these potential targets prior to drill testing in the future.
| 9.2 | Foran Exploration 2015 to 2018 |
| 9.2.1 | McIlvenna Bay Deposit Area |
In December 2017, Foran signed a Technical Services Agreement with Glencore Canada Corporation, under which Glencore will contribute its professional and technical services, assistance, guidance, and advice in connection with the objective of completing a feasibility study on McIlvenna Bay. In exchange, Glencore received an exclusive off-take contact to purchase or toll process all of the concentrates and/or other mineral products produced from the Project at prevailing market rates. With this agreement in place, Foran embarked on a large infill and expansion drill program designed to convert as much of the deposit resource as possible into the indicated category that could then potentially be converted into reserves for the upcoming feasibility study.
In 2018, Foran conducted 26,827 m of drilling in 60 drill holes targeting the deposit. The program was completed in two phases, with 14,986.5 m in 32 drill holes (including several wedged holes) completed during the Phase I winter program and 11,840.5 m in 28 holes (including wedges) completed during the Phase II summer program. The focus of the winter program was to upgrade both the near surface and deep portions of the deposit which are covered by muskeg and not accessible during summer months, while the summer program focused on the middle part of the deposit which was accessible from higher ground.
Both programs were completed using oriented coring techniques to provide a better understanding of the geological structures in the deposit area. Several wedge holes were also drilled during the programs to provide additional material for metallurgical testwork. In addition to converting inferred resources to the indicated category, other program components included geotechnical, hydrogeological, and metallurgical testwork.
Geotechnical components of the program included 3,733 m of detailed geotechnical logging on holes drilled at orientations amenable to both structural and resource studies. In addition, three short geotechnical holes (151.3 m) were drilled to characterize the proposed portal location and four short vertical holes (104 m) were drilled for piezometer installations to help quantify near surface groundwater flow in the immediate deposit area.
| Page 109 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Material for metallurgical testwork was collected from all Phase I and II drill holes, with either a quarter or half of each sampled interval submitted for testing. Metallurgical work was carried out by Base Metallurgical Laboratories Ltd. (BML) of Kamloops, BC. A total of 1,440.96 kg of drill core was provided from the 2018 drilling, supplemented with 712.4 kg of coarse rejects from assayed material from the 2018 program. Another 38.34 kg of core material from 2011 drilling was collected for HLS testing. Testwork completed included grind and flotation circuit tests, as well as DMS upgrading to maximize value.
As a part of Phase II summer drilling, a downhole resurveying program was also undertaken. Several holes were identified that did not have a full-gyro-surveys completed during the 2011 downhole resurvey program, due to blockages in drill holes at surface or at depth. Holes that displayed suspicious or non-existent historical downhole surveys beyond blockages were re-opened with a drill on the pad and resurveyed with a True North Gyro.
To develop a larger library of rock density measurements across the deposit, Foran employees performed 1,932 bulk density measurements both from the 2018 drill holes, and from historical core (from 2011, 2012 and 2007) that was not significantly weathered. Bulk density measurements were matched to sampled intervals, with individual pieces labelled to ensure correct wet and dry weights. Samples were measured using a scale with a precision of within 1 g (0.5 g for skilled operators). The larger sample sizes (often between 2 kg and 4 kg) minimized the error introduced by the 1.0 g precision. These bulk density samples are considered more representative of the actual density of the mineralized material in the ground, compared to measurements taken from isolated, random small samples of core.
As a follow up to both programs, BHEM surveys were completed on several holes to look for additional lenses below the level of current drilling. The program was successful in its mandate and culminated in the 2019 resource estimate, which was the subject of a NI 43-101 Technical Report. Ultimately, the revised resource estimate was incorporated into a prefeasibility level study for the deposit that was released in an April 2020 Technical Report.
The Glencore Agreement subsequently lapsed and no further exploration was conducted on the deposit until 2021.
| 9.2.2 | Outside the Immediate the McIlvenna Bay Deposit Area |
In 2015, Foran completed a small drill program at the Thunder Zone (adjacent to the Balsam area) located approximately 7 km from McIlvenna Bay, along a trend of prospective stratigraphy that extends to the southeast from the deposit.
The Thunder Zone was initially discovered in 2013, when massive sulphide mineralization was intersected in a drill hole designed to test a new EM conductor which had been identified as part of a ground geophysical program conducted that year over the trend from McIlvenna Bay to the nearby Balsam area. One of the last drill holes of the program at the Balsam area tested this new anomaly and was successful in intersecting a new zone of mineralization. This new mineralized zone was termed the Thunder Zone and sits along the same geological trend that hosts the McIlvenna Bay deposit. Massive sulphide mineralization was intersected in drill hole BA-13-77, which included a 3.66 m intercept grading 4.08% Cu, 0.43 g/t Au and 27.0 g/t Ag.
| Page 110 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
During the 2015 exploration program, Foran completed five drill holes encompassing 1,914 m at the Thunder zone to follow up on the new discovery from 2013. The program was successful in intersecting massive and stringer sulphide mineralization in four of the five holes drilled, which partially defined a moderately dipping mineralized zone hosted by moderately-to-strongly altered felsic volcanic rocks. Drilling to date has defined the zone over approximately 300 m along strike. The zone remains open for expansion.
| 9.2.3 | The Bigstone Deposit |
In 2015, six diamond drill holes encompassing 2,545 m of drilling were completed targeting the mineralization of the Bigstone Deposit on four sections oriented at UTM azimuth 111o spaced 25 m or 50 m apart. The drill holes tested the central part of the historic Bigstone deposit between 200 m and 350 m vertical elevation below surface. The program was designed to confirm both the historic drill results from previous operators and test the mineralization and confirm the current geological interpretation. The drill holes were completed using larger HQ diameter core to allow the collection of large samples for initial metallurgical testwork. All drill holes intersected significant zones of mineralization and successfully confirmed the geological interpretation for the Deposit.
A total of 560 kg of half HQ diameter core material from 2015 diamond drill program was shipped to Base Met Labs for metallurgical test work. Three composite samples were constructed from the material, termed the Main Zone (the Copper Zone), the Zinc Stringer Zone, and massive sulphides. The program was designed to test the amenability of these styles of mineralization to produce copper and zinc concentrates. All styles of mineralization produced high grade concentrates with good recoveries from the test work utilizing conventional floatation methods.
The program was successful in its mandate and culminated with the 2020 resource estimate which was the subject of a NI 43-101 Technical Report.
| 9.3 | Foran Exploration 2019 to Present |
| 9.3.1 | The McIlvenna Bay Deposit |
Foran conduced a 2021 drill program focused on infill drilling to target the inferred portions of the resource and convert additional tonnes to the indicated category, as well as to expand the deeper parts of the deposit in the up-dip direction with step-out drilling. The program was completed between January and July and consisted of 39 drill holes encompassing 27,298 m (including 11 wedges). The program included the use of oriented core technologies to better understand the structural settling of the deposit and all holes were surveyed with a gyro tool to provide accurate drill hole traces at depth. During this 2021 program, Foran continued collecting bulk density measurements for all mineralized intervals within the deposit to bolster the density database. The measurements were made using the weight in air / weight in water method on complete sample intervals, similar to the process employed in 2018.
The program was successful in significantly increasing the density of drill holes in the deeper part of the deposit and in expanding the mineralized horizons up-dip, along the upper plunge line of the deposit. The 2021 drilling continued to define a trend of thicker mineralization in the CS Zone in this area, which is often coupled with higher copper grades in the adjacent massive sulphide horizon. Ultimately, the drill program culminated in significant increases in the indicated portion of the McIlvenna Bay resource. The results of the revised resource estimate were incorporated into detailed engineering studies that were underway on the deposit. These studies culminated in a revised reserve estimate and the completion of feasibility level studies for a proposed mine development at the site and the site was the subject of an NI 43-101 Technical Report.
| Page 111 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
During the winter of 2021, the immediate deposit area and projected extensions to the northeast were covered by ground EM surveys to determine the potential for extensions of known lenses and/or additional mineralized lenses at depth. The results of the survey were modelled, and drill testing of the EM conductors generated from the survey began during a 2021-22 winter drill program. This winter program resulted in the discovery of a new zone of sulphide mineralization, later termed the Tesla Zone, adjacent to the McIlvenna Bay Deposit.
Borehole EM survey data collected from the initial Tesla discovery drill holes were combined with the EM responses from the 2021 ground survey. When the two datasets were combined, they produced a robust plate model for the new zone. The modelling indicated an EM conductor with potential dimensions of 900 m in strike length and 300 m in dip extent associated with the Tesla Zone located just 300 m north of McIlvenna Bay Deposit. This modelled conductor plate was used successfully to target continued growth of the Tesla Zone through multiple drill programs since 2022 that have significantly expanded the mineralized footprint. As of the end of the 2024 winter program, the Tesla Zone has been intersected by 32 drill holes and wedges with mineralization defined in multiple lenses. These lenses consist of zinc and/or copper rich massive sulphides and associated stringer zones over a strike length of 1,200 m and 500 m to 700 m in the down dip direction, remaining open in all directions for continued expansion.
Given the robust nature of the mineralization that has been encountered as drilling has rapidly expanded the zone, a potential Tesla Exploration Target has been estimated to help facilitate planning and to assess the potential impact that Tesla could have on future operations at McIlvenna Bay. Although Tesla has not yet been drilled to a sufficient density to support a mineral resource estimate, the estimated exploration target provides a range estimate of the potential of the zone. The Tesla Exploration Target suggests the potential for 28Mt to 45Mt grading 2.2% to 3.2% CuEq, as detailed in Section 14 of this report.
Despite the Tesla Exploration Target’s usefulness, the potential quantity and grade of this Exploration Target is conceptual in nature. As of this the publication of this report, there has been insufficient exploration to define a mineral resource in this area and uncertainty remains regarding if further exploration will result in the target being delineated as a mineral resource. Ongoing drilling continues at Tesla, which is focused on expansion and increased definition of the mineralized horizons.
| 9.3.2 | Outside the Immediate McIlvenna Bay Deposit Area |
During 2021 and 2022, Foran conducted a two-phase regional exploration program on the McIlvenna Bay and adjoining Balsam and Hanson properties, focused on several priority geophysical targets that were identified during a review and compilation of historic airborne and land-based EM surveys that have been conducted on the property. The Phase I, helicopter supported, regional program was conducted during the fall of 2021 focused on the Ampere, Faraday and Johnson targets and are located 4.5 km, 6.5 km, and 1 km from McIlvenna Bay respectively. Phase II was a land-based drill program conducted the following winter that focused on follow up drilling at Ampere, along with drill testing of the Flinty, Hertz, and Volta targets located 7 km to the southeast, 2 km to the east and 2 km to the southeast from McIlvenna Bay respectively. Work areas for the Phase I and II regional programs are presented in Figure 9-6. A total of 5,192 m of drilling in 14 drill holes were completed during the two phases of the program.
| Page 112 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The best results from the program were returned from the Flinty prospect, where two of the holes intersected sulphide mineralization including local semi-massive textures with the best result of 6.90 m grading 2.85% Zn and 0.49% Cu returned from FL-22-02. This result appears to correlate with historic intersections in the area and additional follow up exploration has been recommended. Drilling at both the Ampere and Faraday prospects did not return any significant mineralization, but drilling in both areas did intersect prospective volcanic stratigraphy (including local pillow basalts) and associated alteration. The drilling also intersected local exhalative horizons in several holes that are likely indicative of a hiatus in volcanism which could represent prospective stratigraphic positions for the deposition of VHMS mineralization. Follow up drilling has also been recommended for both these areas in the future.
During 2023 and 2024 Foran has completed several large detailed airborne geophysical surveys across its land holdings consisting of EM, aeromagnetics, and gravity gradiometry to help facilitate continued regional exploration for additional discoveries within trucking distance of the proposed processing facilities at McIlvenna Bay. These surveys have provided a specialized assemblage of data sets specifically selected as a platform for pursuing new base metal sulphide discoveries.
| Page 113 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
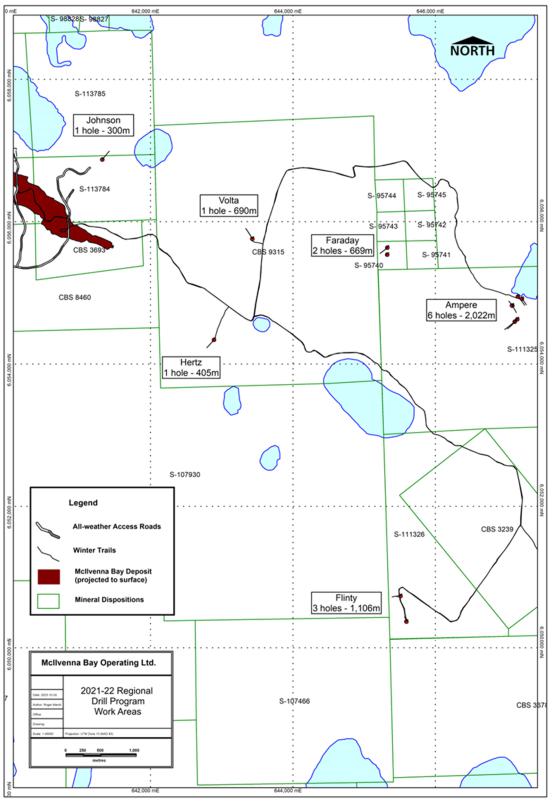
| Figure 9-6: | 2021-2022 Regional Exploration Drill Program Targets |
| Page 114 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
During the summer of 2023, 1,733 m of regional drilling was completed mostly targeting the Ada Prospect, located to the northwest of Hanson Lake, adjacent to access road from the highway to the McIlvenna Bay site. The target area has seen minor historic work by previous operators, including some historic trenching and shallow drillholes that did not adequately test the target. Foran’s initial drill holes were planned to both test the trenched area and a significant conductivity anomaly identified from the geophysics. Drilling intersected felsic volcanic rocks with one or more relatively narrow, semi-massive sulphide lenses in several drill holes, returning anomalous copper and zinc from the sampling.
Final HeliTEMTM data, received in 2024, indicates that some follow-up drilling will be required to ensure that the Ada anomaly is fully tested.
Regional exploration drilling has continued in the Hanson Lake area in 2024, incorporating the results from the recent airborne geophysical surveys and focused on the advancement of the Company’s list of regional targets. During the 2024 summer program, 3,687 m of drilling was completed in five target areas. Results are currently pending from the program.
| 9.3.3 | The Bigstone Deposit |
An exploration drill program was conducted in the summer of 2021 targeting the expansion potential of the Bigstone Deposit. The program consisted of 5,716 m in 14 drill holes which targeted the mid-levels of the deposit, tested the expansion potential of the known zones both up and down dip and along strike, and conducted minor infill drilling to potentially upgrade current Inferred resources to the Indicated category. The drilling was conducted on eight fences covering approximately 500 m of strike length.
The drilling was successful in intersecting new mineralization in several of the holes that has expanded the boundaries of mineralization incrementally in the central part of the Deposit and continue to indicate that the mineralized zones remain open at depth for further growth. However, the step out drilling data from along strike suggests that there is limited potential to expand the resources significantly to the north and south at least near surface. The assumption is that the drilling completed during the program did not have a material impact on the results of the previous 2020 resource estimate.
| 9.3.4 | Outside the Immediate Bigstone Deposit Area |
Prior to the end of the 2021 program, two drill holes were completed as an initial test of the historic East Zone (now called Marconi) located approximately 500 m east of the deposit. This drilling was followed by an additional 10 drill holes completed during the 2022 Summer for a total of 5,429 m of drilling targeting the zone.
Historic drilling at Marconi had intersected anomalous copper mineralization that appeared to be spatially associated with the margin of highly magnetic, granodiorite and quartz porphyry intrusions. The Marconi trend is defined by an interpreted structure oriented approximately 020o which is represented by coincident magnetic, chargeability and conductivity anomalies in the geophysical datasets. The drilling completed during the 2021 and 2022 programs tested these anomalies over a 600-m strike length along the structure. The drilling was conducted on five fences with several holes drilled at off section angles to test for other potential trends to the mineralization.
| Page 115 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Overall, the assay results from the drilling returned broad zones of generally low-grade copper mineralization associated with this contact area in all holes, with broad zones of sulphide mineralization intersected in the 0.1% to 0.5% copper range. However, based on the drilling completed to date, there appears to be limited potential to develop any significant zones of economic copper mineralization unless a chemical and/or structural trap area can be identified with higher copper concentrations.
Following the completion of the drilling at Marconi, the focus of regional exploration drilling in the Bigstone area has shifted to targets along the Bigstone trend to the north. Limited drilling has been competed on several targets between 2022 and 2024 focused on the Hooke, Maxwell and Bacchus target areas located between approximately 600 m and 1,000 m north of the Bigstone deposit. No significant results were returned from the Hooke and Maxwell drilling, but drilling in 2024 at Bacchus has returned several sulphide intersections. Assays are currently pending from this drilling.
| 9.4 | Exploration Potential on the Property |
The following information has been extracted from Section 24 of the April 27, 2020, APG Mining Consultants Inc. (APG) Technical Report (AGP 2020) and updated where necessary.
Exploration potential exists for the discovery and delineation of additional base metal and/or precious metal deposits on Foran’s land holdings in the Hanson Lake District. The Hanson Lake District represents the two western-most volcanic assemblages (Hanson Lake and Northern Lights assemblages), which form part of the prolific Flin Flon Greenstone Belt. This belt extends over 225 km from Snow Lake in Manitoba to the Bigstone Lake area in west-central Saskatchewan and is host to 29 mines, both past and present producing, that represent over 170M tonnes of production.
Foran holds a large contiguous claim block that extends from Hanson Lake in the east to Limestone and Bigstone Lakes in the west that covers numerous historical occurrences of VHMS and other styles of sulphide mineralization along with several high priority geophysical exploration targets in both the Hanson Lake and Bigstone Lake areas, which have been the focus of recent work by Foran. During 2021, Foran completed a review of the regional geology and geophysical datasets to better understand the potential of the project area and to develop new target areas for future exploration. As part of this review, several prospective target areas were identified from regional geophysical datasets and several areas were covered by ground EM surveys to help define drill targets for further exploration.
During 2023 and 2024, Foran completed several additional large airborne geophysical surveys (magnetics, electromagnetic and Gravity Gradiometry), which were completed with tighter line spacing and modern techniques to further refine the geophysical datasets and potential exploration targets.
As the McIlvenna Bay Deposit continues to advance toward production, the exploration focus in the area is transitioning to identifying additional regional target areas that could eventually develop into satellite mineralized zones that could be processed at a central processing facility at McIlvenna Bay. Foran has been working on growing and advancing its list of exploration targets by extrapolating known geology in the north to the undercover sections in the south as the Company advances its geophysical interpretations and exploration models.
| Page 116 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Leveraging new insights from recent work at Tesla and McIlvenna Bay, Foran will also be re-logging and sampling drill core from historic prospects where alteration vectors and near-miss indicators may have previously been overlooked. With extensive drilling permits in place, the 2025 exploration programs are expected to include a significant helicopter-supported drilling effort to test regional targets. The current target pipeline and key focus areas for different drill seasons are shown in Figure 9-7.
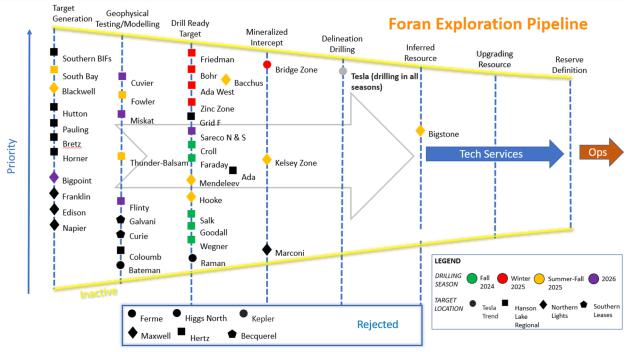
| Figure 9-7: | Current Exploration Targeting Pipeline |
Since 2022, the Company has been working on orebody knowledge studies to better understand the mineralizing system at the McIlvenna Bay and Tesla Zones, and the Bridge Zone located between the two. Studies have included detailed petrography, Laser Induced Breakdown Spectroscopy (LIBS) and SEM probe work on both mineralized and altered samples. The results of this work remain preliminary and the Company is still refining concepts and ideas around how mineralization across its claims may have been generated. Ongoing research is considering additional or overprinting mineralization styles that may occur in the district.
Currently, the most advanced of these prospects are the recent discovery at the Tesla Zone and the Thunder Zone massive sulphide prospect, which have both returned potentially economic intersections and could potentially represent satellite mill feed for a central processing plant at McIlvenna Bay, subject to continued successful exploration.
| 9.4.1 | Tesla Zone |
Since its discovery during the 2021-22 winter drill program, the Tesla Zone has been intersected by 51 drill holes and wedges up to the end of the 2024, with mineralization defined in multiple lenses. A plan map showing the location of drill holes and the approximate outline of mineralization as of the end of the 2024 winter program are presented in Figure 9-8.
| Page 117 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
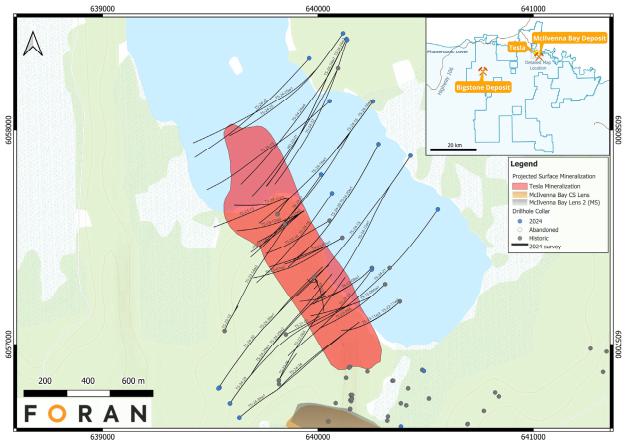
| Figure 9-8: | Plan View of the Tesla Zone with Interpreted Surface Projection of Mineralization |
An infill drill program was completed during the 2024 summer at the Tesla Zone, targeting larger gaps in the current drill hole spacing designed to increase the drill density as the Company works towards producing a resource estimate for the zone. The summer drill holes were completed from the footwall side using directional drilling technologies to provide orthogonal intersections into the mineralized horizons.
A large ice-based infill and expansion drill program was initiated in early January 2025 focused on continuing to increase the drilling density at Tesla. The 2025 winter program is planned to encompass over 30,000m of drilling utilizing eight drill rigs to rapidly advance the program while the frozen conditions are available. The program is likely to run until late March - early April depending on ice conditions The Tesla Zone remains a high priority target for continued exploration in the McIlvenna Bay area.
| 9.4.2 | Thunder Zone |
As described in Sections 9.1.2 and 9.2.2, drilling exploration was conducted on the Thunder Zone in both 2013, when the zone was discovered, and in 2015, as a follow up to the discovery exploration. Additional exploration is warranted at the Thunder Zone to further define the extent of the mineralized zone and, if significant, to prepare a 43-101 compliant mineral resource estimate. A map indicating a gridded profile of the EM response over the Thunder Zone with the drill hole superimposed is provided in Figure 9-9.
| Page 118 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
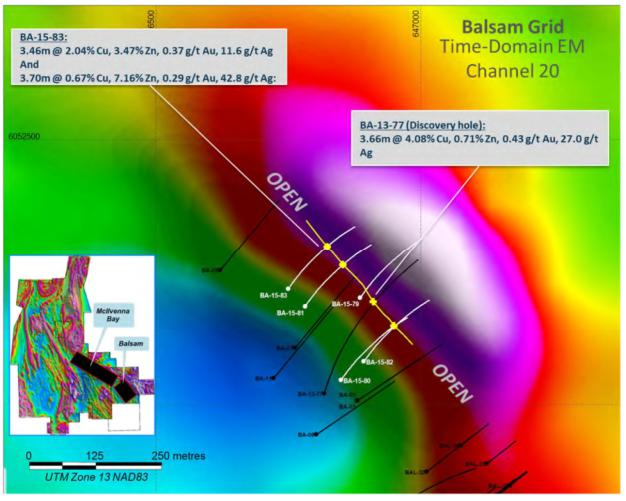
Note: Source Foran
| Figure 9-9: | Thunder Zone – Gridded EM Response and Drilling |
| 9.5 | QP Comments |
The exploration programs conducted by Foran to date on the Project have continued to delineate additional mineralization at the McIlvenna Bay Deposit. Further work is necessary to determine the full extent of the mineralization, both in the down-plunge direction and at depth. Once the Project is put into production, the extent of the mineralization—either down-plunge or at depth—would likely be more economically defined by underground drilling.
Further exploration programs are necessary to identify the extent and tenor of the mineralization in the satellite zones that have been identified either historically or more recently by Foran. Further exploration will also be able to determine if these mineralized satellite zones are economically viable for the purposes of exploitation along with the main McIlvenna Bay Deposit.
| Page 119 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 10 | Drilling |
Portions of this section were extracted from previous McIlvenna Bay Project Technical Reports and updated or edited where necessary.
| 10.1 | McIlvenna Bay Deposit |
| 10.1.1 | Drilling to 2014 (RPA Discussion) |
Diamond drilling was started by Cameco in 1988. Cameco and their partners drilled 68 holes in the area, of which 56 targeted the McIlvenna Bay Deposit. All other drilling in and around the Project area has been completed by Foran. A summary of drilling within McIlvenna Bay Deposit up to August 2014 is provided in Table 10-1.
| Table 10-1: | McIlvenna Bay Deposit Diamond Drilling Summary to August 2014 |
| Company | Year | Number of Holes | Metres Drilled (m) |
| SMDC (with partners Esso, Tri-gold) | 1988 | 26 | 7,702.00 |
| Cameco (SMDC) (with partner Trimin) | 1989 | 30 | 14,550.53 |
| Cameco (with partner Billiton) | 1990 | 13 | 7,693.70 |
| Foran | 1998 | 3 | 997 |
| Foran | 1999 | 62 | 28,992.70 |
| Foran | 2000 | 3 | 2,938.30 |
| Foran | 2007 | 3 | 3,214.20 |
| Foran | 2008 | 4 | 3,310.70 |
| Foran | 2011 Phase I | 10 | 5,056.00 |
| Foran | 2011 Phase II | 18 | 8,158.00 |
| Foran | 2012 | 15 | 3,825.00 |
| Foran | 2013 | 4 | 2,243.00 |
| Total | 191 | 88,681.13 |
Note: Table taken from the 2015 Technical Report.
| 10.1.1.1 | Saskatchewan Mining Development Company and Cameco Drilling |
Totals provided by Foran for the Cameco-era drilling contained in the database do not match the Cameco’s reporting and original drill logs. The apparent discrepancies were due to holes that were lost and re-collared, and other holes that were drilled by Cameco and subsequently lengthened by Foran. Some holes that were collared and then abandoned appear in the database, and some do not, so the drilled totals cannot be reconciled.
Within the database, the metres from the lengthened holes are recorded as drilled by Cameco, but should have been recorded as drilled by Foran. Additionally, the records are incomplete for some abandoned and/or lengthened holes. In some instances, Foran has relogged older drill core to update the records. Consequently, the database cannot be fully reconciled with the early reporting, but the current database is supported by drill logs and subsequent reporting.
| Page 120 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The apparent discrepancies between the drilled metres provided in Table 10-1 and the database were investigated by Foran personnel and documented as follows:
| · | Hole 22, collared by SMDC / Esso in 1988 and deepened by Foran in 1999. |
| · | Hole 7, log is missing. |
| · | Holes 35 and 40, collared by Cameco / Trimin in 1989, lost, and original drilled intervals unrecorded. |
| ‒ | Re-collared as 35A and 40A, respectively |
| · | Hole 42, log is missing. |
| · | Hole 43, collared by Cameco / Trimin in 1989 and deepened by Foran in 1999. |
Holes 58, 66 and 67, collared by Cameco / Billiton in 1990 and subsequently deepened by Foran in 1999.
| · | Holes 62 and 63, apparently deepened, but unclear by whom. |
| · | Holes 62 or 58D, no logs. |
| · | Holes 68, 120, and 121, collared by Foran, lost, and redrilled |
| ‒ | Now recorded as 68A, 120A, and 121A, respectively |
| · | Hole 122W1, drilled as a wedge |
| · | Hole 123, not drilled in the deposit area and therefore not included in McIlvenna Bay database. |
| · | Holes 126, 130, and 131, planned but not drilled, so these hole numbers do not exist in records. |
These discrepancies do not present a significant concern for the drill hole database, particularly as the data used for resource estimation is recorded in logs and verifiable or has been re-acquired through logging of early core. These historical RPA concerns have been addressed during subsequent reviews of Foran’s drill hole database by Micon QPs and no longer constitute any risk to the integrity of the database.
| 10.1.1.2 | Foran Drilling (1990-2011) |
Cameco and Foran employed similar drilling procedures on McIlvenna Bay. The top of the holes from surface down through the Paleozoic cover sequence was drilled with HQ diameter equipment. The drill string was reduced to NQ diameter equipment for drilling below the Proterozoic regolith. All but a handful of the Cameco holes and all the Foran holes retain their HQ rod string in the hole, allowing the holes to be located on surface and re-entered if necessary.
Downhole surveying of Cameco holes HA-60 through HA-65 was completed using acid tests only. Holes HA-01 through HA-17, HA-66, and HA-67 were completed using Tropari and acid test measurements. All other Cameco holes were surveyed using the Techdel International Light-Log system.
Downhole surveying on the early Foran holes was initially conducted using a combination of Tropari measurements and acid tests. Due to the presence of magnetic rocks in the stratigraphy, especially the iron formations, Tropari azimuths were sometimes inaccurate and were occasionally ignored in order to get reasonably accurate hole locations. Tropari measurements were taken at approximately 75 m, and acid tests were taken at approximately 50 m intervals.
| Page 121 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The use of Tropari measurements was considered acceptable for the shorter holes, as the influence of infrequent iron formation horizons intersecting such holes could be eliminated by careful analysis of the Tropari data, logging of the core, and magnetic susceptibility measurements of the core from area around the survey location. However, the Tropari instrument was found to be inadequate as a surveying tool for the deep, step-out holes 67, 111, 120A, 122, 122W1, 124, and 125 which were all drilled in excess of 1,000 m in depth. Drill holes have a greater tendency to wander as depth increases and may wander significantly during drilling operations at those depths. Foran concluded that the locations of the intersections of these holes had an estimated error of ±50 m in the east-west direction and ±25 m in the vertical direction (Lemaitre, 2000).
| 10.1.1.3 | Foran Drilling (2011-2013) |
Starting with the 2011 winter program, the holes were surveyed initially with a Reflex EZ Shot instrument by during the drilling process, as a means of tracking a drill hole’s trend during drilling. The EZ Shot provides an accurate dip but uses a magnetic compass to determine the azimuth, so magnetic units in the stratigraphy of holes being tracked by the EZ Shot can interfere with the tool’s reading.
At the completion of the program, all holes (MB-11-136 to MB-11-145) were resurveyed using a Reflex Instruments gyro tool, which is not affected by magnetic minerals, and significant differences were found between the results for the two instruments. The gyro tool was deemed to provide more accurate survey results and was used for all subsequent downhole surveys. For subsequent drill programs, a similar protocol was followed, with an EZ Shot tool employed for routine tracking of holes at 50 m intervals during drilling, and a final gyro survey completed at the end of the hole to provide an accurate hole trace for the database.
In 2011, a program of resurveying was also conducted to relocate as many of the older drill collars as possible to validate the historical database. Where the casing could be found and the holes were still open, a downhole survey was redone using the gyro instrument. This resulted in revisions to the locations and paths of some holes, which impacted the geological interpretations and grade interpolations. Significant changes were made to the projected path of some holes during this exercise.
A drill hole location map showing the drill holes up to August 2014, is provided in Figure 10-1.The drilling and surveying conducted on the property has been done to industry standards and there are no apparent issues that would have a significant deleterious impact on the estimation of mineral resources. Any historical deficiencies in the drilling database have been corrected and the current drilling database is sufficient to support a mineral resource estimate.
| Page 122 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
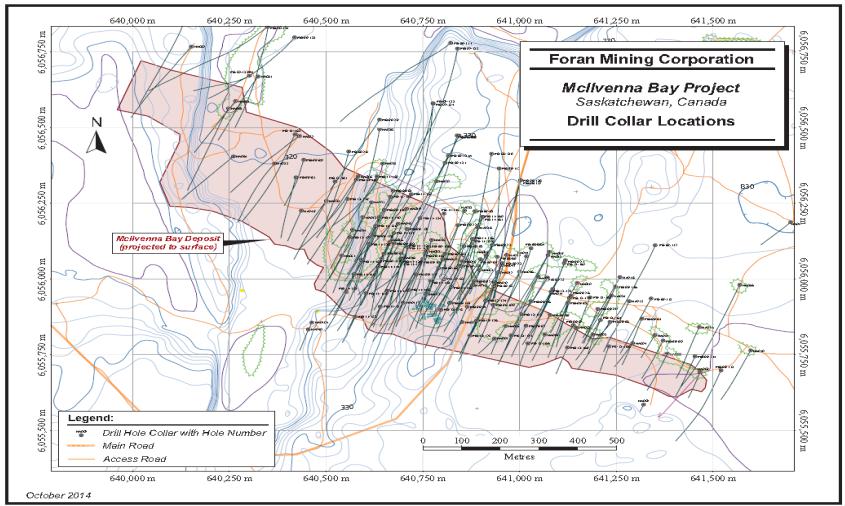
Note: Figure taken from the 2015 Technical Report
| Figure 10-1: | Drill Colar Locations |
| Page 123 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 10.1.2 | Foran Diamond Drilling 2014 to 2018 |
No further drilling was conducted on the McIlvenna Bay Deposit until the 2018 winter, when Foran embarked on a large infill and expansion drill program at the deposit. This program was designed to convert as much of the deposit resource as possible into the Indicated category, which could potentially be converted into reserves for a prefeasibility study.
The 2018 program consisted of 26,827 m of drilling across 60 drill holes that were completed in two phases. The Phase I winter program consisted of 14,986.5 m in 32 drill holes (including several wedged holes), and the Phase II summer program consisted of 11,840.5 m in 28 holes (including wedges). Table 10-2 and Table 10-3 provide detailed information on the drill holes from the 2018 program. A plan map showing the collar locations and hole traces is provided in Figure 10-2.
Drill hole collars were located in the field by a surveyor / geologist with a survey transit or differential GPS, and two foresight pickets were placed in front of the drill to allow the drill to be aligned at the proper azimuth. The drill holes were started with HQ diameter core and drilled until the holes reached to solid bedrock, passing through the dolomite cap rock and sand layer and/or through the regolith. Once into solid bedrock, the rod string was reduced to NQ diameter and the holes were drilled to depth, leaving the HQ rod string as casing. Once the drill hole was reduced to NQ, the surveyor completed a survey of the rod string to obtain an accurate azimuth and a final collar location for the hole.
| Page 124 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 10-2: | Summary of the 2018 Phase I Diamond Drilling Program, McIlvenna Bay Deposit |
| Drill Hole | UTM
NAD 83 Zone13 Easting |
UTM
NAD83 Zone13 Northing |
Elevation (masl) |
Azimuth
from Total Station |
Dip | Length
(m) |
| MB-18-183 | 640961.55 | 6056152.38 | 330.46 | 189.25 | -73.82 | 701.00 |
| MB-18-184 | 641386.19 | 6055696.85 | 332.07 | 199.52 | -55.52 | 113.00 |
| MB-18-185 | 641330.43 | 6055727.59 | 331.93 | 198.80 | -56.72 | 110.50 |
| MB-18-186 | 641273.78 | 6055733.70 | 331.92 | 198.46 | -56.02 | 100.50 |
| MB-18-187 | 641177.32 | 6055756.53 | 331.91 | 197.89 | -55.79 | 137.50 |
| MB-18-188 | 641269.95 | 6055847.54 | 331.97 | 197.00 | -57.21 | 215.00 |
| MB-18-189 | 641406.73 | 6055826.48 | 332.30 | 198.94 | -57.81 | 248.00 |
| MB-18-190 | 641249.16 | 6055915.98 | 331.97 | 189.86 | -66.86 | 320.00 |
| MB-18-191 | 640983.05 | 6055954.84 | 330.94 | 193.44 | -62.89 | 317.00 |
| MB-18-192 | 641095.20 | 6055834.00 | 331.88 | 197.64 | -56.61 | 176.00 |
| MB-18-193 | 641130.52 | 6056051.29 | 332.40 | 190.16 | -65.72 | 447.00 |
| MB-18-194 | 640229.57 | 6056875.69 | 319.32 | 183.27 | -79.81 | 1160.00 |
| MB-18-195 | 640964.92 | 6055778.35 | 331.40 | 199.61 | -55.19 | 119.00 |
| MB-18-196 | 641080.70 | 6055787.40 | 331.73 | 198.17 | -56.34 | 122.00 |
| MB-18-197 | 641174.58 | 6055869.36 | 332.00 | 191.63 | -68.25 | 251.00 |
| MB-18-198 | 640503.65 | 6056584.79 | 319.71 | 184.74 | -76.98 | 918.00 |
| MB-18-199 | 640574.40 | 6056328.22 | 320.40 | 193.51 | -71.15 | 655.00 |
| MB-18-200 | 640409.75 | 6056719.88 | 319.27 | 183.02 | -75.68 | 496.00 |
| MB-18-201 | 640555.88 | 6056262.74 | 320.76 | 196.51 | -72.11 | 565.00 |
| MB-18-202 | 640409.792 | 6056719.76 | 319.26 | 186.02 | -71.84 | 1007.00 |
| MB-18-203 | 640384.69 | 6056622.34 | 319.40 | 192.57 | -71.79 | 861.00 |
| MB-18-203-W1 | 640384.69 | 6056622.34 | 319.40 | 192.57 | -71.79 | 201.00 |
| MB-18-203-W2 | 640384.69 | 6056622.34 | 319.40 | 192.57 | -71.79 | 169.00 |
| MB-18-204 | 640515.00 | 6056752.00 | 319.39 | 184.00 | -75.00 | 27.00 |
| MB-18-205 | 640708.67 | 6056497.43 | 327.53 | 187.13 | -73.89 | 932.00 |
| MB-18-206 | 640515.03 | 6056750.93 | 319.38 | 186.48 | -75.14 | 1032.00 |
| MB-18-206-W1 | 640515.03 | 6056750.93 | 319.38 | 186.48 | -75.14 | 579.00 |
| MB-18-207 | 640130.36 | 6056846.12 | 329.76 | 171.41 | -72.81 | 1068.00 |
| MB-18-207-W1 | 640130.36 | 6056846.12 | 329.76 | 171.41 | -72.81 | 198.00 |
| MB-18-208 | 640713.94 | 6056454.73 | 329.54 | 200.63 | -68.72 | 841.00 |
| MB-18-209 | 640815.50 | 6056310.08 | 330.45 | 181.57 | -71.29 | 429.00 |
| MB-18-210 | 640772.07 | 6056358.76 | 329.83 | 186.86 | -72.15 | 471.00 |
| Total Meters | 14,986.50 |
Note: Table supplied by Foran in June 2019.
| Page 125 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 10-3: | Summary of the 2018 Phase II Diamond Drilling Program, McIlvenna Bay Deposit |
| Drill Hole | UTM
NAD 83 Zone13 Easting |
UTM
NAD83 Zone13 Northing |
Elevation
(masl) |
Azimuth
from True North Gyro |
Dip | Length
Drilled (m) |
| HA067 | 640152.50 | 6056767.00 | 329.60 | 234.59 | -78.46 | 201 |
| HA18-043w1 | 640594.60 | 6056204.00 | 326.61 | 197.47 | -74.99 | 172.5 |
| HA18-045w1 | 640686.20 | 6056182.00 | 328.64 | 197.96 | -75.91 | 153.5 |
| MB-18-109w1 | 640757.00 | 6056085.00 | 332.07 | 199.07 | -62.47 | 111.5 |
| MB-18-134w1 | 640776.40 | 6056580.00 | 327.85 | 185.25 | -78.04 | 122 |
| MB-18-141w1 | 640675.10 | 6056151.00 | 328.73 | 190.22 | -72.32 | 265.5 |
| MB-18-142w1 | 640710.20 | 6056106.00 | 331.76 | 185.89 | -69.17 | 100.5 |
| MB-18-143w1 | 640710.20 | 6056106.00 | 331.73 | 184.83 | -72.02 | 90.5 |
| MB-18-208w1 | 640713.90 | 6056455.00 | 329.54 | 202.15 | -68.97 | 240 |
| MB-18-209 | 640815.50 | 6056310.00 | 330.45 | 182.68 | -71.46 | 357 |
| MB-18-210 | 640772.10 | 6056359.00 | 329.83 | 183.60 | -72.24 | 348 |
| MB-18-211 | 640905.90 | 6056215.00 | 331.78 | 182.09 | -74.18 | 755 |
| MB-18-212 | 640816.60 | 6056219.00 | 332.30 | 199.27 | -74.67 | 696 |
| MB-18-212w1 | 640816.60 | 6056219.00 | 332.30 | 199.27 | -74.67 | 136 |
| MB-18-213 | 640780.60 | 6056198.00 | 332.16 | 199.35 | -70.87 | 648 |
| MB-18-213w1 | 640780.60 | 6056198.00 | 332.16 | 199.35 | -70.87 | 422.5 |
| MB-18-214 | 640831.70 | 6056022.00 | 333.38 | 231.26 | -75.10 | 555 |
| MB-18-214w1 | 640831.70 | 6056022.00 | 333.38 | 231.26 | -75.10 | 147 |
| MB-18-215 | 640694.80 | 6056635.00 | 323.75 | 221.10 | -62.32 | 606 |
| MB-18-216 | 640150.40 | 6056744.00 | 329.10 | 153.29 | -71.01 | 1,050 |
| MB-18-217 | 640807.00 | 6056008.00 | 335.31 | 155.90 | -71.93 | 528 |
| MB-18-217w1 | 640807.00 | 6056008.00 | 335.31 | 155.90 | -71.93 | 145.5 |
| MB-18-218 | 640708.70 | 6056306.00 | 327.48 | 187.76 | -74.18 | 708 |
| MB-18-218w1 | 640708.70 | 6056306.00 | 327.48 | 187.76 | -74.18 | 115 |
| MB-18-219 | 640693.90 | 6056633.00 | 323.72 | 213.83 | -63.52 | 942 |
| MB-18-219w1 | 640693.90 | 6056633.00 | 323.72 | 213.83 | -63.52 | 130.5 |
| MB-18-220 | 640716.50 | 6056601.00 | 325.66 | 205.55 | -68.09 | 1,002 |
| MB-18-225 | 640715.90 | 6056601.00 | 325.58 | 245.91 | -72.29 | 1,092 |
| Total Meters | 11,840.5 |
Note: Table supplied by Foran in June 2019.
| Page 126 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
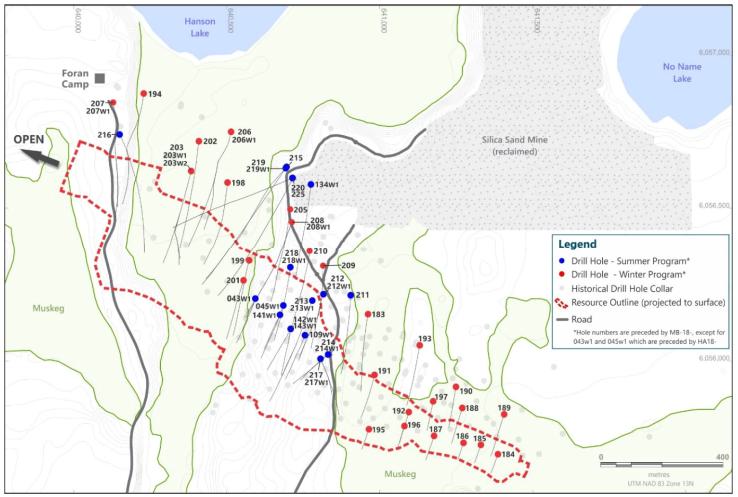
Note: Figure supplied by Foran in June 2019
| Figure 10-2: | Drill Collar Locations to September 2018 |
| Page 127 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
As described in Section 10.1.1.3, downhole survey readings were collected in a process developed during the 2011 drilling program. These survey readings were collected during drilling at 50 m intervals as the holes progressed, utilizing an EZ Shot survey tool. Due to the occurrence of magnetic units in the stratigraphy at McIlvenna Bay, the azimuth data from the EZ Shot tool may be unreliable, but they provide a backup of survey data for the hole if the hole is lost and not available for surveying at the end of drilling.
Due to the magnetic parts of the stratigraphy, all drill holes had a separate downhole survey conducted using a Reflex Instruments MEMS Gyro Tool once drilling was complete to ensure that accurate survey data were available for each hole. The gyro tool is a downhole survey instrument that provides an accurate trace of the drill hole at depth and is magnetically independent (unaffected by magnetic rock units in the stratigraphy). Surveys were generally conducted from the bottom of the hole up, with measurements collected at 5 m or 10 m intervals throughout the hole.
The survey data collected by the gyro tool is taken as the most accurate source and these results are used in the drill hole database. During the winter 2018 drill program, north seeking gyro tools were obtained from Reflex Instruments and Stockholm Precision Tools. North-seeking gyro tools are unaffected by magnetic terrain, similar to MEMS instruments, but also do not require a collar survey to calculate the hole’s azimuth. Instead, the tool calculates the station azimuths independently.
Once the drill core was received at the McIlvenna Bay core shack, geological and geotechnical core logging was completed. Geospark Consulting Inc. (Geospark) core logging software was licensed and used to collect all pertinent geological data from the drill core, along with a detailed description of the rock units and sample information. All drill core was logged by Foran employees at the McIlvenna Bay core shack.
For the 2018 drill program, all drill holes were completed using the ACT III Digital Core Orientation System, from Reflex Instruments, to provide oriented drill core. The system allows the driller’s helper to mark the bottom of each run before the core is retrieved from the core tube and placed in the core boxes. Prior to logging, the core was aligned on a section of angle iron relative to that mark and a reference line was marked on the core. These reference lines can be used to take structural measurements of fabrics in the rock that are aligned as they were in the ground prior to drilling. This process provides information on the true orientation of structures in the ground and assists the deposit geology interpretation.
| 10.1.3 | Diamond Drilling 2019 to 2021 |
After 2018, no further drilling occurred on the McIlvenna Bay Deposit until the 2021 winter. That winter, Foran embarked on another large infill and expansion drill program at the deposit that was designed to convert as much of the existing deeper inferred resources as possible into the indicated category. The program was also meant to complete a series of closely spaced drill holes targeting an up-dip area in the deeper parts of the deposit, where there appeared to be room to expand the deposit and grow the indicated category resource. This increase in the indicated category resource for the deposit was completed to support potential reserve growth for a Feasibility Study.
| Page 128 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The 2021 program consisted of 24,893 m of drilling in 33 drill holes (including 10 wedged holes) completed between January 16 and July 15. Table 10-4 provides detailed information on the drill holes from the 2021 program. A plan map showing collar locations and hole traces is provided in Figure 10-3.
| Table 10-4: | Summary of the 2021 Diamond Drilling Program, McIlvenna Bay Deposit |
| Drill Hole | UTM
NAD 83 Zone13 Easting |
UTM
NAD83 Zone13 Northing |
Elevation | Azimuth
from True North Gyro |
Dip | Length Drilled (m) |
| MB-21-216w1 | 640150.44 | 6056743.87 | 329.10 | 155.73 | -70.85 | 891.00 |
| MB-21-220w1 | 640716.53 | 6056600.97 | 325.66 | 209.00 | -68.00 | 993.00 |
| MB-21-225d1 | 640715.85 | 6056600.97 | 325.58 | 246.63 | -72.47 | 1130.60 |
| MB-21-229 | 640082.04 | 6056730.19 | 327.72 | 194.53 | -71.90 | 1016.00 |
| MB-21-230 | 640047.79 | 6056646.22 | 327.58 | 190.83 | -72.30 | 855.00 |
| MB-21-231 | 640525.88 | 6056462.42 | 319.78 | 190.30 | -72.90 | 183.50 |
| MB-21-231A | 640525.88 | 6056462.43 | 319.78 | 190.93 | -72.90 | 798.00 |
| MB-21-232 | 640383.74 | 6056360.74 | 320.16 | 190.03 | -72.90 | 585.00 |
| MB-21-233 | 640483.87 | 6056882.32 | 319.04 | 189.03 | -73.10 | 1204.00 |
| MB-21-233w1 | 640483.87 | 6056882.32 | 319.04 | 189.03 | -73.10 | 689.00 |
| MB-21-234 | 640399.64 | 6056470.57 | 320.15 | 191.03 | -73.90 | 735.00 |
| MB-21-235 | 640384.53 | 6056729.28 | 319.36 | 190.83 | -73.90 | 272.00 |
| MB-21-236 | 640435.55 | 6056542.17 | 319.62 | 190.83 | -74.00 | 801.00 |
| MB-21-237 | 640384.5 | 6056729.07 | 319.33 | 190.93 | -72.70 | 938.50 |
| MB-21-238 | 640321.51 | 6056649.39 | 318.95 | 190.93 | -73.20 | 825.00 |
| MB-21-238w1 | 640321.51 | 6056649.39 | 318.95 | 190.93 | -73.20 | 437.90 |
| MB-21-239 | 640388.37 | 6056195.61 | 320.70 | 194.83 | -74.00 | 399.00 |
| MB-21-240 | 640251.22 | 6056499.49 | 319.68 | 182.13 | -69.00 | 57.00 |
| MB-21-240A | 640251.10 | 6056498.95 | 319.60 | 181.73 | -69.10 | 654.80 |
| MB-21-241 | 640422.98 | 6056068.15 | 321.05 | 193.64 | -80.10 | 275.00 |
| MB-21-242 | 640147.84 | 6056895.90 | 329.67 | 182.93 | -76.10 | 1008.00 |
| MB-21-243 | 640770.11 | 6056694.32 | 328.66 | 217.43 | -71.10 | 1014.00 |
| MB-21-243d1 | 640770.11 | 6056694.32 | 328.66 | 217.43 | -71.10 | 1092.00 |
| MB-21-244 | 640149.15 | 6056703.08 | 328.99 | 183.03 | -71.10 | 29.00 |
| MB-21-244a | 640149.20 | 6056703.22 | 329.08 | 183.00 | -71.00 | 795.00 |
| MB-21-244aw1 | 640149.15 | 6056703.08 | 328.99 | 183.00 | -71.48 | 864.00 |
| MB-21-245 | 640155.14 | 6056600.72 | 328.20 | 153.03 | -72.00 | 777.00 |
| MB-21-246 | 640152.40 | 6056767.30 | 329.54 | 215.93 | -78.00 | 900.00 |
| MB-21-246d1 | 640152.40 | 6056767.30 | 329.54 | 215.93 | -78.00 | 954.00 |
| MB-21-246d2 | 640152.40 | 6056767.30 | 329.54 | 215.93 | -78.00 | 963.00 |
| MB-21-247 | 640153.74 | 6056738.94 | 329.28 | 218.23 | -78.00 | 906.00 |
| MB-21-247d1 | 640153.74 | 6056738.94 | 329.28 | 218.23 | -78.00 | 1005.00 |
| MB-21-253 | 640142.00 | 6056415.00 | 325.00 | 171.03 | -67.00 | 845.50 |
| Total Meters | 24,892.80 |
Note: Table supplied by Foran in September 2021.
| Page 129 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
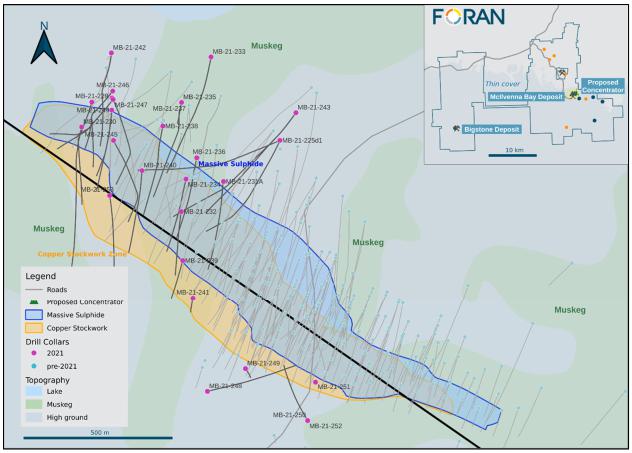
Note: Figure supplied by Foran in November 2021.
| Figure 10-3: | Drill Collar Locations for the 2021 Drilling Program |
Assay results from holes MB-21-230 and MB-21-253 were not available in time for the data cut-off for the 2021 resource estimate. Both holes are located outside the grade shells constructed for the 2021 resource estimate.
Drill hole collars were located in the field by an Foran geologist utilizing a differential GPS and then aligned along the correct azimuth using a TN41 Gyrocompass from Reflex Instruments. Drill holes began and completed as described in detail in Section 10.1.2. The drill holes began with HQ-diameter core, drilled until the holes reached bedrock, and then drilled to depth with the rod string reduced to NQ diameter with the HQ rod string left as casing. At drilling completion, the hole was surveyed with a north-seeking Gyro tool to provide an accurate trace of the hole at depth and all drill holes were completed using the ACT III digital core orientation system to provide oriented drill core.
Once the core was received at the McIlvenna Bay core shack and oriented (as described 10.1.2), geological and geotechnical core logging were completed. Licensed GeoSpark core logging software was used to collect the pertinent geological data from the drill core, along with a detailed description of the rock units and sample information. All drill core was logged by Foran employees at the McIlvenna Bay core shack.
| Page 130 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 10.1.4 | Diamond Drilling 2022 to Present |
Limited additional drilling has been conducted at McIlvenna Bay following the 2021 exploration drill program. A small program of geotechnical drilling was completed in the deposit area, mainly focused on the proposed portal location that would provide underground access to the McIlvenna Bay Deposit for collection of a bulk sample. The drilling consisted of a series of short vertical diamond drill holes designed to test the flat lying dolomite and sand that overlies the deposit area. Some of these drill holes also acted as series of shallow water monitoring wells in the area of a proposed surface waste rock storage pad. This drilling consisted of 15 diamond drill holes encompassing 372 m of drilling as detailed in Table 10-5.
| Table 10-5: | Summary of the 2021-22 Geotechnical Diamond Drilling Program, McIlvenna Bay Deposit |
| Drill Hole | UTM
NAD 83z13 Easting |
UTM
NAD 83z13 Northing |
Elevation | Azimuth
from True North Gyro |
Dip (°) | Length (m) |
| G-21-01 | 640796.77 | 6055615.37 | 330.00 | -90 | 0 | 29 |
| G-21-02 | 640795.57 | 6055615.18 | 330.07 | -90 | 0 | 29 |
| G-21-03 | 640792.99 | 6055616.30 | 330.10 | -90 | 0 | 29 |
| G-21-04 | 640792.00 | 6055618.00 | 330.00 | -90 | 0 | 29 |
| G-22-05 | 640797.13 | 6055619.67 | 330.05 | -90 | 0 | 29 |
| G-22-06 | 640795.38 | 6055627.53 | 330.30 | -90 | 0 | 25.1 |
| G-22-07 | 640799.70 | 6055633.04 | 330.20 | -90 | 0 | 25.05 |
| G-22-08 | 640804.80 | 6055639.23 | 330.12 | -90 | 0 | 25.05 |
| G-22-09 | 640801.87 | 6055646.56 | 330.25 | -90 | 0 | 25.05 |
| G-22-10 | 640809.41 | 6055653.48 | 330.19 | -90 | 0 | 25.05 |
| MB-22-15MW | 641207.92 | 6055205.05 | 333.53 | -90 | 0 | 18 |
| MB-22-17MW | 640868.78 | 6055531.10 | 332.21 | -90 | 0 | 25.5 |
| MB-22-18MW | 640659.72 | 6055158.21 | 333.11 | -90 | 0 | 16.5 |
| MB-21-19MW | 640659.72 | 6055533.42 | 332.32 | -90 | 0 | 23.65 |
| MB-22-20MW | 640607.36 | 6056981.12 | 320.16 | -90 | 0 | 18 |
| Total Metres | 371.95 |
Between 2022 and 2023, a series of infill diamond drill holes were also completed at the deposit, targeting near surface mineralization that could be scheduled for early production from McIlvenna Bay. The initial three 2022 holes were drilled using NQ diameter holes, while the subsequent 2023 holes completed were drilled using PQ diameter core. The larger diameter core provided additional material for metallurgical sampling and test work that helped refine processing plans for ongoing advanced engineering studies that continued on the deposit as the project advanced towards a production decision.
From 29 diamond drill holes, 5,433 m of drilling was completed for the infill drill program (detailed in Table 10-6). All drill core was processed at the McIlvenna Bay exploration camp following established protocols.
| Page 131 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 10-6: | Summary of the 2022-23 Infill Diamond Drilling Program, McIlvenna Bay Deposit |
| Drill Hole | UTM
NAD 83z13 Easting |
UTM
NAD 83z13 Northing |
Elevation | Azimuth
from True North Gyro |
Dip (°) | Length (m) |
| MB-22-258 | 641080.44 | 6055787.98 | 331.85 | 208.21 | -62.3 | 141 |
| MB-22-259 | 641094.34 | 6055833.09 | 331.92 | 220.37 | -54.76 | 186 |
| MB-22-260 | 641094.39 | 6055832.73 | 331.90 | 183.35 | -47.55 | 150 |
| MB-23-261 | 640798.00 | 6055851.11 | 335.02 | 192.72 | -59.88 | 141 |
| MB-23-262 | 640810.63 | 6055814.79 | 334.96 | 176.4 | -60.6 | 105 |
| MB-23-263 | 640800.13 | 6055817.12 | 335.49 | 205.76 | -60.5 | 93 |
| MB-23-264 | 640760.68 | 6055836.16 | 335.33 | 217.88 | -55.55 | 111 |
| MB-23-265 | 641254.12 | 6055860.85 | 332.45 | 211.83 | -62.44 | 231 |
| MB-23-266 | 640747.62 | 6055958.62 | 333.90 | 208.53 | -63.23 | 222 |
| MB-23-267 | 641105.47 | 6055855.06 | 332.12 | 203.89 | -64.15 | 222 |
| MB-23-268 | 640149.13 | 6056704.46 | 329.22 | 201.68 | -59.54 | 228 |
| MB-23-269 | 641014.99 | 6055804.74 | 331.88 | 190.8 | -61.12 | 147 |
| MB-23-270 | 641313.19 | 6055767.75 | 332.4 | 192.2 | -59.08 | 165 |
| MB-23-271 | 641130.77 | 6055792.51 | 332.07 | 197.93 | -62.09 | 126 |
| MB-23-272 | 640922.59 | 6055865.13 | 331.22 | 192.44 | -59.04 | 210 |
| MB-23-273 | 641219.15 | 6055802.80 | 332.2 | 205.97 | -50.32 | 171 |
| MB-23-274 | 641353.42 | 6055712.27 | 332.55 | 194.65 | -55.8 | 132 |
| MB-23-275 | 641175.06 | 6055869.46 | 332.41 | 195.55 | -53.78 | 207 |
| MB-23-276 | 640970.29 | 6055886.61 | 331.24 | 196.72 | -62.1 | 243 |
| MB-23-277 | 641234.89 | 6055795.52 | 332.35 | 205.68 | -63.99 | 150 |
| MB-23-278 | 641340.88 | 6055811.17 | 332.47 | 209.47 | -56-75 | 198 |
| MB-23-279 | 640788.50 | 6055934.95 | 335.28 | 197.98 | -59.97 | 200 |
| MB-23-280 | 641422.66 | 6055674.48 | 332.66 | 199.7 | -54.48 | 132 |
| MB-23-281 | 640933.24 | 6055974.25 | 331.16 | 214.27 | -65.57 | 320 |
| MB-23-282 | 641447.54 | 6055654.12 | 332.68 | 201.06 | -59.92 | 108 |
| MB-23-283 | 640894.68 | 6055930.04 | 331.83 | 205.51 | -58.84 | 231 |
| MB-23-284 | 641210.50 | 6055867.15 | 332.40 | 194.78 | -69.75 | 237 |
| MB-23-285 | 640732.09 | 6056014.68 | 332.14 | 186.12 | -66.02 | 315 |
| MB-23-286 | 640824.74 | 6055996.33 | 334.27 | 202.02 | -69.32 | 311 |
| Total Meters | 5,433 |
| 10.2 | Tesla Zone |
As described in Section 9.3.1, the Tesla Zone adjacent to the McIlvenna Bay Deposit was first discovered in the 2021 winter, when the results of ground EM surveys were modelled, and drill testing of the EM conductors was initiated during a 2021-22 drill program. This drilling resulted in the discovery of the sulphide mineralization later termed the Tesla Zone. Borehole EM survey data collected from the initial Tesla discovery drill holes were combined with the EM responses from the 2021 ground survey to produce a robust plate model for the new zone. This modelled conductor plate was used to successfully target continued drilling at Tesla, which has significantly expanded the mineralized footprint of the zone. The Tesla Zone continues to be open in all directions for further expansion.
| Page 132 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Since 2021, the Tesla Zone has been the focus of multiple drill programs designed to grow the mineralized footprint. The programs have been conducted both from land and from the ice on Hanson Lake. Most programs have also used wedging to help direct the drill holes, obtain multiple mineralized intersections, and reduce the total drill metreage required compared to starting all holes from surface. In some cases, directional drilling technologies have been employed to help provide appropriate separation between wedges and pilot holes and to help steer the drill holes to obtain orthogonal intersections.
As of the end of the 2024 summer-fall drill program, a total of 60,471 m of drilling targeting the zone has been completed across 65 drill holes and wedges, as summarized in Table 10-7. To date, the Tesla Zone has been intersected by 51 drill holes. A plan map with drill collar locations is presented in Figure 10-4.
Drill hole collars were located in the field by an Foran geologist utilizing a differential GPS and then aligned along the correct azimuth using a TN41 Gyrocompass. As with previous drilling programs after 2011 and described in Section 10.1.2, drill holes began with HQ-diameter core and drilled until reaching bedrock. Once into solid bedrock, the rod string was reduced to NQ diameter and the holes were drilled to depth, leaving the HQ rod string as casing. At the completion of the drilling, holes were surveyed with a north-seeking Gyro tool to provide an accurate trace of the drill hole at depth. After surveying, drill holes were cemented and the casing was removed for all lake holes. Drill core was logged, photographed and sampled at either the McIlvenna Bay exploration camp or at Foran’s core logging facility in Saskatoon, SK following the same logging and sampling protocols used in previous programs.
During 2023, several drill holes were completed in the Bridge Zone, the transitional area between Tesla Zone and the McIlvenna Bay Deposit, as described in Section 7.4.1. Additional drilling is necessary to fully understand the relationship between the two areas, but current observations suggest that both the McIlvenna Bay Deposit and the Tesla Zone share many similar stratigraphic characteristics. The two are assumed to have formed contemporaneously, with the Tesla Zone moved into its present location by folding and/or faulting. Limited drilling in the Bridge Zone area has intersected mineralized horizons in several holes, suggesting that the Bridge Zone may be an important exploration area for future growth
A large follow up infill drill program was initiated at the Tesla Zone in early January 2025. The winter drill program will utilize the frozen ground and the ice on Hanson Lake to access the Tesla area and complete the drilling through a series of pilot holes and wedges to obtain orthogonal intersections through the mineralized horizons. The drilling will target a number of larger (200-300m wide) gaps in the current drill spacing and make use of directional drilling technologies to help steer the drill holes to their targets to make the drilling as efficient as possible. The program is planned to encompass approximately 30,000m of drilling and will utilize up to eight drills to take advantage of the frozen conditions for access and drill set ups. The 2025 winter program is anticipated to run until late March / early April depending in the timing of the spring thaw.
| Page 133 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
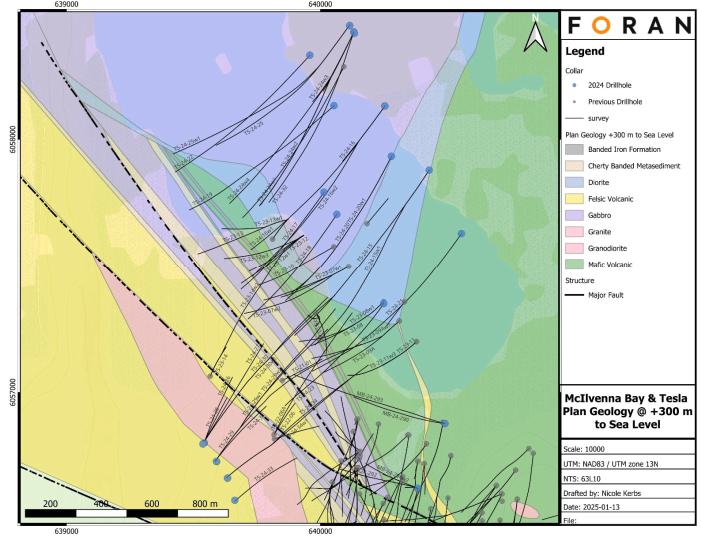
| Figure 10-4: | Drill Hole Location Map for the 2021-24 Tesla Drilling, shown on interpreted geology from draft 3D model (subject to change with additional drilling) |
| Page 134 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 10-7: | Summary of the 2021-24 Diamond Drilling Programs, Tesla Zone |
| Drill Hole | UTM
NAD 83z13 Easting |
UTM
NAD 83z13 Northing |
Elevation | Azimuth
from True North Gyro |
Dip (°) | Length (m) |
| TS-21-01 | 639850.92 | 6057047.52 | 330.23 | 59.58 | -80.5 | 990.5 |
| TS-22-02 | 639981.65 | 6057314.28 | 330.70 | 129.71 | -86.9 | 44.9 |
| TS-22-03 | 639981.65 | 6057314.28 | 330.70 | 127.76 | -87.1 | 1256.3 |
| TS-22-03w1 | 639981.65 | 6057314.28 | 330.70 | 127.76 | -87.1 | 447.0 |
| TS-22-03w2 | 639981.65 | 6057314.28 | 330.70 | 127.76 | -87.1 | 1125.0 |
| TS-22-04 | 639981.50 | 6057313.97 | 330.69 | 153.87 | -81.0 | 1045.5 |
| TS-22-05 | 639818.00 | 6056834.00 | 331.00 | 31.00 | -70.0 | 33.0 |
| TS-22-06 | 639818.00 | 6056834.00 | 331.00 | 30.39 | -70.5 | 432.0 |
| TS-22-06A | 639818.00 | 6056834.00 | 331.00 | 25.15 | -66.3 | 1335.0 |
| TS-23-07 | 640112.59 | 6057498.05 | 319.08 | 238.07 | -80.0 | 1314.0 |
| TS-23-07w1 | 640112.59 | 6057498.05 | 319.08 | 238.07 | -80.0 | 879.0 |
| TS-23-07w2 | 640112.59 | 6057498.05 | 319.08 | 238.07 | -80.0 | 1295.6 |
| TS-23-08 | 640250.23 | 6057357.04 | 319.04 | 224.58 | -79.2 | 1338.5 |
| TS-23-08w1 | 640250.23 | 6057357.04 | 319.04 | 226.22 | -79.2 | 799.2 |
| TS-23-09 | 640311.58 | 6057281.48 | 318.93 | 222.37 | -79.8 | 36.0 |
| TS-23-09A | 640311.58 | 6057281.48 | 318.93 | 227.68 | -78.8 | 1258.5 |
| TS-23-09Aw1 | 640311.58 | 6057281.48 | 318.93 | 227.68 | -78.8 | 843.0 |
| TS-23-10 | 640053.66 | 6057577.43 | 319.13 | 241.08 | -79.9 | 1464.5 |
| TS-23-11 | 640379.71 | 6057200.29 | 319.13 | 226.40 | -80.3 | 900.0 |
| TS-23-11w1 | 640379.71 | 6057200.29 | 319.13 | 226.40 | -80.3 | 15.0 |
| TS-23-11w2 | 640379.71 | 6057200.29 | 319.13 | 226.40 | -80.3 | 890.0 |
| TS-23-11w3 | 640379.71 | 6057200.29 | 319.13 | 226.40 | -80.3 | 46.0 |
| TS-23-12 | 639846.10 | 6057561.33 | 332.00 | 53.55 | -75-5 | 1521.5 |
| TS-23-12w1 | 639846.10 | 6057561.33 | 332.00 | 53.55 | -75.5 | 789.5 |
| TS-23-12w2 | 639846.10 | 6057561.33 | 332.00 | 53.55 | -75.5 | 14.0 |
| TS-23-12w3 | 639846.10 | 6057561.33 | 332.00 | 53.55 | -75.5 | 941.0 |
| TS-23-13 | 639812.09 | 6057607.25 | 332.61 | 33.52 | -75.5 | 1545.5 |
| TS-23-13w1 | 639812.09 | 6057607.25 | 332.61 | 33.52 | -75.5 | 897.9 |
| TS-23-14 | 639566.53 | 6057063.8 | 326.00 | 24.00 | -72.0 | 423.5 |
| TS-23-14w1 | 639566.53 | 6057063.8 | 326.00 | 24.00 | -72.0 | 92.9 |
| TS-23-14w2 | 639566.53 | 6057063.8 | 326.00 | 24.00 | -72.0 | 1208.6 |
| TS-24-15 | 640429.26 | 6057879.89 | 318.85 | 214.69 | -63.5 | 1704.5 |
| TS-24-15w1 | 640429.26 | 6057879.89 | 318.85 | 214.69 | -63.5 | 1367.5 |
| TS-24-16 | 640254.75 | 6058132.61 | 319.20 | 214.80 | -65.8 | 687.5 |
| TS-24-16w1 | 640254.75 | 6058132.61 | 319.20 | 214.80 | -65.8 | 1421.5 |
| TS-24-16w2 | 640254.75 | 6058132.61 | 319.20 | 214.80 | -65.8 | 1343.5 |
| TS-24-17 | 640014.57 | 6057792.83 | 319.25 | 215.31 | -64.1 | 1129.5 |
| TS-24-18 | 640065.22 | 6057705.42 | 319.48 | 214.59 | -63.4 | 1175.7 |
| Page 135 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Drill Hole | UTM
NAD 83z13 Easting |
UTM
NAD 83z13 Northing |
Elevation | Azimuth
from True North Gyro |
Dip (°) | Length (m) |
| TS-24-19 | 640054.18 | 6058133.94 | 319.24 | 228.10 | -65.0 | 1632.5 |
| TS-24-20 | 640280.49 | 6057934.57 | 319.21 | 209.18 | -64.1 | 1584.5 |
| TS-24-20w1 | 640280.49 | 6057934.57 | 319.21 | 209.18 | -64.1 | 200.5 |
| TS-24-21 | 640556.58 | 6057629.33 | 318.78 | 216.07 | -63.8 | 1770.5 |
| TS-24-11 | 639959.06 | 6058333.14 | 319.81 | 222.24 | -65.5 | 1641.5 |
| TS-24-23 | 640250.28 | 6057349.93 | 319.44 | 215.09 | -65.1 | 1182.5 |
| TS-24-24 | 640132.35 | 6058424.24 | 321.00 | 204.97 | -65.2 | 657.0 |
| TS-24-24w1 | 640132.35 | 6058424.24 | 321.00 | 204.97 | -65.2 | 1314.0 |
| TS-24-24w2 | 640132.00 | 6058424.00 | 321.00 | 204.97 | -65.2 | 242.2 |
| TS-24-24w3 | 640132.00 | 6058424.00 | 321.00 | 204.97 | -65.2 | 371.0 |
| TS-24-24w4 | 640132.00 | 6058424.00 | 321.00 | 204.97 | -65.2 | 1140.0 |
| TS-24-25 | 640116.00 | 6058453.00 | 321.00 | 215.14 | -65.1 | 1791.5 |
| TS-24-25w1 | 640116.00 | 6058453.00 | 321.00 | 215.14 | -65.1 | 1299.5 |
| TS-24-26 | 639542.73 | 6056801.19 | 322.82 | 19.87 | -70.2 | 765.5 |
| TS-24-27 | 639543.00 | 6056801.24 | 322.78 | 25.00 | -69.7 | 32.1 |
| TS-24-28 | 639543.15 | 6056801.38 | 322.87 | 25.08 | -70.4 | 571.5 |
| TS-24-29 | 639591.50 | 6056728.14 | 324.49 | 31.98 | -70.2 | 1365.5 |
| TS-24-29w1 | 639591.50 | 6056728.14 | 324.49 | 31.98 | -70.2 | 1096.5 |
| TS-24-29w2 | 639591.50 | 6056728.14 | 324.49 | 31.98 | -70.2 | 1200.5 |
| TS-24-30 | 639537.91 | 6056797.19 | 323.00 | 30.23 | -70.0 | 1356.5 |
| TS-24-30w1 | 639537.91 | 6056797.19 | 323.00 | 30.23 | -70.0 | 1413.5 |
| TS-24-31 | 639591.00 | 6056728.60 | 324.28 | 30.23 | -70 | 627.5 |
| TS-24-32 | 640135.24 | 6058419.57 | 323.45 | 197.82 | -67.8 | 2019.5 |
| TS-24-33 | 639663.40 | 6056575.52 | 330.56 | 46.82 | -69.9 | 816.5 |
| TS-24-34 | 639634.71 | 6056662.85 | 330.44 | 48.0 | -70.3 | 1269.5 |
| TS-24-34w1 | 639634.71 | 6056662.85 | 330.44 | 48.0 | -70.3 | 1161.5 |
| TS-24-34w2 | 639634.71 | 6056662.85 | 330.44 | 48.0 | -70.3 | 597 |
| Total Metres | 60,471.4 |
| 10.3 | Bigstone Deposit |
| 10.3.1 | Diamond drilling to 2014 (Prior Owners) |
Drilling at the Bigstone deposit was conducted by Granges and Aur between 1982 and 2000, as detailed in Section 6. Information on these programs is provided in company exploration reports, with varying levels of detail depending on the company regarding the exploration protocols used at that time. Historical diamond drilling completed by Granges and Aur on the Bigstone Property is summarized in Table 10-8.
| Page 136 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 10-8: | Diamond Drilling Summary by Prior Owners – – Bigstone Project |
| Company | Year | Hole Count | Length (m) |
| Granges Exploration | 1982 | 11 | 2,496 |
| 1983 | 25 | 9,474 | |
| 1984 | 12 | 3,299 | |
| 1985 | 9 | 4,918 | |
| 1990 | 3 | 942 | |
| 1991 | 7 | 2,458 | |
| 1992 | 4 | 1,744 | |
| Total | 71 | 25,330 | |
| Aur Resources Inc. | 1996 | 9 | 5,590 |
| 1997 | 7 | 3,246 | |
| 2000 | 2 | 687 | |
| Total | 18 | 9,523 |
| 10.3.1.1 | Drilling by Granges Inc. |
Information on the diamond drilling programs conducted on the Property by Granges can be summarized as follows.
| · | Drill holes collars were located based off a local grid, with co-ordinates recorded on drill logs. |
| · | All holes were drilled with NQ diameter core through dolomite and sand, then reduced to BQ diameter core below regolith to complete of the hole. |
| · | Down hole surveys were generally completed by glass test tube-acid etching method and/or a Tropari survey instrument. |
| · | Samples were taken of half core split with a mechanical splitter. |
The assay database was cross checked by Foran using signed assay certificates and values from original drill logs. Drill core from select historic Granges drill holes was located at the Pine Bay Mine site in Flin Flon. Foran reboxed the drill core and transported it to the McIlvenna Bay camp for storage. Foran confirmed that run blocks located in the core matched drill logs. In some cases, paper assay tags were stapled into the core boxes. Overall, the available core was intact with good recoveries and high rock quality designation (RQD).
Detailed information on the drill holes completed by Granges and relevant to the mineral resource estimate is summarized in Table 10-9.
| Table 10-9: | Resource Drilling by Granges Resources Ltd. – – Bigstone Project |
| Hole ID | Easting | Northing | Elevation (m) | Length (m) | UTM Azimuth | Dip (°) | Year |
| BS-18 | 616,302 | 6,049,094 | 324 | 148.4 | 114 | -60 | 1982 |
| BS-18W1 | 616,302 | 6,049,094 | 324 | 229.5 | 114 | -60 | 1982 |
| Page 137 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Hole ID | Easting | Northing | Elevation (m) | Length (m) | UTM Azimuth | Dip (°) | Year |
| BS-30 | 616,329 | 6,049,192 | 326 | 237.7 | 114 | -60 | 1982 |
| BS-31 | 616,270 | 6,049,054 | 325 | 300.8 | 114 | -60 | 1982 |
| BS-34 | 616,375 | 6,049,172 | 324 | 118.0 | 114 | -60 | 1982 |
| BS-35 | 616,428 | 6,049,152 | 324 | 166.8 | 294 | -60 | 1982 |
| BS-37 | 616,517 | 6,049,118 | 324 | 325.3 | 294 | -63 | 1982 |
| BS-38 | 616,479 | 6,049,184 | 324 | 233.8 | 294 | -63 | 1982 |
| BS-42 | 616,481 | 6,049,029 | 323 | 334.1 | 294 | -63 | 1983 |
| BS-45 | 616,536 | 6,049,161 | 324 | 303.9 | 294 | -63 | 1983 |
| BS-47 | 616,066 | 6,049,200 | 326 | 77.4 | 114 | -60 | 1983 |
| BS-54W2 | 616,209 | 6,049,236 | 326 | 219.5 | 114 | -67 | 1983 |
| BS-54W3 | 616,209 | 6,049,236 | 326 | 259.7 | 114 | -67 | 1983 |
| BS-58 | 616,195 | 6,049,192 | 326 | 532.5 | 114 | -70 | 1983 |
| BS-58W1 | 616,195 | 6,049,192 | 326 | 619.4 | 114 | -70 | 1983 |
| BS-58W3 | 616,195 | 6,049,192 | 326 | 252.1 | 114 | -70 | 1983 |
| BS-58W4 | 616,195 | 6,049,192 | 326 | 329.0 | 114 | -70 | 1983 |
| BS-58W5 | 616,195 | 6,049,192 | 326 | 322.2 | 114 | -70 | 1983 |
| BS-72 | 616,248 | 6,049,118 | 326 | 252.7 | 114 | -63 | 1983 |
| BS-74 | 616,175 | 6,049,147 | 326 | 550.6 | 114 | -66 | 1983 |
| BS-74W1 | 616,175 | 6,049,147 | 326 | 197.0 | 114 | -66 | 1983 |
| BS-74W2 | 616,175 | 6,049,147 | 326 | 471.5 | 114 | -66 | 1983 |
| BS-75 | 616,165 | 6,049,096 | 326 | 473.2 | 114 | -67 | 1983 |
| BS-75W1 | 616,165 | 6,049,096 | 326 | 392.3 | 114 | -67 | 1983 |
| BS-76 | 616,104 | 6,049,106 | 326 | 672.7 | 114 | -70 | 1983 |
| BS-76W1 | 616,104 | 6,049,106 | 326 | 451.7 | 114 | -70 | 1984 |
| BS-116 | 616,277 | 6,049,106 | 326 | 371.0 | 114 | -62 | 1984 |
| BS-118 | 616,336 | 6,049,136 | 324 | 179.0 | 114 | -60 | 1984 |
| BS-119 | 616,293 | 6,049,125 | 326 | 316.2 | 114 | -60 | 1984 |
| BS-121 | 616,444 | 6,049,009 | 323 | 260.4 | 294 | -63 | 1984 |
| BS-123 | 616,339 | 6,049,161 | 325 | 166.8 | 114 | -60 | 1984 |
| BS-179 | 616890 | 6049130 | 325.22 | 296.0 | 114 | -70 | 1991 |
| BS-181 | 616761 | 6048370 | 321.51 | 152.0 | 232 | -60 | 1991 |
| BS-184 | 617084 | 6049180 | 324.05 | 371.0 | 292 | -65 | 1991 |
| BS-187 | 616744.1 | 6048920 | 324.1 | 497.0 | 114 | -74 | 1991 |
| BS-188 | 616793.5 | 6049290 | 326.1 | 464.0 | 114 | -60.5 | 1992 |
| BS-189 | 616769.7 | 6049237 | 326.14 | 386.0 | 294 | -59 | 1992 |
| BS-190 | 616671.7 | 6048819 | 323.54 | 395.0 | 114 | -62.5 | 1992 |
| Total | 12,648.4 |
| Page 138 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 10.3.1.2 | Drilling by Aur Resources Inc. |
Information on the diamond drilling programs conducted by Aur on the Property can be summarized as follows.
| · | Granges diamond drill hole information was compiled into a database by Aur and collar locations were converted to UTM coordinates. |
| · | Drill holes appear to be located in the field based on the local grid. |
| · | All holes were drilled with NQ diameter core through dolomite and sand, then reduced to BQ diameter core below regolith to complete of the hole. |
| · | Both infill and expansion drilling programs were carried out to follow up on the earlier drilling completed by Granges. |
| · | The results of Aur’s infill holes confirmed the Granges drill results and geological interpretation of the deposit. |
| · | Down hole surveys were completed with glass test tube-acid etching tests during drilling and followed up with Light Log survey to determine final orientation. |
The assay database results were verified with available signed laboratory assay certificates. Complete drill logs, signed assay certificates, and detailed reports describing the work are available for all the Aur drilling campaigns. Detailed information on the drill holes completed by Aur and relevant to the Mineral Resource estimate is summarized in Table 10-10.
| Table 10-10: | Resource Drilling Summary by Aur Resources Inc. –Bigstone Project |
| Hole ID | Easting | Northing | Elevation (m) | Length (m) | UTM Azimuth | Dip (°) | Year |
| BS-96-209 | 616,270 | 6,049,371 | 325 | 364.3 | 115 | -60 | 1996 |
| BS-96-210 | 616,622 | 6,049,100 | 324 | 585.8 | 295 | -65 | 1996 |
| BS-96-211 | 616,555 | 6,049,049 | 323 | 440.0 | 295 | -62 | 1996 |
| BS-96-212 | 616,562 | 6,048,939 | 323 | 588.4 | 295 | -65 | 1996 |
| BS-96-213W1 | 616,707 | 6,048,988 | 324 | 733.7 | 294 | -70 | 1996 |
| BS-96-214 | 616,680 | 6,049,077 | 324 | 934.8 | 114 | -75 | 1996 |
| BS-96-215 | 616,412 | 6,048,728 | 323 | 675.7 | 293 | -70 | 1996 |
| B-97-216 | 616,641 | 6,049,173 | 324 | 497.0 | 291 | -58 | 1997 |
| B-97-217 | 616,571 | 6,048,879 | 323 | 706.2 | 290 | -67 | 1997 |
| B-97-218W1 | 616,681 | 6,048,835 | 324 | 786.1 | 294 | -72 | 1997 |
| Total | 6,312 |
| 10.3.2 | Diamond Drilling 2015 to 2020 (Foran) |
Foran completed an infill drill program on the Bigstone deposit in 2015 to infill additional data and to confirm both the historic results and the current interpretation based on the compiled dataset for the deposit. The drill program targeted existing gaps in the deposit drilling and all drill holes intersected significant zones of mineralization, confirming the geological interpretation.
| Page 139 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
A total of 2,545 m of PQ (85 mm) and HQ (63.5 mm) diameter diamond drilling was completed in six holes at the Bigstone deposit in 2015. Planned holes were laid out by GPS and checked using nearby historic collars that could be located on the surface to confirm that the new hole locations were reasonable with respect to the historic drilling collar locations.
The drill collars and two fore sites were laid out in the field by the geologist utilizing a hand-held GPS unit to provide the correct orientation for the drill hole. Once the drill was moved onto the collar and visually lined up along the correct azimuth, an APS (Azimuthal Positioning System) Tool provided by Reflex Instruments was used to fine tune the alignment to the correct azimuth. The APS unit was attached to and levelled on the top of a drill rod mounted in the drill head and the drill was aligned at a pre-determined azimuth of 107.5°.
All holes were collared using PQ diameter rods to drill through the flat lying dolomite and sand that caps the deposit. The drill string was reduced to HQ diameter rods once through the dolomite, sand, and altered regolith and into solid bedrock, and the holes were drilled to depth. HQ diameter core was selected for the program to provide larger samples of the mineralized material to allow for initial metallurgical studies on the mineralization to be completed. Detailed information on the drill holes completed during the 2015 program is summarized in Table 10-11.
| Table 10-11: | Summary of the 2015 Diamond Drilling Program, Bigstone Deposit |
| Hole ID | Easting | Northing | Length (m) | UTM Azimuth | Dip (°) | Elevation (m) | Start Date | End Date |
| BS-15-239 | 616,229 | 6,049,201 | 480.5 | 106.67 | -62 | 326.6 | 23-Feb-15 | 07-Mar-15 |
| BS-15-240 | 616,187 | 6,049,164 | 502.5 | 106.03 | -62 | 326.6 | 23-Feb-15 | 07-Mar-15 |
| BS-15-241 | 616,278 | 6,049,184 | 367 | 105.59 | -63 | 325.4 | 08-Mar-15 | 15-Mar-15 |
| BS-15-242 | 616,233 | 6,049,144 | 431.5 | 105.57 | -63 | 326.6 | 08-Mar-15 | 18-Mar-15 |
| BS-15-243 | 616,294 | 6,049,226 | 346 | 107.95 | -62 | 325.9 | 16-Mar-15 | 24-Mar-15 |
| BS-15-244 | 616,218 | 6,049,128 | 417.5 | 105.96 | -62 | 326.2 | 19-Mar-15 | 25-Mar-15 |
| Total | 2,545 |
Due to the presence of magnetic minerals such as magnetite and pyrrhotite within the deposit, each drill hole was surveyed with a gyro instrument once completed to confirm the drill hole orientation and the location of the mineralized intervals at depth.
The six diamond drill holes completed in 2015 were drilled on four sections oriented at UTM azimuth 111o spaced 25 m or 50 m apart. Drill holes tested the central part of the historic Bigstone Deposit between the 200 m and 350 m vertical elevation below surface and all drill holes intersected the deposit.
Key results from the 2015 drill holes are summarized in Table 10-12.
| Page 140 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 10-12: | Summary of Key 2015 Drilling Results, Bigstone Deposit |
| Hole ID | From (m) | To (m) | Interval (m)* | Cu % | Zn % | Au g/t | Ag g/t |
| BS-15-239 | 301.40 | 303.50 | 2.10 | 0.21 | 4.59 | 0.03 | 5.00 |
| 327.56 | 432.50 | 104.94 | 2.03 | 0.12 | 0.10 | 6.40 | |
| BS-15-240 | 339.00 | 350.78 | 11.78 | 0.26 | 18.42 | 0.38 | 32.40 |
| 378.45 | 392.77 | 14.32 | 0.10 | 1.88 | 0.07 | 2.27 | |
| 418.74 | 429.33 | 10.59 | 1.42 | 0.08 | 0.06 | 5.20 | |
| 445.00 | 453.47 | 8.47 | 1.28 | 0.09 | 0.17 | 8.90 | |
| BS-15-241 | 199.16 | 201.67 | 2.51 | 0.08 | 2.50 | 0.08 | 4.26 |
| 234.00 | 265.00 | 31.00 | 2.59 | 0.13 | 0.67 | 10.80 | |
| 268.50 | 300.00 | 31.50 | 1.17 | 0.09 | 0.12 | 6.20 | |
| 311.00 | 334.50 | 23.50 | 1.54 | 0.51 | 0.36 | 13.90 | |
| 338.70 | 340.20 | 1.50 | 0.34 | 8.98 | 0.07 | 2.50 | |
| BS-15-242 | 278.60 | 281.08 | 2.48 | 0.24 | 18.51 | 0.49 | 52.10 |
| 281.08 | 282.80 | 1.72 | 0.95 | 0.45 | 1.42 | 49.80 | |
| 314.20 | 322.50 | 8.30 | 0.21 | 5.03 | 0.15 | 2.30 | |
| 331.27 | 384.84 | 53.57 | 2.54 | 0.11 | 0.21 | 14.70 | |
| 388.84 | 397.70 | 8.86 | 1.19 | 0.09 | 0.14 | 9.40 | |
| 400.23 | 410.17 | 9.94 | 0.81 | 0.11 | 0.06 | 5.70 | |
| BS-15-243 | 190.65 | 192.50 | 1.85 | 0.08 | 5.44 | 0.08 | 2.60 |
| 214.96 | 216.50 | 1.54 | 1.18 | 0.12 | 0.30 | 16.60 | |
| 225.63 | 226.50 | 0.87 | 0.35 | 4.60 | 0.52 | 3.70 | |
| 236.00 | 294.00 | 58.00 | 2.49 | 0.14 | 0.17 | 7.90 | |
| 320.43 | 323.40 | 2.97 | 0.11 | 11.16 | 0.06 | 1.70 | |
| BS-15-244 | 287.66 | 292.50 | 4.84 | 0.16 | 15.07 | 0.32 | 777.90 |
| 353.96 | 383.00 | 29.04 | 1.19 | 7.77 | 0.31 | 13.30 | |
| 400.20 | 402.00 | 1.80 | 1.28 | 0.03 | 0.09 | 6.70 |
*Note: The interval is core length not true width, which will vary depending on the intersection angle between the drill hole and the mineralization. The true width of the intersection is only known once the mineralization model has been completed and the intersection can be viewed against the interpreted contact. The true width may also change depending on the sensitivity of the mineralization to the cut-off grade.
| 10.3.3 | Diamond Drilling 2021 to Present |
During the late summer and fall of 2021, a helicopter supported exploration program was conducted on the Bigstone Property, mostly focused on testing the near surface expansion potential of the Bigstone Deposit along strike to the north and south. Several holes were also drilled in the central part of the deposit to tighten up the drill spacing in that area.
Prior to the end of the program, two holes were drilled as an initial test of the Marconi Prospect, located 500 m east of the Bigstone Deposit, to follow up on historic copper mineralization identified by previous operators. One drill hole was also completed targeting a nearby EM conductor to the south of Bigstone Zone called Babbage. Drilling was completed utilizing two drill rigs between August 25 and October 21, 2021. Detailed information on the drill holes completed during the program are provided in Table 10-13 and a plan map showing the collar locations is provided in Figure 10-5.
| Page 141 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 10-13: | Summary of the 2021 Diamond Drilling Program, Bigstone Deposit Area |
| Drill Hole | UTM
NAD 83z13 Easting |
UTM
NAD 83z13 Northing |
Elevation (m) | Azimuth
from True North Gyro |
Dip (°) | Length (m) |
| BS-21-245 | 616178.30 | 6049111.81 | 328.04 | 10721 | -59.3 | 525.0 |
| BS-21-246 | 616229.45 | 6049095.90 | 328.03 | 105.74 | -59.4 | 390.0 |
| BS-21-247 | 616247.19 | 6049133.16 | 328.16 | 103.56 | -57.9 | 387.0 |
| BS-21-248 | 616181.42 | 6049088.83 | 328.71 | 110.89 | -57.8 | 447.0 |
| BS-21-249 | 616352.99 | 6049244.72 | 327.98 | 108.02 | -50.2 | 183.0 |
| BS-21-250 | 616247.46 | 6049265.47 | 326.37 | 105.00 | -59.6 | 561.0 |
| BS-21-251 | 616241.82 | 6049227.34 | 327.51 | 102.70 | -59.2 | 438.0 |
| BS-21-252 | 616349.07 | 6049282.12 | 327.38 | 110.55 | -54.2 | 210.0 |
| BS-21-252 | 616220.12 | 6049013.25 | 328.08 | 112.76 | -60.2 | 303.0 |
| BS-21-254 | 616190.75 | 6049242.70 | 327.25 | 103.62 | -58.4 | 544.0 |
| BS-21-255 | 616269.52 | 6049278.78 | 327.07 | 111.42 | -60.1 | 432.0 |
| BS-21-256 | 616168.08 | 6049038.55 | 330.26 | 113.78 | -59.6 | 441.0 |
| BS-21-257 | 616393.75 | 6049430.74 | 326.88 | 109.25 | -60.8 | 348.0 |
| BS-21-258 | 616325.78 | 6049469.95 | 326.64 | 111.48 | -59.8 | 507.0 |
| BB-21-01 | 615915.33 | 6048691.72 | 328.15 | 228.30 | -64.4 | 414.0 |
| MC-21-01 | 616835.51 | 6048489.95 | 323.72 | 117.82 | -65.4 | 426.0 |
| MC-21-02 | 616794.76 | 6048893.23 | 326.04 | 118.55 | -64.7 | 510.0 |
| Total Metres | 7066.0 |
| Page 142 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
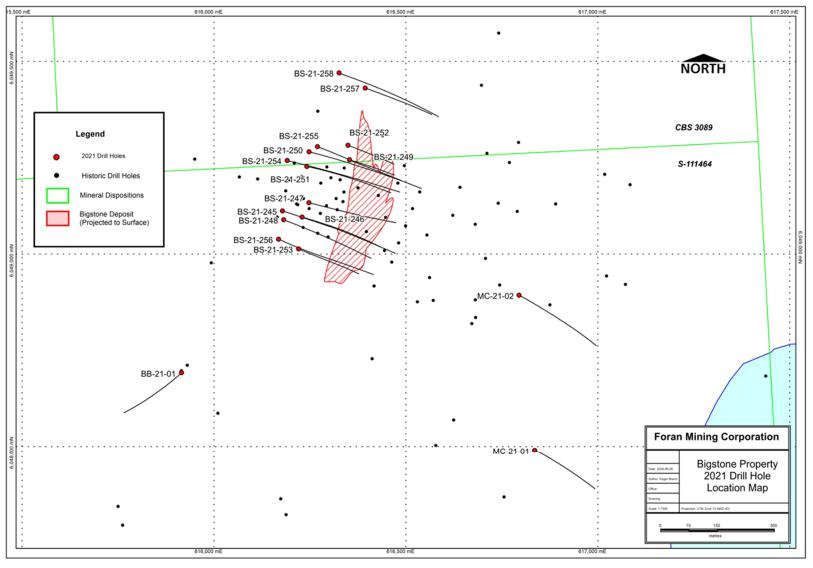
| Figure 10-5: | 2021 Drill Hole Location Map, Bigstone Deposit Area |
| Page 143 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The 2021 diamond drill program consisted of 7,066 m of diamond drilling in 17 drill holes and was operated from the McIlvenna Bay exploration camp at Hanson Lake. Drill hole collars were located in the field by a geologist utilizing a differential GPS unit, with final alignment of the drill along the correct azimuth confirmed using a TN14 Gyrocompass obtained from Reflex Instruments.
Drill holes began and completed as described in detail in Section 10.1.2. The drill holes began with HQ-diameter core, drilled until the holes reached bedrock, and then drilled to depth with the rod string reduced to NQ diameter with the HQ diameter rod string left as casing. At drilling completion, the hole was surveyed with a north-seeking Gyro tool to provide an accurate trace of the hole at depth and all drill holes were completed using the ACT III digital core orientation system to provide oriented drill core for the program.
All core from the program was processed at the core shacks located at the McIlvenna Bay exploration camp. All core was initially geotechnically logged to record recoveries, RQD, and magnetic susceptibility, followed by geological logging which provided detailed description of the units, recorded structure, alteration and mineralization, etc. The logging geologist also marked out the sample intervals and inserted the QA/QC materials into the sample stream. All core was photographed prior to sampling.
The 2021 drill program was focused on testing the expansion potential of the known mineralization at the Bigstone Deposit. Drilling in the central part of the deposit was successful in intersecting new mineralization in several holes, which have likely expanded the boundaries of the mineralization incrementally in the central part of the Deposit and results continue to indicate that the mineralized zones remain open at depth for further growth. However, the step out drilling completed along strike, appears to suggest that there is limited potential to expand the resources significantly to the north and south, at least near surface. Overall, it is believed that the recent drilling has not materially impacted the 2020 resource estimate for the deposit.
Initial drilling at the Marconi Prospect appears to confirm that the contact area between the overlying volcanics and the intrusive quartz porphyry and granodiorite units is the focus of mineralization. These results match the interpretation from the historic drilling and this area of interest is coincident with the identified geophysical anomalies and conductor trends.
Another helicopter supported drill program continued drill testing primarily of the Marconi Prospect during the 2022 summer. The program followed up on the initial drilling completed in 2021 at the Marconi Prospect and focused on further drill testing of the geophysical anomalies (magnetic and EM) associated with a zone of historic anomalous copper mineralization. The 2022 program was conducted between July 5 and October 1, 2022 and consisted of 5,962 m of drilling in 14 diamond drill holes utilizing one drill rig. Table 10-14 provides a detailed listing of the drill holes completed during the program.
| Page 144 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Table 10-14: | Summary of the 2022 Diamond Drilling Program, Bigstone Deposit Area |
| Drill Hole | UTM
NAD 83z13 Easting |
UTM
NAD 83z13 Northing |
Elevation (m) |
Azimuth
from True North Gyro |
Dip (°) | Length (m) |
| MC-22-03 | 616859.00 | 6048966.00 | 326.00 | 116.44 | -64.4 | 366.4 |
| MC-22-04 | 616987.00 | 6048869.00 | 326.00 | 323.87 | -74.6 | 609.4 |
| MC-22-05 | 616970.00 | 6048825.00 | 327.00 | 315.88 | -80.0 | 729.4 |
| MC-22-06 | 616987.00 | 6048869.00 | 326.00 | 49.30 | -64.8 | 401.5 |
| MC-22-07 | 616760.00 | 6049003.00 | 327.00 | 112.53 | -65.0 | 536.7 |
| MC-22-08 | 616744.00 | 6048930.00 | 324.00 | 112.53 | -65.0 | 501.3 |
| MC-22-09 | 616905.00 | 6049061.00 | 327.00 | 118.41 | -65.1 | 396.4 |
| MC-22-10 | 616945.00 | 6049105.00 | 328.00 | 114.68 | -65.4 | 405.4 |
| MC-22-11 | 616688.00 | 6048544.00 | 324.00 | 108.01 | -65.8 | 405.4 |
| MC-22-12 | 616793.00 | 6048516.00 | 323.00 | 120.52 | -64.7 | 141.5 |
| HK-22-01 | 618424.00 | 6052605.00 | 327.00 | 169.08 | -60.6 | 329.6 |
| HK-22-02 | 618630.00 | 6052737.00 | 327.00 | 104.54 | -60.3 | 395.6 |
| HK-22-03 | 618306.00 | 6052022.00 | 326.00 | 178.53 | -60.0 | 440.8 |
| HK-22-04 | 617680.00 | 6051655.00 | 326.00 | 118.53 | -60.0 | 302.4 |
| Total Metres | 5961.8 |
The first ten holes of the 2022 program targeted the copper mineralization with variably spaced holes along a 600 m strike length of the modelled magnetic anomaly (Figure 10-6). The final four holes of the program were designed to test the regional Hooke target, a recently identified and modelled EM conductor located 2.5 km north along trend from Bigstone, where four holes were drilled to test the conductor over 1,500 m of strike length.
The 2022 drill program followed the same starting and completion protocols as detailed in Section 10.1.2 for the 2021 program, including the use of the ACTIII core orientation tool to provide oriented core for the program. All drill core was transported to the McIlvenna Bay exploration camp at Hanson Lake for processing.
| Page 145 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
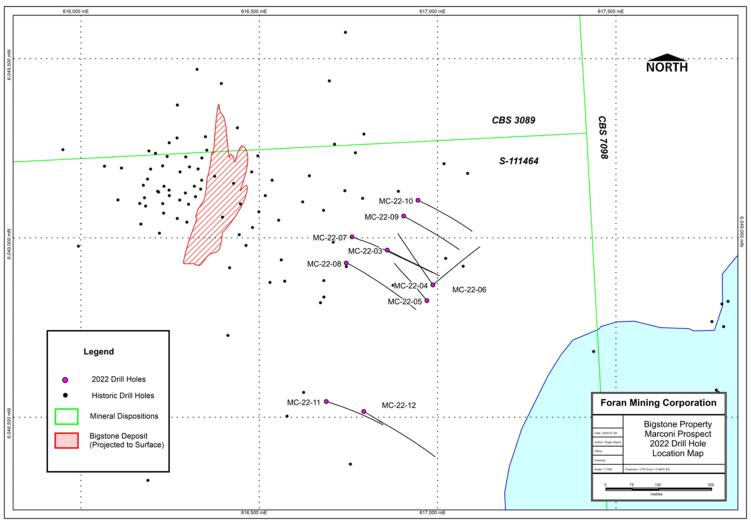
| Figure 10-6: | 2022 Drill Hole Location Map, Marconi Prospect, Bigstone Deposit Area |
| Page 146 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Drilling at the Marconi Prospect indicates limited potential to develop any significant zones of economic copper mineralization unless a chemical and/or structural trap area can be identified with higher copper concentrations. The limited drilling at the Hooke target has not yet explained the source of the identified EM conductor and other geophysical anomalies. However, drilling has identified geological units that confirm the area remains prospective for volcanic or intrusion-related styles of mineralization.
| 10.4 | QP Comments |
The QP has reviewed and discussed the drilling programs with Foran personnel, both during the site visits and at other times throughout its audit and review process of the mineral resource estimates. Micon’s QP believes that the exploration programs have followed the current CIM best practice guidelines for exploration.
A table of significant assays was not added to this report as there were no assays from the 2021 drilling program that materially impacted the resource model or were significantly greater than those noted during prior exploration drilling programs.
In the opinion of the QP, that Foran has achieved its objective of outlining the overall extent of the mineralization in the McIlvenna Bay Deposit with its diamond drilling programs. The deposit is still open at depth, both down plunge and down dip. The QP believes that the drilling programs on the McIlvenna Bay Deposit were sufficiently extensive to be used as the basis of a mineral resource estimate.
The QP notes that further work remains to be undertaken on the secondary mineralized lenses such as the Tesla and Bigstone Zones as well as the other mineralized areas before they could be potentially added as secondary production areas to the McIlvenna Bay Deposit.
| Page 147 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 11 | Sample Preparation Drilling and Security |
This section discusses the sample preparation and analysis methods performed as part of exploration and drilling programs throughout the deposits’ history, including discussion of certification and qualification for analysis and assay work performed by third parties.
| 11.1 | Assay Laboratories |
Sample analysis for many of the exploration and drilling programs for the McIlvenna Bay Deposit and Bigstone Deposit were primarily performed at TSL Laboratories Inc. (TSL) based in Saskatoon, SK. TSL’s QC system conforms to the requirements of ISO / IEC Standard 17025 guidelines and, in April 2004, the QC system received certification for accreditation of specific tests from the Standards Councils of Canada, Laboratory Number 538. TSL had participated in the proficiency testing program sponsored by the Canadian Certified Reference Materials Project. TSL qualified for Certificates of Laboratory Proficiency since the program's inception in 1997, and this program is a requirement of its ISO / IEC 17025 accreditation. TSL is independent of both Micon and Foran.
TSL was acquired by the Saskatchewan Research Council (SRC) on December 1, 2021 and the SRC has continued to provide independent assaying services to Foran, and the wider mining industry, since that time. The SRC Geoanalytical Laboratories also operate in accordance with ISO/IEC 17025:2017, the General Requirements for the Competence of Testing and Calibration Laboratories, and is also compliant to SCC Requirements and Guidance for the Accreditation of Testing Laboratories (RG-Lab) and the SCC Requirements and Guidance for the Accreditation of Mineral Analysis Testing Laboratories (RG-MA). The management system and selected methods are accredited by the Standards Council of Canada (SCC File #15675; Scope of Accreditation #537). The laboratory is assessed on a regular basis, both internally and externally, to ensure that it continues to meet these requirements. SRC is independent of both Micon and Foran.
Analysis and assay services were also performed for various exploration and drilling programs at Eco-Tech Laboratories (Eco-Tech), Bondar-Clegg & Company Ltd. (Bondar-Clegg), and TerraMin Research Labs Ltd. (TerraMin). These were independent laboratories that historically serviced the mining industry. Bondar-Clegg was an independent commercial assay laboratory company taken over by ALS Chemex Labs Ltd. in December 2001. Eco-Tech in Creighton, Saskatchewan was an independent commercial assay laboratory company, but it was struck off the public company registry in Saskatchewan in 2002 (Saskatchewan Gazette 2002, p. 1486). No information was obtained regarding TerraMin in Alberta, and this laboratory appears to be defunct. There is no information available regarding Eco-Tech, Bondar-Clegg, and TerraMin certifications.
XRAL Laboratories Ltd. (XRAL) was purchased by the SGS Group in 1988. There is no information available regarding XRAL certifications.
All the above laboratories are or were independent laboratories that charged fees to process each sample. These laboratories are or were independent of Foran and the other companies that conducted work on the McIlvenna Bay Project. The laboratories are believed to have applied best practices in undertaking their assaying techniques and obtained any certifications necessary to operate as independent laboratories serving the mineral industry. However, historically independent mining laboratories were not ISO certified and maintained round-robin studies1 with other laboratories, as well as internal standards. ISO certification only became a mining industry standard in Canada in 1997.
1 A round-robin study, or interlaboratory study (ILS), is an experimental methodology to determine reproducibility of a “process” where tests are performed independently multiple times and the results are analysed statistically to assess their variability.
| Page 148 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 11.2 | McIlvenna Bay Deposit |
| 11.2.1 | Sample Preparation and Security |
| 11.2.1.1 | Cameco (1988 to 1991) |
For Cameco’s exploration up to 1991, little information is available on the security measures employed, QA/QC procedures, and who prepared the samples.
| 11.2.1.2 | Foran (1998 to 2000) |
The bulk of the assaying from the early Foran drilling programs was done by TSL. Once sawn, individual samples were packaged in individual plastic sample bags, which were sealed with packing tape, boxed, and taken directly by a Foran representative from the field to Creighton, Saskatchewan. The boxes were shipped via bus to Saskatoon, where a TSL representative collected the boxes and brought them to the laboratory.
| 11.2.1.3 | Foran (2007 to 2008) |
For the Foran drilling in 2007 and 2008, core was split using a diamond saw. Sampling was done on a range of intervals up to a maximum of 1.24 m, often with breaks at lithological and mineralogical contacts. Assay tags were stapled into the boxes.
Samples were in the custody of Foran personnel or their designates until delivered to the laboratory. The site is remote and, while not fenced, was continually supervised to protect from incursions by unauthorized personnel.
| 11.2.1.4 | Foran (2011 to 2013) |
The initial 2011 winter program was managed under contract to Equity Exploration Consultants Ltd. (Equity Exploration). All further exploration work was managed by Foran personnel.
Up until the latter part of the 2011 program, holes were logged in a dedicated facility established in an old office building. Foran however subsequently moved to a new building, constructed especially for core handling, and this facility is still presently in use.
Core was logged for lithology, mineralization, and alteration. Geotechnical measurements included recovery, RQD, and magnetic susceptibility. All core was photographed prior to sampling. The sampling was done using a diamond saw. The maximum sample length was standardized to 1.0 m, with breaks at lithological and mineralogical contacts. Routine bulk density measurements were taken from intact core specimens.
| Page 149 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Foran’s sampling practices have been reviewed, both during the site visits and during subsequent discussions with Foran personnel and have been found appropriate for both the deposit type and the mineralized intervals encountered.
Equity personnel relogged five of the seven 2007-2008 drill holes in 2011, updated the geology and geotechnical data, and verified the sample intervals. The core was reported to be completely intact, and sample intervals were easily checked with no discrepancies noted. Samples were focused on the mineral zones, with one or two shoulder samples from the adjacent rocks. All analytical certificates were available from TSL and corresponded to the sample numbers in the core boxes.
Foran has continued with relogging of portions of holes to help resolve complications in the geological interpretations.
Specific Gravity (SG) Determinations
By the end of 2013, Foran had conducted a total of 2,501 determinations in the database.
Where possible, the work of RPA. RPA’s QP in the 2015 Technical Report was reviewed, and that work is considered suitable for conducting mineral resource estimates at the time and remain consistent with good industry practice. The QA/QC program, as designed and implemented by Foran prior to 2013, was adequate, and the assay results within the database are suitable for use in a mineral resource estimate.
| 11.2.1.5 | Foran (2018 to Present) |
Since 2018, all exploration programs focused on the McIlvenna Bay Deposit have utilized similar procedures. Drilling was completed using NQ diameter diamond drill core for all holes and during the logging process, mineralized intersections were marked for sampling by the geologist and given a unique sample number. The samples were sawn in half with a diamond saw blade and the sample interval and sample number were marked on a metal tag that was stapled into the core box at the start of the sample interval as a permanent record. Half NQ core was placed in plastic bags with the sample tag, sealed and submitted for assay, while the second half was returned to the core box for storage on site. The sealed plastic sample bags were placed in labelled rice sacks for hand delivery to TSL by Foran employees. Samples generally averaged 1.0 m in length in homogeneous material, with a maximum of 1.5 m or a minimum of 0.2 m taken in select circumstances to conform with geological contacts and/or mineralized zones. Under no circumstances were samples taken across geological boundaries.
| Page 150 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 11.2.2 | Sample Analysis |
| 11.2.2.1 | Cameco (1988 to 1991) |
The samples of sawn core were initially sent to TSL in Saskatoon. Each sample was crushed to a minimum of 60% passing -10 mesh and was split, with the rejects being stored at TSL’s laboratory. A split portion of approximately 250 g was pulverized to 90% passing -150 mesh. The split halves were assayed by standard atomic absorption (AA) techniques for zinc, copper, silver, and lead, and by fire assay-atomic absorption (FA-AA) for gold. When the initial assay samples exceeded 1% Zn, 1% Cu, or 1.0 g/t Au, the sample was reanalysed. Samples from HA-01 to HA-06 were assayed at TSL. The remainder of the samples from HA-07 through HA-67 were assayed at Eco-Tech in Creighton, Saskatchewan. A total of 152 check assays were performed at TSL, Bondar-Clegg in Ottawa, and TerraMin in Calgary. Cameco was satisfied with the Eco-Tech results and believed that TSL returned somewhat lower values for zinc and, to a lesser extent, copper during check assays (MRDI 1998).
| 11.2.2.2 | Foran (1998 to 2000) |
The bulk of the assaying from the early Foran drilling programs was done at TSL. Once sawn, individual samples were packaged in individual plastic sample bags, which were sealed with packing tape, boxed, and taken directly by an Foran representative from the field to Creighton, Saskatchewan. The boxes were shipped via bus to Saskatoon, where a representative from TSL collected the boxes and brought them to the laboratory.
At TSL, each sample was crushed to a minimum of 60% passing -10 mesh and then split, with the rejects being stored at TSL. A split portion of approximately 250 g was pulverized to 90% passing -150 mesh. All samples were analysed for copper, zinc, lead, gold, and silver, while samples from holes MB-99-78 through 125 were also analysed for iron and sulphur. All samples were also analysed by a 31-element ICAP scan that was completed at the TSL laboratory. Copper, lead, zinc and silver analyses were done by Atomic Absorption Spectrophotometry, while the gold was determined by standard fire assay (FA) procedures.
One in ten samples assayed by TSL was shipped to the SRC’s Geoanalytical Services Laboratory in Saskatoon for check assaying. In the case of a discrepancy between the original and check assay results, the sample was rechecked by XRAL in Toronto to determine the most accurate result. In its signed assay reports, TSL included the analytical results of all internal repeat samples (duplicates) and TSL in-house standards or Certified Reference Material standard samples inserted into the assaying sequence. Foran’s experience was that for most elements, TSL assayed very slightly lower (<10% difference) than the corresponding assay done at the SRC. Generally, zinc, lead and silver assays were less than 10% lower at TSL than at SRC, copper assays were less than 5% lower, and gold results were comparable (Lemaitre 2000).
QA/QC procedures used by Foran at this time were not as rigorous as would be expected in a current program, although RPA’s QP believes that the work was done in accordance with the best practices of the time and that the results should be reliable.
From holes MB-99-87 to MB-99-125, Foran had specific gravity determinations of each sample done by TSL using the weight in water – weight in air method on the intact core sample. Holes MB-99-78 to MB-99-86 did not have any specific gravity determinations but did have iron and sulphur analytical data. Holes prior to MB-99-78 do not have any specific gravity determinations or any sulphur analytical data.
| Page 151 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 11.2.2.3 | Foran (2007 to 2008) |
Samples were analysed by TSL for gold, silver, copper, lead, and zinc by AA with a four-acid digestion. Samples were analysed for gold, silver, copper, lead, and zinc in all holes except MB-07-135. Over limit gold and silver were rerun using FA of a 30 g aliquot with a gravimetric finish. All samples were crushed to 70% -10 mesh, riffle split to a 250 g subsample, which was then pulverized to 95% - 150 mesh.
There is no record in the database of any independent assay QA/QC protocols applied for these programs. In the opinion of RPA’s QP, this was a significant deviation from industry best practices, which impacts the overall perceived reliability of the assay database. It is noted that assay QA/QC protocols have since been adopted by Foran, and this is viewed as a positive step. It is also noted that in 2011, Foran checked the sampling, relogged the core, and did resampling of select 2007–2008 holes. There was agreement between the new samples and logging records and, therefore, no reason to suspect that the assay work done in 2007–2008 is substandard. Based on subsequent reviews of Foran’s database, the issues noted by RPA’s QP regarding the historical database have been addressed through subsequent relogging, sampling, and QA/QC programs, and Foran’s subsequent QA/QC programs continue to follow industry best practices.
| 11.2.2.4 | Foran (2011 to 2013) |
Assay QA/QC protocols were introduced in the 2011 winter, which comprised inclusion of a blank, standard, and duplicate into the sample stream at a nominal rate of 1 for every 20 samples. Duplicates comprised both quarter-cores (field duplicates), as well as splits from pulps (preparation duplicates) which were inserted on a rotating basis. The duplicates were taken at a rate of 1 in 20 samples, although duplicates alternated between field and preparation duplicates. Following the 2011 winter program, the protocol was revised so that the laboratory duplicates were completed by taking a second pulp from the sample reject material, rather than a second split from the pulp.
Material for the blanks consisted of locally obtained barren carbonate rock. The standards comprised eight different commercially prepared reference standards, listed in Table 11-1. Table 11-1 and other notes were extracted from the 2015 Technical Report (Makarenko et al. 2015) and modified as required.
Table 11-1: Reference Standards – 2011 to 2013 Program (Rennie 2011)
| Standard | Au (ppb) | Ag (ppm) | Cu (%) | Pb (%) | Zn (%) | |||||
| Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | |
| GBM909-11 | 25.5 | 1.7 | 0.5344 | 0.0195 | 0.2074 | 0.0103 | 1.9486 | 0.0591 | ||
| GBM909-12 | 51.7 | 3 | 1.083 | 0.0339 | 0.4191 | 0.0141 | 4.0073 | 0.1348 | ||
| GBM909-13 | 127.3 | 6.8 | 3.2093 | 0.1295 | 0.8513 | 0.0327 | 6.8362 | 0.2363 | ||
| G310-4 | 430 | 30 | ||||||||
| CDN-ME-11 | 1,380 | 100 | 79.3 | 6 | 2.44 | 0.11 | 0.86 | 0.1 | 0.96 | 0.06 |
| CDN-ME-17 | 38.2 | 3.1 | 1.36 | 0.1 | 0.676 | 0.054 | 7.34 | 0.37 | ||
| GLG307-1 | 2.86 | 1.7 | ||||||||
| CDN-GS-P7B | 710 | 70 | 13.4 | 1.6 | ||||||
| CDN-FCM-7 | 896 | 84 | 64.7 | 4.1 | 0.526 | 0.026 | 0.629 | 0.042 | 3.85 | 0.19 |
| CDN-ME-18 | 512 | 70 | 58.2 | 5.1 | 1.931 | 0.086 | 0.098 | 0.012 | 4.6 | 0.22 |
Notes: Standard deviations (SD) are provided by the manufacturer and are derived from umpire assays of the standards. They provide a basis for derivation of error limits. In this table SD refers to ±2 SD, which is the error limit provided by the manufacturer for the standard based on the results of round-robin testing.
| Page 152 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The samples were analysed at TSL for copper, zinc, lead, and silver by AA following four-acid digestion, as described above. Samples were analysed for gold using FA with AA finish and over-limits for gold were re-assayed by FA with gravimetric finish. All samples were also routinely analysed separately by a 30 element Inductively Coupled Plasma (ICP) package, following Aqua Regia digestion, for trace metal concentrations. A 30 g aliquot was used for the FA-AA analyses, and a 58.32 g aliquot was used for FA-gravimetric assays. As with the 2007–2008 programs, all samples were crushed to 70% -10 mesh, riffle split to a 205 g subsample, then pulverized to 95% -150 mesh.
The QA/QC results were gathered and collated to check for failures. Duplicates were plotted on diagrams, comparing the absolute relative difference between duplicate pairs with the mean of the pair. Reasonable agreement was obtained for both the field and prep duplicates.
Blanks and standards were plotted in chronological order and compared with the nominated values and acceptable error limits. For blanks, all values returned were very low and there were no failures. A number of standards failures were reportedly obtained during the 2011 winter program, which resulted in re-assay of partial batches (batch of 20 samples in the sample stream surrounding failure). In three cases, the failure was determined to have resulted from improper labelling of the standards packets. In all other cases, the batches of samples passed on re-assay and those results were used in the database.
There were two standard failures during the summer 2011 program. In both cases, batches of 20 samples surrounding the failure were re-assayed. The batches passed on rerun and the results of these reruns were used in the database.
Three standards and one blank failure were obtained in 2012, which resulted in the rerun of the affected batches. The results passed for all samples on rerun and the revised data was incorporated into the database. One batch from the 2013 winter program was rerun owing to a standard failure.
The assay QA/QC results have been reviewed for the 2011, 2012, and 2013 programs and the QP has concluded that there were no concerns.
| 11.2.2.5 | Foran (2018 to Present) |
QA/QC measures employed by Foran included the insertion of one certified standard, one blank (barren dolomite), and one laboratory duplicate within every sequence of 20 samples, similar to previous programs completed since 2011. Partway through the 2018 winter program, the number of necessary duplicate analyses completed by the assay laboratory was increased. This resulted in a revised protocol that required the use of seven standards of varying grades (high, medium, low), two blanks, and two field duplicates inserted in the sample stream for every 100 samples. A list of the certified standards used for the program is provided in Table 11-2.
| Page 153 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 11-2: Reference Standards – 2018 Program
| Standard | Au (ppb) | Ag (ppm) | Cu (%) | Pb (%) | Zn (%) | |||||
| Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | |
| CDN-ME-11 | 1,380 | 100 | 79.3 | 6 | 2.44 | 0.110 | 0.86 | 0.1 | 0.96 | 0.06 |
| CDN-ME-17 | 452* | 58 | 38.2 | 3.1 | 1.36 | 0.100 | 0.676 | 0.054 | 7.34 | 0.37 |
| CDN-FCM-7 | 896 | 84 | 64.7 | 4.1 | 0.526 | 0.026 | 0.629 | 0.042 | 3.85 | 0.19 |
| CDN-ME-18 | 512 | 70 | 58.2 | 5.1 | 1.931 | 0.086 | 0.098 | 0.012 | 4.60 | 0.22 |
| CDN-ME-1410 | 542 | 48 | 69 | 3.8 | 3.80 | 0.170 | 0.248 | 0.012 | 3.682 | 0.084 |
| CDN-ME-14 | 100* | 20 | 42.3 | 4.2 | 1.22 | 0.078 | 0.495 | 0.030 | 3.10 | 0.28 |
| CDN-ME-1705 | 3,660 | 210 | 78.3 | 6.4 | 1.35 | 0.050 | 0.058 | 0.004 | 0.71 | 0.04 |
| CDN-ME-1406 | 678 | 54 | 57.1 | 3.7 | 0.32 | 0.012 | 0.485 | 0.026 | 2.27 | 0.08 |
| OREAS 622 | 1,850 | 132 | 102 | 6.6 | 0.486 | 0.016 | 2.210 | 0.134 | 10.24 | 0.36 |
| CDN-ME-1707 | 2,020 | 214 | 27.9 | 2.9 | 2.72 | 0.11 | 0.097 | 0.006 | 0.539 | 0.016 |
Notes: Standard deviations (SD) are provided by the manufacturer and are derived from umpire assays of the standards. They provide a basis for derivation of error limits. In this table SD refers to ±2 SD, which is the error limits provided by the manufacturer for the standard based on the results of round-robin testing.
At the laboratory, a second split was taken from the initial pulp for every tenth sample processed to represent a pulp duplicate, and a second pulp was created from the original reject for every eleventh sample as a prep duplicate. These samples were analysed in sequence with the original sample stream. All QA/QC reference material was checked for compliance prior to compiling the assay data, and any batches with failures of QA/QC material were rerun by the laboratory.
The 2018 samples were analysed at TSL for copper, zinc, lead, and silver by AA following four-acid digestion. Samples were analysed for gold using FA with AA finish and over-limits for gold (>1.0 g/t) were re-assayed by FA with gravimetric finish. All samples were also routinely analysed separately by a 30 element ICP package following Aqua Regia digestion for trace metal concentrations. A 30 g aliquot was used for the FA-AA analyses, and a 58.32 g aliquot was used for FA-gravimetric assays. As with the 2007–2013 programs, all samples were crushed to 70% -10 mesh, riffle split to a 205 g subsample, then pulverized to 95% -150 mesh.
A total of 1,562 samples (including all QA/QC materials) were analysed during the 2018 Phase I program, and there were seven standard failures reported from the assaying. The first failure occurred while the historic QA/QC protocols were still in effect, so a batch of 20 samples surrounding the failed standard was rerun. All other instances occurred once the new QA/QC protocols had been established and, in these cases, a group of seven samples was rerun (three samples either side of the failure in the sample stream). In all cases, the standard material passed on rerun and the revised assay results for these samples were incorporated into the database.
A total of 1,550 samples (including all QA/QC materials) were analysed during the 2018 Phase II program, and there were ten standards and three blanks that failed QA/QC protocols. These failed samples and their surrounding groups of samples (generally three samples either side) were re-assayed by the laboratory. In all cases, the batches of samples passed on rerun and the revised assay results for these samples were incorporated into the database.
| Page 154 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
For the 2021 program, sampling followed the revised QA/QC protocols established during the latter part of the 2018 program. For the 2021 program, five certified standards were employed, as described in Table 11-3. Samples were analysed at TSL for copper, zinc, lead, and silver by AA following four-acid digestion. Samples were analysed for gold using FA with AA finish and over-limits for gold (>1.0 g/t) were re-assayed by FA with gravimetric finish. All samples were also routinely analysed separately by a 30 element ICP package following Aqua Regia digestion, for trace metal concentrations. A 30 g aliquot was used for the FA-AA analyses, and a 58.32 g aliquot was used for FA-gravimetric assays. As with the 2007–2018 programs, all samples were crushed to 70% -10 mesh, riffle split to a 205 g subsample, then pulverized to 95% -150 mesh.
Table 11-3: Reference Standards – 2021 Program
| Standard | Au (ppb) | Ag (ppm) | Cu (%) | Pb (%) | Zn (%) | |||||
| Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | |
| CDN-ME-1410 | 542 | 48 | 69 | 3.8 | 3.80 | 0.170 | 0.248 | 0.012 | 3.682 | 0.084 |
| CDN-ME-1705 | 3,660 | 210 | 78.3 | 6.4 | 1.35 | 0.050 | 0.058 | 0.004 | 0.71 | 0.04 |
| CDN-ME-1406 | 678 | 54 | 57.1 | 3.7 | 0.32 | 0.012 | 0.485 | 0.026 | 2.27 | 0.08 |
| OREAS 622 | 1,850 | 132 | 102 | 6.6 | 0.486 | 0.016 | 2.210 | 0.134 | 10.24 | 0.36 |
| CDN-ME-1707 | 2,020 | 214 | 27.9 | 2.9 | 2.72 | 0.11 | 0.097 | 0.006 | 0.539 | 0.016 |
Notes: Standard deviations (SD) are provided by the manufacturer and are derived from umpire assays of the standards. They provide a basis for derivation of error limits. In this table SD refers to ±2 SD, which is the error limits provided by the manufacturer for the standard based on the results of round-robin testing.
A total of 3,338 samples (including all QA/QC materials) were analysed during the 2021 program and there were five standards, four blanks, and one duplicate failure reported from the assaying. In all instances, a group of seven samples was rerun (three samples either side of the failure in the sample stream). In all cases, the standard material passed on rerun and the revised assay results for the rerun samples were incorporated into the database.
Specific Gravity Determinations
Several additional specific gravity measurements were completed on intact core during the 2018 program, through both the continued routine measurement of individual core pieces for the different rock units during the logging process and the collection of ‘bulk’ specific gravity measurements for complete samples. Specific gravity data was collected on intact core using the weight in water – weight in air method. For the ‘bulk density’ measurements, an apparatus was set up for the weight scale in the core shack utilizing a large basket, which allowed entire sample intervals to be weighed at once and provide a much more representative value.
The database for the deposit consists of 4,435 specific gravity measurements from individual core samples taken from all lithologies in the deposit area, measured either on site or at the assay laboratory. The database also includes 1,932 bulk specific gravity measurements collected for complete sample intervals from the mineralized zones of 61 drill holes spread spatially through the deposit. As discussed above, the bulk density measurements were taken on complete sample intervals and are much more representative of the density of the mineralized material in the ground than small randomly selected core pieces.
| Page 155 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
During the 2021 program, Foran continued the protocol of collecting ‘bulk density’ measurements for all assay samples collected during the program, using the same weight in water - weight in air method. Overall, 1,861 samples were measured during the 2021 program and added to the project database.
Foran’s work conducted for the 2021 drilling programs was reviewed and the QA/QC programs are considered to have met CIM best practices. The work conducted during the prior exploration programs was also reviewed and those programs are also considered to have met CIM best practices. Considering these statements, Foran’s work is considered suitable for use as the basis of a mineral resource estimate on the McIlvenna Bay Project.
| 11.3 | Bigstone Deposit |
Parts of Section 11.2 regarding the sampling and analysis from the 2015 Bigstone Drill program were extracted, updated, or edited from the previous Technical Report for the Bigstone Deposit (Masun and Rennie, 2020).
| 11.3.1 | Sample Preparation, Analysis, and Security by Prior Owners |
The limited information available on procedures utilized during the drilling campaigns by Granges and Aur prior to Foran’s acquisition of the property in 2003 is summarized in Table 11-4. There has been no data reviewed concerning chain of custody, sampling methods, or security protocols. Where assay certificates are available, the documentation and analytical methods were reviewed and verified.
Although not all original certificates are available for assays completed by Granges on the property, Granges and Aur were reputable companies using reliable, independently owned laboratories for sample analysis. Considering infill drilling by Foran validated the geological interpretation of the mineralization on the deposit with respect to intersection depth, thickness, and tenor of grade, there is no reason to believe that the assay data are unreliable.
Table 11-4: Analytical Methods Used By Prior Operators – Bigstone Project
| Year | Laboratory | Analytical Method |
| 1983–1984 | Acme Analytical Laboratories, Vancouver, BC | · Method not stated on certificates · Analysed for Au, Ag, Cu, Zn, Pb, Ni, and S · Assay values for Au and Ag given in g/t · Assay values for Cu, Zn, Pb, Ni, and S given in % |
| 1985 | Eco-Tech Laboratories Ltd. (Eco-Tech), Kamloops, BC | · Method not stated on certificates · Analysed for Au, Ag, Cu, and Zn · Assay values for Au and Ag given in g/t · Assay values for Cu and Zn given in % |
| 1991 | X-Ray Assay Laboratories Ltd. (XRAL), Don Mills, ON | · Au determined by Direct Current Plasma (DCP) spectrometry by FA in ppb · Ag determined by DCP in ppm · Cu and Zn determined by either DCP in ppm or X-ray Fluorescence (XRF) respectively · Cu and Zn were re-assayed if original value exceeded 4,000 ppm. |
| 1991 | Eco-Tech, Kamloops, BC | · Au assay method is likely an FA followed with an AA finish |
| Page 156 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Year | Laboratory | Analytical Method |
· All additional elements likely determined by ICP · Zn analysis was rerun if the assay was >1,000 ppm · Samples were analysed for Au, Ag, Zn, Cu, Ni, Pb, and As. | ||
| 1992 | TSL Laboratories Inc., Saskatoon, SK. | · Samples analysed using Au geochemistry and ICP analysis · Au analysed using FA with an AA finish · Other elements determined with ICP analysis |
| XRAL, Don Mills, ON | · All elements determined with ICP analysis · Samples not analysed for Au | |
| 1996–1997 | XRAL, Don Mills, ON | · Au determined by FA and high-grade assays reanalysed with FA with a gravimetric finish · Other elements determined using a 31 element ICP with atomic absorption spectrometry finish (ICP-70) · High grade Cu values greater than 10,000 ppm reanalysed using ICP-50. |
| 2000–2002 | TSL Laboratories, Saskatoon, SK | · Au determined by FA/AA · In 2000 Au assays >200 ppb reanalysed by FA/gravimetric (GRAV) · In 2002 Au assays >500 ppb reanalysed by FA/GRAV · Other elements determined using 30 element Aqua Regia ICP package. · Cu or Zn assays >10,000 pm reanalysed |
| 11.3.2 | Sample Preparation and Security |
| 11.3.2.1 | Foran (2015) |
For the 2015 program, drilling was completed using HQ diameter diamond drill core for all holes. During the logging process, mineralized intersections were marked for sampling by the geologist and given a unique sample number. The core was initially sawn in half and samples were quartered with a diamond saw blade and the sample interval and sample number was marked on a metal tag that was stapled into the core box at the start of the sample interval as a permanent record. Quarter HQ core was placed in plastic bags with the sample tag, sealed, then submitted for assay, while the second quarter was returned to the core box for storage on site. The sealed plastic sample bags were placed in labelled rice sacks for hand delivery to TSL by Foran employees. Samples generally averaged 1.0 m in length in homogeneous material, with a maximum of 1.5 m or a minimum of 0.2 m taken in select circumstances to conform with geological contacts and/or mineralized zones. Under no circumstances were samples taken across geological boundaries.
All sample processing for the program took place in a secure facility at Foran’s exploration camp at Hanson Lake. Sampling and all sample handling are conducted by Foran personnel, and sample shipments are delivered directly to the laboratory by Foran personnel.
The QA/QC program designed and implemented by Foran is adequate and the assay results within the database are suitable for use in a Mineral Resource estimate.
| Page 157 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 11.3.2.2 | Foran (2021 to Present) |
For the 2021 and 2022 programs, drilling was completed using NQ diameter diamond drill core for all holes. During the logging process, mineralized intersections were marked for sampling by the geologist and given a unique sample number. The core was sawn in half with a diamond saw blade and the sample interval and sample number was marked on a metal tag that was stapled into the core box at the start of the sample interval as a permanent record. Half NQ core was placed in plastic bags with the sample tag, sealed and submitted for assay, while the second half was returned to the core box for storage on site. The sealed plastic sample bags were placed in labelled rice sacks for hand delivery to TSL / SRC by Foran employees. Samples generally averaged 1.0 m in length in homogeneous material, with a maximum of 1.5 m or a minimum of 0.2 m taken in select circumstances to conform with geological contacts and/or mineralized zones. Under no circumstances were samples taken across geological boundaries.
| 11.3.3 | Sample Analysis |
For programs analysed by TSL from 2015 to present, all samples are analysed for silver, copper, lead, and zinc by AA methods following four acid digestion. Gold is analysed by FA with AA finish and any over-limit (>3.0 g/t) samples were re-assayed by FA with gravimetric finish. A 30 g aliquot is used for the FA-AA analyses, and a 1AT (29.16 g) aliquot is used for FA- gravimetric assays. All samples are crushed to 70% -10 mesh, riffle split to a 250 g subsample, which was then pulverized to 95% -150 mesh. Samples are also routinely processed for trace element analysis by ICP following Aqua Regia digestion.
All samples are processed in numerical order. Each sample is weighed upon receipt and the mass for each sample reported on the assay certificate. For every 10th sample processed on a rotating basis for each shipment (i.e., 10th, 20th, 30th, etc.), a second split is taken from the initial pulp and re-assayed. This sample is given the original sample number but with a “D” suffix added to represent an assay duplicate. For every 11th sample processed at the laboratory on a rotating basis, a second pulp is created from the original sample reject and assayed. This sample is given the original sample number but with a “P” suffix added to represent a prep duplicate.
After TSL was acquired SRC, the analysis remained largely the same, except that the results for all elements are obtained as part of a single more robust ICP analytical package that consists of 36 elements using ICP-OES following four-acid digestion.
QA/QC measures employed by Foran include the random insertion of one certified reference material (CRM) as a standard, one blank (barren dolomite), and one laboratory duplicate into the sample stream at a rate of 1 of each per batch of 20 samples, which is the number of client samples in a 24 pot FA tray.
QPs have recommended that Foran collect and analyse field duplicates to assess the variability introduced by sampling the same interval and reject duplicates (or coarse reject duplicates) taken immediately after the first crushing and splitting step. The reject duplicate will inform about the subsampling precision, the errors due to sample size reduction after crushing, and the errors associated with weighing and analysis of the pulp.
| Page 158 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The results of the QC samples, together with the QA/QC procedures implemented by Foran at the Bigstone Project, provide adequate confidence in the data collection and processing, and the assay data is suitable for Mineral Resource estimation.
Once returned from the laboratory, the results were reviewed to ensure that the assays from the standards and blanks were within acceptable ranges before the results were used in the database or released to the public. Assays for the standards must fall within the ±2 standard deviation (SD) range from the round-robin testing (as provided on the manufacturer’s reference sheet for the standards), the blanks should come back below the detection limit, and the duplicates should be in close agreement. In the event of a failure of any standard or blank sample, a complete batch of 20 samples containing the QA/QC material was re-run.
In the event of a standard or a blank sample failing, a re-run request is sent to the laboratory. Since the procedure at the laboratory for analyzing gold and base metals is different, the batch is re-run for either gold or base metals (Ag, Cu, Pb, Zn) depending on what element failed. Generally, three consecutive samples above and below the failed sample (seven samples total) are re-run by the laboratory as an initial check. Once the results came back from the laboratory with the standard / blank in compliance, the results from the entire batch of twenty samples in question were replaced, and these new values were used in the database. To help track re-runs in the database, re-run samples have the new certificate number appended to the original number in the certificate column in the database.
Standards
CRMs are used as commercially prepared standards for the programs completed since 2015. These standards are not submitted blind to the laboratory (i.e., a separate preparation laboratory was not used), so a variety of standards of different grade ranges are utilized. This process allows the laboratory to know which standard had been inserted, but not what grades to expect.
Blanks
Contamination and sample numbering errors are assessed through blank samples. A significant level of contamination is identified when the blank samples yield values exceeding ten times the detection limit of the analytical method. Core samples of locally sourced dolomite cap rock are used for blank material and has been used by Foran for blanks for several years at McIlvenna Bay and other target areas. This material has shown to be devoid of the metals of interest, except for minor anomalous silver in some samples.
Duplicates
Duplicate analysis is accomplished using crush duplicates that were created by the laboratory during sample processing. The crush duplicates were created by the laboratory by producing an additional pulp from the reject of the primary sample. These crush duplicate samples were assigned sample numbers during the logging process by the geologist and were identified for the laboratory by placing the sample tag for the sample by itself in a sealed poly bag that was included in the sample shipment. To ensure the integrity of the QA/QC program, samples were retained on site until a batch of 20 samples was prepared (or a multiple thereof) before shipment to the laboratory for processing. All sample shipments were delivered to TSL by Foran employees.
| Page 159 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Pulp duplicates consist of second splits of final prepared pulverized samples, analysed by the same laboratory as the original samples under different sample numbers. The pulp duplicates are indicators of the analytical precision, which may also be affected by the quality of pulverization and homogenization.
Field duplicates are created by quartering the half core that remains in the box from the primary sample. These samples half core is submitted as a primary sample and quarter core is submitted as the duplicate sample, leaving quarter core in the box as a reference.
Copper, zinc, gold, and silver all show excellent correlation between means and very low percent difference between means (all less than 1% absolute difference). No bias is observed at either very low grades, or near-average resource grades of copper, zinc, gold, and silver
| 11.3.3.2 | Foran (2015) |
For the 2015 drill program at the Bigstone Deposit, Foran used TSL of Saskatoon for analysis of the core samples from the program. The standards used for the 2015 program are listed in Table 11-5. Foran used four CRMs obtained from CDN Resource Laboratories Ltd. (CDN Resource) of Langley, British Columbia, covering a range of grades for copper, zinc, gold, and silver. The CRM certified values with the recommended values and the ±2 SD tolerance limit from the round-robin testing is summarized in Table 11-5.
Table 11-5: 2015 CRM Standard Limits – Bigstone Project
| Standard | Au(g/t) | Ag(g/t) | Cu % | Pb % | Zn % | |||||
| Value | 2xSD | Value | 2xSD | Value | 2xSD | Value | 2xSD | Value | 2xSD | |
| CDN-ME- 11 | 1.38 | 0.1 | 79.3 | 6 | 2.44 | 0.11 | 0.86 | 0.1 | 0.96 | 0.06 |
| CDN-ME-17 | 0.452* | 0.058 | 38.2 | 3.1 | 1.36 | 0.1 | 0.68 | 0.05 | 7.34 | 0.37 |
| CDN-FCM-7 | 0.896 | 0.084 | 64.7 | 4.1 | 0.526 | 0.026 | 3.85 | 0.19 | 0.629 | 0.042 |
| CDN-ME-18 | 0.512 | 0.07 | 58.2 | 5.1 | 1.931 | 0.086 | 4.6 | 0.22 | 0.098 | 0.012 |
Note: Denotes provisional values for the gold in these standards
A total of 58 standard samples were randomly inserted into the assay sample stream during the 2015 program at the Bigstone deposit. The results from the assaying completed in 2015 indicate that TSL has provided accurate analysis for the metals of economic interest at the Project. The laboratory performed well in 2015 and was able to return all standards within the ±2 SD threshold as required and was willing to re-run analysis as requested, until all CRMs were compliant with Foran’s QA/QC protocols.
A total of 23 samples of standard CDN-FCM-7, 18 samples of CDN-ME-11, 12 samples of CDN-ME-17, and 5 samples of CDN-ME-18 were processed during the program. Although all results were within a three SD range of the CRM certified value, there is an observably low bias for zinc results that should be followed up on in CRMs CDN-ME-11, CDN-ME-17, and CDN-ME-18.
| Page 160 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
For blank samples of the 2015 drilling program, the detection limits were 0.01% for copper and zinc, 50 ppb for gold, and 0.5 g/t for silver, and A total of 56 blank samples were inserted into the sample stream by Foran during the 2015 drilling program. Blank results were plotted chronologically to determine if any trends had occurred over time. All blank assay results for copper, zinc, and gold were below detection limit, with no obvious systematic pattern. In some cases, silver values were above the nominal failure limit of 0.5 g/t Ag. In all cases of anomalous silver results, other metals were less than the detection limit and there was no obvious trend to the results. These blanks were considered compliant and demonstrate no evidence of contamination.
A total of 57 duplicate samples were randomly inserted into the sample stream and analysed as part of the 2015 assaying program at the Project. During the 2015 drill program, 1,135 samples were shipped to TSL for processing and analysis. There were two standard failures and two blank failures from the program. Table 11-6 provides the details of the QA/QC material failures, the actions taken, and the certificates containing the re-assay results. In all instances, the assay results from the sample re-runs were used to replace the original values in the assay database. The results of the QA/QC materials submitted as part of these samples are discussed in the following subsections along with a series of charts that detail the performance of the various QA/QC materials inserted during the program.
Table 11-6: QA/QC Failures from 2015 Program – Bigstone Project
| Certificate No. |
Sample
No. |
Problem | Action Taken | Original
Assay |
Re-Run
Assay |
Result |
| 552381 | 710790 | CDN-ME-11>25D-Cu | Re-run
710961-710980 |
2.23% Cu | 2.36% Cu | Re-run passed; use revised assays (552387) |
| 552393 | 758595 | Blank failed for Cu | Re-run
758581-758600 |
0.03% Cu | <0.01% Cu | Re-run passed; use revised assays (552417) |
| 552397 | 759375 | Blank failed for Zn | Re-run
759369-759381 |
0.03% Zn | <0.01% Zn | Re-run passed; use revised assays (552421) |
| 552394 | 758692 | CDN-ME-17>25D-Au | Re-run
758681-758700 |
0.38 g/t Au | 0.47 g/t Au | Re-run passed; use revised assays (552418) |
| 11.3.3.3 | Foran (2021 to Present) |
Initially, sampling from the 2021 Bigstone drill program was processed at TSL. On December 1, 2021, TSL was acquired by the SRC, who continued to provide assay services for Foran. The final results from the 2021 Phase I drill program were received July 19, 2022. All samples from the 2022 Phase II program were also analysed at SRC, with final results from that program returned on November 30, 2022.
A total of 4,511 primary samples were collected from the drill holes during the 2021 program, including the standards, blanks, and duplicate samples inserted into the sample stream as part of the QA/QC program as mentioned above and described in detail below. During the processing of the samples at the lab, additional splits were created as part of Foran’s QA/QC program for additional duplicate analysis which resulted in 5,311 samples being processed at the laboratory for the program. For the 2022 program, 2,337 primary samples were collected from the drill holes following the same QA/QC protocols as used in 2021. When the laboratory duplicates are included, 2,727 samples were processed at the laboratory from the 2022 program.
| Page 161 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 11-7 provides a listing of the commercially prepared standards used during the 2021 and 2022 programs. Core samples of locally sourced dolomite are used for blank material and duplicate samples are a combination of field duplicates (quarter core) and laboratory duplicates (created by the laboratory as part of the sample processing).
Table 11-7: Reference Standards – 2021 Program
| Standard | Au (ppb) | Ag (ppm) | Cu (%) | Pb (%) | Zn (%) | |||||
| Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | |
| CDN-ME-1410 | 542 | 48 | 69 | 3.8 | 3.80 | 0.170 | 0.248 | 0.012 | 3.682 | 0.084 |
| CDN-ME-1705 | 3,660 | 210 | 78.3 | 6.4 | 1.35 | 0.050 | 0.058 | 0.004 | 0.71 | 0.04 |
| CDN-ME-1406 | 678 | 54 | 57.1 | 3.7 | 0.32 | 0.012 | 0.485 | 0.026 | 2.27 | 0.08 |
| OREAS 622 | 1,850 | 132 | 102 | 6.6 | 0.486 | 0.016 | 2.210 | 0.134 | 10.24 | 0.36 |
| CDN-ME-1707 | 2,020 | 214 | 27.9 | 2.9 | 2.72 | 0.11 | 0.097 | 0.006 | 0.539 | 0.016 |
Notes: Standard deviations (SD) are provided by the manufacturer and are derived from umpire assays of the standards. They provide a basis for derivation of error limits. In this table SD refers to ±2 SD, which is the error limits provided by the manufacturer for the standard based on the results of round-robin testing.
During the logging process, three commercially prepared standards (high, medium, and low grade), a field duplicate sample, and blank samples are inserted into the sample stream at regular intervals as outlined in the Table 11-8. Reference material is chosen by mineral of interest observed at the depth where standard is to be inserted (e.g., zinc in massive sulphides, copper in stringer zones, etc.).
Table 11-8: 2021 to 2022 QA/QC Material Insertion Protocol
| Last One or Two Digits of Sample No. | QA/QC Material |
| 1 | Standard: High grade mineralization |
| 10 | Field Duplicate |
| 15 | Standard: Medium grade mineralization |
| 25 | Blank |
| 30 | Standard: Low grade mineralization |
| 45 | Standard: High grade mineralization |
| 50 | Blank |
| 60 | Standard: Medium grade mineralization |
| 70 | Field Duplicate |
| 75 | Standard: Low grade mineralization |
| 90 | Standard: High grade mineralization |
As described above, a total of 5,311 samples were processed by the laboratory from the 2021 program and there were two laboratory duplicates, ten standards, and seven blanks that failed QA/QC protocols. These failed samples and their surrounding groups of samples were re-assayed by the laboratory. In all cases, the batches of samples passed on re-run and the revised assay results for these samples were incorporated into the database.
For the 2022 program, a total of 2,727 samples were processed by the laboratory and seven standards and five blanks failed the QA/QC protocols. These failed samples and their surrounding groups of samples were also re-assayed by the laboratory. In all cases the batches of samples passed on re-run and the revised assay results for these samples were incorporated into the database.
| Page 162 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 11.4 | Tesla Zone |
The initial drill testing of the Tesla EM conductor was completed during the 2021–2022 winter program, followed by additional drilling during the spring of 2022 that resulted in the discovery of mineralization associated with the Tesla Zone. Since the initial discovery of sulphide mineralization, Tesla has been the focus of a number of drill programs that have continued to expand the mineralized footprint.
| 11.4.1 | Sample Preparation and Security |
Drilling at Tesla has utilized NQ diameter drill core and followed similar protocols as described for McIlvenna Bay and Bigstone drilling (see Section 11.3.2.2). Drill core from the programs was initially processed at the exploration camp near Hanson Lake in dedicated core processing facilities. Since the winter of 2023, Foran has also established an additional core logging facility in a warehouse in Saskatoon to provide the required space to facilitate expanded drill programs. All drill core was photographed prior to sampling, with samples cut with a diamond blade and bagged by Foran employees.
Samples are placed in poly sample bags with the sample number marked on the bag, and the corresponding paper sample tag from the assay tag book is also placed in the bag for additional reference. Sample bags are secured with a plastic zip-tie, and individual sample bags are combined into labelled rice bags for shipment to the laboratory. All sample bags are delivered directly to SRC’s facility by Foran employees for processing.
| 11.4.2 | Sample Analysis |
All sampling has followed similar QA/QC protocols that have been successfully used since 2018 (See Section 11.3.3). The current protocol includes the insertion of QA/QC materials on a prescribed schedule based on 100 sample blocks. For each group of 100 samples collected, seven standards, two field duplicates, and two blank samples are inserted into the sample stream at regular intervals as outlined in Table 11-9 below. Reference material is chosen by the logging geologist based on the mineral of interest observed at the depth where standard is to be inserted (e.g., zinc in sphalerite-rich massive sulphide, copper in copper stringer zones, etc.).
Table 11-9: 2021 to 2024 QA/QC Material Insertion Protocol
| Last One or Two Digits of Sample No. | QA/QC Material |
| 1 | Standard: High grade mineralization |
| 10 | Field Duplicate |
| 15 | Standard: Medium grade mineralization |
| 25 | Blank |
| 30 | Standard: Low grade mineralization |
| 45 | Standard: High grade mineralization |
| 50 | Blank |
| 60 | Standard: Medium grade mineralization |
| 70 | Field Duplicate |
| 75 | Standard: Low grade mineralization |
| 90 | Standard: High grade mineralization |
| Page 163 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
All sampling from the Telsa drill programs was processed at the SRC laboratory. Analysis for the Tesla sampling was initially completed by ICP-MS following four-acid digestion on a suite of 50 analytes that included copper, zinc, lead, and silver as part of the larger analytical package. In February 2023, the analytical method was revised to substitute an ICP-OES analysis for the samples rather than the ICP-MS method, which sped up the processing of samples at the laboratory and reduced the analytical costs. Gold analysis is completed on all samples by FA with AA spectrometry or ICP-OES finish, and any samples that assay greater than 1.0 g/t Au are re-run with gravimetric finish.
A total of 9,433 primary samples have been submitted to the laboratory for analysis from the Telsa drilling completed from 2021 up to the end of 2023 (drill holes TS-21-01 to TS-23-14w2), which included 1,034 samples of inserted QA/QC materials (standard, blanks, and field duplicates). An additional 1,975 laboratory duplicates were created and analysed at the laboratory as part of the sample preparation process, resulting in a total of 11,408 samples analysed from the drill programs. During these three drill programs, there were 53 instances where QA/QC materials failed Foran’s established protocols. Once the re-run results were returned from the laboratory within compliance, the new assay results of the re-run analysis were used in the database.
For the follow up 2024 winter-spring drill program (drill holes TS-24-15 to TS-24-25w1), an additional 3,661 primary samples were processed at the SRC laboratory, including the insertion of 389 internal QA/QC samples (standards, blanks, and field duplicates) into the sample stream. At the laboratory, an additional 587 laboratory duplicates were created during the sample preparation process, resulting in a total of 4,248 samples analysed from the program. During the drill program, there was one standard that failed established protocols and seven laboratory duplicate samples that initially had a >20% difference between results. Once the re-run results were returned from the laboratory within compliance, the new assay results of the re-run analysis were used in the database.
Infill drilling continued at Tesla through the 2024 summer drill program (TS-24-26 to TS-24-34w1). A total of 1,203 primary samples (including standards, blanks and field duplicates) where shipped to the lab for processing from the program. At the lab, an additional 186 laboratory duplicates were created during the sample preparation process resulting in a total of 1,389 samples analyzed from the program. During the drill program, there were two standards that failed established protocols and one laboratory duplicate sample that initially had a >20% difference between results. Once the re-run results were returned from the laboratory within compliance, the new assay results of the re-run analysis were used in the database.
The results from the assaying completed at the laboratory during the programs indicate that SRC has been providing accurate analysis for the metals of economic interest. The laboratory has been willing to re-run analysis as requested, until all CRMs are compliant with Foran’s QA/QC protocols.
The results of the QC samples, together with the QA/QC procedures implemented by Foran at the Tesla Zone, provide adequate confidence in the data collection and processing, and the assay data is suitable for Mineral Resource estimation.
| Page 164 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 12 | Data Verification |
| 12.1 | McIlvenna Bay Deposit |
| 12.1.1 | Site Visits |
Micon’s QP conducted a site visit from November 17–19, 2021. The site visit was undertaken to independently verify the geology and QA/QC programs. No samples were taken during the 2021 site visit since verification of the mineralization occurred during the 2018 site visit.
Micon’s QP notes that Foran’s 2021 drilling program consisted of the following:
| · | The majority of the drilling was infill drilling to upgrade inferred resources into indicated resources at depth. This involved both drilling new holes from surface between existing holes and wedging off from existing drill holes at various depths and orientations. | |
| · | A smaller number of new drill holes were conducted to extend the deposit in the existing down dip and down plunge direction of the mineralized trend. These holes hit the targeted mineralization as predicted, demonstrating the continuation of the mineralization at depth along the down dip and down plunge direction. | |
| · | The 2021 drilling program was focussed on the main McIlvenna Bay Deposit and other known mineralized zones on the property were not drilled. |
Foran and Micon’s QP jointly reviewed the best locations for the 2021 drilling infill and extensional drill holes, to maximize the potential coverage of the drilling program. Micon’s assistance to Foran involved taking the current drilling database and deposit model and using that information to conduct the potential placement of either new drill holes or wedge holes collared at various depths off previous drill holes. Once the initial work was completed, this information was delivered to Foran so that it could make the final determination as to which drill holes they were going to complete.
During the site visit mineralized intervals for the following drill holes were reviewed:
| · | MS-21-231 A. | |
| · | MS-21-243 D1. | |
| · | MS-21-246 D2. | |
| · | MD-21-251. |
The drill logs were found to be consistent with the mineralization observed in the drill core.
No drilling was being conducted on site during the 2021 site visit.
The 2021 site visit was conduced with the assistance of Brian Janser and Mike Schamborzki of Foran, who were in the camp at the time of the site visit.
| Page 165 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Drill site drone footage of the drill sites was reviewed but the drill platforms have been reclaimed using the trees that were knocked down during drill pad construction. The trees have been redistributed over that area of the drill pads (Figure 12-1 and Figure 12-2). The first snowfall of the season occurred prior to Micon’s QP arriving at the exploration camp, and it was deemed unsafe to visit the reclaimed drill pads due to the potential tripping hazards obscured by the masses of dead trees located on the pads.

Note: Foran drone photograph, November 2021.
Figure 12-1: Drone View of the Reclaimed Drill Hole Site for MB-21-230

Note: Foran drone photograph, November 2021.
Figure 12-2: Drone View of the Reclaimed Drill Hole Site for MB-21-253
| Page 166 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 12.1.1.1 | 2018 Site Visit |
A previous site visit was conducted by Micon’s QP between August 16 and August 18, 2018, during which the McIlvenna Bay property was inspected, and various aspects of the Project were discussed. The exploration programs for the Project were also discussed in detail. The onsite exploration QA/QC procedures were reviewed and discussed during a review of the core logging and sampling procedures at the core logging facility.
Mr. Lewis conducted the 2018 site visit with the assistance of Roger March, P.Geo., Vice President of Exploration for Foran.
Figure 12-3 shows the core storage area at Foran’s McIlvenna Bay camp during the 2018 site visit. This storage area holds both the historical core, as well as the core from Foran’s previous drilling programs.
Figure 12-4 shows the buildings used to log core and prepare samples at Foran’s McIlvenna Bay camp.
Figure 12-5 shows one of the drills set up and drilling during the Micon site visit in August 2018.

Figure 12-3: The 2018 Core Storage Area at Foran’s McIlvenna Bay Camp
| Page 167 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |

Figure 12-4: Buildings Related to Logging and Sample Preparation at Foran’s McIlvenna Bay Camp in 2018
Figure 12-5: Drill Set-up and Drilling During the 2018 Micon Site Visit
| Page 168 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
After the 2018 site visit, Micon’s QP, Mr. Lewis, selected 13 random reject core samples from Foran’s McIlvenna Bay drilling samples located at TSL in Saskatoon. Micon requested that TSL re-assay the selected samples and send the results to Micon’s Toronto office. The TSL sample preparation procedures and standard assaying procedures are summarized in Table 12-1.
Table 12-1: TSL Sample Preparation and Standard Assaying Procedures
| Procedure | Sample
Type |
Number
of Samples |
Size Fraction | Sample Preparation | |
| Preparation | Reject | 13 | Reject approx. 70% - 10 mesh (1.70 mm) | Riffle Split, Pulverize | |
| Pulp approx. 95% - 150 mesh (106 µm) | |||||
| Assay | Element
Name |
Unit | Extraction Technique | Lower
Detection Limit |
Upper
Detection Limit |
| Au | ppb | FA/AA | 5 | 3,000 | |
| Au | g/t | FA/GRAV | 0.03 | 100 % | |
| Ag | g/t | HNO3-HF-NCIO4-HCI/AA | 1 | 1,000 | |
| Cu | % | HNO3-HF-NCIO4-HCI/AA | 0.01 | 80 | |
| Pb | % | HNO3-HF-NCIO4-HCI/AA | 0.01 | 80 | |
| Zn | % | HNO3-HF-NCIO4-HCI/AA | 0.01 | 80 | |
| Samples for Au FA/AA (ppb) are weighed at 30 grams. | |||||
| Samples for Au FA/Gravimetric (g/t) are weighed at 1 AT (29.16 g). | |||||
| Samples for Ag (g/t), Base Metals (%) are weighed at 0.5 g. | |||||
Table 12-2 summarizes the 13 random reject core samples and descriptions chosen by Micon for re-assaying. All samples were taken from one drill hole, but the samples represent the different mineralized zones encountered by the drill hole and also represent various grade ranges.
Table 12-2: Random Reject Core Samples Re-Assayed at Micon’s Request
| Drill Hole | Mineralized
Zone |
Sample Number | From (m) |
To (m) |
Interval (m) |
| HA-18-045w1 | Upper Sx Zone | 780581 | 514.70 | 515.70 | 1.00 |
| 780583 | 516.30 | 516.80 | 0.50 | ||
| 780584 | 516.80 | 517.80 | 1.00 | ||
| UWZ | 780588 | 519.34 | 519.55 | 0.21 | |
| 780593 | 521.38 | 521.96 | 0.58 | ||
| 780597 | 523.53 | 524.30 | 0.77 | ||
| CS Zone | 780600 | 526.25 | 526.72 | 0.47 | |
| 780604 | 528.50 | 528.82 | 0.32 | ||
| 780607 | 530.22 | 530.90 | 0.68 | ||
| 780608 | 530.90 | 531.27 | 0.37 | ||
| 780609 | 531.27 | 532.30 | 1.03 | ||
| 780614 | 535.10 | 536.10 | 1.00 | ||
| 780618 | 538.10 | 539.10 | 1.00 |
| Page 169 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 12-3 summarizes the results of Micon’s re-assaying of the 13 samples chosen from Foran’s samples originally submitted for assaying by TSL. Three samples were also chosen for specific gravity measurement.
Micon also requested that TSL perform a Multi-Element ICP analysis of the samples using Aqua Regia digestion of the samples.
The ICP-AES, Aqua Regia Leach digestion (HCl-HNO3) liberates most of the metals noted in, Table 12-4 except those marked with an asterisk where the digestion will not be complete.
| Page 170 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 12-3: TSL Results for the Thirteen Random Samples Chosen by Micon for Re-assaying
| Sample Number | Micon Assay Results | Foran Original Assay Results | |||||||||||
| Au (ppb)1 |
Au (ppb)1 |
Au (g/t) |
Ag (g/t) |
Cu (%) |
Pb (%) |
Zn (%) |
Specific Gravity |
Au (g/t) |
Ag (g/t) |
Cu (%) |
Pb (%) |
Zn (%) | |
| 780581 | 110 | 10.8 | 0.85 | 0.02 | 0.7 | 2.68 | 0.1 | 11.7 | 0.76 | 0.02 | 0.6 | ||
| 780583 | 140 | 20.5 | 2.29 | 0.02 | 2.23 | 0.11 | 19.6 | 1.92 | 0.01 | 1.83 | |||
| 780584 | 130 | 16.9 | 0.62 | 0.12 | 1.08 | 0.095 | 17.6 | 0.51 | 0.1 | 0.95 | |||
| 780588 | 620 | 45.7 | 0.77 | 0.88 | 10.3 | 0.56 | 45.5 | 0.73 | 0.75 | 9.98 | |||
| 780593 | 420 | 16.4 | 1.87 | 0.04 | 4.33 | 0.33 | 16.2 | 1.71 | 0.03 | 3.93 | |||
| 780597 | >1,000 | >1,000 | 1.37 | 34.2 | 3.25 | 0.27 | 2.57 | 3.08 | 1.23 | 34.2 | 3.06 | 0.23 | 2.63 |
| 780600 | >1,000 | 7.27 | 44.8 | 5.36 | 0.05 | 0.38 | 6.86 | 39.9 | 5.02 | 0.04 | 0.4 | ||
| 780604 | 10 | 0.4 | <0.01 | <0.01 | <0.01 | 0.005 | 0.9 | 0.005 | 0.005 | 0.005 | |||
| 780607 | 180 | 7.4 | 1.49 | <0.01 | 0.06 | 0.14 | 3.3 | 1.38 | 0.005 | 0.05 | |||
| 780608 | 880 | 35.9 | 9.05 | 0.02 | 0.63 | 0.75 | 33.4 | 9.22 | 0.02 | 0.68 | |||
| 780609 | 320 | 6.5 | 1.5 | <0.01 | 0.15 | 2.68 | 0.25 | 6.7 | 1.46 | 0.005 | 0.16 | ||
| 780614 | 150 | 3.6 | 0.66 | <0.01 | 0.04 | 0.11 | 5.1 | 0.72 | 0.005 | 0.05 | |||
| 780618 | 35 | 2.2 | 0.65 | <0.01 | 0.03 | 0.035 | 3.2 | 0.64 | 0.005 | 0.03 | |||
| GS-1P5P | 1,450 | ||||||||||||
| GS-7E | 7.34 | ||||||||||||
| ME-8 | 61 | 0.1 | 1.94 | 2 | |||||||||
| ME-1411 | 44.1 | 1.54 | 0.26 | 0.47 | |||||||||
Note: 1 ppm = 1 g/t = 1,000 ppb = 0.0001%
| Page 171 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 12-4: Lower Detection Limits for Aqua Regia Leach Digestion
| Element Name | Lower Detection Limit | Element Name* | Lower Detection Limit |
| Ag | 0.3 ppm | Mo | 1 ppm |
| Al* | 0.01 % | Na* | 0.01 % |
| As | 2 ppm | Ni | 1 ppm |
| Ba* | 1 ppm | P* | 0.001 % |
| Be* | 1 ppm | Pb | 3 ppm |
| Bi | 3 ppm | S | 0.05 % |
| Ca* | 0.01 % | Sb | 3 ppm |
| Cd | 0.5 ppm | Sn* | 5 ppm |
| Co | 1 ppm | Sr* | 1 ppm |
| Cr* | 1 ppm | Ti* | 0.01 % |
| Cu | 1 ppm | V* | 1 ppm |
| Fe* | 0.01 % | W* | 2 ppm |
| K* | 0.01 % | Y | 1 ppm |
| Mg* | 0.01 % | Zn | 1 ppm |
| Mn* | 2 ppm | Zr* | 1 ppm |
Note: * The elements marked with an asterisk indicate that the digestion will not be complete
Table 12-4 summarizes the assays for the elements using the Multi-Element ICP analysis of the samples using Aqua Regia digestion.
The TSL internal quality control system conforms to the requirements of ISO/IEC Standard 17025 guidelines and, in April 2004, TSL received its certificate stating accreditation for specific tests from the Standards Councils of Canada, Laboratory Number 538. TSL participates in the proficiency testing program sponsored by the Canadian Certified Reference Materials Project. TSL has qualified for Certificates of Laboratory Proficiency since the program's inception in 1997, and this program is a requirement of its ISO/IEC 17025 accreditation. TSL is independent of both Micon and Foran.
| 12.1.2 | 2019 Database Review |
Micon received the earlier database on January 7, 2019, in which the data were organized in multiple Excel files. Micon proceeded to compile and review the data. No errors were found, however, drill hole MB-99-108 was ignored because of the suspicious collar and down the hole survey location. During the construction of the wireframes, a few records were changed in the mineralized zones table to improve the 3D interpretation of the envelopes.
| Page 172 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 12.2 | Bigstone Deposit |
RPA’s QP reviewed the resource database that formed the basis for the Mineral Resource estimate presented in this Technical Report. This includes results from the QA/QC program and assay certificates for drill holes to a cut-off date of November 30, 2020. RPA’s QP is of the opinion that database verification procedures for the Bigstone Project comply with industry standards and are adequate for the purposes of Mineral Resource estimation. It is the QP’s opinion that the resource database is reliable and appropriate to support a Mineral Resource estimate.
| 12.2.1 | Site Visit |
David W. Rennie, P.Eng., SLR Associate Principal Geologist, visited the Bigstone property site on September 24, 2015. a more recent site visit has not been conducted for this report as there has been no additional data collected since 2015.
During the site visit, RPA’s QP located and confirmed with handheld GPS the positions of six collars from the historic drill programs, and the six collars from Foran’s drill program. core was inspected and compared to the logs for holes BS15-240, -234, and -244. during the core review, no notable discrepancies were found: metre tags were placed in the correct locations in the core boxes, samples were clearly and accurately marked, and core boxes were clearly labelled. Logging of lithology, alteration, and mineralization appeared to have been done in a reasonable and suitably detailed fashion. Core handling, logging, and sampling protocols were consistent with industry best practices.
RPA’s QP did not collect samples from drill core for independent assay during the 2015 site visit, as the mineralization could be clearly seen in the core.
| 12.2.2 | Foran Bigstone Database Verification |
In 2015, at the request of Foran, Andrew Hamilton completed a program of data compilation and verification on a selection of drill holes from the Bigstone Project (Hamilton, 2015). A 72 hole subset of an original 300 hole database was reviewed, and a final validated dataset was produced.
Data reviewed included:
| · | Bigstone databases from 2012 and 2015 | |
| · | All Bigstone drilling reports from Granges and Aur | |
| · | All available drill logs from Granges and Aur in digital format | |
| · | All available historical assay certificates | |
| · | Orthophotos and digital elevation models (DEM) | |
| · | Survey data files | |
| · | 2015 Foran drill hole data | |
| · | 2015 Foran density sample data |
Mr. Hamilton noted that there is uncertainty with some drill hole collar locations without differential GPS or handheld GPS data and historical assays for which certificates are not available.
| Page 173 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
RPA’s QP recommends that Foran twin at least two historical drill holes as part of the next phase of drilling.
| 12.2.3 | RPA’s QP Database Verification |
RPA’s QP received the Bigstone resource database as Microsoft Excel files. Collar, survey, lithology, assay, and density data were reviewed. Database verification was performed using tools provided within the Leapfrog Geo software program and Microsoft Excel to check for potential issues including:
| · | Sample length and overlap issues | |
| · | Maximum and minimum lengths and assay grades | |
| · | Negative assay values | |
| · | Drill hole deviations | |
| · | Gaps in assays/unsampled intervals | |
| · | Assay and density outliers |
RPA’s QP reviewed the conclusions and recommendations in Mr. Hamilton’s report and potential impact on the Bigstone resource estimate. No drill holes without GPS data were included in the resource database, however, there are a significant number of historical drill holes by Granges without original assay certificates. RPA’ QP recommends that future work programs include several drill holes to twin early Granges drilling and verify assay grades.
RPA’ QP verified that the drill hole database matched the original 2015 TSL assay certificates. This included a comparison of over 965 results in the resource database to 16 digital laboratory certificates of analysis, which were received directly from TSL. TSL is a Canadian assay laboratory and is accredited under ISO/IEC 17025. In addition, RPA’s QP completed spot checks of nine certificates of historical assays from 1983 to 2002. No inconsistencies were identified.
RPA’s QP notes that core size documentation for historical drill holes is incomplete. RPA’s QP recommends that as part of the next phase of work, an effort be made to update these records with all information available, for example historical reports or publicly available assessment files.
| 12.3 | Micon QP Comments |
For this Technical Report Micon’s QPs reviewed and verified the individual databases of the McIlvenna Bay and Bigstone Deposits and the Tesla Zone.
In the case of the McIlvenna Bay deposit the additional drill information added since the last mineral resource estimate was completed by Micon’s QPs was found to be free of errors and suitable to be used for the purpose of updating the mineral resources for the McIlvenna Bay deposit.
Micon’s QP reviewed the Bigstone databases previously reviewed by RPA’s QPs and found that the database was sufficent upon which to base the current mineral resource estimate. Further work will need to be completed to address a number of RPA’s QPs comments as Foran completes further work on the Bigstone deposit.
| Page 174 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Micon’s QP reviewed the Tesla Zone database and found the database to be relatively free of errors and in fairly good shape.
Micon’s QP generally found the information within the databases to be free of errors and in suitable shape to be used as the basis for mineral resource estimates upon which further studies can be conducted.
| Page 175 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13 | Mineral Processing and Metallurgical Testing |
| 13.1 | McIlvenna Bay Deposit |
Metallurgical testing of McIlvenna Bay samples began in 2012 with a series of characterization tests completed by ALS Metallurgy (ALS) in Kamloops, BC. The work was followed by additional metallurgical testing and mineralogical analysis at BML in Kamloops, BC in 2016, 2019, 2021, 2022 and 2023.
The approach to flowsheet development was to prepare representative master composites for each ore type, then proceed through open circuit rougher and cleaner flotation tests to identify and optimize flowsheet conditions and reagent schemes. Locked cycle tests (LCTs) were then conducted on the master composites to demonstrate the anticipated overall metallurgical performance within a continuous circuit. Sub-samples of individual drill hole material used to create the master composites were subsequently tested to provide variability data for feed grade and feed grade metal ratios—allowing assessment of flowsheet robustness and required reagent dosage ranges. Upwards of 40 variability or geomet samples and 12 ore type and blend composites have been tested during the various phases of test work. Flotation tests were completed on blends of Massive Sulphide (MS) and CS zone ores to allow comparison with individual composite results and to assess the viability of co-processing the ore types.
Mineralogical assessments were undertaken to provide information to refine the grinding / flotation process during optimization, and to provide reasonable expectations for metallurgical performance versus mineral liberation and association within each ore type. Samples from various locked cycle test products were used to provide characterization of final concentrates and tailings.
The latest phase of the test work, initiated in late 2022 at BML, aimed to support the Front-End Engineering Design (FEED) study and detailed engineering. Key advancements in flowsheet development included:
| · | Refining the sodium metabisulphate (SMBS) / zinc suphate / lime depressant scheme to replace zinc sulphate / sodium cyanide and SMBS only in the copper circuit. | |
| · | Developing the pyrite flotation circuit to generate low-sulphide tailings and including the pyrite circuit in subsequent LCTs. | |
| · | Evaluating blended composites through LCTs, incorporating the pyrite circuit and process water recycling in all LCTs from 2022 onwards. | |
| · | Conducting additional downstream settling, filtration, regrind signature plot, and paste test work to support detailed engineering plant design. |
The most significant and relevant findings from the various studies are highlighted in the following sections.
| 13.1.1 | Chronology of Metallurgical Test Programs |
A number of phases of metallurgical test work and mineralogical analysis have been conducted on the McIlvenna Bay Deposit since 2012.
| Page 176 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | “Initial Ore Characterization and Predictive Metallurgy Evaluation of Drill Core Samples from the McIlvenna Bay VMS Deposit”; Saskatchewan, Giovanni Di Prisco, February 2012. |
| · | “Scoping Level Metallurgical Assessment of the McIlvenna Bay Project,” Foran, KM3125 ALS Metallurgy – G&T Metallurgical Services, May 28, 2012 (KM3125). | |
| · | “Phase II Metallurgical Assessment McIlvenna Bay Deposit,” BL0103, Base Metallurgical Laboratories, December 23, 2016. | |
| · | “Mineral Characterization of Mineralization Types and Predictive Metallurgy Evaluation of Core Samples Used for Metallurgical Testing The McIlvenna Bay VMS Deposit”; Saskatchewan, Giovanni Di Prisco, January 2019. | |
| · | “Feasibility Level Study of McIlvenna Bay,” BL0351, Base Metallurgical Laboratories, July 28, 2019. | |
| · | “Metallurgical Study of the McIlvenna Bay Project,” BL0770, Base Metallurgical Laboratories, April 1, 2022. | |
| · | “Foran McIlvenna Bay Paste Testwork,” FMM-32-0647, Paterson & Cooke, November 6, 2023. | |
| · | “Metallurgical Study of the McIlvenna Bay Project – Flowsheet Optimization,” BL1011, Base Metallurgical Laboratories, November 17, 2023. | |
| · | “Metallurgical Study of the McIlvenna Bay Project – 2023 Variability Samples,” BL1276, Base Metallurgical Laboratories, September 23, 2024. |
| 13.1.2 | Sample Representivity |
Metallurgical test work samples from multiple phases of flowsheet development were selected to represent the McIlvenna Bay Deposit and the anticipated mine production schedule, based on the resource and mine plan understanding at the time. Figure 13-1 shows the mineralized zones of McIlvenna Bay in long section, highlighting all metallurgical sample drill core intervals from the different test work phases. Detailed lists of drill core interval sample selections can be found in the appendices of their respective metallurgical test work reports. Spatial coverage and grade distribution were considered in all phases of sample selection for metallurgical flowsheet development.
| Page 177 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
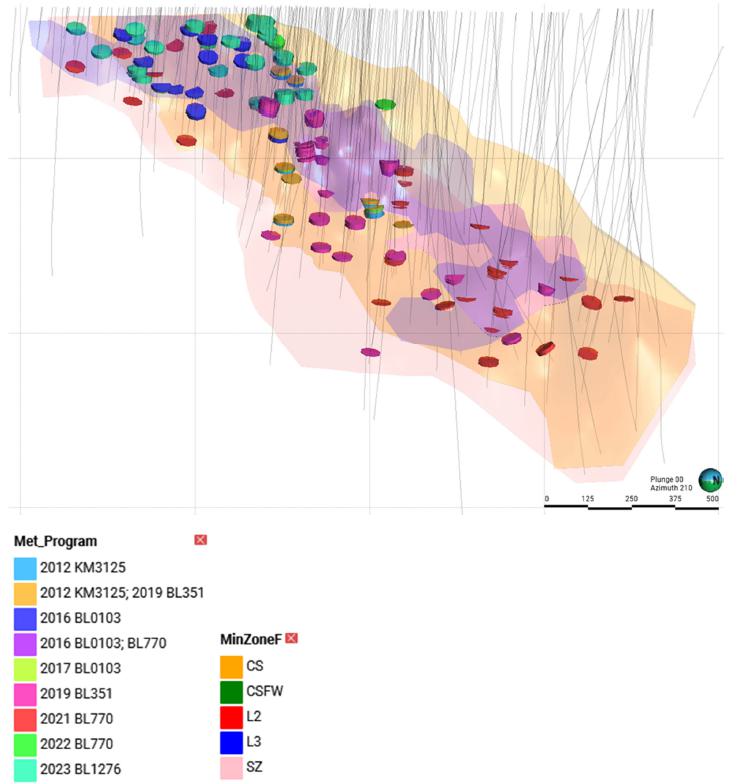
Figure 13-1: Long Section Az 210 with All Metallurgical Sample Locations with Mineralized Domains
| Page 178 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.1.3 | Mineralogy of the McIlvenna Bay Deposit |
The McIlvenna Bay Deposit ore can be broadly classified into the following mineralogical domains:
| · | Copper Stockwork (CS) | |
| · | Massive Sulphide (MS) |
CS material is copper-rich, with chalcopyrite as the main economic mineral. Minor amounts of sphalerite are present, but zinc levels are generally low. Pyrite is typically present in low amounts, and the gangue is primarily quartz.
The MS domain includes material classified as UWZ and MSZ2. In this domain, copper mineralization is exclusively chalcopyrite, but economic mineralization is dominated by sphalerite, resulting in a higher zinc content, typically showing a 3:1 or higher zinc-to-copper ratio. The gangue phase is richer in pyrite, with non-opaque gangue generally constituting only 40-50% of the modal mass. Galena is present in minor amounts in all ore types and is more abundant in the MSZ2 sub-domain of the MS ore type.
Quantitative Evaluation of Minerals by Scanning Electron Microscopy (QEMSCAN) mineralogical analysis was completed by BML as part of the BL0351 and BL1276 test work phases:
| · | BL0351 – Size by Size QEMSCAN on CS, UWZ and MSZ2 domain master composites. | |
| · | BL1276 – Size by Size QEMSCAN on 25 variability samples from the CS and MS domains. |
Thus, a comprehensive picture of the mineralogical characteristics of the ore types has been established, and the project team has gained a detailed understanding of how domain mineralogy impacts flowsheet selection and metallurgical performance for the McIlvenna Bay Project.
Modal Minerology
The graph in Figure 13-2 illustrates the differences in sulphide content between MS and CS samples. The 11 samples on the left-hand side of the chart are MS variability samples, while the remaining samples on the right-hand side are CS variability samples. The visualization confirms that the MS domain is pyrite-dominated, with pyrite comprising 9% to 68% of the mass, compared to less than 9% of the CS samples. Sphalerite is present in economic quantities only in the MS samples. Galena content is generally low, except in MS samples Var 1, Var 8 and Var 18. Pyrrhotite content is also low in most samples, except in MS variability sample Var 8.
| Page 179 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
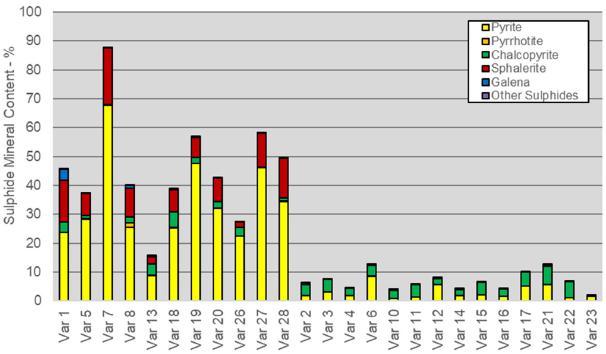
Figure 13-2: McIlvenna Bay Variability Samples - Sulphide Modal Mineralogy
The graph in Figure 13-3 also illustrates a clear distinction in non-sulphide gangue mineralogy between MS and CS ore types. The MS samples are dominated by quartz, chlorite, carbonates, and silicates, while CS samples contain higher quantities of quartz, mica, and chlorite. The higher quartz and lower iron sulphide content, make the CS ore at McIlvenna Bay mineralogically cleaner, driving its superior metallurgical performance compared to the more complex MS ores. Both ore types have low clay content, averaging less than 1% of the modal mineral mass. Carbonates (pink) in the MS samples likely necessitates small dosages of CMC (carboxymethyl cellulose) flotation depressant to improve copper and zinc concentrate quality.
| Page 180 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
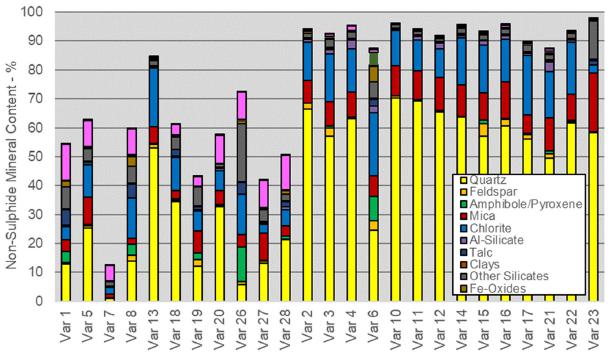
Figure 13-3: McIlvenna Bay Variability Samples - Non-Sulphide Modal Mineralogy
Copper and Zinc Mineral Deportment
Chalcopyrite is the only copper-bearing mineral identified at McIlvenna Bay; therefore, the copper is deported 100% to chalcopyrite, a fast floating copper mineral that should be easily recovered to copper concentrate once suitably liberated.
Zinc is found predominantly in sphalerite, and in minor amounts in gahnite - a zinc aluminium oxide. from the spinel group As gahnite is an oxide mineral it is not likely to report to the zinc concentrate during flotation with the McIlvenna Bay flowsheet, which is geared towards recovery of sulphide minerals.
Figure 13-4 illustrates that the vast majority of the zinc is in the MS ore type, with over 95% of zinc deporting to sphalerite in all but one variability sample. In the CS samples, zinc deportment to gahnite is much higher, but due to the low overall zinc content, in these samples, the presence of gahnite is unlikely to significantly affect overall zinc recovery to concentrate over the LOM.
| Page 181 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
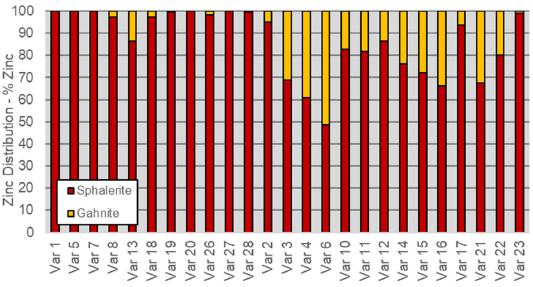
Figure 13-4: McIlvenna Bay Variability Samples Zinc Deportment
Sulphide Mineral Liberation & Association
Mineral texture and grain size crucial for target mineral liberation and determining optimal primary and regrind sizes during flowsheet development. QEMSCAN analysis of the 25 variability samples, ground to 80% passing 70µm (the optimal primary grind size from flotation test work) was conducted. The liberation of chalcopyrite (Figure 13-5), sphalerite (Figure 13-6) and pyrite (Figure 13-7) are presented and discussed below.
At the primary grind size of 70µm, chalcopyrite liberation averaged 65% for the MS samples and 84% for the CS samples (Figure 13-5). The MS samples contained more binary chalcopyrite-sphalerite particles, which suggests that a regrind is needed for the copper cleaner circuit. The higher liberation in the CS samples reinforces the notion that this ore type is mineralogically “cleaner” than the MS domain.
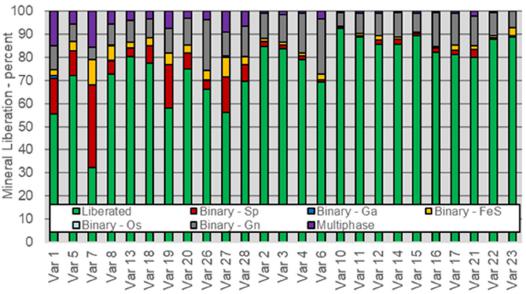
Figure 13-5: McIlvenna Bay Variability Samples - Chalcopyrite Liberation
| Page 182 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Sphalerite liberation in the MS samples ranged from 41% to 87%, averaging 68% (Figure 13-6). A notable amount of sphalerite-iron sulphide and sphalerite-chalcopyrite binary particles were observed, suggesting that regrinding of the zinc rougher concentrates will also be required ahead of zinc cleaner flotation.
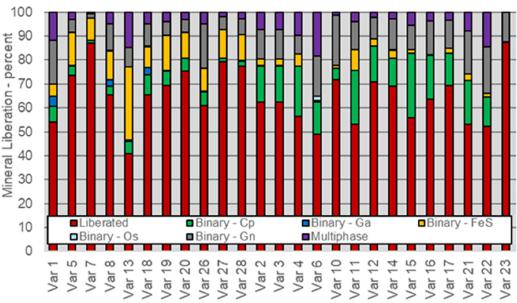
Figure 13-6: McIlvenna Bay Variability Samples - Sphalerite Liberation
Iron sulphides were well liberated, between 60% and 95% liberation at the primary grind size of 70µm (Figure 13-7). This level of liberation should be sufficient for the back-end pyrite flotation step to desulphurize the tailings before filtration and deposition on the dry stack TSF.
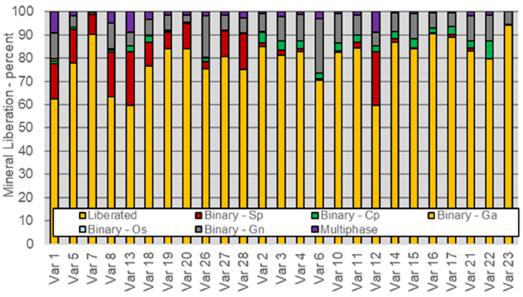
Figure 13-7: McIlvenna Bay Variability Samples - Pyrite Liberation
In summary, primary grinding to a P80 of 70µm is sufficient for McIlvenna Bay Deposit samples. This grind size could be coarsened slightly during operations with a high CS feed ratio. Mineral grain sizes and liberation suggest moderate copper and zinc regrinds will be needed, likely in the 20-30µm range.
| Page 183 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Gold and Silver Mineralogy:
Analysis at TerraMin confirmed that silver was present in discrete grains of electrum and silver sulphosalts, with substantial concentrations (~0.03%) in chalcopyrite. Most of the silver content in the ores is expected to follow chalcopyrite. Although no gold deportment mineralogy has been conducted on McIlvenna Bay Deposit samples, metallurgical tests indicate that a significant portion of the gold is associated with pyrite, either in solid solution or as fine discrete particles, and does not report well to the copper or zinc concentrates.
| 13.1.4 | Comminution Test Work Overview |
Multiple phases of comminution test work were conducted on domain and variability samples from the McIlvenna Bay Deposit. This test work supported the design of the chosen Semi-Autogenous Grinding (SAG) mill, Ball mill, and Crusher circuit, with a focus initially on Bond’s power-based indices for rod and ball milling, and subsequently on SAG mill comminution testing. A substantial project database of comminution data points has been built and is summarized in Table 13-1.
The parameters derived from the database were provided to Orway Mineral Consultants in order to update the grinding circuit design during detailed engineering.
In summary, these parameters showed that:
| · | CS samples are generally harder than MS samples with respect to rod and ball mill breakage and SAG mill comminution. | |
| · | The average Bond ball mill work index was 17.5 kWh/t for CS samples and 14.0 kWh/t for MS samples. | |
| · | The average Bond rod mill work index was 17.0 kWh/t for CS samples and 14.5 kWh/t for MS samples. | |
| · | The average Axb parameter was 34.1 for CS samples and 39.6 for MS samples. | |
| · | The 85th percentiles for Bond ball mill and rod mill work indices were 18.1 kWh/t and 17.4 kWh/t, respectively. | |
| · | The 15th percentile for the Axb parameter was 31.2, suggesting that McIlvenna Bay ores are somewhat hard for SAG milling, but amenable to the selected grinding technology. | |
| · | The Abrasion Index average from three samples tested was 0.264 g. | |
| · | No crusher work index testing was completed. |
| Page 184 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-1: Summary of McIlvenna Bay Comminution Test Work Database
| Bond Ball Mill | Bond Rod Mill | Abrasion Index (g) |
SAG Mill | ||||||
| Sample ID | Ore Type | Testing Phase |
Closing
P80- (µm) |
BRWI (kWh/t) |
Closing
P80 -(µm) |
BRWI (kWh/t) |
Axb | DWI
(kWh/t) | |
| CS | CS | KM3125 | 80 | 16.1 | 882 | 17 | - | - | - |
| MSZ2 | MS | KM3125 | 83 | 11.6 | 869 | 12.7 | - | - | - |
| MS(UW) | MS | KM3125 | 81 | 14 | 852 | 15.6 | - | - | - |
| MS Zone 2 | MS | BL103 | 80 | 11.3 | - | - | - | - | - |
| MS UWZ | MS | BL103 | 80 | 11.9 | - | - | - | - | - |
| CS Zone2 | CS | BL103 | 78 | 17.9 | - | - | - | - | - |
| CSUWZ | CS | BL103 | 78 | 18.4 | - | - | - | - | - |
| Zone 2 Master | MS | BL0351 | 80 | 13.8 | - | - | - | - | - |
| UWZ Master | MS | BL0351 | 86 | 14.4 | - | - | - | - | - |
| CSMaster | CS | BL0351 | 79 | 18 | - | - | - | - | - |
| CS-1 | CS | BL0770 | 78 | 16.6 | 898 | 17.7 | 0.267 | - | - |
| CS-2 | CS | BL0770 | 78 | 16.9 | 912 | 17.7 | 0.386 | - | - |
| CS-3 | CS | BL0770 | 78 | 15.8 | 909 | 16.8 | - | - | - |
| CS-4 | CS | BL0770 | 79 | 15.8 | 891 | 15.8 | - | - | - |
| UW-1 | MS | BL0770 | 78 | 15.5 | 889 | 16.4 | - | - | - |
| UW-2 | MS | BL0770 | 80 | 13.7 | 870 | 14.7 | - | - | - |
| Z2-1 | MS | BL0770 | 80 | 12.7 | 867 | 13.6 | 0.139 | - | - |
| Z2-2 | MS | BL0770 | 78 | 12.9 | 873 | 13.7 | - | - | - |
| SMC-1 | CS | BL0770 | - | - | - | - | - | 32.4 | 8.8 |
| SMC-2 | CS | BL0770 | - | - | - | - | - | 32.0 | 9.3 |
| SMC-3 | CS | BL0770 | - | - | - | - | - | 36.2 | 8.8 |
| SMC-4 | MS | BL0770 | - | - | - | - | - | 40.4 | 9.3 |
| SMC-5 | MS | BL0770 | - | - | - | - | - | 43.9 | 9.5 |
| SMC-6 | MS | BL0770 | - | - | - | - | - | 47.2 | 7.9 |
| Page 185 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Bond Ball Mill | Bond Rod Mill | Abrasion Index (g) |
SAG Mill | ||||||
| Sample ID | Ore Type | Testing Phase |
Closing
P80 -(µm) |
BRWI (kWh/t) |
Closing
P80- (µm) |
BRWI (kWh/t) |
Axb | DWI
(kWh/t) | |
| SMC-7 | MS | BL0770 | - | - | - | - | - | 38.2 | 9.4 |
| SMC-8 | MS | BL0770 | - | - | - | - | - | 48.6 | 6.1 |
| SMC-9 | MS | BL0770 | - | - | - | - | - | 39.0 | 9.2 |
| SMC-10 | MS | BL0770 | - | - | - | - | - | 31.4 | 10.8 |
| SMC-11 | MS | BL0770 | - | - | - | - | - | 40.7 | 8.6 |
| SMC-12 | CS | BL0770 | - | - | - | - | - | 36.9 | 7.6 |
| SMC-13 | CS | BL0770 | - | - | - | - | - | 26.4 | 10.6 |
| SMC-14 | CS | BL0770 | - | - | - | - | - | 26.3 | 9.9 |
| SMC-15 | CS | BL0770 | - | - | - | - | - | 27.1 | 10.9 |
| SMC-16 | CS | BL0770 | - | - | - | - | - | 32.8 | 9.7 |
| MATVAR-1 | MS | BL1276 | 78 | 14.9 | - | - | - | 35.1 | 9.0 |
| METVAR-3 | CS | BL1276 | 78 | 20.7 | - | - | - | 32.1 | 9.0 |
| METVAR-5 | MS | BL1276 | 81 | 15.5 | - | - | - | 39.7 | 8.0 |
| METVAR-11 | CS | BL1276 | 79 | 19.0 | - | - | - | 32.8 | 8.4 |
| METVAR-13 | MS | BL1276 | 80 | 18.2 | - | - | - | 31.2 | 9.4 |
| METVAR-22 | CS | BL1276 | 77 | 17.8 | - | - | - | 39.2 | 7.1 |
| No. of tests | 24 | 11 | 3 | 22 | |||||
| Combined Average | 79 | 15.6 | 883 | 15.6 | 0.264 | 35.9 | 9.0 | ||
| MS Average | 80 | 14.0 | 870 | 14.5 | 0.139 | 39.6 | 8.8 | ||
| CS Average | 78 | 17.5 | 898 | 17.0 | 0.327 | 34.1 | 8.6 | ||
| Min. | 77 | 11.3 | 852 | 12.7 | 0.139 | 26.3 | 6.1 | ||
| Max. | 86 | 20.7 | 912 | 17.7 | 0.386 | 48.6 | 10.9 | ||
| 85th Percentile | 18.1 | 17.4 | 0.350 | 9.9 | |||||
| 15th Percentile | 31.2 | ||||||||
| Page 186 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.1.5 | Initial Flowsheet Development |
In 2012, ALS Metallurgical in Kamloops, BC conducted an initial scoping study (KM3125) to characterize the metallurgical performance of samples of MS zone (MSZ2 and UWZ) and CS lithologies. The study included limited optimizations using batch rougher and open cleaner flotation tests, and completed LCTs for each ore type, measuring final concentrate minor element concentrations.
The average chemical composition of the three ore zone composites used for the KM3125 study is summarized in Table 13-2. Zinc assays were determined using a peroxide fusion method, while all other assays in the study were determined using standard aqua regia digestion.
Table 13-2: Chemical Compositions for the Ore Zone Composites
| Element | Symbol | Units | CS | MSZ2 | UWZ-MS |
| Copper | Cu | % | 1.45 | 0.30 | 1.61 |
| Weak Acid Soluble Copper | Cu(ox) | % | 0.004 | <0.001 | 0.008 |
| Cyanide Soluble Copper | Cu(CN) | % | 0.02 | 0.02 | 0.06 |
| Lead | Pb | % | 0.02 | 0.43 | 0.16 |
| Zinc (aqua regia) | Zn | % | 0.16 | 7.05 | 3.71 |
| Zinc Total | Zn(t) | % | 0.17 | 7.25 | 3.97 |
| Zinc Oxide | Zn(ox) | % | <0.001 | 0.03 | 0.01 |
| Iron | Fe | % | 7.40 | 28.30 | 17.80 |
| Gold | Au | g/t | 0.34 | 0.19 | 0.55 |
| Silver | Ag | g/t | 8 | 16 | 25 |
| Magnesium | Mg | % | 2.06 | 3.71 | 5.83 |
| Sulphur | S | % | 4.60 | 31.7 | 18.2 |
Flotation work for KM3125 culminated in LCTs on the three zone composites (see Table 13-3 for CS, Table 13-4 for MSZ2, and Table 13-5 for UWZ-MS composites).
Table 13-3: CS Locked Cycle Test Results
| Product | Mass% | Assay (% or g/t) | Distribution (%) | ||||||||
| Cu | Zn | S | Ag | Au | Cu | Zn | S | Ag | Au | ||
| Feed | 100.0 | 1.6 | 0.16 | 4.5 | 8.0 | 0.38 | 100 | 100 | 100 | 100 | 100 |
| Cu Conc | 5.1 | 29.2 | 1.05 | 33.5 | 126 | 6.38 | 94.4 | 33.8 | 38.0 | 76.9 | 84.6 |
| Cu 1st Clnr Tail | 3.9 | 0.79 | 0.57 | 19.3 | 14.0 | 0.81 | 2.0 | 14.1 | 16.8 | 6.8 | 8.3 |
| Cu Rougher Tail | 91.0 | 0.06 | 0.09 | 2.2 | 2.0 | 0.03 | 3.7 | 52.1 | 45.2 | 16.4 | 7.1 |
| Page 187 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-4: MSZ2 Locked Cycle Test Results
| Product | Mass% | Assay (% or g/t) | Distribution (%) | ||||||||||
| Cu | Pb | Zn | S | Ag | Au | Cu | Pb | Zn | S | Ag | Au | ||
| Bulk Feed | 100.0 | 0.33 | 0.41 | 6.96 | 28.4 | 15 | 0.21 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
| Prefloat | 3.5 | 0.20 | 0.32 | 5.89 | 12.8 | 11 | 0.11 | 2.1 | 2.8 | 3.0 | 1.6 | 2.6 | 1.9 |
| Bulk Conc | 1.6 | 11.9 | 15.4 | 9.18 | 28.5 | 332 | 5.27 | 56.0 | 59.1 | 2.1 | 1.6 | 34.4 | 38.5 |
| Zn Conc | 10.8 | 0.63 | 0.46 | 55.0 | 32.1 | 38 | 0.29 | 20.5 | 12.2 | 85.4 | 12.2 | 27.3 | 14.6 |
| Zn 1st Clnr Tail | 17.8 | 0.16 | 0.15 | 0.96 | 38.6 | 10 | 0.15 | 8.4 | 6.5 | 2.5 | 24.1 | 11.6 | 12.7 |
| Zn Rougher Tail | 66.3 | 0.07 | 0.12 | 0.74 | 25.9 | 5 | 0.10 | 13.1 | 19.5 | 7.0 | 60.5 | 24.1 | 32.3 |
Table 13-5: UWZ Locked Cycle Test Results
| Product | Mass% | Assay (% or g/t) | Distribution (%) | ||||||||||
| Cu | Pb | Zn | S | Ag | Au | Cu | Pb | Zn | S | Ag | Au | ||
| Bulk Feed | 100.0 | 1.75 | 0.18 | 4.02 | 17.3 | 26 | 0.66 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
| Prefloat | 2.8 | 0.86 | 0.13 | 1.44 | 4.0 | 23 | 1.16 | 1.4 | 2.1 | 1.0 | 0.6 | 2.5 | 4.9 |
| Cu Conc | 6.0 | 24.2 | 1.3 | 6.40 | 34.4 | 216 | 6.50 | 83.4 | 43.4 | 9.6 | 12.0 | 50.3 | 59.7 |
| Zn Conc | 5.6 | 1.87 | 0.24 | 54.3 | 32.5 | 63 | 0.81 | 6.0 | 7.5 | 76.3 | 10.6 | 13.6 | 6.9 |
| Zn 1st Clnr Tail | 7.7 | 0.69 | 0.14 | 2.39 | 21.4 | 22 | 0.53 | 3.0 | 6.0 | 4.6 | 9.5 | 6.6 | 6.2 |
| Zn Rougher Tail | 77.8 | 0.14 | 0.10 | 0.44 | 15.0 | 9 | 0.19 | 6.2 | 41.0 | 8.5 | 67.2 | 27.0 | 22.2 |
In 2016, BML in Kamloops, BC conducted what was described as a Phase II assessment (BL0103) and continued the metallurgical development program. Individual geological lithology composites were tested first, followed by two zone composites with a mix of CS and MS material (UWZ-Main, MSZ2-Main).
Table 13-6 summarizes the head assays for these composites.
| Page 188 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-6: Chemical Compositions for the Composite Zones
| Composite | Analyte and Unit Symbol | |||||||||
| Cu,% | Pb,% | Zn,% | Fe,% | As,% | Sb,% | Ag g/t | Au g/t | S% | C% | |
| HW-WZ | 0.72 | <0.01 | 0.22 | 7.6 | <0.01 | <0.01 | 22 | 0.28 | 2.48 | 0.08 |
| HW-Z2 | 0.11 | 0.05 | 0.25 | 4.3 | <0.01 | <0.01 | 3 | 0.03 | 1.68 | 0.08 |
| FW-UWZ | 0.55 | <0.01 | 0.04 | 5.3 | <0.01 | <0.01 | 4 | 0.10 | 0.93 | 0.05 |
| FW-Z2 | 0.38 | <0.01 | 0.12 | 3.6 | <0.01 | <0.01 | <3 | 0.05 | 1.22 | 0.10 |
| CSW-UWZ | 1.74 | 0.02 | 0.36 | 6.6 | <0.01 | <0.01 | 15 | 0.46 | 2.56 | 0.12 |
| CSW-Z2 | 1.64 | 0.02 | 0.26 | 6.5 | <0.01 | <0.01 | 11 | 0.27 | 3.62 | 0.10 |
| MS-UWZ | 2.76 | 0.91 | 9.51 | 17.8 | 0.02 | <0.01 | 78 | 1.91 | 22.5 | 0.84 |
| MS-Z2 | 0.33 | 0.30 | 7.80 | 26.6 | 0.04 | <0.01 | 20 | 0.20 | 32.0 | 2.36 |
| UWZ-Main | 1.73 | 0.41 | 4.21 | 11.2 | <0.01 | <0.01 | 39 | 1.23 | 10.9 | 0.40 |
| MSZ2-Main | 0.71 | 0.17 | 4.06 | 16.0 | 0.03 | <0.01 | 14 | 0.20 | 17.3 | 1.26 |
A total of six LCTs were conducted on the MSZ2-Main and UWZ-Main composites under varying conditions. Improved results were obtained for MSZ2 with a primary grind of P80 of 75µm versus P80 of 100µm. Copper and zinc regrind sizings were 80% passing 24µm and 21µm, respectively. UWZ composite responded better with the finer primary grind at 80% passing 75µm, and with finer copper regrind at 80% passing 15µm. Zinc regrind was 80% passing 21–22µm.
Flowsheet development during these two early phases of metallurgical test work focused on a sodium cyanide and zinc sulphate depressant strategy to achieve copper-zinc selectivity for the MS composites. The primary grind was dosed with 30 g/t zinc sulphate and 10 g/t sodium cyanide, with a smaller dosage added to the copper regrind mill. This approach resulted in mixed success with respect to copper concentrate quality for the zinc-bearing MS composites, especially for high zinc-to-copper feed grade ratio samples. In subsequent phases of flowsheet development at BML, the project team moved away from the cyanide-based depressant regime and focused on an alternate flowsheet that used SMBS, and later an optimized regime of lime/SMBS and zinc sulphate.
| 13.1.6 | Feasibility Study Flowsheet Development (2019) |
The scope of work for the 2019 BL0351 test work program detailed in the BML report “Feasibility Level Study of McIlvenna Bay,” (#BL0351, July 28, 2019)(BL0351), was developed on the basis that ore from McIlvenna Bay would by processed either by HudBay’s 777 mill (via a toll milling arrangement) or by a new purpose-built processing facility at the McIlvenna Bay mine site. The FS test program initially focused on benchmarking the performance of three representative ore types using the 777 mill flowsheet, while also considering alternative flowsheet options. This approach allowed the development of adequate design parameters for both off-site milling and an optimized on-site processing facility.
The key program objectives were to:
| · | Estimate grade recovery performance for each major ore type. |
| · | Determine whether MS ores could be co-processed with CS ore or if separate circuits and independent batching would be required. |
| Page 189 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Assess if the 777 mill concentrator flowsheet was appropriately configured for processing McIlvenna Bay ore types. |
| · | Define flowsheet requirements, including mass and water balances and indicative reagent consumptions. |
| · | Estimate grindability requirements for each ore type. |
| · | Characterize final concentrates and tailings characterizations. |
The final flowsheet developed at the LCT level was a conventional sequential flotation process. It involved grinding to achieve 80% passing 75µm, producing a bulk final copper-lead concentrate while depressing sphalerite with zinc sulphate / sodium cyanide prior to floating zinc into a final concentrate. A secondary flowsheet was subsequently developed using sulphur dioxide gas or SMBS for depression of galena and zinc as a useful and effective alternative to cyanide use.
| 13.1.6.1 | Sample Preparation |
Metallurgical composites created for the BL0351 program were prepared using a combination of fresh drill core from 2018 drilling and coarse rejects from the previous drilling campaign. The study assessed metallurgical performance by optimizing open circuit flotation conditions for the three main ore types, or “master composites.” The optimized flowsheet was then verified by using blended ratios of each master composite and 15 variability composites.
Samples were received in two shipments on August 31 and December 4, 2018. The first shipment included approximately 426 kg of half NQ core, while the second shipment consisted of approximately 460 kg of crushed and bagged coarse rejects. Each sub-composite and variability sample was submitted in duplicate for analysis of copper, lead, zinc, iron, and silver by aqua regia; sulphur and carbon by LECO, gold by fire assay, and ICP for multi-elemental analyses.
A summary of head assay measurements is given in Table 13-7 (ore type composites) and Table 13-8 (variability composites).
| Page 190 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-7: BL0351 Composite Head Assay Summary
| Composite | Assays | |||||||
| Cu,% | Pb,% | Zn,% | Fe,% | Ag, g/t | Au, g/t | S,% | C,% | |
| MSZ2 Core Comp | 0.30 | 0.51 | 7.50 | 21.0 | 19 | 0.22 | 25.7 | 2.09 |
| MSZ2 Rej. Comp | 0.30 | 0.50 | 7.90 | 21.0 | 20 | 0.19 | 26.3 | 2.10 |
| UWZ Core Comp | 1.95 | 0.20 | 4.55 | 23.6 | 24 | 1.20 | 25.8 | 1.49 |
| UWZ Rej. Comp | 1.75 | 0.20 | 4.50 | 24.1 | 22 | 1.21 | 27.2 | 1.40 |
| MSZ2: Sub-Comp | 0.33 | 0.44 | 6.65 | 20.1 | 16 | 0.20 | 25.2 | 1.93 |
| UWZ: Sub-Comp | 1.93 | 0.18 | 4.25 | 22.3 | 22 | 0.97 | 24.8 | 1.27 |
| CSW: Sub-Comp | 1.24 | 0.04 | 0.29 | 6.37 | 8 | 0.64 | 4.48 | 0.09 |
| Blend 1 | 1.09 | 0.19 | 2.54 | 13.4 | 12 | 0.63 | 13.3 | 0.76 |
| Blend 2 | 1.40 | 0.17 | 2.70 | 15.6 | 16 | 0.40 | 15.8 | 0.79 |
| Blend 3 | 1.08 | 0.28 | 4.00 | 17.4 | 18 | 0.63 | 19.0 | 1.19 |
| Blend 4 | 1.15 | 0.14 | 1.55 | 10.3 | 11 | 0.31 | 9.71 | 0.47 |
Table 13-8: BL0351 Variability Sample Head Assay Summary
| Composite | Assays | |||||||
| Cu% | Pb% | Zn% | Fe% | Ag g/t | Au g/t | S% | C% | |
| MSZ2-1 | 0.33 | 0.30 | 4.36 | 19.3 | 21 | 0.19 | 19.2 | 1.93 |
| MSZ2-2 | 0.79 | 0.28 | 6.56 | 26.5 | 25 | 0.28 | 29.3 | 2.37 |
| MSZ2-3 | 0.22 | 0.49 | 9.12 | 30.4 | 17 | 0.18 | 40.1 | 1.56 |
| MSZ2-4 | 0.28 | 0.83 | 11.4 | 26.9 | 31 | 0.15 | 30.0 | 3.08 |
| UWZ-1 | 0.47 | 0.36 | 4.20 | 16.1 | 23 | 0.64 | 16.1 | 3.48 |
| UWZ-2 | 2.53 | 0.07 | 2.33 | 22.2 | 19 | 2.04 | 23.1 | 0.32 |
| UWZ-3 | 0.40 | 0.30 | 6.25 | 25.7 | 21 | 0.55 | 26.0 | 1.16 |
| UWZ-4 | 1.06 | 0.13 | 6.95 | 23.3 | 17 | 0.25 | 29.6 | 2.95 |
| UWZ-5 | 5.76 | 0.82 | 4.25 | 17.6 | 104 | 3.17 | 18.8 | 0.24 |
| CS-1 | 1.06 | 0.03 | 0.22 | 14.2 | 12 | 0.40 | 15.1 | 0.03 |
| CS-2 | 2.07 | 0.05 | 0.56 | 20.5 | 17 | 0.43 | 21.3 | 0.03 |
| CS-3 | 0.76 | 0.01 | 0.02 | 3.65 | 2 | <0.01 | 1.42 | <0.01 |
| CS-4 | 1.53 | 0.01 | 0.06 | 5.15 | 10 | 1.06 | 3.21 | 0.02 |
| CS-5 | 0.98 | 0.05 | 2.38 | 14.1 | 12 | 0.26 | 16.1 | <0.01 |
| Lens 3 | 0.34 | 0.18 | 4.84 | 21.0 | 12 | 0.15 | 25.7 | 0.81 |
| 13.1.6.2 | Flotation Testing |
The BL0351 flotation program consisted of open circuit rougher and cleaner tests, with LCTs used to generate recovery predictions. Flowsheet development was carried out on composites of CS, MSZ2, and UWZ MS. Variability tests were completed on a variety of high- and low-grade samples, and a program of blended composite testing (blends of CS and MS) was carried out. The BL0351 laboratory program consisted of 82 laboratory-scale flotation tests, including five LCTs.
| Page 191 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Open cleaner testing of MSZ2 composite focused on optimization of cleaner collectors and dosages, depressant dosages, and regrind size targets. Cleaner testing of the UWZ composite focused on the optimization of depressant dosages and finer zinc regrind targets, as well as the separation of lead from copper following the initial bulk copper-lead flotation step. Cleaner testing of CS attempted to optimize depressant dosages and the copper concentrate regrind size target.
A series of tests were run using gaseous sulphur dioxide and SMBS as an alternative reagent scheme to zinc sulphate / sodium cyanide. The selectivity of copper against pyrite, sphalerite, and particularly galena improved when using the sulphur dioxide / sulphite ion-based regime in the copper circuit
The results of the LCTs are summarized in Table 13-9, Table 13-10, and Table 13-11. The LCT flowsheet is illustrated in Figure 13-8. Note that the zinc circuit was not utilized for testing the CS composite due to low zinc head grades.
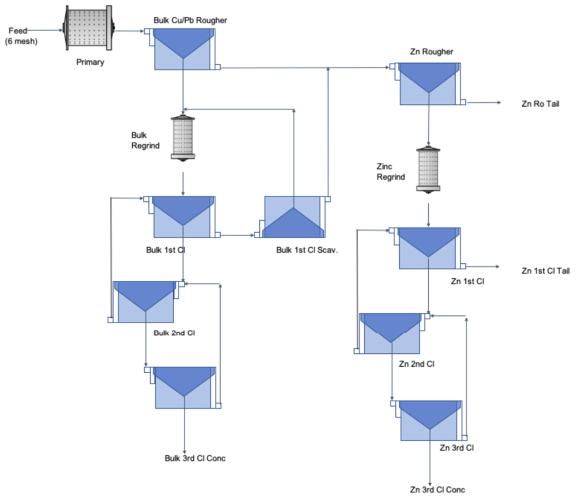
Figure 13-8: Locked Cycle Flowsheet
| Page 192 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-9: Locked Cycle Test Results for UWZ Composite (LCT 44)
| Product | Wt (%) | Assay (% or g/t) | Distribution (%) | ||||||||||
| Cu | Pb | Zn | Fe | Ag | Au | Cu | Pb | Zn | Fe | Ag | Au | ||
| Cu/Pb Cl Conc | 7.9 | 20.5 | 1.06 | 6.84 | 24.7 | 206 | 10.0 | 88.4 | 51.0 | 13.6 | 9.3 | 60.2 | 73.9 |
| Cu/Pb Ro Conc | 10.7 | 15.3 | 0.84 | 6.17 | 24.1 | 158 | 7.57 | 89.4 | 54.6 | 16.6 | 12.2 | 62.4 | 75.6 |
| Zn Cl Conc | 6.7 | 0.97 | 0.24 | 45.1 | 12.5 | 38 | 0.66 | 3.6 | 9.9 | 77.1 | 4.0 | 9.6 | 4.2 |
| Zn 1st Cl Tail | 16.1 | 0.30 | 0.12 | 0.82 | 31.6 | 13 | 0.32 | 2.6 | 12.1 | 3.3 | 24.2 | 7.6 | 4.9 |
| Zn Ro Conc | 22.8 | 0.50 | 0.16 | 13.9 | 25.9 | 20 | 0.42 | 6.2 | 22.0 | 80.4 | 28.3 | 17.2 | 9.0 |
| Zn Ro Tail | 69.3 | 0.14 | 0.06 | 0.34 | 18.9 | 9 | 0.26 | 5.4 | 27.0 | 6.0 | 62.4 | 22.7 | 17.1 |
| Feed (calc.) | 111 | 1.88 | 0.17 | 4.01 | 21.4 | 28 | 1.14 | 100 | 100 | 100 | 100 | 100 | 100 |
Table 13-10: Locked Cycle Test Results for MSZ2 Composite (LCT80)
| Product | Wt (%) | Assay (%or g/t) | Distribution (%) | ||||||||||
| Cu | Pb | Zn | Fe | Ag | Au | Cu | Pb | Zn | Fe | Ag | Au | ||
| Cu/Pb Cl Conc | 2.0 | 12.5 | 6.17 | 6.03 | 17.6 | 265 | 5.13 | 79.6 | 30.6 | 1.9 | 1.8 | 31.8 | 45.1 |
| Cu/Pb Ro Conc | 4.3 | 6.02 | 3.71 | 3.85 | 17.2 | 141 | 2.57 | 80.9 | 39.0 | 2.6 | 3.7 | 35.8 | 47.7 |
| Zn Cl Conc | 10.7 | 0.23 | 1.42 | 49.7 | 8.61 | 46 | 0.28 | 7.8 | 37.4 | 84.2 | 4.6 | 29.2 | 12.8 |
| Zn 1st Cl Tail | 12.0 | 0.07 | 0.34 | 3.69 | 26.8 | 15 | 0.16 | 2.7 | 10.0 | 7.0 | 16.3 | 10.9 | 8.5 |
| Zn Ro Conc | 22.7 | 0.15 | 0.85 | 25.4 | 18.2 | 30 | 0.22 | 10.5 | 47.5 | 91.2 | 20.9 | 40.2 | 21.3 |
| Zn Ro Tail | 75.2 | 0.04 | 0.12 | 0.58 | 20.3 | 6 | 0.10 | 9.9 | 22.0 | 6.9 | 77.3 | 28.0 | 33.6 |
| Feed (calc.) | 100 | 0.32 | 0.40 | 6.09 | 20.0 | 17 | 0.22 | 100 | 100 | 100 | 100 | 100 | 100 |
Table 13-11: Locked Cycle Test Results for CS Composite (LCT42)
| Product | Wt (%) | Assay (% or g/t) | Distribution (%) | ||||||||||
| Cu | Pb | Zn | Fe | Ag | Au | Cu | Pb | Zn | Fe | Ag | Au | ||
| Cu 2nd Cl Conc | 4.6 | 26.7 | 0.18 | 1.26 | 26.9 | 129 | 8.31 | 93.8 | 23.5 | 18.7 | 17.1 | 71.0 | 82.6 |
| Cu 1st Cl Tail | 7.1 | 0.54 | 0.06 | 0.86 | 11.1 | 9.0 | 0.24 | 2.9 | 11.5 | 19.6 | 10.9 | 7.7 | 3.7 |
| Cu Ro Conc | 11.6 | 10.8 | 0.10 | 1.01 | 17.3 | 56 | 3.40 | 96.7 | 35.0 | 38.3 | 28.0 | 78.7 | 86.2 |
| Cu Ro Tail | 88.4 | 0.05 | 0.03 | 0.22 | 5.85 | 2 | 0.07 | 3.3 | 65.0 | 61.7 | 72.0 | 21.3 | 13.8 |
| Feed (calc.) | 100 | 1.32 | 0.03 | 0.31 | 7.21 | 8.4 | 0.47 | 100 | 100 | 100 | 100 | 100 | 100 |
Despite the introduction of the SMBS-based depressant regime in LCT-80, the cyanide-based depressant regime was carried forward into LCT-44 and LCT-42. Copper concentrate quality varied, with excellent grades and recoveries achieved for the CS composite. However, the MS composites struggled due to higher zinc feed grades and more challenging zinc-to-copper ratios. This led to an investigation into the feasibility of blending the high-copper, low-zinc CS material with the higher-zinc, lower-copper grade MS material.
| Page 193 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.1.6.3 | CS and MS Blend Testing |
Tests were conducted to evaluate the metallurgical response of blending the MS with CS feed prior to grinding and flotation. The blend ratios for the three ore types are shown in Table 13-12.
Table 13-12: BL0351 Blend Ratios for Blend Testing
| Blends | Blend Composition (%) | ||
| UWZ | MSZ2 | CS | |
| Blend 1 | 15 | 30 | 55 |
| Blend 2 | 30 | 15 | 55 |
| Blend 3 | 30 | 45 | 25 |
| Blend 4 | 10 | 15 | 75 |
In terms of copper recovery, the endpoints of the curves at final concentrate grade were all close with respect to actual versus calculated results for all four blends. Comparing copper-zinc selectivity, actual zinc recovery to copper concentrate was generally lower than the calculated values, particularly at the final copper recovery stage. The exception was Blend 4, where the actual zinc recovery was higher than calculated.
In terms of zinc recovery, actual versus calculated values at 50% concentrate grade were comparable for Blends 1, 2 and 3, and improved for Blend 4. Overall, there appears to be no significant concern with blending the ore types with respect to metallurgical performance. These results confirmed that the CS material will not have to be mined and processed separately from the MS material, as long as the copper and zinc flotation circuits are sized to accommodate peak copper and zinc feed grades, respectively.
| 13.1.7 | Feasibility Study Flowsheet Development (2021) |
In March 2021, a new test work program was initiated at BML to provide additional data to support the FS-level process design (BML 2022). Samples selected for this work included the MSZ2, UWZ, and CS Zone composites generated for the 2019 program, as well as new variability composites for hardness and flotation response characterization.
Key elements of BML’s 2021 test work program included the following:
| · | Additional hardness characterization, including standardized Bond Ball Work Index, Bond Rod Work Index, SAG Mill Comminution, and Abrasion Index testing. |
| · | Flotation optimization test work focused on three main areas: |
| ‒ | Flotation collectors and dosages. |
| ‒ | Further development of the SMBS depression scheme for the copper circuit, building on encouraging results from the BL0351 phase. |
| ‒ | Pyrite flotation from the zinc circuit tailings to produce a low-sulphide tailings. |
| Page 194 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Additional variability testing for grindability and flotation. |
| · | Additional blended composite test work to evaluate the effect of changes in mill feed composition on metallurgical response. |
| · | Third-party / vendor test work for settling and filtration for copper concentrate, zinc concentrate, non-sulphide tailings, and sulphide tailings; and paste backfill test work on blended sulphide tailings. |
| 13.1.7.1 | Sample Selection |
The samples used for the 2021 test work program consisted of the zone composites for CS, UWZ, and MSZ2 that were prepared in the BL0351 program. The test charges used had been freezer-stored, and benchmark testing at the start of the program confirmed that the metallurgical response for the samples was consistent with the earlier work.
In addition to being tested individually, blended composites representing a range of potential mill feed conditions were also used. Blending was based on the ratios shown in Table 13-12 with an additional composite Blend 5 (40% CS, 30% UWZ, 30% MSZ2) generated to represent the lower CS component expected in the early years of production.
New variability composites were also generated for grindability and flotation test work. Eight variability composites organized by zone and downhole depth were prepared and submitted for test work. The head analysis of these samples is presented in Table 13-13.
Table 13-13: 2021 Variability Composite Head Assays
| Comp | Zone | Downhole Depth [m] |
Head Assays | ||||||
| Cu [%] | Zn [%] | Ag [g/t] | Au [g/t] | Fe [%] | Pb [%] | S [%] | |||
| CS-1 | CS | -500 | 1.24 | 0.22 | 8.2 | 0.29 | 6.30 | 0.07 | 3.59 |
| CS-2 | CS | 500-600 | 1.53 | 0.16 | 8.6 | 0.74 | 8.05 | 0.05 | 4.44 |
| CS-3 | CS | 600-800 | 1.44 | 0.30 | 7.0 | 0.59 | 8.55 | 0.05 | 5.81 |
| CS-4 | CS | 800+ | 1.25 | 0.84 | 13.0 | 0.74 | 11.7 | 0.05 | 10.2 |
| UW-1 | UWZ | -780 | 2.68 | 1.47 | 25.5 | 1.72 | 19.9 | 0.39 | 19.2 |
| UW-2 | UWZ | 780+ | 2.47 | 3.50 | 22.2 | 1.55 | 25.1 | 0.13 | 27.9 |
| Z2-1 | MSZ2 | -800 | 0.24 | 5.95 | 15.6 | 0.27 | 22.0 | 0.31 | 26.6 |
| Z2-2 | MSZ2 | 800+ | 0.41 | 7.90 | 22.0 | 0.30 | 21.6 | 0.45 | 25.7 |
| 13.1.7.2 | Flotation Test Work |
Bench-scale batch flotation test work was carried out to optimize and confirm the flowsheet. The primary focus of the initial testing was the development of the SMBS reagent scheme that had demonstrated good potential to replace sodium cyanice / zinc sulphate in the earlier test work program. As a result of the low zinc grade of the CS composite, the tests for the development of the SMBS flowsheet were conducted primarily on the MSZ2 and UWZ samples.
| Page 195 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Figure 13-9 presents the results of copper / zinc separation from the rougher flotation tests, with reagent additions summarized in Table 13-12. The results indicate good separation of copper and zinc under a range of conditions. Lowering the SMBS addition to 1500 g/t in the roughers did not negatively affect the separation for either composite. In addition, replacing Aerophine 3418A with a combination of AERO 3894/3501 similarly did not adversely affect the separation.
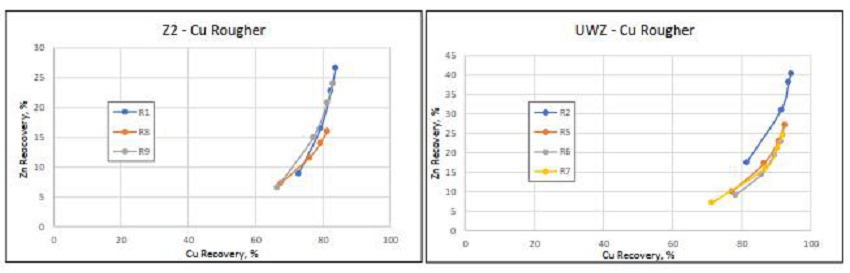
Figure 13-9: Cu/Zn Separation in the Rougher Flotation Tests
Table 13-14: Copper Circuit Reagent Additions for the Rougher Flotation Tests
| Test # | Comp | Reagent Additions, g/t | ||||||
| Lime | SMBS | 3418A | 3894 | 3501 | W31 | MIBC | ||
| R1 | MSZ2 | 350 | 3000 | 42 | -- | -- | -- | 35 |
| R2 | UWZ | 350 | 3000 | -- | 35 | 15 | 70 | -- |
| R5 | UWZ | 350 | 2000 | -- | 35 | 15 | -- | 21 |
| R6 | UWZ | 350 | 3000 | -- | 22.5 | 10 | -- | 28 |
| R7 | UWZ | 350 | 1500 | -- | 22.5 | 10 | -- | 14 |
| R8 | MSZ2 | 350 | 1500 | -- | 22.5 | 10 | -- | 14 |
| R9 | MSZ2 | 350 | 1500 | -- | 22.5 | 20 | -- | 14 |
Zinc rougher flotation reagent additions and test results are summarized in Table 13-15 and Figure 13-10, respectively. Good zinc stage recoveries are observed for both composites with moderate amounts of collector AERO 5100 added.
| Page 196 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
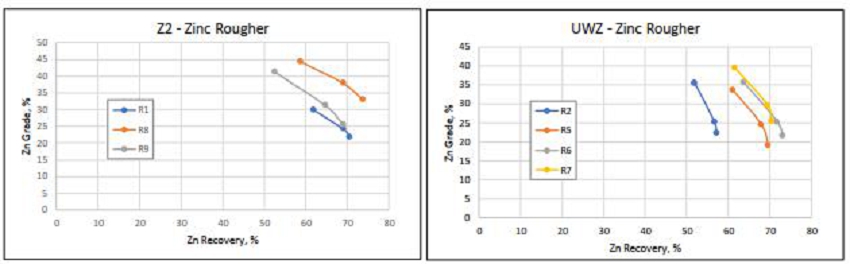
Figure 13-10: Zinc Grade Recovery Curves for the MSZ2 and UWZ Composites
Table 13-15: Zinc Circuit Reagent Additions for Rougher Flotation Tests
| Test # | Comp | Reagent Additions (g/t) | |||||
| Lime | CuSO4 | 3418A | 5100 | W31 | MIBC | ||
| R1 | MSZ2 | 1635 | 500 | 30 | -- | 40 | |
| R2 | UWZ | 1585 | 300 | -- | 7.5 | 60 | -- |
| R5 | UWZ | 1300 | 300 | -- | 7.5 | -- | -- |
| R6 | UWZ | 1400 | 300 | -- | 7.5 | -- | -- |
| R7 | UWZ | 1200 | 300 | -- | 7.5 | -- | 7 |
| R8 | MSZ2 | 1200 | 300 | -- | 7.5 | -- | 7 |
| R9 | MSZ2 | 1200 | 300 | -- | 10 | -- | 7 |
Additional cleaner flotation tests were conducted to optimize the sequential copper / zinc flowsheet using the new reagent scheme. A total of four tests were conducted on the MSZ2 composite, while five tests were conducted on the UWZ composite. A single test of the copper cleaner flowsheet was carried out on the CS composite to confirm the response in this domain.
Key confirmation from the batch cleaner test work included the following:
| · | Regrind size P80’s of 20–25µm in the copper and zinc circuits. |
| · | Copper cleaner circuit reagent additions of AERO 3894 and AERO 3501. |
| · | Zinc cleaner circuit reagent addition of AERO 5100. |
| · | Frother and depressant additions. |
| 13.1.7.3 | Blend Testing |
The flowsheet developed for the zone composites was evaluated using various blends intended to replicate different mill feed scenarios. For this work, three CS:MS (where MS = MSZ2 + UWZ) ratios were selected. Two of these blends were based on those from the previous program (summarized in Table 13-12) and representing ratios of 45:55 (Blend 1) and 75:25 (Blend 4). A third blend (Blend 5) was generated to represent a 40:60 ratio that is consistent with some periods during the earlier years of production. Table 13-16 presents the composition of the blend composites.
| Page 197 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-16: Composite Blends Used for Flowsheet Confirmation
| Blends | Blend Composition,% | Ratio | ||
| CS | MSZ2 | UWZ | CS:MS | |
| Blend 1 | 55 | 30 | 15 | 55:45 |
| Blend 4 | 75 | 15 | 10 | 75:25 |
| Blend 5 | 30 | 30 | 40 | 30:70 |
Batch cleaner flotation tests were carried out on the three blend composites. Figure 13-11 presents the results of selected tests from each blend in both the copper and zinc circuits. In the copper circuit, good grades and open circuit recoveries were achieved in all samples, with slightly better selectivity between copper and zinc observed at higher MS ratios.
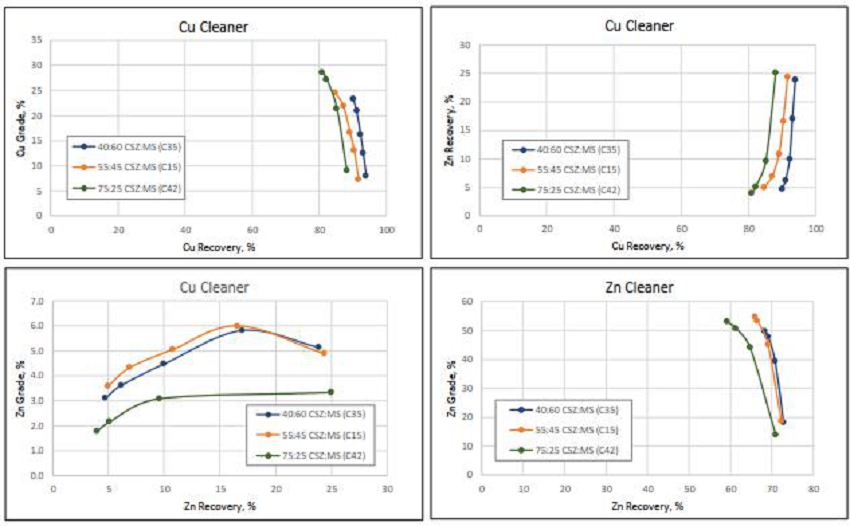
Figure 13-11: Blend Composite Cleaner Flotation Tests
Zinc circuit stage recovery was good for all composites, with improved performance at higher zinc head grades (40:60 and 55:45).
| Page 198 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.1.7.4 | Variability Composites |
Batch open circuit cleaner flotation testing was carried out on each of the eight variability met composites. A single flotation test was conducted on each composite using the reagent conditions from the development program. The flotation results for the CS and MS (MSZ2 and UWZ) composites are presented in Figure 13-12 and Figure 13-13, respectively.
Figure 13-12: CS Variability Composite Cleaner Flotation Tests
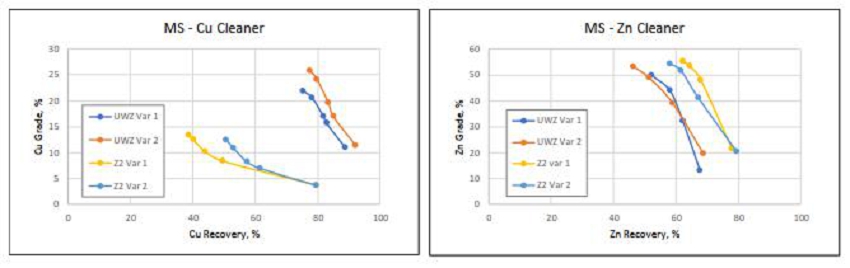
Figure 13-13: MSZ2 and UWZ Variability Composite Cleaner Flotation Tests
The variability flotation tests indicated comparable metallurgical performance between the CS, MSZ2, and UWZ zone composites. Lower copper recoveries in the MSZ2 composites were due to high losses in the first cleaner stage, which can be partially mitigated by adjusting the depressant and collector additions.
| 13.1.7.5 | Pyrite Flotation |
Selected batch flotation tests included an add-on pyrite recovery circuit on the zinc rougher tailings to evaluate the production of a de-sulphurised tailings stream for surface disposal. The approach for this step was the addition of PAX (potassium amyl xanthate) collector to recover the remaining sulphides in the tailings stream. A summary of the test results is presented in Table 13-17.
| Page 199 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-17: Pyrite Circuit Flotation Test Results
| PAX | Float | Sulphur Grade | S Stage | NPR | |||||
| Test # | Comp | Addition | pH | Time | Comp | Py feed | Tails | Recovery | |
| [g/t] | [min] | [%] | [%] | [%] | [%] | [NP:AP] | |||
| R5 | UWZ | 65 | 10.8 | 10 | 24.5 | 21 | 1.21 | 96.7 | -- |
| R6 | UWZ | 65 | 10.8 | 10 | 23.9 | 22.4 | 1.35 | 96.7 | -- |
| R7 | UWZ | 65 | 10.8 | 10 | 24.3 | 21.6 | 1.47 | 96.3 | -- |
| R8 | MSZ2 | 65 | 10.8 | 10 | 25.2 | 23.8 | 1.81 | 96.0 | -- |
| R9 | MSZ2 | 90 | 10.3 | 15 | 24.8 | 22.7 | 0.91 | 98.0 | -- |
| C10 | UWZ | 65 | 10.6 | 10 | 23.8 | 21.5 | 1.24 | 96.8 | -- |
| C11 | UWZ | 100 | 10.7 | 10 | 23.0 | 20.1 | 0.75 | 97.9 | 5.93 |
| C12 | CS | 65 | 7.7 | 10 | 4.55 | 1.72 | 0.22 | 87.9 | 1.15 |
| C13 | Blend-1 | 100 | 10.9 | 10 | 13.5 | 9.18 | 0.44 | 96.1 | 3.41 |
| C14 | UWZ | 100 | 7.5 | 10 | 24.3 | 21.5 | 1.19 | 96.8 | 6.72 |
| C15 | Blend-1 | 35 | 10.5 | 10 | 14.2 | 9.02 | 0.60 | 94.6 | 4.85 |
| C16 | Blend-1 | 35 | 10.9 | 10 | 14.2 | 8.93 | 0.73 | 92.8 | -- |
| C18 | MSZ2 | 35 | 10.8 | 10 | 24.9 | 22.8 | 1.58 | 96.3 | 4.97 |
The initial dose of 65 g/t PAX was lowered to 35 g/t without a significant effect on sulphide flotation. Furthermore, lowering the pH of the zinc tailings with sulphuric acid was not found to improve the kinetics of pyrite flotation. Stage recovery of sulphur ranged from 88% for the CS zone to 98% in the MS areas.
Samples of the desulphurized tailings were submitted for standardized Acid-Base Accounting analysis. The test compared the acid-generating potential (AP) of sulphides with the neutralizing potential (NP) of carbonates. The neutralizing potential ratio (NPR) is the ratio of NP to AP. NPRs for the samples submitted ranged from 1.15 for the CS composite to 6.72 for the UWZ composite. The Blend 1 composite (55% CS / 45% MS) was also tested, and with tailings sulphur grades of 0.44% and 0.60%, it is expected to be non-acid generating (NPR >3).
| 13.1.7.6 | Locked Cycle Testing |
LCTs were carried out on the blend composites. Metallurgical projections based on the test results are presented in Table 13-18.
In the first test, LCT-32, the Blend 1 composite was used under optimized conditions from an earlier batch test. However, poor test stability was observed due to a large circulating load building up in the copper circuit. This test was repeated in LCT-34 with changes to the test conditions including adjustments to the collector addition and stainless steel grinding media. The changes resulted in an improvement in copper recovery as well as test stability.
| Page 200 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-18: Summary of the Locked-Cycle Test Results on Blend Composites
| LCT-32 Blend-1 Metallurgical Projection - Cycles D - E | ||||||||||||
| Product | Mass | Grade | % Distribution | |||||||||
| % | Cu,% | Zn,% | Ag, g/t | Au, g/t | S,% | Cu | Zn | Ag | Au | S | ||
| Cu Cl Conc | 3.2 | 26.1 | 2.82 | 174 | 10.0 | 34.1 | 81.6 | 3.4 | 44.1 | 71.9 | 8.1 | |
| Zn Cl Conc | 4.9 | 2.05 | 45.8 | 54 | 0.92 | 32.2 | 10.0 | 86.5 | 21.4 | 10.3 | 11.9 | |
| Zn 1st Cl Tail | 6.9 | 0.25 | 1.84 | 14 | 0.34 | 26.6 | 1.7 | 4.9 | 7.7 | 5.3 | 13.7 | |
| Zn Ro Tail | 85.0 | 0.08 | 0.16 | 4.0 | 0.07 | 10.4 | 6.7 | 5.2 | 26.8 | 12.5 | 66.2 | |
| Head (calculated) | 100 | 1.00 | 2.59 | 12 | 0.44 | 13.2 | 100 | 100 | 100 | 100 | 100 | |
| LCT-34 Blend-1 Metallurgical Projection - Cycles D - E | ||||||||||||
| Product | Mass | Grade | % Distribution | |||||||||
| % | Cu,% | Zn,% | Ag, g/t | Au, g/t | S,% | Cu | Zn | Ag | Au | S | ||
| Cu Cl Conc | 4.1 | 24.9 | 3.57 | 159 | 8.6 | 32.1 | 86.4 | 4.9 | 52.6 | 75.3 | 9.1 | |
| Zn Cl Conc | 5.6 | 1.24 | 46.1 | 52 | 0.62 | 32.2 | 5.9 | 86.8 | 23.7 | 7.4 | 12.5 | |
| Zn 1st Cl Tail | 7.5 | 0.22 | 1.15 | 10 | 0.30 | 24.2 | 1.4 | 2.9 | 6.0 | 4.9 | 12.7 | |
| Zn Ro Tail | 82.8 | 0.09 | 0.19 | 2.7 | 0.07 | 11.4 | 6.3 | 5.3 | 17.7 | 12.4 | 65.7 | |
| Head (calculated) | 100 | 1.16 | 2.92 | 12 | 0.46 | 14.2 | 100 | 100 | 100 | 100 | 100 | |
| LCT-37 Blend-5 Metallurgical Projection - Cycles D - E | ||||||||||||
| Product | Mass | Grade | % Distribution | |||||||||
| % | Cu,% | Zn,% | Ag, g/t | Au, g/t | S,% | Cu | Zn | Ag | Au | S | ||
| Cu Cl Conc | 6.2 | 17.9 | 4.75 | 142 | 8.3 | 29.0 | 90.8 | 9.9 | 62.3 | 75.4 | 11.1 | |
| Zn Cl Conc | 4.6 | 0.83 | 50.8 | 44 | 0.92 | 33.4 | 3.1 | 78.4 | 14.4 | 6.2 | 9.4 | |
| Zn 1st Cl Tail | 7.1 | 0.21 | 3.16 | 8 | 0.28 | 28.7 | 1.2 | 7.5 | 4.0 | 2.9 | 12.5 | |
| Zn Ro Tail | 82.1 | 0.07 | 0.15 | 3.4 | 0.13 | 13.3 | 4.9 | 4.3 | 19.3 | 15.5 | 67.0 | |
| Head (calculated) | 100 | 1.21 | 2.94 | 14 | 0.68 | 16.0 | 100 | 100 | 100 | 100 | 100 | |
| LCT-43 Blend-4 Metallurgical Projection - Cycles C - D | ||||||||||||
| Product | Mass | Grade | % Distribution | |||||||||
| % | Cu,% | Zn,% | Ag, g/t | Au, g/t | S,% | Cu | Zn | Ag | Au | S | ||
| Cu Cl Conc | 4.7 | 24.3 | 4.91 | 139 | 6.9 | 31.8 | 89.4 | 17.7 | 64.6 | 70.5 | 16.6 | |
| Zn Cl Conc | 2.1 | 1.82 | 44.1 | 51 | 0.95 | 33.9 | 3.0 | 71.1 | 10.7 | 4.3 | 7.9 | |
| Zn 1st Cl Tail | 10.6 | 0.28 | 0.71 | 8.7 | 0.62 | 39.2 | 2.4 | 5.9 | 9.2 | 14.5 | 46.8 | |
| Zn Ro Tail | 82.6 | 0.08 | 0.08 | 1.9 | 0.06 | 3.10 | 5.2 | 5.4 | 15.5 | 10.7 | 28.7 | |
| Head (calculated) | 100 | 1.27 | 1.30 | 10 | 0.46 | 8.92 | 100 | 100 | 100 | 100 | 100 | |
| Page 201 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Overall, the final copper concentrate grades during LCT were lower than expected. Subsequent phases of metallurgical test work included refinements to the reagent dosages to address this issue.
| 13.1.8 | FEED Study Flowsheet Optimization and Geometallurgy |
After the conclusion of the 2021 FS, a flowsheet optimization test work program was designed and managed by Libertas Metallurgy Ltd. and was executed in parallel with the FEED study in 2022. This program focused on addressing the minor deficiencies noted in the FS as well as optimization of reagent dosages, including:
| · | Investigating reducing SMBS dosages from FS levels to less than 3,000 g/t. |
| · | Conducting LCTs with recycled process water in accordance with the expected plant water balance with final tails filtration. |
| · | Conducting LCTs with the inclusion of the pyrite circuit and additional xanthate dosages. |
| · | Generating sufficient quantities of desulphurized tails and pyrite concentrate for dewatering and paste test work. |
| · | Generating sufficient quantities of copper and zinc rougher concentrate for signature plot test work. |
Following the optimization phase, a geometallurgy program was devised and executed on 25 discrete variability samples from across the CS and MS domains. These samples were subjected to QEMSCAN mineralogy, comminution test work and bench scale rougher and cleaner flotation test work using the optimized flowsheet. Additional LCTs were completed on mine plan period composite blends built from the variability samples and representative of the first four years of expected mine production. All test work was completed at BML and overseen by Libertas Metallurgy Ltd.
| 13.1.8.1 | Flowsheet Optimization |
A “Blend 5A” composite was built from existing composite material selected to closely resemble Blend 5 from the FS metallurgical test work program (reported in BL770). The head grade of the Blend 5A composite is summarized in Table 13-19:
Table 13-19: Blend 5A Heard Assay Summary
| Comp ID | Lithology | Head Assays | |||||
| Cu [%] | Zn [%] | Au [g/t] | Fe [%] | S [%] | |||
| Blend 5A | 40% CS, 30% UWZ, 30% MSZ2 | 1.22 | 3.87 | 0.61 | 15.80 | 16.60 | |
Baseline flotation test work on the Blend 5A composite culminated in an LCT using the FS flowsheet and reagent scheme. The pyrite rougher circuit was included downstream of the zinc roughers with full recycle of process water. This was the first LCT to include pyrite circuit with process water recycle, which was crucial for derisking the flotation circuit. The goal was to remove acid-generating pyrite from the flotation tails prior to dry stacking and immediately recycle process water back to the process water tank, avoiding long residence times typical of conventional tailings ponds. Previous LCTs either excluded the pyrite circuit or used fresh water with minimal water recycle.
| Page 202 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Key features of the “FS Flowsheet” include the following:
| · | Primary grind with moderate lime addition to target a mill discharge pH of ~6.2 and a grind P80 of 75µm. |
| · | 5 minutes of aeration/conditioning with 1500 g/t SMBS. |
| · | 10 minutes of copper rougher flotation at pH ~6-7 using 30 g/t of Cytec 3894 collector and 10 g/t of Cytec 3501 collector. |
| · | Copper regrind to a P80 of 28µm. |
| · | 5 minutes of aeration prior to the copper first cleaner with an additional 900 g/t SMBS. |
| · | 8 minutes of copper cleaner 1 flotation with 5 g/t 3894 and 5 g/t of 3501. |
| · | 5 minutes of copper cleaner 2 flotation after a 5 minute aeration step with 200 g/t SMBS. |
| · | 3.5 minutes of copper cleaner 3 flotation after a 5 minute aeration step with 100 g/t SMBS. |
| · | 5 minutes of conditioning ahead of zinc rougher flotation at pH 11.0 (adjusted with lime) and 450 g/t copper sulphate. |
| · | 6 minutes of zinc rougher flotation with 10 g/t Cytec 5100 collector. |
| · | Zinc regrind to a P80 of 20µm with lime and 25 g/t copper sulphate. |
| · | 5 minutes of zinc cleaner 1 flotation at pH 11.5 with 5 g/t 5100. |
| · | 4 minutes of zinc cleaner 2 flotation at pH 11.5 with 2.5 g/t 5100. |
| · | 3.5 minutes of zinc cleaner 3 flotation at pH 11.5. |
| · | 10 minutes of pyrite rougher flotation at pH 11.0 and 35 g/t of PAX. |
The results of this test are summarized in Table 13-20.
Table 13-20: LCT-09 Results (Baseline Feasibility Study Flowsheet on Blend 5A Comp)
| Product | Mass,% | Grade | % Distribution | |||||||||
| Cu,% | Zn,% | Fe,% | Au, g/t | S,% | Cu | Zn | Fe | Au | S | |||
| Cu Cl Conc | 5.6 | 20.3 | 3.71 | 22.7 | 7.74 | 31.7 | 89 | 6 | 9 | 68 | 11 | |
| Zn Cl Conc | 6.0 | 0.78 | 50.2 | 9.0 | 1.15 | 33.7 | 4 | 86 | 4 | 11 | 12 | |
| Py Conc | 20.9 | 0.22 | 0.76 | 24.6 | 0.30 | 35.8 | 4 | 5 | 37 | 10 | 45 | |
| Py Rougher Tail | 67.6 | 0.07 | 0.20 | 10.4 | 0.11 | 7.72 | 4 | 4 | 50 | 12 | 32 | |
| Head (calculated) | 100 | 1.27 | 3.51 | 14.0 | 0.64 | 16.5 | 100 | 100 | 100 | 100 | 100 | |
The results for this test with recycle water and the additional PAX from the pyrite rougher circuit were mixed. Copper recovery was high at 89%, but copper grade dropped to 20% Cu, which was below the 25% Cu target. Zinc recovery was 86% at a concentrate grade of 50% Zn. The pyrite rougher circuit was ineffective at recovering pyrite with only 45% of the sulphur reporting to the pyrite rougher concentrate, resulting in only 68% sulphur removal, compared to a target of 97%.
The lower copper concentrate grade was attributed to the buildup of collectors in the recycled process water and additional PAX from the pyrite circuit. This issue was not observed in previous tests due to the absence of process water recycle and the pyrite circuit. The lower-than-expected pyrite recovery was likely due to the buildup of lime and increasing pH in the recycled process water. High SMBS dosages, which act as both a pyrite and zinc depressant, may have also contributed to poor pyrite recovery in LCT mode.
| Page 203 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
This first LCT under expected plant operating conditions justified further optimization test work focused on the following:
| · | Reducing depressant dosage (SMBS) and adding zinc sulphate to compensate, as zinc sulphate is an effective zinc depressant that does not depress pyrite. |
| · | Reducing SMBS to minimize pyrite recovery loss to final tails. |
| · | Replacing PAX with sodium isopropyl xanthate (SIPX) in the pyrite circuit to increase selectivity in the copper circuit when process water is recycled. |
| · | Reducing collector dosages in the copper circuit to decrease excess reagent in process water. |
A series of rougher and cleaner flotation tests were completed with a focus on reducing or eliminating SMBS as the primary zinc and pyrite depressant. The full series of BML’s optimization tests are included in report BL1011, summarized briefly below.
| · | Copper rougher flotation tests with progressively reduced SMBS dosages indicated that SMBS dosage could be significantly reduced without negatively impacting copper recovery or copper/zinc selectivity in the copper rougher. The addition of zinc sulphate and with higher lime dosages to the Ball Mill also helped improve copper-zinc selectivity in the copper roughers. |
| · | SMBS dosages in the copper rougher were reduced from 1,500 g/t to 150 g/t. To offset this, lime addition to the mill was increased from 400 g/t to 800 g/t, and zinc sulphate was added at a dosage rate of 75 g/t. All depressants were moved from the aeration/condition step to the primary mill. The lower reagent dosages increased copper-zinc selectivity in the copper roughers. Aeration ahead of copper rougher flotation was also eliminated. |
| · | Copper collector dosages were also reduced with little to no impact on copper rougher recovery. In tests R17 and R18, the Cytec 3894 dosage was reduced from 30 g/t to 20 g/t and Cytec 3501 was removed altogether. |
| · | Test R17 and R18 produced copper rougher concentrates grading approximately 7% Cu and 4% Zn at copper and zinc recoveries of 90%-91% and 18%-20%, respectively. Copper rougher mass pulls were 16%-17%. |
| Page 204 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
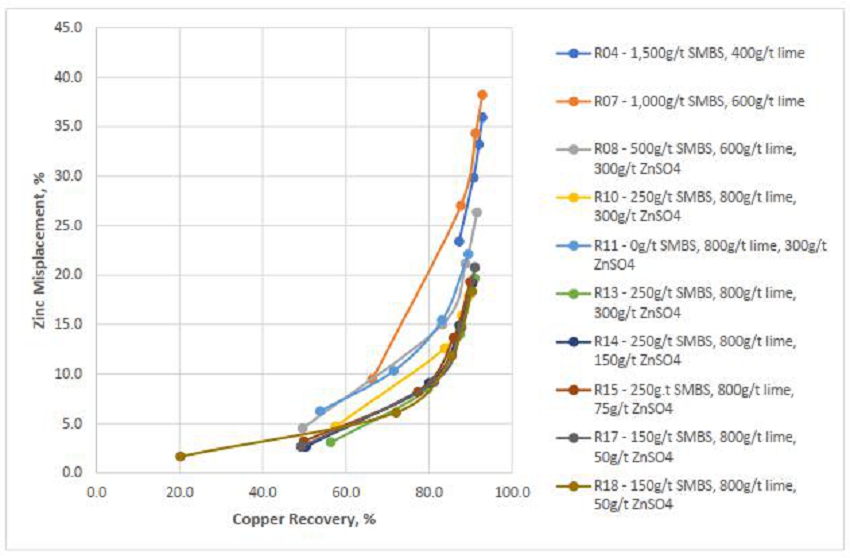
Figure 13-14: Copper-Zinc Selectivity Curves for Zinc Depressant Dosage Sensitivity Tests
For the zinc circuit, copper sulphate was reduced from 450 g/t to 400 g/t and the pH was reduced from 11.0 to 10.5 in rougher test R18, resulting in slightly higher zinc rougher recovery (78% versus 76%) but at lower zinc rougher concentrate grade (12% Zn versus 17% Zn).
Cleaner flotation test work yielded further reductions in zinc depressant dosages with the intermediate aeration and SMBS dosage steps removed from the copper circuit in favour of a more modest 50 g/t SMBS and 75 g/t ZnSO4 dosage to the regrind mill.
PAX was replaced by SIPX in the pyrite rougher circuit. A dosage of 45 g/t SIPX achieved a total of 98% sulphur removal from the final tails (tests C19 and C20)
These optimized conditions were used for the basis of two LCTs (LCT-23 and LCT-25) on the Blend 5A composite. Filtered process water from the final tailings was used as makeup water for the subsequent cycle primary grind, and filtered water from the copper and zinc concentrates was used as makeup water in their respective cleaner circuits, per what would be expected to occur in the operating plant. A summary of the baseline (FS flowsheet) and optimized flowsheet locked cycle reagent additions is provided in Table 13-21.
| Page 205 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-21: Baseline and Optimized Flowsheet Locked Cycle
| Test # | Reagent Additions, g/t | |||||||||
| Lime | ZnSO4 | SMBS | 3894 | 3501 | CuSO4 | 5100 | PE-26 | PAX | SIPX | |
| LCT-09 | 3,050 | - | 2,700 | 35 | 15 | 475 | 17.5 | 33 | 35 | - |
| LCT-23 | 3,130 | 150 | 300 | 25 | - | 475 | 17.5 | 33 | - | 45 |
| LCT-25 | 2,780 | 150 | 300 | 25 | - | 475 | 17.5 | 33 | - | 45 |
The zinc cleaner 1 tail routing in LCT-23 and LCT-25 was key to the removal of sulphur from the final tails via the pyrite circuit. For these tests, the zinc cleaner 1 tails were left in open circuit i.e., this product would report directly to the pyrite concentrate thickener in the plant. In earlier LCTs, the zinc cleaner 1 tails were directed to the head of the pyrite rougher. These tails contributed to slow pyrite flotation kinetics due to the high pH required in the zinc cleaner circuit to achieve zinc concentrate grade.
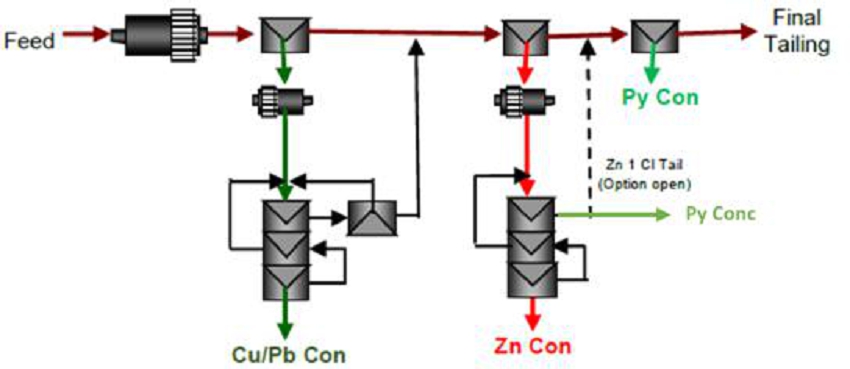
Figure 13-15: LCT-23 and LCT-25 Flowsheet Schematic
The results for these tests are summarized in Table 13-22 and Table 13-23.
Table 13-22: LCT-23 Results
| Product | Mass | Grade | % Distribution | |||||||||
| % | Cu % | Zn % | Fe % | Au g/t | S % | Cu | Zn | Fe | Au | S | ||
| Cu Cl Conc | 3.9 | 26.3 | 3.6 | 25.7 | 8.1 | 32.0 | 84 | 4 | 7 | 42 | 8 | |
| Zn Cl Conc | 5.7 | 1.2 | 50.6 | 9.1 | 3.0 | 33.5 | 6 | 84 | 4 | 22 | 11 | |
| Py
Conc + Zn Clnr 1 Tail |
39.0 | 0.23 | 0.88 | 27.3 | 0.60 | 33.1 | 7 | 10 | 71 | 30 | 77 | |
| Py Rougher Tail | 51.4 | 0.07 | 0.13 | 5.4 | 0.09 | 1.21 | 3 | 2 | 18 | 6 | 4 | |
| Head (calculated) | 100 | 1.23 | 3.44 | 14.9 | 0.77 | 16.7 | 100 | 100 | 100 | 100 | 100 | |
| Page 206 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-23: LCT-25 Results
| Product | Mass | Grade | % Distribution | |||||||||
| % | Cu % | Zn % | Fe % | Au g/t | S % | Cu | Zn | Fe | Au | S | ||
| Cu Cl Conc | 4.2 | 24.8 | 3.05 | 25.7 | 6.12 | 32.0 | 84 | 4 | 7 | 43 | 8 | |
| Zn Cl Conc | 6.3 | 1.42 | 49.00 | 10.6 | 3.43 | 33.8 | 7 | 85 | 4 | 36 | 13 | |
| Py
Conc + Zn Clnr 1 Tail |
33.3 | 0.23 | 1.10 | 33.7 | 0.26 | 40 | 6 | 10 | 71 | 14 | 77 | |
| Py Rougher Tail | 56.2 | 0.07 | 0.13 | 5.16 | 0.07 | 0.78 | 3 | 2 | 18 | 7 | 3 | |
| Head (calculated) | 100 | 1.24 | 3.67 | 15.8 | 0.60 | 17.2 | 100 | 100 | 100 | 100 | 100 | |
Tests LCT-23 and LCT-25 achieved 96%-97% pyrite removal from final tails but required a process flowsheet change and the process design criteria was subsequently updated to allow for the zinc cleaner 1 tail to go directly to the pyrite concentrate thickener. Although the piping configuration allows for the flexibility to divert the zinc cleaner 1 tails to both the pyrite rougher feed and pyrite concentrate thickener, it is most likely that the plant will operate under the latter scenario and the pH levels in the zinc circuit and pyrite rougher circuit will need to be closely monitored as LCTs using recycle water have shown that pyrite flotation is significantly retarded above a pH of approximately 10.5.
Overall metallurgy from the optimized flowsheet LCTs with recycle process water and inclusion of the pyrite circuit was as follows:
| · | Copper concentrates grading 25%-28% Cu and 3.0-3.5% Zn at copper recoveries of 82%-84%. |
| · | Zinc concentrates grading 49%-51% Zn at zinc recoveries of 84%-85%. |
| · | 96%-97% sulphur removal from final tails when the zinc cleaner 1 tail is diverted to the pyrite concentrate. |
| · | The copper and zinc performance was in line with copper and zinc circuit performance achieved on blended composites from the BL770 test work phase and far exceeds the metallurgy achieved for the Blend 5 composite. |
At this juncture, the optimized flowsheet became the process design basis and a geometallurgy program was initiated to prove the updated process conditions on a larger dataset of geometallurgical samples and production blends made from these samples.
| 13.1.8.2 | Geometallurgy |
This phase of test work was completed in 2024 at BML under the project number BL1276 – “Metallurgical Study of the McIlvenna Bay Project.” Samples for testing were received at BML on July 24, 2023. Drill core intervals were combined to construct 25 discrete variability samples representing MS or CS. Four blended composites representing Year 1, Year 2, Year 3, and Year 4+ of production were built from the variability samples. Conditions developed in the previous 2022 flowsheet optimization program, BL1011, were used as a baseline for test work in this program.
| Page 207 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The MS variability samples contained higher levels of lead, zinc and iron sulphides while the CS samples were high in copper, low in zinc and pyrite, which is consistent with previous phases of testing.
Head assays for the 25 variability samples are summarized in Table 13-24 below:
Table 13-24: Geometallurgy Sample Head Assays
| Sample ID | Lithology | Head Assays | ||||||
| Cu [%] | Pb [%] | Zn [%] | Fe [%] | Au [g/t] | Ag [g/t] | S [%] | ||
| MET VAR-1 | MS | 1.11 | 2.48 | 8.56 | 13.0 | 3.79 | 45 | 17.4 |
| MET VAR-5 | MS | 0.32 | 0.06 | 3.64 | 14.6 | 0.11 | 7 | 17.4 |
| MET VAR-7 | MS | 0.06 | 0.02 | 11.90 | 30.8 | 0.23 | 10 | 40.5 |
| MET VAR-8 | MS | 0.62 | 1.00 | 5.50 | 16.4 | 0.56 | 77 | 16.7 |
| MET VAR-13 | MS | 1.01 | 0.10 | 1.48 | 7.9 | 0.81 | 13 | 5.3 |
| MET VAR-18 | MS | 1.50 | 0.31 | 4.40 | 14.2 | 1.36 | 37 | 15.7 |
| MET VAR-19 | MS | 0.56 | 0.07 | 4.50 | 21.8 | 0.47 | 16 | 26.3 |
| MET VAR-20 | MS | 0.73 | <0.01 | 4.60 | 15.1 | 0.12 | 7 | 19.1 |
| MET VAR-26 | MS | 1.08 | 0.09 | 1.03 | 14.4 | 0.59 | 15 | 12.9 |
| MET VAR-27 | MS | 0.14 | 0.09 | 6.40 | 20.7 | 0.33 | 16 | 26.0 |
| MET VAR-28 | MS | 0.38 | 0.10 | 7.60 | 17.8 | 0.27 | 20 | 22.7 |
| MET VAR-2 | CS | 1.07 | 0.04 | 0.16 | 4.6 | 0.37 | 12 | 5.4 |
| MET VAR-3 | CS | 1.19 | <0.01 | 0.14 | 6.5 | 0.15 | 6 | 1.0 |
| MET VAR-4 | CS | 0.88 | <0.01 | 0.11 | 5.1 | 0.08 | 4 | 1.8 |
| MET VAR-6 | CS | 1.39 | 0.02 | 0.20 | 11.0 | 0.13 | 12 | 2.8 |
| MET VAR-10 | CS | 0.66 | 0.01 | 0.09 | 3.2 | 0.15 | 4 | 1.2 |
| MET VAR-11 | CS | 1.08 | <0.01 | 0.09 | 4.0 | 0.18 | 3 | 2.1 |
| MET VAR-12 | CS | 0.62 | <0.01 | 0.24 | 5.2 | 0.09 | 4 | 2.8 |
| MET VAR-14 | CS | 0.51 | <0.01 | 0.16 | 4.5 | 0.04 | 2 | 1.2 |
| MET VAR-15 | CS | 1.25 | <0.01 | 0.09 | 5.8 | 0.19 | 4 | 2.1 |
| MET VAR-16 | CS | 0.79 | <0.01 | 0.08 | 5.0 | 0.07 | 4 | 1.4 |
| MET VAR-17 | CS | 1.65 | <0.01 | 0.18 | 7.8 | 0.36 | 8 | 3.7 |
| MET VAR-21 | CS | 1.82 | 0.06 | 0.51 | 8.6 | 0.10 | 16 | 4.5 |
| MET VAR-22 | CS | 1.40 | <0.01 | 0.03 | 5.9 | 0.15 | 4 | 2.0 |
| MET VAR-23 | CS | 0.02 | 0.03 | 0.17 | 1.4 | <0.01 | 1 | 0.8 |
QEMSCAN mineralogical analysis was completed on all 25 samples and is discussed at length in Section Error! Reference source not found. of this report. Additional comminution test work was conducted on select variability samples and is also discussed in Section 13.1.4 of this report.
Geometallurgical variability kinetic rougher tests were performed on each variability sample. The sequential copper-zinc-pyrite rougher flowsheet was deployed for the MS samples, while a copper-pyrite sequential flowsheet was used for the CS samples due to their low zinc head grades. A nominal primary grind sizing of 75 µm K80 was utilized. SMBS and ZnSO4 were used to depress zinc, with AERO 3894 as the copper/lead collector. Sphalerite was activated using copper sulphate and collected with AERO 5100. A low sulphide tail was produced by floating the zinc rougher tail using SIPX. Reagent dosages were varied to correspond to variability sample feed characteristics as needed.
| Page 208 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
For the MS samples, copper recovery ranged between 26% and 96%, averaging 75% ,at an average rougher mass recovery of 6%. Copper recovery from Met Var-7 and Met Var-27 were anomalous and much lower in comparison, likely due to their low copper head grade. The CS samples generally performed better, with copper recoveries ranging from 70% to 98%, averaging 95%, at an average mass recovery of 9%. For the CS samples, Met Var-23 yielded lower copper recoveries, again attributed to low copper head grade.
Zinc rougher performance for the MS samples was generally good, with zinc recoveries of 62% to 95%, averaging 84% measured at an average rougher mass recovery of 20%.
Desulphurizing of the tailings for the MS samples was successful with an average of 98.5% of the sulphur removed from the tails.
| Page 209 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
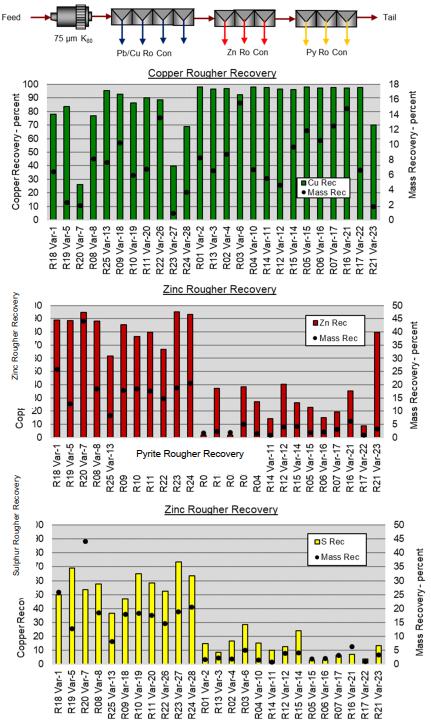
Figure 13-16: Summary of Geomet Copper and Zinc Rougher Performance
| Page 210 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
A series of cleaner tests were performed on six of the CS and three of the MS samples to increase confidence in the optimized flowsheet. The entire dataset was not tested because the plant is being designed to process blends of these two lithologies, therefore the focus of test work switched to LCTs on expected mill feed blends. Following the initial series of cleaner tests, production composites were created as blends representing Year 1, Year 2, Year 3 and Year 4+.
General flowsheet arrangement for the MS samples consisted of sequential copper-zinc cleaner circuits followed by a pyrite rougher flotation of the zinc rougher tailing, while the CS samples consisted of copper and pyrite circuits with feed to pyrite circuit including both the Cu rougher tail and first cleaner tails.
| Page 211 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
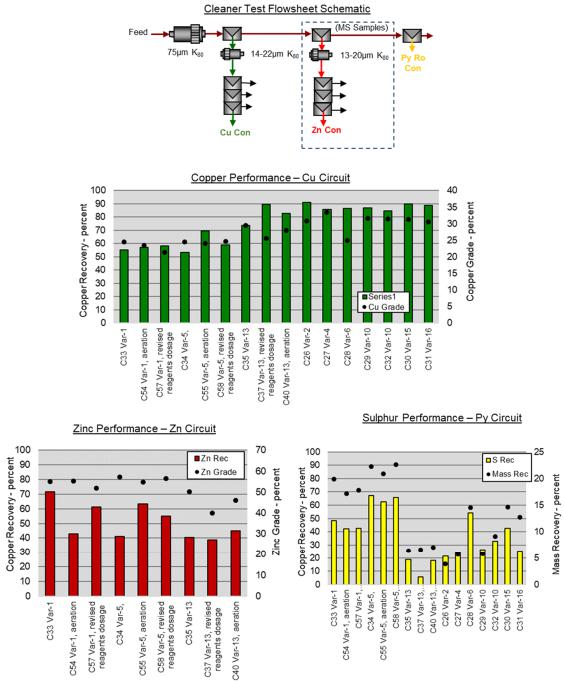
Figure 13-17: Summary of Geomet Cleaner Test Results
| Page 212 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Copper concentrate grade targets were met for all samples tested with copper concentrates grading 25% to 33% Cu and zinc grade in copper concentrate below 6% Zn. Copper recovery ranged from 58% to 90%, with higher recoveries observed for the CS samples, In line with previous testing on McIlvenna Bay ores.
Zinc concentrates graded >50% Zn at zinc recoveries of 45%-72%. Zinc recoveries were artificially low due to significant portions of zinc tied up in the copper cleaner tails which would otherwise report to the zinc final concentrate in LCT mode.
Six LCTs were completed on various samples including two selected variability samples representing CS (Met Var-10) and MS (Met Var-13) as well as the four blended mine plan period composites. The general test conditions and results are summarized in Table 13-25 below.
| Page 213 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-25: Summary of BL1276 Phase Locked Cycle Test Conditions
| Material Type: CSW | |||||||||
| Stage | Reagents -g/t | ||||||||
| Lime | SMBS | 3894 | ZnSO4 | PE26 | CuSO4 | 5100 | SIPX | pH | |
| Primary Grind | 0.30 | 250 | - | 75 | - | - | - | - | 9.0 |
| Cu Ro 1 -3 | 80 | - | 10 | - | - | - | - | 9.0 | |
| Cu Regrind | 150 | 50 | - | 75 | - | - | - | 9.0 | |
| Cu 1st Cleaner | - | - | 5 | - | 10 | - | - | 9.0 | |
| Cu 2nd Cleaner | 35 | - | - | - | 3 | - | - | 9.0 | |
| Cu 3rd Cleaner | 15 | - | - | - | - | - | - | 9.0 | |
| Py Ro 1 - 3 | - | - | - | - | - | - | 45 | 8.5 | |
| Total | 680 | 300 | 15 | 150 | 13 | 45 | - | ||
| Material Type: MS / Production Year | |||||||||
| Stage | Reagents -g/t | ||||||||
| Lime | SMBS | 3894 | ZnSO4 | PE26 | CuSO4 | 5100 | SIPX | pH | |
| Primary Grind | 500 | 250 | - | 75 | - | - | - | - | 9.0 |
| Cu Ro 1 -4 | - | - | 15 | - | - | - | - | - | 9.0 |
| Cu Regrind | 150 | 50 | - | 75 | - | - | - | - | 9.0 |
| Cu 1st Cleaner | - | - | 7.5 | - | 10 | - | - | 9.0 | |
| Cu 2nd Cleaner | - | - | - | - | 3 | - | - | 9.0 | |
| Cu 3rd Cleaner | 5 | - | - | - | - | - | - | 9.0 | |
| Zn Ro 1 - 2 | 650 | - | - | - | - | 350 | 7.5 | - | 10.5 |
| Zn Regrind | 600 | - | - | - | - | 25 | - | - | 11.0 |
| Zn 1st Cleaner | 360 | - | - | - | 20 | - | 5 | - | 11.5 |
| Zn 2nd Cleaner | 120 | - | - | - | - | - | 2.5- | - | 11.5 |
| Zn 3rd Cleaner | 45 | - | - | - | - | - | - | - | 11.5 |
| Py Ro 1 - 3 | - | - | - | - | - | - | 45 | 10.0 | |
| Total | 2430 | 300 | 22.5 | 150 | 33 | 375 | 15 | 45 | - |
| Page 214 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-26: Summary of BL1276 Phase Locked Cycle Test Results
| Product | Mass | Assay – percent or g/t | Distribution - percent | |||||||||
| % | Cu | Zn | Fe | Au | S | Cu | Zn | Fe | Au | S | ||
LCT36, CSW Met Var-10 Cycles D+E |
Feed | 100 | 0.65 | 0.10 | 3.57 | 0.17 | 1.08 | 100 | 100 | 100 | 100 | 100 |
| Copper Con | 2.1 | 29.8 | 1.46 | 27.5 | 5.93 | 35.4 | 97.0 | 32.3 | 16.2 | 74.1 | 69.1 | |
| Py Con c | 4.9 | 0.22 | 0.74 | 9.04 | 0.32 | 6.64 | 1.7 | 38.4 | 12.5 | 9.3 | 30.5 | |
| Py Rougher Tail | 93.0 | 0.01 | 0.03 | 2.74 | 0.03 | 0.01 | 1.3 | 29.3 | 71.3 | 16.6 | 0.4 | |
LCT56, MS Met Var-13 Cycles E+F |
Feed | 100 | 0.87 | 2.43 | 12.9 | 0.30 | 11.5 | 100 | 100 | 100 | 100 | 100 |
| Copper Con | 2.9 | 25.7 | 5.42 | 25.7 | 7.08 | 30.5 | 83.8 | 6.4 | 5.7 | 66.8 | 7.5 | |
| Zn Conc | 4.3 | 1.69 | 47.4 | 9.59 | 0.90 | 33.1 | 8.2 | 83.1 | 3.2 | 12.6 | 12.2 | |
| Zn 1st Cl Tail | 10.9 | 0.16 | 0.89 | 18.9 | 0.21 | 17.5 | 2.0 | 4.0 | 15.9 | 7.7 | 16.5 | |
| Py Con c | 18.3 | 0.14 | 0.37 | 34.5 | 0.16 | 37.4 | 3.0 | 2.8 | 48.7 | 9.7 | 59.2 | |
| Py Rougher Tail | 63.7 | 0.04 | 0.15 | 5.40 | 0.01 | 0.81 | 3.0 | 3.8 | 26.6 | 3.1 | 4.5 | |
LCT44, Year 1 Cycles E+F |
Feed | 100 | 1.18 | 3.25 | 10.9 | 0.90 | 10.1 | 100 | 100 | 100 | 100 | 100 |
| Copper Con | 4.0 | 25.8 | 2.62 | 24.2 | 14.3 | 29.3 | 86.7 | 3.2 | 8.8 | 62.6 | 11.5 | |
| Zn Conc | 5.9 | 1.34 | 47.9 | 6.86 | 4.13 | 31.3 | 6.7 | 86.7 | 3.7 | 26.9 | 18.3 | |
| Zn 1st Cl Tail | 16.6 | 0.18 | 1.32 | 22.5 | 0.21 | 24.3 | 2.6 | 6.7 | 34.2 | 3.9 | 40.0 | |
| Py Con c | 12.8 | 0.21 | 0.50 | 22.5 | 0.22 | 22.7 | 2.3 | 2.0 | 26.4 | 3.2 | 28.9 | |
| Py Rougher Tail | 60.8 | 0.03 | 0.08 | 4.82 | 0.05 | 0.22 | 1.8 | 1.4 | 26.9 | 3.4 | 1.3 | |
LCT45, Year 2 Cycles E+F |
Feed | 100 | 1.17 | 2.84 | 9.61 | 0.85 | 8.22 | 100 | 100 | 100 | 100 | 100 |
| Copper Con | 4.1 | 24.8 | 5.30 | 24.0 | 15.8 | 32.1 | 86.9 | 7.7 | 10.3 | 76.3 | 16.0 | |
| Zn Conc | 5.5 | 1.21 | 43.5 | 7.00 | 2.27 | 30.3 | 5.7 | 84.5 | 4.0 | 14.7 | 20.3 | |
| Zn 1st Cl Tail | 12.7 | 0.15 | 0.95 | 17.4 | 0.16 | 17.9 | 1.7 | 4.3 | 23.1 | 2.4 | 27.6 | |
| Py Con c | 9.9 | 0.34 | 0.55 | 24.7 | 0.29 | 28.1 | 2.9 | 1.9 | 25.6 | 3.4 | 34.0 | |
| Py Rougher Tail | 67.7 | 0.05 | 0.07 | 5.26 | 0.04 | 0.25 | 2.8 | 1.7 | 37.0 | 3.2 | 2.0 | |
LCT50, Year 3 Cycles E+F
|
Feed | 100 | 0.87 | 2.73 | 12.9 | 0.30 | 11.5 | 100 | 100 | 100 | 100 | 100 |
| Copper Con | 2.9 | 25.7 | 5.42 | 25.7 | 7.08 | 30.5 | 83.8 | 6.4 | 5.7 | 66.8 | 7.5 | |
| Zn Conc | 4.3 | 1.69 | 47.4 | 9.59 | 0.90 | 33.1 | 8.2 | 83.1 | 3.2 | 12.6 | 12.2 | |
| Zn 1st Cl Tail | 10.9 | 0.16 | 0.89 | 18.9 | 0.21 | 17.5 | 2.0 | 4.0 | 15.9 | 7.7 | 16.5 | |
| Py Con c | 18.3 | 0.14 | 0.37 | 34.5 | 0.16 | 37.4 | 3.0 | 2.8 | 48.7 | 9.7 | 59.2 | |
| Py Rougher Tail | 63.7 | 0.04 | 0.15 | 5.40 | 0.01 | 0.81 | 3.0 | 3.8 | 26.6 | 3.1 | 4.5 | |
LCT51, Year 4 Cycles E+F |
Feed | 100 | 0.86 | 2.62 | 11.4 | 0.14 | 11.3 | 100 | 100 | 100 | 100 | 100 |
| Copper Con | 3.2 | 24.9 | 5.90 | 28.8 | 2.55 | 36.6 | 91.9 | 7.1 | 8.0 | 58.5 | 10.2 | |
| Zn Conc | 4.2 | 0.52 | 52.2 | 4.45 | 0.34 | 36.4 | 2.5 | 83.1 | 1.6 | 10.3 | 13.4 | |
| Zn 1st Cl Tail | 13.1 | 0.07 | 1.00 | 24.9 | 0.05 | 27.7 | 1.1 | 5.0 | 28.7 | 4.7 | 32.1 | |
| Py Con c | 14.3 | 0.15 | 0.52 | 29.9 | 0.10 | 34.3 | 2.5 | 2.8 | 37.5 | 9.9 | 43.2 | |
| Py Rougher Tail | 65.3 | 0.03 | 0.08 | 4.22 | 0.04 | 0.19 | 2.0 | 1.9 | 24.2 | 16.6 | 1.1 | |
The CS (Met Var-10) LCT yielded excellent results, with a copper concentrate grading 30% Cu, 1.5% Zn, and 6 g/t Au being produced at copper and gold recoveries of 97% and 74%, respectively.
| Page 215 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The MS (Met Var-13) LCT produced a copper concentrate grading 26% Cu, 5.4% Zn, and 7 g/t Au at copper and gold recoveries of 84% and 67%, respectively. The zinc concentrate graded 47% Zn at 83% zinc recovery, which is in line with expectations for the lithology and head grade.
The production period composites also responded well to the optimized flowsheet:
| · | Copper concentrates graded 25%-26% Cu, 2%-6% Zn and 3-15 g/t Au at copper recoveries ranging from 84% to 92%. The copper recoveries consistently met or exceeded those observed in previous phases of metallurgical test work with previous iterations of the McIlvenna Bay flowsheet. |
| · | Zinc concentrate grade ranged from 44% to 52% Zn at zinc recoveries of 83% to 87%, which is again in line with previous LCTs on McIlvenna Bay samples. |
| · | Concentrate ICP scans indicate that lower zinc concentrate grades were due to lead dilution, limited to composites with higher lead head grades. Lead head grade was not considered during the sample selection and composite building, resulting in a higher bias compared to the mine plan. This highlights the need to closely monitor lead head grade during production, especially in the early mine life. |
| · | All tests successfully removed >95% of the sulphur from the final tails via a combination of the pyrite circuit and zinc cleaner 1 tails routing. |
At the conclusion of this phase of test work, the project team was confident that the optimized flowsheet was robust. The successful test work significantly expanded the project’s LCT database, and the inclusion of the pyrite circuit and process water recycle sufficiently derisked the flowsheet.
| 13.1.9 | Final Concentrate Quality |
Multi-element ICP, whole rock, and halide analyses were completed for the majority of project LCT copper and zinc concentrates. Key observations are summarized as follows:
| · | Gold and silver are expected to be payable in the copper concentrate, and in some of the zinc concentrates. |
| · | Mercury levels averaged 8 ppm in the copper concentrate and 81 ppm in the zinc concentrate. |
| · | The zinc concentrate averaged 1,227 ppm of cadmium and may incur smelter penalties. |
| · | McIlvenna Bay copper and zinc concentrates are low in arsenic and antimony. |
| · | Lead levels in LCT-44 and LCT-45 copper and zinc concentrates were high, but this is believed to be due to a high lead head grade bias in the samples tested that does not align with the expected mine plan and plant feed processing schedule. |
| · | Selenium content in the copper and zinc concentrates averaged approximately 250 ppm and 150 ppm, respectively. |
| · | MgO in the copper concentrate averaged 2.7%, and 1.2% in the zinc concentrate. |
| · | SiO2 in the copper concentrate averaged 6.0%, and 2.4% in the zinc concentrate. |
| Page 216 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-27: Copper Concentrate Quality Summary
| LCT44 | LCT45 | LCT50 | LCT51 | LCT23 | LCT34 | LCT37 | LCT43 | All LCTs | ||||
| Analyte | Unit | Cu Conc | Cu Conc | Cu Conc | Cu Conc | Cu Conc | Cu Conc | Cu Conc | Cu Conc | AVG | MIN | MAX |
| Ag | ppm | 312 | 213 | 131 | 79 | 144 | 159 | 142 | 139 | 165 | 79 | 312 |
| Al | % | 0.08 | 0.21 | 0.2 | 0.09 | 0.11 | 0.28 | 0.57 | 0.25 | 0.22 | 0.08 | 0.57 |
| As | ppm | 17 | 29 | 22 | 81 | 46 | 59 | 119 | 56 | 54 | 17 | 119 |
| Au | ppm | 17.3 | 17.3 | 7.5 | 2.5 | 8.6 | 8.6 | 8.3 | 6.9 | 9.6 | 2.5 | 17.3 |
| B | ppm | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 |
| Ba | ppm | <10 | <10 | <10 | <10 | <10 | 9 | 9 | <10 | 9 | 9 | 9 |
| Be | ppm | 1.1 | 1.2 | 1.1 | 1.2 | 0.9 | <3 | <3 | 0.9 | 1.1 | 0.9 | 1.2 |
| Bi | ppm | 122 | 62 | 78 | 90 | 84 | 113 | 180 | 142 | 109 | 62 | 180 |
| Ca | % | 0.04 | 0.09 | 0.06 | 0.09 | 0.11 | 0.18 | 0.36 | 0.11 | 0.13 | 0.04 | 0.36 |
| Cd | ppm | 49 | 100 | 61 | 98 | 72 | 95 | 143 | 112 | 91.25 | 49 | 143 |
| Cl | ppm | -- | -- | -- | -- | -- | 0.03 | 0.01 | -- | 0.02 | 0.01 | 0.03 |
| Co | ppm | 5 | 7 | 8 | 26 | 7 | 16.6 | 37.9 | 19 | 16 | 5 | 37.9 |
| Cr | ppm | 4 | 2 | 4 | 5 | 12 | 160 | 630 | 217 | 129.25 | 2 | 630 |
| Cu | % | 25.8 | 24.8 | 25.7 | 24.9 | 26.4 | 24.9 | 17.9 | 24.3 | 24.3 | 17.9 | 26.4 |
| F | % | -- | -- | -- | -- | -- | 0.07 | 0.13 | 0.1 | 0.07 | 0.13 | |
| Fe | % | 24.1 | 24.0 | 25.1 | 28.8 | 25.5 | 26.7 | 25.0 | 27.2 | 25.8 | 24.0 | 28.8 |
| Ga | ppm | 17 | 18 | 19 | 19 | 8 | 4.5 | 5.9 | 14 | 13 | 5 | 19 |
| Hg | ppm | 4 | 6 | 5 | 11 | 7 | 9.63 | 16 | 8 | 8 | 4 | 16 |
| K | % | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.1 | <0.1 | <0.01 | <0.01 | <0.01 | <0.1 |
| La | ppm | 6 | 8 | 7 | 8 | 18 | 6.3 | 11.1 | 16 | 10 | 6 | 18 |
| Mn | ppm | 30 | 67 | 68 | 72 | 59 | 169 | 323 | 76 | 108 | 30 | 323 |
| Mo | ppm | 2 | 7 | 11 | 14 | 5 | 28 | 65 | 17 | 19 | 2 | 65 |
| Na | % | 0.01 | 0.01 | 0.01 | 0.01 | <0.01 | -- | -- | 0.002 | 0.01 | 0.00 | 0.01 |
| Ni | ppm | 3 | 2 | 3 | 6 | 7 | 100 | 390 | 111 | 78 | 2 | 390 |
| P | % | 0.003 | 0.003 | 0.003 | 0.004 | 0.001 | -- | -- | 0.003 | 0.003 | 0.001 | 0.004 |
| Pb | % | 2.6 | 2.3 | 0.1 | 0.02 | 0.70 | 0.8 | 1.1 | 0.8 | 1.1 | 0.02 | 2.6 |
| Sb | ppm | 62 | 25 | 78 | 27 | 34 | 58 | 93 | 45 | 53 | 25 | 93 |
| Se | ppm | 276 | 137 | 245 | 293 | 308 | -- | -- | -- | 252 | 137 | 308 |
| Sc | ppm | 6 | 6 | 6 | 6 | 1 | 309 | 360 | -- | 99 | 1 | 360 |
| Sr | ppm | 1 | 2 | 2 | 2 | 2 | 18 | 17 | 2 | 6 | 1 | 18 |
| Te | ppm | <20 | <20 | <20 | <20 | 25 | 13 | 10 | 14 | 16 | 10 | 25 |
| Th | ppm | <5 | <5 | <5 | <5 | 11 | 0.4 | 0.9 | <5 | 4.1 | 0.4 | 11.0 |
| Ti | % | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | 0.01 | <0.01 | 0.001 | 0.001 | 0.01 |
| Tl | ppm | <2 | 2 | <2 | <2 | <2 | 1.4 | 1.8 | <2 | 2 | 1 | 2 |
| U | ppm | 43 | 42 | 42 | 42 | 24 | 0.8 | 1.3 | <10 | 28 | 1 | 43 |
| V | ppm | <1 | <1 | <1 | <1 | 1 | <5 | 8 | 5 | 5 | 1 | 8 |
| W | ppm | <5 | <5 | <5 | <5 | 20 | 2.7 | 6.3 | 2 | 8 | 2 | 20 |
| Page 217 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| LCT44 | LCT45 | LCT50 | LCT51 | LCT23 | LCT34 | LCT37 | LCT43 | All LCTs | ||||
| Analyte | Unit | Cu Conc | Cu Conc | Cu Conc | Cu Conc | Cu Conc | Cu Conc | Cu Conc | Cu Conc | AVG | MIN | MAX |
| Y | ppm | 1 | 2 | 1 | 1 | 1 | 4 | 5 | 5 | 2 | 1 | 5 |
| Zn | % | 2.2 | 5.0 | 2.8 | 5.4 | 3.5 | 3.6 | 4.8 | 4.9 | 4.0 | 2.2 | 5.4 |
| Zr | ppm | 14 | 16 | 15 | 15 | 8 | -- | -- | -- | 13.6 | 8 | 16 |
| Al203 | % | 0.34 | 0.70 | 0.81 | 0.28 | -- | -- | -- | -- | 0.53 | 0.28 | 0.81 |
| BaO | % | <0.01 | <0.01 | <0.01 | <0.01 | -- | -- | -- | -- | <0.01 | <0.01 | <0.01 |
| CaO | % | 0.15 | 0.31 | 0.21 | 0.20 | -- | -- | -- | -- | 0.22 | 0.15 | 0.31 |
| Cr2O3 | % | <0.01 | <0.01 | <0.01 | <0.01 | -- | -- | -- | -- | <0.01 | <0.01 | <0.01 |
| Fe2O3 | % | 39.07 | 38.97 | 42.78 | 42.85 | -- | -- | -- | -- | 40.92 | 38.97 | 42.85 |
| K2O | % | 0.01 | 0.01 | 0.02 | 0.01 | -- | -- | -- | -- | 0.02 | 0.01 | 0.02 |
| MgO | % | 4.11 | 3.08 | 2.49 | 0.99 | -- | -- | -- | -- | 2.67 | 0.99 | 4.11 |
| MnO | % | 0.01 | 0.02 | 0.02 | 0.01 | -- | -- | -- | -- | 0.02 | 0.01 | 0.02 |
| Na2O | % | <0.01 | <0.01 | 0.01 | <0.01 | -- | -- | -- | -- | <0.01 | <0.01 | 0.01 |
| P2O5 | % | 0.05 | 0.05 | 0.02 | 0.02 | -- | -- | -- | -- | 0.03 | 0.02 | 0.05 |
| SiO2 | % | 8.81 | 6.50 | 6.20 | 2.74 | -- | -- | -- | -- | 6.06 | 2.74 | 8.81 |
| TiO2 | % | 0.02 | 0.02 | 0.02 | 0.02 | -- | -- | -- | -- | 0.02 | 0.02 | 0.02 |
Table 13-28: Zinc Concentrate Quality Summary
| LCT44 | LCT45 | LCT50 | LCT51 | LCT23 | LCT34 | LCT37 | LCT43 | All LCTs | ||||
| Analyte | Unit | Zn Conc | Zn Conc | Zn Conc | Zn Conc | Zn Conc | Zn Conc | Zn Conc | Zn Conc | AVG | MIN | MAX |
| Ag | ppm | 162 | 137 | 55 | 35 | 50 | 52 | 44 | 139 | 84 | 35 | 162 |
| Al | % | 0.13 | 0.28 | 0.19 | 0.07 | 0.09 | 0.27 | 0.17 | 0.20 | 0.18 | 0.07 | 0.28 |
| As | ppm | 57 | 104 | 81 | 107 | 69 | 135 | 110 | 105 | 96 | 57 | 135 |
| Au | ppm | 4.75 | 2.03 | 0.79 | 0.34 | 2.40 | 0.62 | 0.92 | 6.90 | 2.3 | 0.3 | 6.9 |
| B | ppm | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 |
| Ba | ppm | <10 | <10 | <10 | <10 | <10 | 10 | 7 | <10 | <10 | 7 | 10 |
| Be | ppm | 0.5 | 0.5 | 0.6 | 0.5 | 0.5 | <3 | <3 | 0.5 | 0.5 | 0.5 | 0.6 |
| Bi | ppm | 102 | 78 | 70 | 25 | 38 | 74 | 53 | 61 | 63 | 25 | 102 |
| Ca | % | 0.15 | 0.31 | 0.21 | 0.4 | 036 | 0.8 | 0.51 | 0.53 | 0.41 | 0.15 | 0.80 |
| Cd | ppm | 1128 | 1021 | 1119 | 1199 | 1230 | 1340 | 1510 | 1271 | 1227 | 1021 | 1510 |
| Cl | ppm | -- | -- | -- | -- | -- | 0.07 | 0.03 | -- | 0.05 | 0.03 | 0.07 |
| Co | ppm | 7 | 9 | 17 | 9 | 8 | 18.4 | 15.2 | 16 | 12 | 7 | 18.4 |
| Cr | ppm | 18 | 21 | 25 | 18 | 25 | 450 | 650 | 163 | 171 | 18 | 650 |
| Cu | % | 1.4 | 1.3 | 2.6 | 0.5 | 1.0 | 1.2 | 0.8 | 1.8 | 1.3 | 0.5 | 2.6 |
| F | % | -- | -- | -- | -- | -- | 0.01 | <0.01 | -- | 0.01 | <0.01 | 0.01 |
| Fe | % | 7.01 | 7.08 | 9.45 | 4.23 | 9.10 | 11.20 | 9.06 | 10.94 | 8.51 | 4.23 | 11.20 |
| Ga | ppm | 9 | 10 | 10 | 10 | <5 | 4.2 | 4.1 | 6 | 8 | 4 | 10 |
| Page 218 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| LCT44 | LCT45 | LCT50 | LCT51 | LCT23 | LCT34 | LCT37 | LCT43 | All LCTs | ||||
| Analyte | Unit | Zn Conc | Zn Conc | Zn Conc | Zn Conc | Zn Conc | Zn Conc | Zn Conc | Zn Conc | AVG | MIN | MAX |
| Hg | ppm | 44 | 29 | 94 | 121 | 104 | 96.9 | 73 | 85 | 81 | 29 | 121 |
| K | % | 0.01 | 0.01 | 0.01 | 0.01 | <0.01 | <0.1 | <0.1 | 0.03 | <0.11 | <0.01 | <0.1 |
| La | ppm | <5 | 5 | 5 | <5 | 8 | 7.5 | 4.9 | 7 | <5 | <5 | 8 |
| Mn | ppm | 227 | 268 | 544 | 489 | 433 | 673 | 738 | 546 | 490 | 227 | 738 |
| Mo | ppm | 7 | 8 | 10 | 10 | 3 | 53 | 28 | 16 | 17 | 3 | 53 |
| Na | % | 0.01 | 0.02 | 0.02 | 0.01 | <0.01 | -- | -- | 0.002 | 0.01 | 0.00 | 0.02 |
| Ni | ppm | 11 | 13 | 15 | 13 | 14 | 310 | 230 | 97 | 88 | 11 | 310 |
| P | % | 0.003 | 0.004 | 0.003 | 0.003 | 0.001 | -- | -- | 0.007 | 0.0035 | 0.001 | 0.007 |
| Pb | % | 7.20 | 8.20 | 0.41 | 0.16 | 1.22 | 1.36 | 0.84 | 0.98 | 2.55 | 0.16 | 8.20 |
| Sb | ppm | 52 | 35 | 19 | 16 | 19 | 39 | 90 | 24 | 29 | 16 | 52 |
| Se | ppm | 144 | 165 | 207 | 97 | 126 | -- | -- | -- | 148 | 97 | 207 |
| Sc | ppm | 2 | 4 | 3 | 3 | 2 | 19 | 18 | 3 | 7 | 2 | 19 |
| Sr | ppm | 2 | 4 | 3 | 3 | 2 | 19 | 18 | 3 | 7 | 2 | 19 |
| Te | ppm | <20 | <20 | <20 | <20 | <20 | 14 | 25 | 4 | 14 | 4 | 25 |
| Th | ppm | <5 | <5 | <5 | <5 | 9 | 4.8 | 4.8 | 1 | 5 | 1 | 9 |
| Ti | % | 2 | 2 | 2 | 2 | 2 | 1.1 | 1.1 | <2 | <0.01 | <0.01 | <0.01 |
| Tl | ppm | 2 | 2 | 2 | 2 | 2 | 1.1 | 1.1 | < 2 | 1.7 | 1.1 | |
| U | ppm | 19 | 20 | 23 | 23 | 14 | 0.9 | 0.9 | < 10 | 14 | 1 | |
| V | ppm | 1 | 1 | 1 | 1 | < 1 | 5 | 7 | 3 | 3 | 1 | |
| W | ppm | < 5 | < 5 | < 5 | < 5 | 9 | 4.8 | 4.8 | 1 | 5 | 1 | |
| Y | ppm | 1 | 2 | 2 | 1 | 1 | 3.3 | 3.2 | 3 | 2 | 1 | |
| Zn | % | 47.9 | 43.5 | 47.4 | 52.2 | 51.2 | 46.1 | 50.8 | 44.1 | 47.9 | 43.5 | |
| Zr | ppm | 12 | 14 | 16 | 11 | 6 | -- | -- | -- | 12 | 6 | |
| Al203 | % | 0.30 | 0.74 | 0.72 | 0.23 | -- | -- | -- | -- | 0.50 | 0.23 | 0.74 |
| BaO | % | < 0.01 | < 0.01 | < 0.01 | < 0.01 | -- | -- | -- | -- | <0.01 | <0.01 | <0.01 |
| CaO | % | 0.29 | 0.55 | 0.42 | 0.42 | -- | -- | -- | -- | 0.42 | 0.29 | 0.55 |
| Cr2O3 | % | < 0.01 | < 0.01 | < 0.01 | < 0.01 | -- | -- | -- | -- | <0.01 | <0.01 | <0.01 |
| Fe2O3 | % | 10.94 | 11.74 | 13.74 | 10.51 | -- | -- | -- | -- | 11.73 | 10.51 | 13.74 |
| K2O | % | 0.01 | 0.02 | 0.06 | 0.02 | -- | -- | -- | -- | 0.03 | 0.01 | 0.06 |
| MgO | % | 1.31 | 2.12 | 0.83 | 0.35 | -- | -- | -- | -- | 1.15 | 0.35 | 2.12 |
| MnO | % | 0.03 | 0.04 | 0.08 | 0.07 | -- | -- | -- | -- | 0.06 | 0.03 | 0.08 |
| Na2O | % | < 0.01 | < 0.01 | < 0.01 | < 0.01 | -- | -- | -- | -- | <0.01 | <0.01 | 0.00 |
| P2O5 | % | < 0.01 | < 0.01 | < 0.01 | < 0.01 | -- | -- | -- | -- | <0.01 | 0.00 | 0.00 |
| SiO2 | % | 2.33 | 3.77 | 2.50 | 0.96 | -- | -- | -- | -- | 2.39 | 0.96 | 3.77 |
| TiO2 | % | 0.02 | 0.02 | 0.02 | < 0.01 | -- | -- | -- | -- | 0.02 | 0.02 | 0.02 |
| Page 219 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.1.10 | Settling and Filtration |
Settling and filtration testing was completed on products generated via multiple 10 kg flotation tests conducted at BML for the BL770 and BL1011 testing phases. Tailings rheology, settling, and filtration tests were conducted by FLSmidth Settling and filtration testing on the concentrates were carried out by BML and Metso. Additional tailings dewatering test work was completed by Paterson & Cooke’s (P&C) Sudbury, Ontario laboratory in 2023.
Representative samples of pyrite concentrate and desulphurized tailings were sent to FLSmidth’s Solids-Liquid Separations Laboratory in Midvale, Utah. Scoping test work indicated that good settling and overflow clarity could be achieved for both samples using the anionic polyacrylamide flocculant MF10. Dynamic settling tests with flocculant dosages of 17-20 g/t at feedwell densities of9%-12% yielded underflow densities greater than 60%, with overflow suspended solids less than 100 ppm.
Filtration test work on thickened samples of desulphurized tailings for surface disposal as well as blended pyrite / desulphurized tailings representing paste feed was also conducted at FLSmidth. Target moisture content for surface disposal was 18%, whereas optimal moisture content achieved during vacuum filtration testing was 14.5%. The filtration rate varied with final moisture content, ranging from 384 kg/m2/h at 14.5% moisture to 1,056 kg/m2/h at 18% moisture. Similar rates were achieved for the blended tails (40% pyrite tailings / 60% desulphurized tailings). At a higher moisture content of 21%, typical of paste plant feed, the blended tailings filtration rate was measured at 1,408 kg/m2/h.
The P&C settling and filtration test work program included flocculant screening for both pyrite concentrate (including zinc cleaner 1 tails) and final tails duties, and confirmed that BASF MF10 flocculant was effective, performing well compared to other MF products at 20 g/t dosage and 10%-15% feed slurry concentration. Feed dilution optimization was conducted for both duties and confirmed that the optimum feed mass concentrations were 10% and 17.5% for the final tails and pyrite concentrate, respectively. Dynamic settling testing produced thickener underflow densities of 64% for the final tails and the pyrite concentrate at optimum flocculent dosages of 20 g/t and 23 g/t, respectively. The optimal solids loading rates were between 0.49 t/m2/h and 1.01 t/m2/h. Pressure filtration test work produced filter cakes at approximately 16% moisture content for the final tails, and approximately 12% for the pyrite concentrate.
Test work on dynamic settling of copper and zinc concentrate samples was undertaken at BML. Feed to the test work consisted of final product copper and zinc concentrates generated during the bulk the flotation test with measured P80’s of 26µm and 29µm, respectively. Good settling rates were achieved using MF10 flocculant at dosages of 20-30 g/t-concentrate. Measured suspended solids in the overflow ranged from 10 ppm to 36 ppm for the copper concentrate and from 14 ppm to 25 ppm for the zinc concentrate at loading rates varying from 0.5 t/m2/h to 1.0 t/m2/h. Underflow densities reached as high as 59.8% for copper and 64.6% for zinc.
Pressure filtration test work was carried out on thickened copper and zinc concentrate samples by Metso at the SGS Minerals Services lab in Lakefield, Ontario. Final concentrate moisture contents for pressure filtration were found to be 9.5%-10.7% for the copper concentrate and 10.3%-11.0% for the zinc concentrate. At the lowest moisture content, the filtration rates for copper and zinc concentrates were measured at 492 kg/m2/h and 483 kg/m2/h, respectively.
| Page 220 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.1.11 | Regrind Signature Plot Test Work |
Both copper and zinc rougher concentrates require regrinding ahead of cleaner flotation in order to achieve final concentrate grade targets of 25% Cu and 47% Zn. Batch cleaner flotation and LCT work confirmed that a regrind at P80 of 20-25µm was required. The process design criteria specify a slightly coarser 25µm copper regrind target versus a 20µm zinc regrind target. A stirred regrind mill with ceramic media and stainless steel eccentric discs and shell was used during flowsheet development at BML, closely mimicking IsaMillTM performance and pulp chemistry.
As part of the FEED study, IsaMillTM signature plot test work was conducted on samples of copper and zinc rougher concentrate generated during the BL1011 test work phase via multiple 10 kg rougher flotation tests on the Blend 5A composite.
The signature plot test work was conducted using an M4 laboratory-scale IsaMillTM and yielded the following specific energy consumption data:
| · | Copper regrind specific energy of 12.8 kWh/t to achieve a P80 of 25µm. |
| · | Zinc regrind specific energy of 22.7 kWh/t to achieve a P80 of 20µm. |
The sizing of the various test products was conducted using both laser sizing (Malvern) and cyclosizing. It was noted that Malvern sizing produced a bias, resulting in overshooting the regrind size targets. Therefore, the specific energy data quoted here and used in the process design criteria is derived from signature plot data that used the cyclosizer to determine test product size.
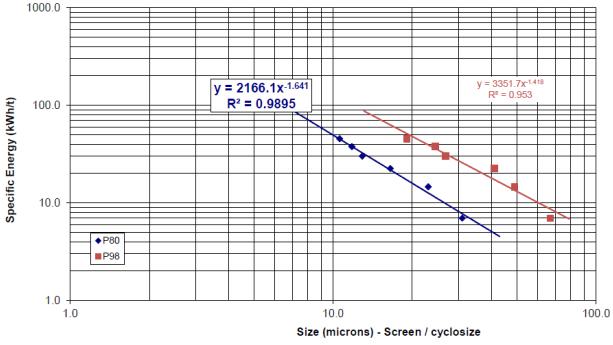
Figure 13-18: Copper Regrind Signature Plot Test Results
| Page 221 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
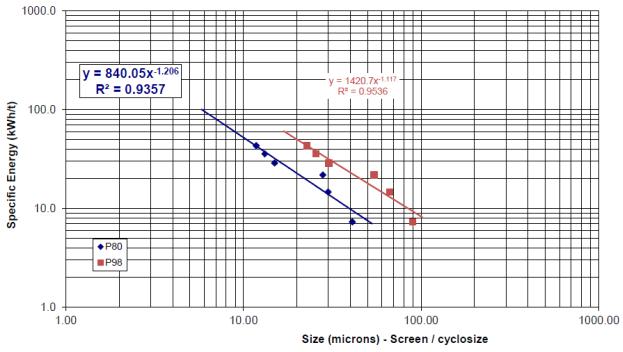
Figure 13-19: Zinc Regrind Signature Plot test Results
| 13.1.12 | Concentrate Self Heating |
A material self-heating (MASH) test was completed on composite samples of final Cu and Zn concentrates. The samples were created from LCT products for the different ore types.
Composite assays are summarized in Table 13-29.
Table 13-29: MASH Test Head Assays
| Assay | ||||||
| % Cu | % Pb | % Zn | % Fe | g/t Ag | g/t Au | |
| Cu 3rd Cleaner Concentrate | 26.8 | 2.80 | 3.00 | 27.7 | 186 | 10 |
| Zn 3rd Cleaner Concentrate | 0.86 | 0.32 | 49.8 | 11.5 | 36.0 | 0.67 |
The samples were tested using standard protocol FR-2, which simulates self-heating in stages, namely Stage A (70°C) and Stage B (140°C). Results (Figure 13-20) show that the copper concentrate is deemed moderately reactive (risk region 4) and the zinc concentrate is deemed to be safe (risk region 1) with no risk of self-heating.
| Page 222 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
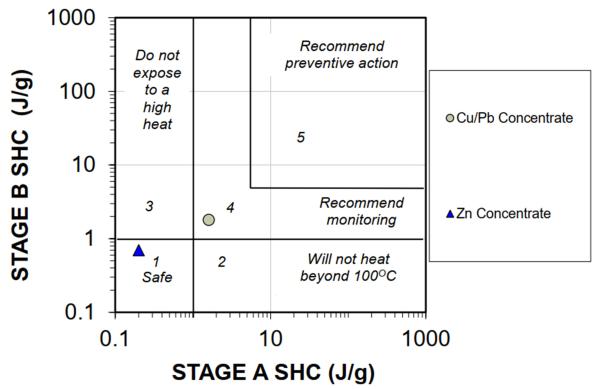
Figure 13-20: Self-Heating Test Results - Copper and Zinc Concentrates
| 13.1.13 | Paste Test Work |
Samples of pyrite tailings, desulphurized tailings, and process water from the 150 kg bulk flotation test were used by Minefill Services for head characterization, size analysis, rheology, and paste mixing test work to design the paste plant. The program tested three different blends of pyrite and desulphurized tailings to determine paste recipes for high-strength and low-strength paste for underground storage.
To improve the strength of the paste, a binder was added consisting of 65% slag and 35% Portland Cement. A matrix of tests was conducted to evaluate the effect of binder addition from 2% to 8% on the change in unconfined compressive strength (UCS) over periods of 3, 7, 28, 56, and 112 days. The results were used for the paste plant design basis.
The 2023 P&C test work program was conducted on samples of pyrite concentrate (including zinc cleaner 1 tails) and low sulphur tails generated via multiple 10 kg flotation tests on the Blend 5A composite from the BL1011 test work phase. A UCS test matrix was designed by P&C to assess different blends of products, mass concentrations, and water-to-binder ratios. Backfill cylinders were cured undisturbed in a controlled environment for up to 112 days, with an ambient temperature of 23°C (±2°C) and greater than 95% relative humidity to resemble underground conditions at the mine. Temperature and humidity were closely monitored and controlled using auxiliary temperature and humidity systems.
| Page 223 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Cylinders were broken at 3, 14, 28, 56 and 112 days. A Humboldt soil testing load frame equipped with a 50 kN S-type load cell and linear displacement transducers was used to complete the tests. The apparatus provides stress-strain curves with detailed resolution of peak load to determine the UCS. The test matrix and test results are summarized in Table 13-30 and Figure 13-21. This data was used to update the design basis for the paste plant during the FEED study phase.
Table 13-30: Paterson & Cooke 2023 UCS Test Matrix
| Mix | Material | Water | Mass Conc | Binder | w:b Ratio | % Binder | No. of Cure Days |
| 1 | Low Sulphur Tails 2 | Process | 74.0%m | EcoCem | 2.0 | 17.6% | 3, 14, 28, 56, 112 |
| 2 | Low Sulphur Tails 2 | Process | 74.0%m | EcoCem | 5.0 | 7.0% | 3, 14, 28, 56, 112 |
| 3 | Low Sulphur Tails 2 | Process | 74.0%m | EcoCem | 9.0 | 3.9% | 3, 14, 28, 56, 112 |
| 4 | Low Sulphur Tails 2 | Process | 74.0%m | EcoCem | 12.0 | 2.9% | 3, 14, 28, 56, 112 |
| 5 | Pyrite Conc & Zn Clnr 1 Tails blend | Process | 80.0%m | EcoCem | 2.0 | 12.5% | 3, 14, 28, 56, 112 |
| 6 | Pyrite Conc & Zn Clnr 1 Tails blend | Process | 80.0%m | EcoCem | 6.0 | 4.2% | 3, 14, 28, 56, 112 |
| 7 | Pyrite Conc & Zn Clnr 1 Tails blend | Process | 80.0%m | EcoCem | 12.0 | 2.1% | 3, 14, 28, 56, 112 |
| Page 224 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
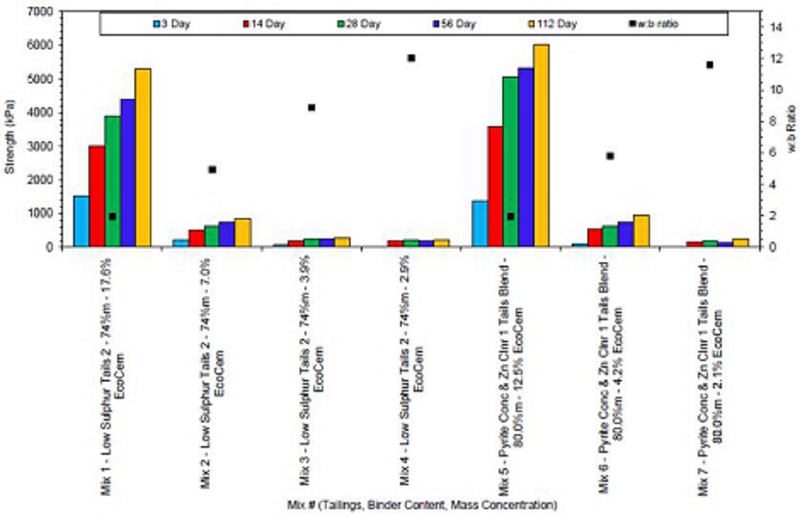
Figure 13-21: Paterson & Cooke UCS Test Results Summary
| Page 225 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.1.14 | Recovery and Concentrate Grade Projections |
Open circuit cleaner and LCT results from the metallurgical studies up to and including the 2021 FS were used to develop feed grade-based models for copper, zinc, silver, and gold concentrate grade and recovery. The recovery models were reviewed by Mr. David J. Middleditch of Libertas Metallurgy Ltd., with the support of fellow metallurgical consultant Mr. Chris J. Martin of Sacanus Metallurgy Ltd. in May 2024. This review included the latest LCT results from the BL1011 and BL1276 test work programs and a thorough “back testing” of the FS recovery models.
An alternative set of recovery and grade algorithms were developed and compared to the FS algorithms described below. No fundamental differences to LOM project economics were observed. Therefore, the FS algorithms developed by Mr. Lyn Jones of Blue Coast Research Ltd. remain unchanged for copper, zinc, silver and gold. Ongoing geometallurgical studies should be continued into commissioning and operation of the plant.
Recovery model “plug-ins” were developed by Libertas Metallurgy in 2024 to predict lead grade in the copper and zinc concentrates, as well as mass pull to the pyrite concentrate.
For open circuit cleaner tests, estimates were made for potential closed-circuit recovery at a constant concentrate grade. The predictive values from the test work were then used to derive mathematical functions as described in this section. LOM metal recovery estimates for the individual ore zones and the blended feed are presented in Table 13-31.
Table 13-31: Estimated Metal Recovery by Ore Type
| LOM Recovery Rates,% | Copper | Zinc | Gold | Silver |
| Massive Sulphide | 82.4 | 84.4 | 82.9 | 54.6 |
| Copper Stockwork | 95.3 | 47.0 | 92.7 | 76.6 |
| Blended Mill Feed | 91.1 | 79.8 | 88.6 | 63.2 |
Figure 13-22 illustrates the relationship between zinc recovery to a zinc concentrate and the head grade of the blended feed. The model curve is used to estimate zinc recovery to final zinc concentrate based on the blended mill feed head grade. The MSZ2 and UWZ zones contain the bulk of the zinc units contained in the deposit, and test work on composite samples from these zones provides the primary basis for zinc recovery. Blended composites of CS and MS have been used to confirm the response at lower zinc head grades.
| Page 226 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
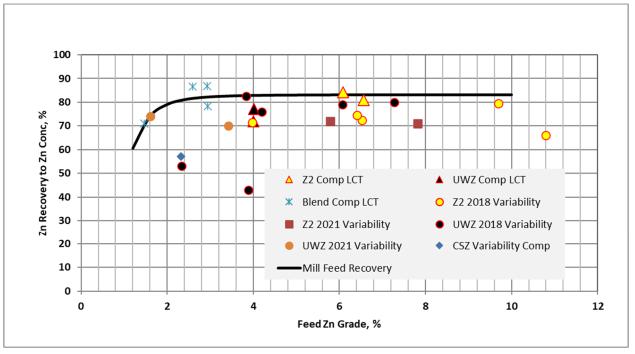
Figure 13-22: Zinc Recovery as a Function of Mill Feed Zinc Head Grade
The zinc recovery versus head grade relationship is defined as:

Where F is the zinc grade (%) in mill feed. Figure 13-23 describes the zinc concentrate grade as a function of zinc (%) in the mill feed.
| Page 227 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
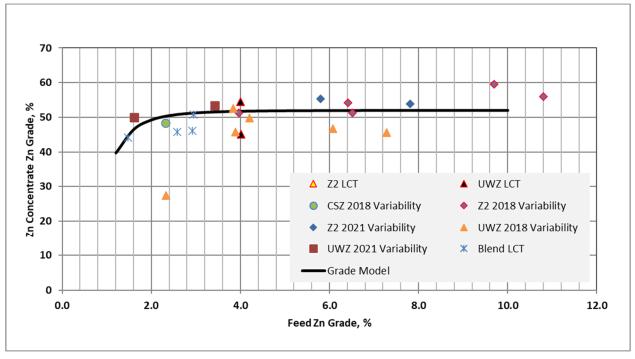
Figure 13-23: Zinc Concentrate Grade as a Function of Zinc Head Grade
The zinc concentrate grade versus head grade relationship is defined as:

Where F is the zinc grade (%) in mill feed.
Figure 13-24 presents the models for copper recovery versus head grade developed for the CS and MS zones. Solid curves indicate the function for the MS and the dashed curve indicates the function for the CS.
| Page 228 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
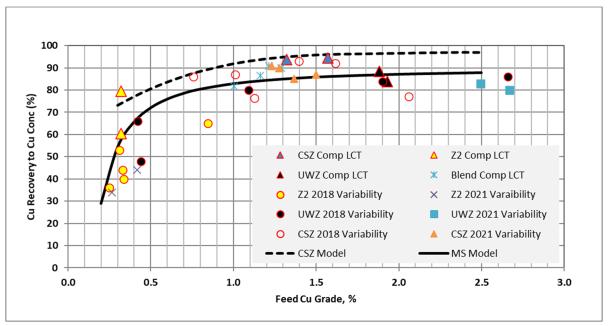
Figure 13-24: Copper Recoveries for MS and CS as a Function of Copper Head Grade
The CS Cu recovery versus head grade relationship is defined as:

and the MS Cu recovery versus head grade relationship as:

Where F is the Cu grade (%) of the CS or MS component of the mill feed.
Figure 13-25 models the copper concentrate (%) grade as a function of copper in the feed (%), with the solid curve illustrating the function for the MS, and the dashed curve illustrating the function for the CS.
| Page 229 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
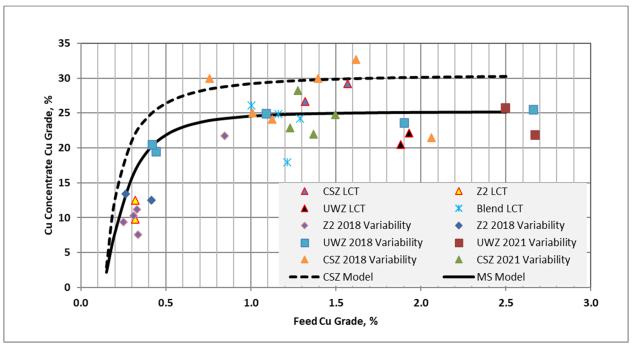
Figure 13-25: Copper Concentrate Grade as a Function of Head Grade for CS and MS Zones
The CS copper concentrate grade versus head grade relationship is defined as:

and the MS Cu concentrate versus head grade relationship as:

Where F is the copper grade (%) of the CS or MS component of the mill feed.
Recoveries of silver to the copper concentrate as a function of the copper recovery are summarized in Figure 13-26.
| Page 230 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
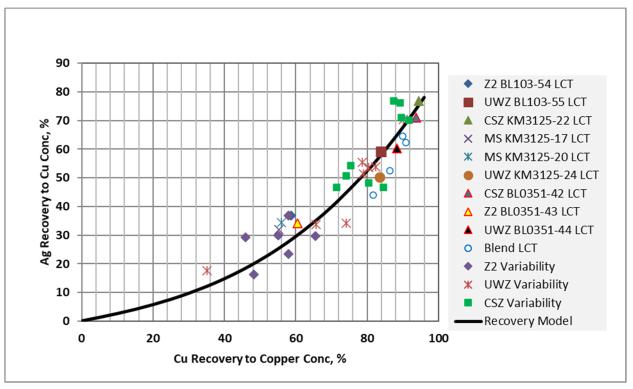
Figure 13-26: Silver Recovery to Copper Concentrate as a Function of Copper Recovery
The silver recovery to copper concentrate versus copper recovery relationship is defined as:

Where C is the copper recovery to copper concentrate.
Recoveries of gold to the copper concentrate as a function of copper recovery are mapped in Figure 13-27.
| Page 231 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
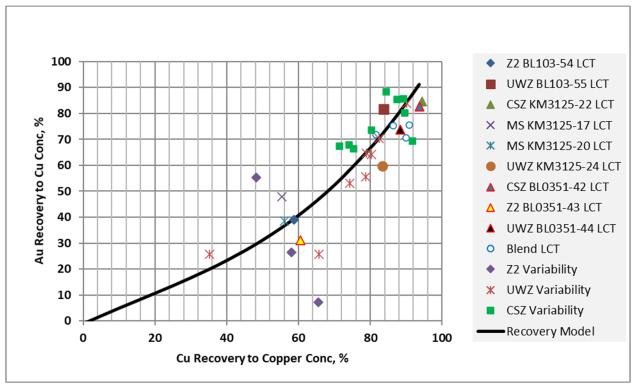
Figure 13-27: Gold Recovery to Copper Concentrate as a Function of Copper Recovery
The gold recovery to copper concentrate versus copper recovery relationship is mathematically defined as:

Where C is the copper recovery to copper concentrate.
Note that gold recovery to the copper concentrate is capped at 92% based on the available data. Additional gold recovery to the zinc concentrate is estimated at 1% of the contained gold in the CS and 12% of the contained gold in the MS based on LCT data.
LCT data was used to derive a relationship between lead head grade or lead / copper head grade ratio and lead grade of the copper and zinc final concentrates.
These relationships are illustrated in Figure 13-28 and Figure 13-29:
| Page 232 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
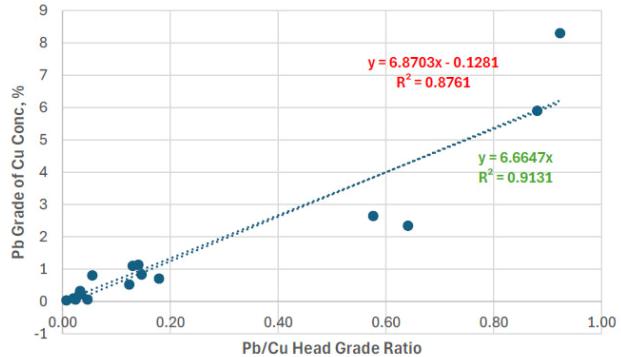
Figure 13-28: Pb Grade in Copper Concentrate Model
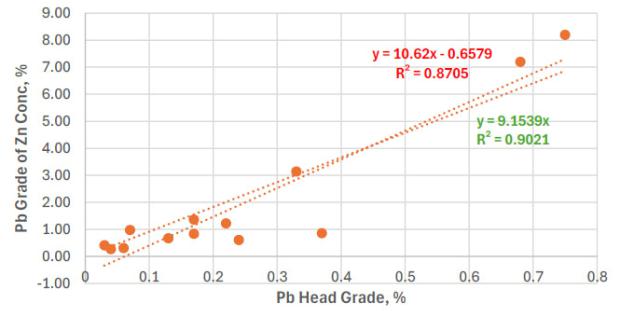
Figure 13-29: Pb Grade in Zinc Concentrate Model
The lead grade in copper concentrate relationship is mathematically defined as:
Pb grade (%) = 6.6647 x (Pb/Cu Head Grade)
| Page 233 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The lead grade in zinc concentrate relationship is mathematically defined as:
Pb Grade (%) = 9.1539 x (Pb Head Grade)
For the mass pull to pyrite concentrate, a simple linear regression was also derived from available LCT data:
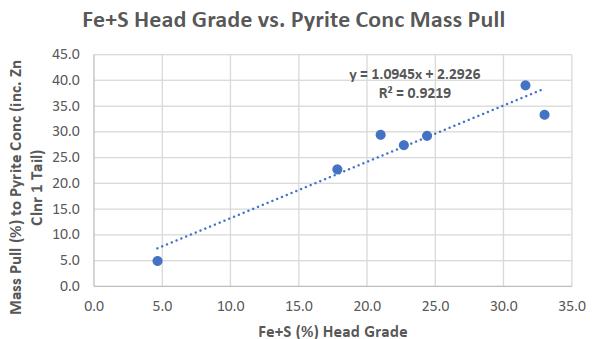
Figure 13-30: Mass Pull to Pyrite Concentrate Model
The mass pull to pyrite concentrate is mathematically defined as:
Mass Pull to Pyrite Conc (%) = 1.0945 x (Fe +S Head Grade) + 2.2926
| 13.2 | Bigstone Deposit |
| 13.2.1 | 2015 Metallurgical Program |
The 2015 metallurgical testing program was conducted by BML on composite drill core samples from each of the three main styles of mineralization at the Bigstone deposit: the Copper Zone, the Zinc Stringer Zone, and the MS (BML 2015). The Copper Zone is the most significant of the three styles of mineralization. A total of 560 kg of half HQ diameter core material from the 2015 diamond drill program was shipped to BML for processing. Three composite samples were constructed from the material, termed the Main Zone (the Copper Zone), the Zinc Stringer Zone, and MS. The program was designed to test the amenability of these styles of mineralization to produce copper and zinc concentrates. All styles of mineralization produced high grade concentrates with good recoveries from the test work.
| Page 234 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Highlights of the metallurgical testing program included:
| · | Recoveries of 93% Cu, 52% Au, and 82% Ag to a copper concentrate grading 29.2% Cu, 1.8 g/t Au, and 118 g/t Ag from the Main Zone (copper). |
| · | Recovery of 90% Zn to a zinc concentrate grading 55.3% Zn and recoveries of 43% Cu, 48% Au, and 38% Ag to a copper concentrate grading 29.4% Cu, 7.7 g/t Au, and 238 g/t Ag from the Zinc Stringer Zone (copper and zinc). |
| · | Recoveries of 90% Zn and 73% Ag to a zinc concentrate grading 54.1% Zn and 471 g/t Ag from the MS (zinc). |
| · | Mineralization is amenable to conventional flotation processes to recover the base and precious metals to saleable concentrates. |
| · | Grindability test work indicates moderate hardness for the three styles of mineralization. |
The metallurgical testing program was designed to test the recovery characteristics of the three composites utilizing conventional flotation methods consisting of rougher and cleaner tests, followed by LCT to produce copper and zinc concentrates. The results of the LCTs and bond work indices are summarized in Table 13-32 and Table 13-33. The nominal primary grind size for the LCTs was 100μm K80, selected after testing the effect of grind size on metallurgical performance in rougher tests using the Copper Zone composite. The target regrind sizes for the cleaner circuits was 40μm K80.
| 13.2.1.1 | Main Zone (Copper Zone) |
The Main Zone composite was dominated by copper mineralization with very little zinc. Flotation testing focused on production of a gold and silver bearing copper concentrate. Optimization of the process was limited to testing various primary grind sizes, collector types, and the effect of regrind sizes. Flotation response was robust, allowing for the use of low-cost collectors (xanthate) and simple pH modulation of the flotation circuit to control pyrite and other unwanted sulphides.
| 13.2.1.2 | Zinc Stringer Zone |
The Zinc Stringer Zone feed had copper and zinc concentrations that required production of separate concentrates. The LCT used a sequential flotation circuit to produce first a copper rougher concentrate followed by a zinc rougher concentrate. The copper concentration in the feed was considerably lower than the zinc. Limited optimization was conducted on this sample, focused on controlling zinc recovery to the copper concentrate and producing high grade zinc concentrates.
The initial results were encouraging, demonstrating good zinc flotation performance. The copper circuit produced a high-grade copper concentrate, with lower recoveries. Zinc sulphate and cyanide were used to improve selectivity of the copper flotation circuit against zinc and iron sulphides. This style of mineralization would benefit from further testing focusing on reagent and regrind optimization in the copper and zinc circuits.
| Page 235 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 13-32: Overall Metallurgical Response Bigstone Project
| Main Zone | Concentrate Grade | Recovery | |||||||
| Product | Mass (%) | Cu (%) | Zn (%) | Ag (g/t) | Au (g/t) | Cu (%) | Zn (%) | Ag (g/t) | Au (g/t) |
| Feed | 100 | 1.85 | 0.1 | 9 | 0.23 | 100 | 100 | 100 | 100 |
| Cu Concentrate | 5.9 | 29.2 | 0.59 | 118 | 1.8 | 93 | 36 | 82 | 52 |
| Zinc Stringer Zone | Concentrate Grade | Recovery | |||||||
| Product | Mass (%) | Cu (%) | Zn (%) | Ag (g/t) | Au (g/t) | Cu (%) | Zn (%) | Ag (g/t) | Au (g/t) |
| Feed | 100 | 0.7 | 5.22 | 6 | 0.16 | 100 | 100 | 100 | 100 |
| Cu Concentrate | 1 | 29.4 | 2.32 | 238 | 7.7 | 43 | 1 | 38 | 48 |
| Zn Concentrate | 8.5 | 3.06 | 55.3 | 24 | 0.32 | 37 | 90 | 32 | 17 |
| Massive Sulphides | Concentrate Grade | Recovery | |||||||
| Product | Mass (%) | Cu (%) | Zn (%) | Ag (g/t) | Au (g/t) | Cu (%) | Zn (%) | Ag (g/t) | Au (g/t) |
| Feed | 100 | 0.24 | 10.1 | 108 | 0.29 | 100 | 100 | 100 | 100 |
| Zn Concentrate | 16.8 | 0.99 | 54.1 | 471 | 1.1 | 70 | 90 | 73 | 65 |
Table 13-33: Bond Work Indices Bigstone Project
| Mineralization Zone | Bond Rod Mill Grindability Test Work Index (kWh/tonne) | Bond Ball Mill Grindability Test Work Index (kWh/tonne) | Abrasion (g) |
| Main Zone | 15.9 | 13.5 | 0.494 |
| Zinc Stringer Zone | 14.9 | 12.5 | 0.481 |
| Massive Sulphide | 14.2 | 11.1 | 0.381 |
| 13.2.1.3 | Massive Sulphides |
The MS composite had a high zinc concentration, with relatively low levels of copper; the sample contained abundant iron sulphides.
Flotation testing focused on production of only a zinc concentrate from this mineralization. Batch testing investigated the effect of regrind on the rougher concentrate and elevated pH in the cleaner circuit. The test results indicated that the use of more selective collectors (Dithiophosphates) was beneficial, resulting in the production of higher-grade zinc concentrates.
| 13.2.1.4 | Bond Work Indices |
Bond rod mill work index determinations for the composites ranged from 14.2 kWh/t to 15.9 kWh/t, with an average of 15.0 kWh/t. Bond ball mill work index determinations ranged from 11.1 kWh/t to 13.5 kWh/t, with an average of 12.4 kWh/t (Table 13-2). These results indicate that the mineralization has moderate hardness from a rod and ball milling perspective.
| Page 236 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 13.2.1.5 | Summary |
All styles of mineralization produced high-grade concentrates with good recoveries from the test work. Testing of polymetallic deposits can often result in different variations in the flotation process, dictated by the ratios of metal in the individual samples. As demonstrated in the samples tested in this program, the three samples used the following processes: copper-only flotation, zinc-only flotation; and a sequential copper-zinc flotation circuit. The ultimate design of the processing plant will depend on the amounts of copper and zinc fed into the plant and the mine’s ability to deliver a relatively constant amount of each metal. Ideally, maintaining near-constant feed grades will simplify the flotation process, resulting in more consistent plant metallurgical performance and reducing the plant’s capital requirements.
Future metallurgical testing should focus on understanding the metallurgical response and variability testing, as well as process optimization. Discrete subsamples of contiguous mineralization should be tested to measure the properties of the samples prior to process optimization studies. Variability samples should cover feed grade ranges, mineralization/geological styles, and provide good spatial coverage of the deposit. A well-designed variability program will measure the following properties of each discrete sample:
| · | Feed grade, including any minor elements that may impact concentrate quality. |
| · | Mineralization comminution characteristics. |
| · | Mineral content and mineral fragmentation properties. |
| · | Flotation response – both rougher and cleaner. |
| · | Minor element deportment in concentrates. |
Once the variability response is well understood and trends in feed characteristics and metallurgical response are developed, detailed optimization and design of process parameters can begin. At this point, with input from geological and mining expertise, process selection can take place, and blending for constant feed grade or a variation of feed campaigning can be assessed.
| 13.3 | Tesla Deposit |
| 13.3.1 | 2024 Metallurgical Program |
As of the time of writing this report (November 2024), no Tesla metallurgical test work has been conducted. Representative samples from the High Copper and High Zinc preliminary domains at Tesla were selected by Libertas Metallurgy and Foran in October 2024. These samples are currently at BML, where a metallurgical test work program is underway to determine Tesla ore’s response to the optimized McIlvenna Bay process flowsheet. Results are expected in by the end of Q1 2025.
| Page 237 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14 | Mineral Resource Estimates |
| 14.1 | McIlvenna Bay Deposit |
| 14.1.1 | Introduction |
This section discusses the updated mineral resource estimate for Eldorado’s McIlvenna Bay Deposit in Saskatchewan. The updated mineral resource estimate is based upon Foran’s drilling database, which includes both the historical drilling and Foran’s drilling results of 2023. The QPs have reviewed the updated mineral resource estimate for disclosure under NI 43-101 standards.
The 2023 drilling included 26 holes (4,589 m) designed to infill upper areas of the mineral resource with short NQ-diameter core and obtain material for metallurgical test work with HQ-diameter core. This builds on the 2021 drilling program that was designed to improve the confidence of the known Inferred mineralization, such that it could be upgraded to Indicated, and also to potentially increase the mineral resources at depth. Previous resource models, completed and published since 2006, are now superseded by the current 2024 estimate discussed in this section.
The McIlvenna Bay mineral resources are estimated using five mineralization zones: Copper Stockwork (CS), Massive Sulphide (MS) Lens 2 (L2), MS Lens 3 (L3), Stringer Zone (SZ) and Copper Stockwork Footwall (FW). These zones contain steep, parallel, contiguous vein-type structures with similar bearings and dips.
Source: 2022 Technical Report
Figure 14-1 shows a plan view of the five zones defined by Foran and constructed by Micon. The mineral resources for the McIlvenna Bay zones have been estimated assuming an underground mining scenario.
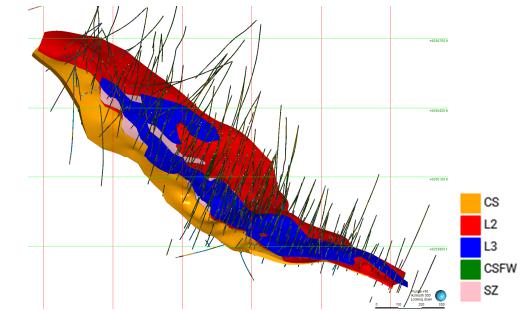
Source: 2022 Technical Report
Figure 14-1: Plan View of Foran McIlvenna Bay Mineralized Zones and Drill Holes
| Page 238 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.1.2 | CIM Mineral Resource Definitions and Classifications |
| 14.1.3 | Supporting Data |
The mineral resource estimate is based on a drill hole database provided and validated by Foran. After further validation, one drill hole2 was excluded from the resource estimate due to an inaccurate collar survey. Table 14-1 summarizes the data types and amounts in the database and the portion used for the estimate.
Table 14-1: McIlvenna Bay Deposit Database
| Data Type | In Database | Used For 2024 Resource Estimate* |
| Drill Collar | 305 | 271 |
| Assay Samples | 15,228 | 6,330 |
| Core Metreage | 157, 558 | 5,179** |
Notes:
*Excludes one drill hole from the McIlvenna Bay resource estimate.
**Actual meters used within the resource wireframes.
| 14.1.4 | Topography |
The project topography was provided by Foran as a digital terrain model (DTM) in DXF format. The DTM was of sufficient quality, although, given the underground extraction assumption, it was not used for the mineral resource estimate.
| 14.1.5 | Wireframes |
Foran and Micon QPs jointly defined the mineralized domains listed below, representing different areas and styles of VHMS mineralization, using Leapfrog Version 2024.1.
| · | CS – Zone sitting stratigraphically below the MS. |
| · | MS L2 – Main mineralized lens with internal gradational boundaries. |
| · | SZ – Copper and zinc stringer zone in the hanging wall above MS L2. |
| · | MS L3 – MS lens sitting in the hanging wall to the SZ. |
| · | CSFW – Small massive to semi-massive ore zone below the CS. |
Wireframes were generated based on a set of mineralized intercepts defined by Foran personnel and validated by Micon QPs. The wireframes for each of the five domains were validated against drill hole data and found to reasonably represent the mineralization and the host rock. All of the mineralization is hosted within the same lithological unit, the McIlvenna Bay Formation, with minor local exceptions where the L3 and SZ mineralization can cross the hanging wall contact into the Cap Tuffite unit. The host rock package is of variably mineralized felsic and mafic volcanics, capped by a unit of mixed felsic tuff and cherty sediments, locally mineralized and overlain by the Koziol Iron Formation.
2 Excluded drill hole ID MB-99-108.
| Page 239 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
All diamond drill holes are properly snapped to the 3D wireframes to ensure the estimated volume matches the drilling and logging data collected on the deposit.
| 14.1.6 | Compositing and Variography |
| 14.1.6.1 | Compositing |
The selected intercepts for the McIlvenna Bay Deposit were composited into 1.0 m equal length intervals, with the composite length selected based on the most common original sample length. Table 14-2 summarizes basic statistics for the composited data.
| Page 240 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 14-2: Summary of the Basic Statistics for the 1.0 m Composites
| Zone | Dataset | Element | Count | Length | Mean | SD | CoV | Var | Min | Q1 | Median | Q3 | Max |
| CS | Uncapped | Cu (%) | 3,113 | 3,101 | 1.25 | 0.95 | 0.76 | 0.90 | 0.00 | 0.63 | 1.04 | 1.59 | 10.78 |
| Zn (%) | 3,113 | 3,101 | 0.31 | 0.54 | 1.73 | 0.29 | 0.00 | 0.06 | 0.13 | 0.34 | 10.60 | ||
| Pb (%) | 3,113 | 3,101 | 0.02 | 0.06 | 3.62 | 0.00 | 0.00 | 0.00 | 0.01 | 0.01 | 1.80 | ||
| Au (g/t) | 3,113 | 3,101 | 0.36 | 0.67 | 1.87 | 0.45 | 0.00 | 0.07 | 0.16 | 0.39 | 11.05 | ||
| Ag (g/t) | 3,113 | 3,101 | 8.47 | 8.90 | 1.05 | 79.26 | 0.00 | 3.52 | 6.00 | 10.42 | 142.84 | ||
| Capped | Cu (%) | 3,113 | 3,101 | 1.24 | 0.91 | 0.73 | 0.83 | 0.00 | 0.63 | 1.04 | 1.59 | 6.00 | |
| Zn (%) | 3,113 | 3,101 | 0.31 | 0.49 | 1.59 | 0.24 | 0.00 | 0.06 | 0.13 | 0.34 | 4.50 | ||
| Pb (%) | 3,113 | 3,101 | 0.02 | 0.05 | 2.79 | 0.00 | 0.00 | 0.00 | 0.01 | 0.01 | 0.45 | ||
| Au (g/t) | 3,113 | 3,101 | 0.35 | 0.54 | 1.55 | 0.29 | 0.00 | 0.07 | 0.16 | 0.39 | 4.00 | ||
| Ag (g/t) | 3,113 | 3,101 | 8.22 | 7.20 | 0.88 | 51.90 | 0.00 | 3.52 | 6.00 | 10.42 | 40.00 | ||
| CSFW | Uncapped | Cu (%) | 217 | 217 | 1.38 | 1.03 | 0.75 | 1.07 | 0.12 | 0.69 | 1.09 | 1.69 | 6.07 |
| Zn (%) | 217 | 217 | 0.50 | 1.71 | 3.40 | 2.92 | 0.01 | 0.04 | 0.08 | 0.20 | 13.22 | ||
| Pb (%) | 217 | 217 | 0.03 | 0.10 | 3.53 | 0.01 | 0.00 | 0.00 | 0.01 | 0.01 | 0.83 | ||
| Au (g/t) | 217 | 217 | 0.45 | 0.60 | 1.35 | 0.36 | 0.02 | 0.13 | 0.25 | 0.54 | 4.58 | ||
| Ag (g/t) | 217 | 217 | 9.10 | 8.77 | 0.96 | 76.99 | 1.34 | 3.30 | 5.81 | 11.96 | 54.56 | ||
| Capped | Cu (%) | 217 | 217 | 1.38 | 1.03 | 0.75 | 1.06 | 0.12 | 0.69 | 1.09 | 1.69 | 6.00 | |
| Zn (%) | 217 | 217 | 0.36 | 0.92 | 2.59 | 0.85 | 0.01 | 0.04 | 0.08 | 0.20 | 4.50 | ||
| Pb (%) | 217 | 217 | 0.03 | 0.08 | 3.28 | 0.01 | 0.00 | 0.00 | 0.01 | 0.01 | 0.45 | ||
| Au (g/t) | 217 | 217 | 0.44 | 0.57 | 1.29 | 0.32 | 0.02 | 0.13 | 0.25 | 0.54 | 4.00 | ||
| Ag (g/t) | 217 | 217 | 8.98 | 8.27 | 0.92 | 68.45 | 1.34 | 3.30 | 5.81 | 11.96 | 40.00 | ||
| L2 | Uncapped | Cu (%) | 1,215 | 1,209 | 0.89 | 1.45 | 1.62 | 2.09 | 0.01 | 0.12 | 0.27 | 0.99 | 16.84 |
| Zn (%) | 1,215 | 1,209 | 6.53 | 4.25 | 0.65 | 18.08 | 0.02 | 2.95 | 6.33 | 9.31 | 24.26 | ||
| Pb (%) | 1,215 | 1,209 | 0.48 | 0.73 | 1.51 | 0.53 | 0.00 | 0.06 | 0.26 | 0.59 | 6.52 | ||
| Au (g/t) | 1,215 | 1,209 | 0.58 | 1.17 | 2.03 | 1.36 | 0.00 | 0.12 | 0.24 | 0.55 | 18.78 | ||
| Ag (g/t) | 1,215 | 1,209 | 30.29 | 35.88 | 1.18 | 1287 | 2.12 | 12.80 | 19.31 | 31.79 | 342.51 |
| Page 241 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Zone | Dataset | Element | Count | Length | Mean | SD | CoV | Var | Min | Q1 | Median | Q3 | Max |
| Capped | Cu (%) | 1,215 | 1,209 | 0.88 | 1.33 | 1.52 | 1.77 | 0.01 | 0.12 | 0.27 | 0.99 | 7.00 | |
| Zn (%) | 1,215 | 1,209 | 6.53 | 4.24 | 0.65 | 17.94 | 0.02 | 2.95 | 6.33 | 9.31 | 21.00 | ||
| Pb (%) | 1,215 | 1,209 | 0.48 | 0.71 | 1.49 | 0.51 | 0.00 | 0.06 | 0.26 | 0.59 | 5.00 | ||
| Au (g/t) | 1,215 | 1,209 | 0.55 | 0.94 | 1.70 | 0.88 | 0.00 | 0.12 | 0.24 | 0.55 | 7.00 | ||
| Ag (g/t) | 1,215 | 1,209 | 29.77 | 32.70 | 1.10 | 10.69 | 2.12 | 12.80 | 19.31 | 31.79 | 200.00 | ||
| L3 | Uncapped | Cu (%) | 425 | 417 | 0.96 | 1.00 | 1.04 | 1.01 | 0.01 | 0.34 | 0.68 | 1.26 | 8.40 |
| Zn (%) | 425 | 417 | 2.52 | 3.05 | 1.21 | 9.28 | 0.00 | 0.32 | 1.25 | 3.79 | 17.29 | ||
| Pb (%) | 425 | 417 | 0.10 | 0.17 | 1.78 | 0.03 | 0.00 | 0.01 | 0.03 | 0.10 | 1.30 | ||
| Au (g/t) | 425 | 417 | 0.27 | 0.35 | 1.30 | 0.12 | 0.00 | 0.11 | 0.19 | 0.32 | 5.34 | ||
| Ag (g/t) | 425 | 417 | 13.66 | 9.00 | 0.66 | 80.95 | 1.01 | 7.51 | 11.79 | 18.00 | 66.19 | ||
| Capped | Cu (%) | 425 | 417 | 0.95 | 0.92 | 0.97 | 0.85 | 0.01 | 0.34 | 0.68 | 1.26 | 5.00 | |
| Zn (%) | 425 | 417 | 2.39 | 2.61 | 1.09 | 6.80 | 0.00 | 0.32 | 1.25 | 3.79 | 9.00 | ||
| Pb (%) | 425 | 417 | 0.09 | 0.13 | 1.48 | 0.02 | 0.00 | 0.01 | 0.03 | 0.10 | 0.60 | ||
| Au (g/t) | 425 | 417 | 0.25 | 0.20 | 0.81 | 0.04 | 0.00 | 0.11 | 0.19 | 0.32 | 1.00 | ||
| Ag (g/t) | 425 | 417 | 13.57 | 8.57 | 0.63 | 73.46 | 1.01 | 7.51 | 11.79 | 18.00 | 45.00 | ||
| SZ | Uncapped | Cu (%) | 235 | 230 | 1.11 | 0.91 | 0.82 | 0.84 | 0.00 | 0.52 | 0.86 | 1.48 | 5.27 |
| Zn (%) | 235 | 230 | 0.74 | 1.30 | 1.75 | 1.70 | 0.01 | 0.13 | 0.29 | 0.84 | 11.20 | ||
| Pb (%) | 235 | 230 | 0.12 | 0.49 | 4.05 | 0.24 | 0.00 | 0.01 | 0.02 | 0.08 | 6.05 | ||
| Au (g/t) | 235 | 230 | 0.30 | 0.34 | 1.13 | 0.12 | 0.00 | 0.11 | 0.21 | 0.36 | 3.16 | ||
| Ag (g/t) | 235 | 230 | 15.44 | 21.74 | 1.41 | 472.83 | 0.40 | 6.85 | 11.27 | 17.10 | 259.22 | ||
| Capped | Cu (%) | 235 | 230 | 1.10 | 0.87 | 0.79 | 0.76 | 0.00 | 0.52 | 0.86 | 1.48 | 4.00 | |
| Zn (%) | 235 | 230 | 0.57 | 0.61 | 1.07 | 0.38 | 0.01 | 0.13 | 0.29 | 0.84 | 2.00 | ||
| Pb (%) | 235 | 230 | 0.09 | 0.24 | 2.60 | 0.06 | 0.00 | 0.01 | 0.02 | 0.08 | 1.50 | ||
| Au (g/t) | 235 | 230 | 0.28 | 0.24 | 0.87 | 0.06 | 0.00 | 0.11 | 0.21 | 0.36 | 1.00 | ||
| Ag (g/t) | 235 | 230 | 13.96 | 11.32 | 0.81 | 128.19 | 0.40 | 6.85 | 11.27 | 17.10 | 60.00 |
| Page 242 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.1.6.2 | Variography |
Variography analyzes the spatial continuity of grade for the commodity of interest. For the McIlvenna Bay Deposit, this analysis was done on each individual zone using down-the-hole variograms and 3D variographic analysis to define the directions of maximum grade continuity and determine the best parameters for grade interpolation in each of the five zones.
Variography must be performed on regular, coherent shapes with geological continuity support. Initially, down-the-hole variograms were constructed for each vein to establish the nugget effect for modelling the 3D variograms. Figure 14-2 shows the variograms for the CS zone as an example.
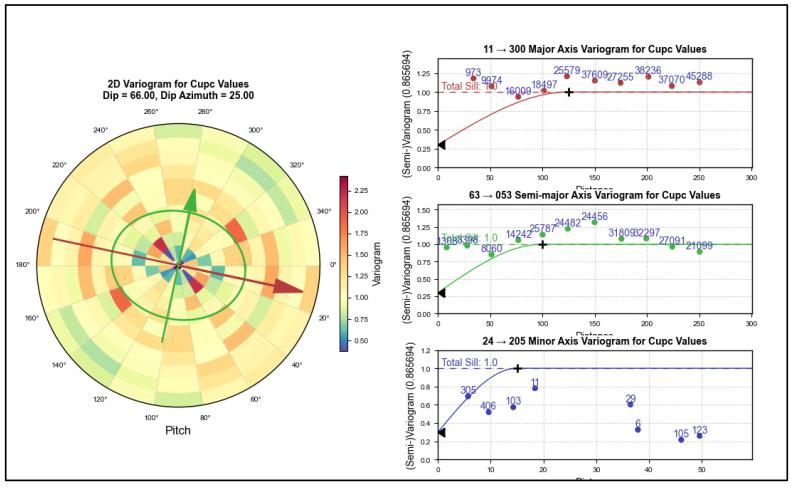
Source: Micon 2021
Figure 14-2: 3D Variogram Summary for Copper
The QPs obtained good variogram models for all the five zones. They were sufficiently reliable to support the use of the ordinary kriging (OK) interpolation method. Major variogram ranges between 60 m and 125 m were modelled. Most ranges were between 100 m and 125 m for both copper and zinc. The variography results were used to support the search ranges and anisotropy directions.
| 14.1.6.3 | Continuity and Trends |
The McIlvenna Bay zones exhibit fairly stable strike and dip directions, with very mild variations. For the most part, both of the CS and the L2 zones are contiguous with the remaining zones, running as parallel structures with well-defined geometries. Continuity of the zones is generally not only supported by geology but also by mineralization, with the regular drill hole intercepts giving sufficient confidence to the continuity of grade, both along strike and down dip. The general deposit bearings and dips are 315º strike direction and -68º dip, with a general plunge of -40º toward the northwest.
| Page 243 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.1.7 | Grade Capping |
All outlier assay values for copper, zinc, lead, gold, and silver were analyzed individually by zone, using log probability plots and histograms. It was decided to cap outlier assays based on the data grouped by zone.
To identify true outliers and reduce the effect of short sample bias, the data were reviewed after compositing to a constant length of 1.0 m. Table 14-3 summarizes the capping grades used.
Table 14-3: Selected Capping Grades on 1 m Composites
| Zone | Element | Max. Grade | Capping Grade | Capped Composites | Total Composites |
| CS | Cu (%) | 10.78 | 6.00 | 11 | 3,113 |
| Zn (%) | 10.60 | 4.50 | 6 | 3,113 | |
| Pb (%) | 1.80 | 0.45 | 14 | 3,113 | |
| Au (g/t) | 11.05 | 4.00 | 17 | 3,113 | |
| Ag (g/t) | 142.84 | 40.00 | 33 | 3,113 | |
| CSFW | Cu (%) | 6.07 | 6.00 | 1 | 217 |
| Zn (%) | 13.22 | 4.50 | 8 | 217 | |
| Pb (%) | 0.83 | 0.45 | 4 | 217 | |
| Au (g/t) | 4.58 | 4.00 | 2 | 217 | |
| Ag (g/t) | 54.56 | 40.00 | 4 | 217 | |
| L2 | Cu (%) | 16.84 | 7.00 | 8 | 1,215 |
| Zn (%) | 24.26 | 21.00 | 4 | 1,215 | |
| Pb (%) | 6.52 | 5.00 | 4 | 1,215 | |
| Au (g/t) | 18.78 | 7.00 | 11 | 1,215 | |
| Ag (g/t) | 342.51 | 200.00 | 13 | 1,215 | |
| L3 | Cu (%) | 8.40 | 5.00 | 5 | 425 |
| Zn (%) | 17.29 | 9.00 | 19 | 425 | |
| Pb (%) | 1.30 | 0.60 | 10 | 425 | |
| Au (g/t) | 5.34 | 1.00 | 8 | 425 | |
| Ag (g/t) | 66.19 | 45.00 | 4 | 425 | |
| SZ | Cu (%) | 5.27 | 4.00 | 4 | 235 |
| Zn (%) | 11.2 | 2.00 | 18 | 235 | |
| Pb (%) | 6.05 | 1.50 | 3 | 235 | |
| Au (g/t) | 3.16 | 1.00 | 9 | 235 | |
| Ag (g/t) | 259.22 | 60.00 | 5 | 235 |
| Page 244 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.1.8 | Rock Density |
A total of 11,270 density measurements were delivered to Micon, from which average densities were calculated for each zone. The overall average density for the entire deposit is 3.03 g/cm3.Table 14-4 summarizes the density measurement database for the McIlvenna Bay Deposit.
Table 14-4: Summary of the Density Measurements by Zone
| Deposit Name | Count | Length (m) | Density Value (t/m3) |
| Global (Entire Deposit) | 3,714 | 2532.7 | 3.03 |
| CZ | 2,288 | 1,616.59 | 2.86 |
| FW | 74 | 56.58 | 2.98 |
| MS | 847 | 510.83 | 3.56 |
| L3 | 217 | 145.76 | 3.33 |
| SZ | 184 | 125.47 | 2.98 |
| Outside (Waste Rock) | 11,270 | 5,1288 | 2.92 |
| 14.1.9 | Mineral Resource Estimate |
The commodities of economic interest at the McIlvenna Bay Deposit are primarily copper and zinc, with secondary recoveries of gold and silver. The estimation of the deposit tonnage and grade was performed using Leapfrog Geo/EDGE software.
| 14.1.10 | Block Model |
A block model was constructed to represent the grades and densities within the five zones. A summary of the block model parameters is provided in Table 14-5.
Table 14-5: Block Model Information Summary
| Description | Values Used |
| Model Dimension X (m) | 2,000 |
| Model Dimension Y (m) | 550 |
| Model Dimension Z (m) | 1,450 |
| Origin* X (Easting) | 639,660 |
| Origin* Y (Northing) | 6,056,460 |
| Origin* Z (Upper Elev.) | 360 |
| Clockwise Rotation (º) | 35 |
| Parent Block Size X (m) - Along Strike | 10.0 |
| Parent Block Size Y (m) - Across Strike | 2.0 |
| Parent Block Size Z (m) - Down Dip | 10.0 |
| Child Block Size X (m) - Along Strike | 2.0 |
| Child Block Size Y (m) - Across Strike | 0.5 |
| Child Block Size Z (m) - Down Dip | 2.0 |
Note: * Origin is the centroid of the block
| Page 245 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The drill hole intercepts used to model the wireframes were flagged into the mineral envelope to which they belonged. Each zone was interpolated using only the composites within that zone.
| 14.1.10.1 | Search Strategy and Interpolation |
A set of parameters were derived from variographic analysis to interpolate the composite grades into the blocks. A summary of the McIlvenna Bay Deposit OK interpolation parameters is provided in Table 14-6.
Table 14-6: Ordinary Kriging Interpolation Parameter Summary
| Element | Zone | Pass | Orientation | Search Parameters | ||||||||
| Dip (°) |
Dip Az (°) |
Pitch (°) |
Range Major Axis (m) |
Range Semi- Major Axis (m) |
Range Minor Axis (m) |
Minimum Samples |
Maximum Samples |
Maximum
Samples per Hole | ||||
| Cu | CS ZONE | 1 | Dynamic Anisotropy | 125 | 100 | 15 | 9 | 18 | 3 | |||
| MS | 1 | 120 | 100 | 10 | 9 | 18 | 3 | |||||
| L3 | 1 | 100 | 80 | 10 | 9 | 18 | 3 | |||||
| FW | 1 | 66 | 25 | 12 | 125 | 100 | 15 | 9 | 18 | 3 | ||
| SZ | 1 | Dynamic Anisotropy | 100 | 80 | 10 | 9 | 18 | 3 | ||||
| Zn | CS ZONE | Dynamic Anisotropy | 100 | 100 | 10 | 9 | 18 | 3 | ||||
| MS | 120 | 120 | 10 | 9 | 18 | 3 | ||||||
| L3 | 90 | 80 | 10 | 9 | 18 | 3 | ||||||
| FW | 66 | 25 | 30 | 100 | 100 | 10 | 9 | 18 | 3 | |||
| SZ | Dynamic Anisotropy | 80 | 60 | 10 | 9 | 18 | 3 | |||||
| Pb | CS ZONE | Dynamic Anisotropy | 80 | 80 | 15 | 9 | 18 | 3 | ||||
| MS | 100 | 80 | 10 | 9 | 18 | 3 | ||||||
| L3 | 90 | 80 | 10 | 9 | 18 | 3 | ||||||
| FW | 66 | 25 | 30 | 80 | 80 | 15 | 9 | 18 | 3 | |||
| SZ | Dynamic Anisotropy | 80 | 80 | 10 | 9 | 18 | 3 | |||||
| Au | CS ZONE | Dynamic Anisotropy | 60 | 60 | 10 | 9 | 18 | 3 | ||||
| MS | 100 | 80 | 10 | 9 | 18 | 3 | ||||||
| L3 | 100 | 100 | 10 | 9 | 18 | 3 | ||||||
| FW | 66 | 25 | 68 | 60 | 60 | 10 | 9 | 18 | 3 | |||
| SZ | Dynamic Anisotropy | 80 | 80 | 10 | 9 | 18 | 3 | |||||
| Ag | CS ZONE | Dynamic Anisotropy | 80 | 60 | 15 | 9 | 18 | 3 | ||||
| MS | 80 | 80 | 10 | 9 | 18 | 3 | ||||||
| L3 | 80 | 60 | 10 | 9 | 18 | 3 | ||||||
| FW | 66 | 25 | 61 | 80 | 60 | 15 | 9 | 18 | 3 | |||
| SZ | Dynamic Anisotropy | 80 | 80 | 10 | 9 | 18 | 3 | |||||
| All | All | 2 | Same as Pass 1 | x 2 | x 2 | x 2 | 1 | 12 | 3 | |||
| Page 246 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.1.11 | Prospects for Economic Extraction |
The mineral resource discussed herein has been constrained by reasonable mining shapes, using economic assumptions appropriate for an underground mining scenario. The potential mining shapes are conceptual in nature, not stope designs, and are based on constraining volumes generated using the Deswick Stope Optimizer (DSO) with a US$70.00 cutoff value and a minimum 3 m true width.
The metal prices and operating costs were provided by Foran and accepted by the Micon QP are considered appropriate for use as the economic parameters for the mineral resource estimate. Table 14-7 summarizes the underground economic assumptions upon which the resource estimate for the McIlvenna Bay Deposit is based.
Table 14-7: Summary of Economic Assumptions for the Mineral Resource Estimate
| Description | Units | Value Used | Notes/Details |
| Metal Prices | |||
| Copper Price | US$/lb | $4.83 | |
| Zinc Price | US$/lb | $1.37 | |
| Gold Price | US$/oz | $2,336 | |
| Silver Price | US$/oz | $29.72 | |
| Operating Costs | |||
| Mining | US$/t | $41.00 | |
| Processing | US$/t | $20.00 | |
| G&A | US$/t | $8.40 | |
| Royalty | |||
| BHP Royalty (million) | CA$ | $0.0 | $1M buy out in Financial Model |
| Copper Reef | CA$/t | $0.75 | From PFS |
| Marketing and Smelting Charges for Cu Concentrate | |||
| Concentrate Moisture | % | 8.0 | |
| Payables: | |||
| Cu | % | 98 | |
| Minimum deduction (units) | % | 0.0 | No minimum deduction |
| Au in Cu Con | % | 98.0 | |
| Ag in Cu Con | % | 90.0 | |
| Page 247 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Description | Units | Value Used | Notes/Details |
| Toll Charge | US$/t | $30 | |
| Refining Charges: | |||
| Cu | US$/lb | $0.03 | |
| Au | US$/oz | $5.00 | |
| Ag | US$/oz | $0.45 | |
| Penalty for Impurities | $0.00 | No appreciable impurities - zero penalty | |
| Transportation Cost | US$/t | $77.89 | |
| Marketing and Smelting Charges for Zn Concentrate | |||
| Concentrate Moisture | % | 9.0 | |
| Zinc Payable | % | 85.0 | |
| Toll Charge | US$/t | $120.00 | |
| Penalty for Impurities | $0.00 | ||
| Transportation Cost | US$/t | $111.29 | |
The economic parameters in Table 14-7 provided the foundation from which to develop NSR values for each block in the model.
| 14.1.12 | NSR Calculation |
Using all the parameters shown in Figure 14-3, Micon proceeded to calculate the NSR values for each block in the model. The theoretical NSR formula shown in Figure 14-3 was used for the current resource estimate. Figure 14-4 shows the blocks by NSR value for the L2 and CS zones.
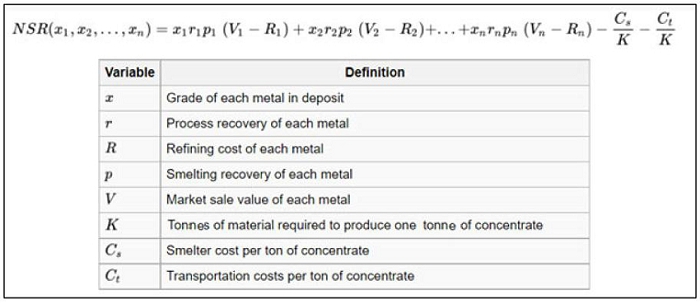
Figure 14-3: NSR Theoretical Formula Used at McIlvenna Bay
| Page 248 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
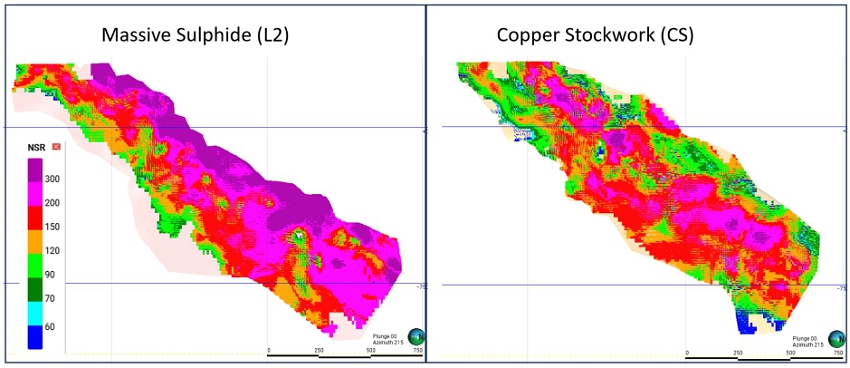
Figure 14-4: L2 and CS Zone Resource Blocks by NSR Value
| 14.1.13 | Mineral Resource Classification |
The QP has classified the mineral resources at the McIlvenna Bay Deposit in the Indicated and Inferred categories. No Measured resource is declared at this time. The FW, L3 and SZ zones are entirely classified as Indicated resources.
The QP categorized Indicated resources as blocks informed by at least four drill holes within 100 m to 120 m spacing, based on variogram ranges. The results were smoothed to remove isolated small blocks and produce coherent shapes of reasonable volume, eliminating the spotted dog effect. All other blocks were classified as Inferred. Figure 14-5 shows the resource classification for the L2 and CS zones.
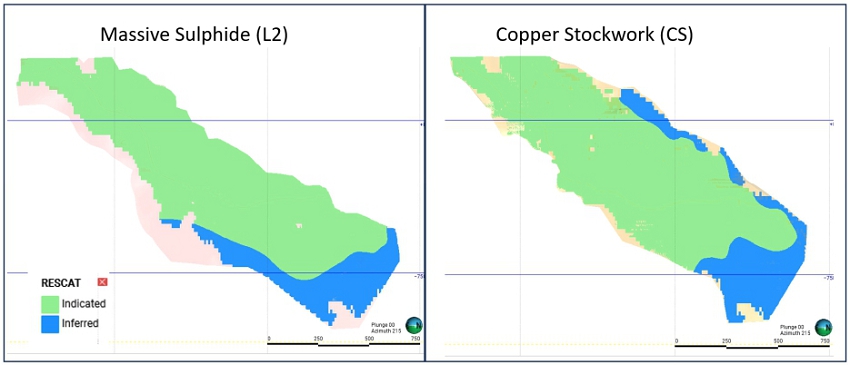
Figure 14-5: Resource Classification for the L2 and CS Zones, Looking in the SW Direction
| Page 249 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.1.14 | Mineral Resource Estimate |
The updated mineral resource estimate discussed herein is summarized in Table 14-8. The effective date of this mineral resource is November 16, 2024, reported within DSO constraining volumes generated with NSR cut-off of US$70/t and a minimum 3 m true width.
| Page 250 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 14-8: Mineral Resources for the McIlvenna Bay Deposit, Reported at an DSO constraining volume NSR of US$ 70/t
| Category | Zone | Mass | NSR | Average Grades | Contained Metal | |||||||||
| (Mt) | (US$/t) | Cu | Zn | Pb | Au | Ag | CuEq | Cu | Zn | Pb | Au | Ag | ||
| (%) | (%) | (%) | (g/t) | (g/t) | (%) | (Mlb) | (Mlb) | (Mlb) | (Moz) | (Moz) | ||||
| Indicated | L2 | 10.7 | 220.4 | 1.00 | 6.28 | 0.40 | 0.53 | 26.7 | 2.65 | 236 | 1,484 | 95 | 0.18 | 9.2 |
| CS | 22.7 | 148.3 | 1.30 | 0.38 | 0.02 | 0.37 | 9.1 | 1.78 | 652 | 190 | 10 | 0.27 | 6.6 | |
| SZ | 1.3 | 115.4 | 1.15 | 0.47 | 0.06 | 0.28 | 12.0 | 1.39 | 34 | 14 | 2 | 0.01 | 0.5 | |
| L3 | 2.0 | 138.7 | 0.87 | 3.27 | 0.15 | 0.26 | 15.5 | 1.67 | 39 | 146 | 7 | 0.02 | 1.0 | |
| FW | 1.8 | 169 | 1.42 | 0.60 | 0.04 | 0.45 | 8.9 | 2.03 | 55 | 23 | 1 | 0.03 | 0.5 | |
| Total | 38.6 | 167.6 | 1.19 | 2.18 | 0.13 | 0.41 | 14.4 | 2.02 | 1,016 | 1,858 | 115 | 0.51 | 17.9 | |
| Inferred | L2 | 1.4 | 182.9 | 0.71 | 6.69 | 0.46 | 0.30 | 27.8 | 2.20 | 21 | 201 | 14 | 0.01 | 1.2 |
| CS | 3.2 | 124.3 | 1.03 | 0.85 | 0.04 | 0.27 | 10.7 | 1.50 | 72 | 60 | 3 | 0.03 | 1.1 | |
| Total | 4.5 | 141.8 | 0.93 | 2.60 | 0.16 | 0.28 | 15.8 | 1.71 | 93 | 260 | 16 | 0.04 | 2.3 | |
Notes:
| · | Effective date November 16, 2024; CIM definitions were followed for Mineral Resources; CuEq = copper equivalent; NSR = Net Smelter Return. | |
| · | The mineral resource is estimated based on 271 diamond drill holes and a DSO constraining volumnes NSR cut-off of US$70/t. NSR grades values derived, and high-grade caps were applied as per the discussion in Estimation Methodology and Parameters and include provisions for metallurgical recovery and estimates of current shipping terms and smelter rates for similar concentrates. Metal prices used are US$4.83/lb. Cu, US$1.37/lb. Zn, US$2,336/oz. Au, and US$29.72/oz. Ag. Lead contributes no value. | |
| · | Rock density was interpolated for each block based on measurements taken from core specimens, with an average value of 3.56 g/cm3 for the main L2 lens and 2.86 g/cm3 for the CS. | |
| · | Mineral resources which are not mineral reserves do not have demonstrated economic viability. | |
| · | CuEq values were calculated from the NSR values for each zone, using both concentrate and recovery curves that were developed during Pre-Feasibility level metallurgical studies. | |
| · | The block model grades were estimated using the Ordinary Kriging interpolation method, with search parameters derived from geostatistical analysis performed within the mineralization wireframes. Variogram ranges are from 65 m to 85 m for Au and Ag in the major axis and up to 100 to 120 m for Cu and Zn. | |
| · | Micon QPs have not identified any legal, political, environmental, or other factors that could materially affect the potential development of the mineral resource estimate. |
| Page 251 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.1.15 | Sensitivity Analysis |
As part of the update to Foran’s 2021 mineral resource estimate, Micon examined the sensitivity of the mineral resource to higher and lower DSO constraining volumes and NSR cutoffs. Table 14-9 summarizes the NSR sensitivity at US$90/t, US$80/t and US$60/t, with the base case at US$70/t.
Figure 14-6 is a sensitivity graph which demonstrates the variation in tonnage and grade for the resource at different NSR cut-offs for the MS and CZ major zones. The QP has reviewed the NSR cut-offs used in the sensitivity analysis and it is the QP’s opinion that they meet the test of reasonable prospects of economic extraction.
| Page 252 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 14-9: Summary of the NSR Sensitivities at US$90/t, US$80/t, US$60/t with Base Case at US$70/t
| Category | NSR | Mass | NSR | Average Grades | Contained Metal | |||||||||
| Cut-off | Mt | US$/t | Cu | Zn | Pb | Au | Ag | CuEq | Cu | Zn | Pb | Au | Ag | |
| % | % | % | g/t | g/t | % | Mlb | Mlb | Mlb | Moz | Moz | ||||
| Indicated | 90 | 34.6 | 176.6 | 1.24 | 2.31 | 0.14 | 0.44 | 15.0 | 2.127 | 949 | 1,759 | 109 | 0.48 | 16.7 |
| 80 | 36.9 | 171.3 | 1.21 | 2.23 | 0.14 | 0.42 | 14.6 | 2.063 | 988 | 1,817 | 112 | 0.50 | 17.4 | |
| 70 | 38.6 | 167.6 | 1.19 | 2.18 | 0.13 | 0.41 | 14.4 | 2.018 | 1,016 | 1,858 | 115 | 0.51 | 17.9 | |
| 60 | 39.8 | 164.9 | 1.18 | 2.15 | 0.13 | 0.40 | 14.2 | 1.985 | 1,034 | 1,887 | 117 | 0.51 | 18.2 | |
| Inferred | 90 | 3.6 | 156 | 0.99 | 2.96 | 0.18 | 0.32 | 17.2 | 1.878 | 78 | 234 | 15 | 0.04 | 2.0 |
| 80 | 4.1 | 148 | 0.96 | 2.74 | 0.17 | 0.30 | 16.4 | 1.782 | 87 | 247 | 15 | 0.04 | 2.2 | |
| 70 | 4.5 | 141.8 | 0.93 | 2.60 | 0.16 | 0.28 | 15.8 | 1.708 | 93 | 260 | 16 | 0.04 | 2.3 | |
| 60 | 4.8 | 138.1 | 0.91 | 2.54 | 0.16 | 0.27 | 15.5 | 1.662 | 97 | 270 | 17 | 0.04 | 2.4 | |
| Page 253 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
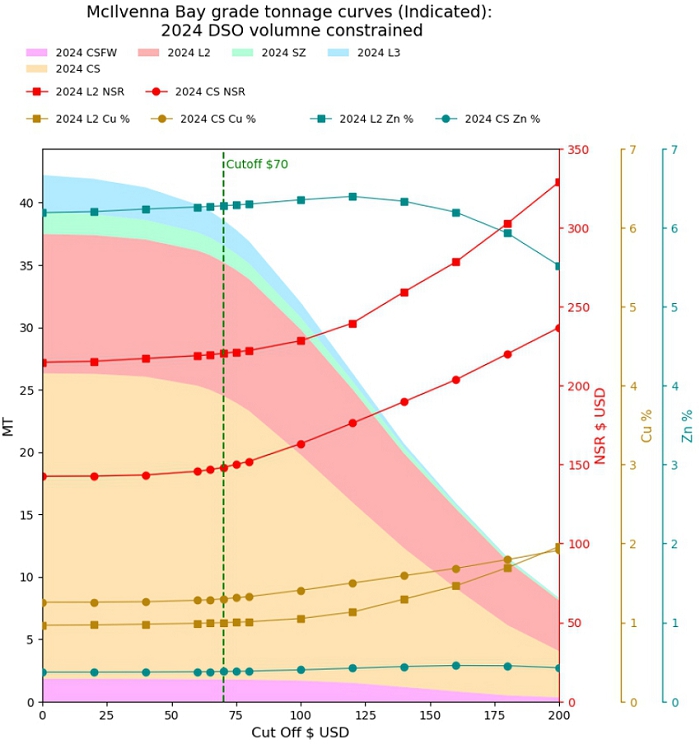
Figure 14-6: MS and CS Zones Resource Sensitivity by NSR Value
| 14.1.16 | Responsibility for McIlvenna Bay Deposit Estimation |
The updated mineral resource estimated discussed in this Technical Report has been prepared under the supervision of William J. Lewis, P.Geo., of Micon. Mr. Lewis is independent of Foran and is a Qualified Person within the meaning of NI 43-101.
| Page 254 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.1.17 | Block Model Validation |
In validating the block model and the resource estimate, the QP conducted a statistical comparison of the input 1 m composites, against output interpolated data in the block model. Table 14-10 shows the comparison of global means, by element, and Figure 14-7 to Figure 14-10 show the swath plots of Cu and Zn for the two major zones, MS and CS Zone. All comparisons show good agreement between the input data and the output estimates.
Table 14-10: McIlvenna Bay Statistical Comparison: Composites (Input) vs Blocks (Output)
| Element | 1 m Composites | Block Model | ||
| Count | Mean | Block Count | Mean | |
| Cu | 4,681 | 1.15 | 5,382,466 | 1.14 |
| Zn | 4,681 | 1.87 | 5,382,466 | 1.84 |
| Pb | 4,681 | 0.13 | 5,382,466 | 0.12 |
| Au | 4,681 | 0.39 | 5,382,466 | 0.37 |
| Ag | 4,681 | 13.54 | 5,382,466 | 13.35 |
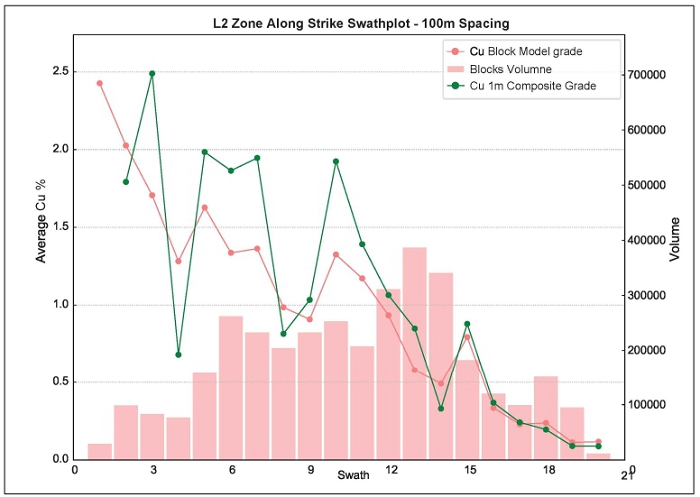
Figure 14-7: L2 Zone – Cu Swath Plot
| Page 255 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
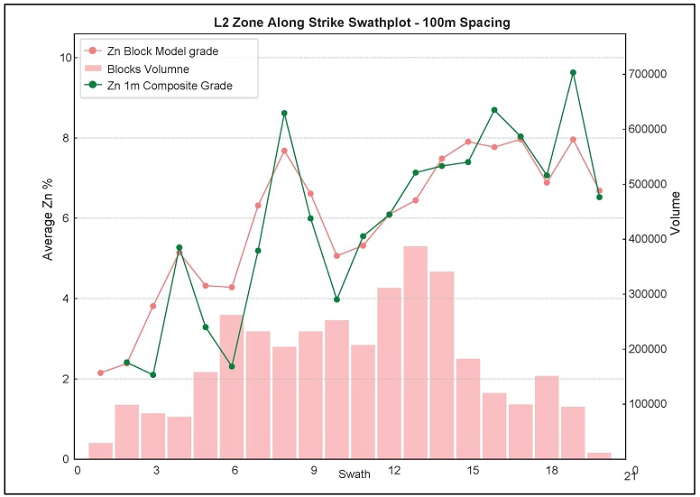
Figure 14-8: L2 Zone – Zn Swath Plot
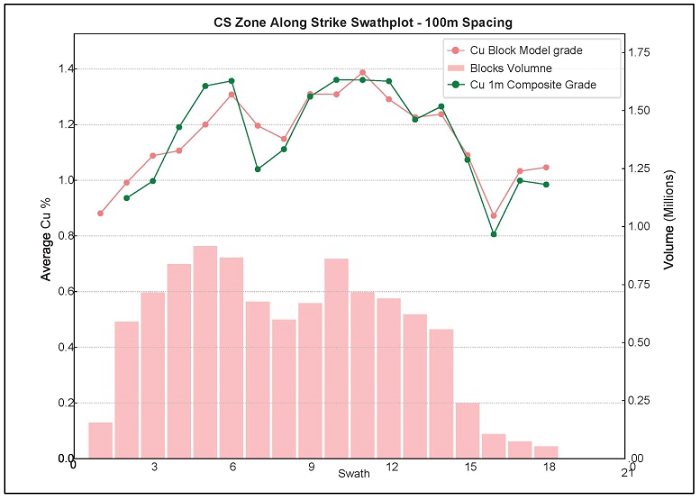
Figure 14-9: CS – Cu Swath Plot
| Page 256 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
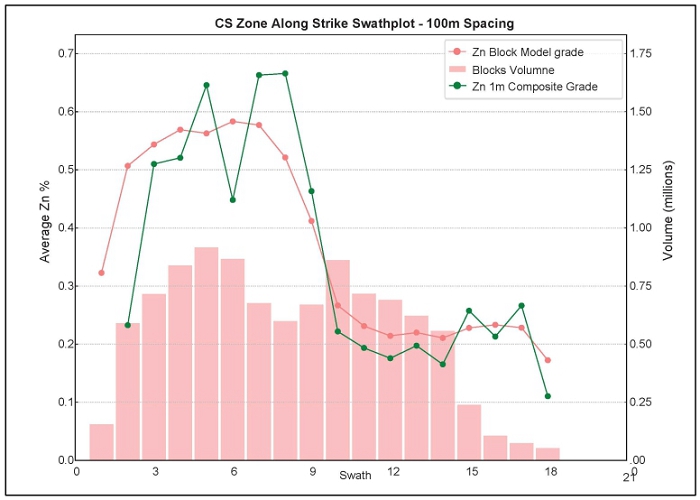
Figure 14-10: CS– Zn Swath Plot
| 14.2 | Bigstone Deposit |
| 14.2.1 | Introduction |
This section discusses the updated mineral resource estimate for Foran’s Bigstone Deposit in Saskatchewan. The updated mineral resource estimate is based upon Foran’s drilling database, which includes both the historical drilling and Foran’s drilling results of 2021. The Micon QPs have reviewed the updated mineral resource estimate for disclosure under NI 43-101 standards.
The 2021 drilling included 14 holes (5,716m) designed to test the upper areas of the Mineral Resource building on the 2015 program to improve the confidence of the known inferred mineralization, such that it could be upgraded to indicated, and also to potentially increase the mineral resources along strike to the north and south. Previous iterations of the resource model have been completed and published since 2019, with all of these previous resource estimations now superseded by the current 2024 estimate discussed in this section.
The Bigstone mineral resources have been estimated using multiple tabular interpretations defined in five mineralization zones: Copper Stockwork 1 to 3 (Cu1, Cu2, Cu3), Massive Sulphide Zinc Zn1 and Zinc Stringer Zn3. The five zones contain steep parallel, contiguous vein-type structures, disposed next to each other with similar bearings and dips. Figure 14-11 shows a plan view of the five interpreted zones defined by Foran personnel and constructed by Micon QPs. The mineral resources for the Bigstone zones have been estimated assuming an underground mining scenario. Additional Zinc Stringer lenses Zn2, Zn4, Zn5, Zn6, Zn7, Zn 8 and Copper stock workzone Cu4, have also been been previously modeled but are now considered too small and narrow and as such uneconomic mineral inventory and are not included in the mineral resource.
| Page 257 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
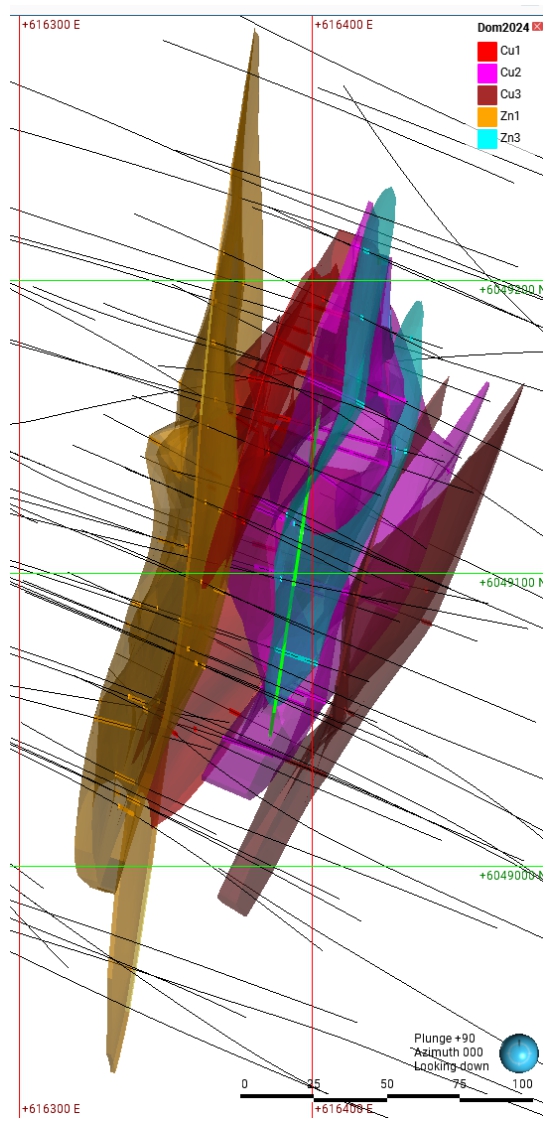
Figure 14-11: Plan View Foran Bigstone Mineralized Zones and Drill Holes
| Page 258 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |

Figure 14-12: Vertical Section (looking West) Foran Bigstone Mineralized Zones and Drill Holes
| 14.2.2 | CIM Mineral Resource Definitions and Classifications |
If a company is a reporting Canadian entity on Canadian mineral properties, all mineral resources and reserves presented in a Technical Report must follow the current CIM Definition Standards for Mineral Resources and Mineral Reserves (May 10, 2014), which includes the mineral resource definitions included in Section 14.1.2.
| Page 259 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.2.2.1 | Supporting Data |
The basis for the mineral resource estimate was a drill hole database provided by Foran. The database and underlying QA/QC data were validated by Foran personnel prior to being used in the modelling and estimation. After a further validation of the database, it was decided to exclude one drill holes3 from the resource estimate due to an inaccurate collar and survey for the historic hole. Table 14-11 summarizes the types and amount of data in the database and the portion of the data used for the mineral resource estimate.
Table 14-11: Bigstone Deposit Database
| Data Type | In Database | Used For 2024 Resource Estimate* |
| Drill Collar | 101 | 53 |
| Assay Samples | 8,891 | 1,104 |
| Core Metreage | 39,860 | 1,150** |
Notes:
*Excludes one drill holes from the Bigstone resource estimate (BS-96-211).
**Actual meters used within the resource wireframes.
| 14.2.2.2 | Topography |
The project topography was provided by Foran as a DTM in DXF format. The DTM was of sufficient quality, although, given the underground extraction assumption, it was not used for the mineral resource estimate.
| 14.2.2.3 | Wireframes |
Foran personnel and Micon QPs jointly defined, five mineralized domains, representing different areas and styles of VHMS mineralization using Leapfrog Version 2024.1
| · | Copper Zone (Cu1, Cu2, Cu3) – copper rich feeder that is located approximately 20 m stratigraphically below the Massive Sulphide Zone in a horizon of strong chlorite alteration and silicification. Mineralization dominantly consists of chalcopyrite, pyrrhotite, pyrite +/- magnetite and occurs in a combination of semi-massive, disseminated, and stringer styles. Three wireframes have been modelled to approximately 600 m below surface, extending less than 50 m to approximately 200 m along strike. |
| · | Zn1 Massive Sulphide Zone (Zn1) – a laterally extensive zinc rich massive sulphide horizon dominated by massive to semi-massive pyrrhotite and/or pyrite with abundant red sphalerite. The single wireframe comprising high grade zinc which stratigraphically overlies and overlaps the Copper Zone |
| · | Zinc Stringer Zone (Zn3) – a peripheral zinc rich, and relatively copper poor halo associated with portions of the copper zone. Mineralization is characterized by sphalerite rich stringers with lesser pyrrhotite, pyrite and/or chalcopyrite in bleached and silicified volcanic rocks. Numerous additional zinc stringers zones have been previously modeled but are too small and narrow and considered uneconomic mineral inventory and not included in the mineral resource. |
3 The excluded drill holes are MB-99-108,. Drill hole 108 was removed due to an inaccurate collar location as confirmed by Foran.
| Page 260 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Wireframes were generated based on a set of mineralized intercepts defined by Foran personnel and validated by Micon QPs. The wireframes for each of the five domains were validated against drill hole data and found to reasonably represent the mineralization and the host rock. All of the mineralization is hosted within the same lithological unit.
All diamond drill holes are properly snapped to the 3D wireframes to ensure that the volume to be estimated matches both the drilling and logging data collected on the deposit.
| 14.2.3 | Compositing and Variography |
| 14.2.3.1 | Compositing |
The selected intercepts for the Bigstone Deposit were composited into 1.0 m equal length intervals, with the composite length selected based on the most common original sample length. Table 14-12 summarizes basic statistics for the composited data.
| Page 261 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 14-12: Summary of the Basic Statistics for the 1.0 m Composites
| Zone | Data set | Element | Count | Length | Mean | SD | CoV | Var | Min | Q1 | Median | Q3 | Max |
| Cu1 | Uncapped | Cu (%) | 333 | 329.79 | 2.03 | 1.41 | 0.70 | 2.00 | 0.03 | 0.97 | 1.65 | 2.83 | 9.80 |
| Zn (%) | 333 | 329.79 | 0.19 | 0.44 | 2.38 | 0.19 | 0.01 | 0.06 | 0.09 | 0.17 | 4.99 | ||
| Pb (%) | 333 | 329.79 | 0.00 | 0.00 | 1.37 | 0.00 | 0.00 | 0.00 | 0.00 | 0.01 | 0.01 | ||
| Au (g/t) | 333 | 329.79 | 0.60 | 2.44 | 4.05 | 5.96 | 0.03 | 0.10 | 0.24 | 0.50 | 39.20 | ||
| Ag (g/t) | 333 | 329.79 | 10.81 | 13.86 | 1.28 | 192.00 | 0.50 | 4.00 | 7.00 | 13.50 | 153.50 | ||
| Capped | Cu (%) | 333 | 329.79 | 2.02 | 1.39 | 0.68 | 1.92 | 0.03 | 0.97 | 1.65 | 2.83 | 8.00 | |
| Zn (%) | 333 | 329.79 | 0.19 | 0.44 | 2.38 | 0.19 | 0.01 | 0.06 | 0.09 | 0.17 | 4.99 | ||
| Pb (%) | 333 | 329.79 | 0.00 | 0.00 | 1.37 | 0.00 | 0.00 | 0.00 | 0.00 | 0.01 | 0.01 | ||
| Au (g/t) | 333 | 329.79 | 0.50 | 1.04 | 2.08 | 1.09 | 0.03 | 0.10 | 0.24 | 0.50 | 10.00 | ||
| Ag (g/t) | 333 | 329.79 | 10.71 | 12.91 | 1.21 | 166.61 | 0.50 | 4.00 | 7.00 | 13.50 | 125.00 | ||
| Cu2 | Uncapped | Cu (%) | 547 | 548.35 | 2.21 | 1.71 | 0.78 | 2.93 | 0.03 | 0.95 | 1.72 | 3.03 | 9.45 |
| Zn (%) | 547 | 548.35 | 0.15 | 0.32 | 2.13 | 0.10 | 0.01 | 0.07 | 0.10 | 0.16 | 5.91 | ||
| Pb (%) | 547 | 548.35 | 0.00 | 0.00 | 1.33 | 0.00 | 0.00 | 0.00 | 0.00 | 0.01 | 0.05 | ||
| Au (g/t) | 547 | 548.35 | 0.25 | 0.40 | 1.56 | 0.16 | 0.00 | 0.05 | 0.13 | 0.28 | 3.55 | ||
| Ag (g/t) | 547 | 548.35 | 11.15 | 8.63 | 0.77 | 74.47 | 0.20 | 5.28 | 8.90 | 14.50 | 51.50 | ||
| Capped | Cu (%) | 547 | 548.35 | 2.20 | 1.69 | 0.77 | 2.85 | 0.03 | 0.95 | 1.72 | 3.03 | 8.00 | |
| Zn (%) | 547 | 548.35 | 0.15 | 0.32 | 2.13 | 0.10 | 0.01 | 0.07 | 0.10 | 0.16 | 5.91 | ||
| Pb (%) | 547 | 548.35 | 0.00 | 0.00 | 1.33 | 0.00 | 0.00 | 0.00 | 0.00 | 0.01 | 0.05 | ||
| Au (g/t) | 547 | 548.35 | 0.25 | 0.40 | 1.56 | 0.16 | 0.00 | 0.05 | 0.13 | 0.28 | 3.55 | ||
| Ag (g/t) | 547 | 548.35 | 11.15 | 8.63 | 0.77 | 74.47 | 0.20 | 5.28 | 8.90 | 14.50 | 51.50 | ||
| Cu3 | Uncapped | Cu (%) | 43 | 42.55 | 1.05 | 0.76 | 0.72 | 0.57 | 0.01 | 0.51 | 0.84 | 1.46 | 2.86 |
| Zn (%) | 43 | 42.55 | 0.09 | 0.09 | 1.03 | 0.01 | 0.01 | 0.03 | 0.05 | 0.10 | 0.37 | ||
| Pb (%) | 43 | 42.55 | 0.00 | 0.00 | 2.08 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.01 | ||
| Au (g/t) | 43 | 42.55 | 0.13 | 0.09 | 0.69 | 0.01 | 0.00 | 0.05 | 0.12 | 0.15 | 0.40 | ||
| Ag (g/t) | 43 | 42.55 | 6.43 | 4.48 | 0.70 | 20.04 | 0.50 | 2.92 | 5.61 | 8.57 | 17.56 |
| Page 262 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Zone | Data set | Element | Count | Length | Mean | SD | CoV | Var | Min | Q1 | Median | Q3 | Max |
| Capped | Cu (%) | 43 | 42.55 | 1.05 | 0.76 | 0.72 | 0.57 | 0.01 | 0.51 | 0.84 | 1.46 | 2.86 | |
| Zn (%) | 43 | 42.55 | 0.09 | 0.09 | 1.03 | 0.01 | 0.01 | 0.03 | 0.05 | 0.10 | 0.37 | ||
| Pb (%) | 43 | 42.55 | 0.00 | 0.00 | 2.08 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.01 | ||
| Au (g/t) | 43 | 42.55 | 0.13 | 0.09 | 0.69 | 0.01 | 0.00 | 0.05 | 0.12 | 0.15 | 0.40 | ||
| Ag (g/t) | 43 | 42.55 | 6.43 | 4.48 | 0.70 | 20.04 | 0.50 | 2.92 | 5.61 | 8.57 | 17.56 | ||
| Zn1 | Uncapped | Cu (%) | 181 | 176.85 | 0.22 | 0.22 | 0.98 | 0.05 | 0.01 | 0.08 | 0.15 | 0.29 | 1.12 |
| Zn (%) | 181 | 176.85 | 8.85 | 11.95 | 1.35 | 142.92 | 0.04 | 1.73 | 4.34 | 11.77 | 64.60 | ||
| Pb (%) | 181 | 176.85 | 0.04 | 0.20 | 4.86 | 0.04 | 0.00 | 0.00 | 0.00 | 0.01 | 1.72 | ||
| Au (g/t) | 181 | 176.85 | 0.27 | 0.59 | 2.22 | 0.35 | 0.01 | 0.05 | 0.12 | 0.26 | 6.90 | ||
| Ag (g/t) | 181 | 176.85 | 17.06 | 33.41 | 1.96 | 1116.33 | 0.12 | 2.51 | 5.00 | 16.01 | 225.75 | ||
| Capped | Cu (%) | 181 | 176.85 | 0.22 | 0.22 | 0.98 | 0.05 | 0.01 | 0.08 | 0.15 | 0.29 | 1.12 | |
| Zn (%) | 181 | 176.85 | 7.87 | 8.57 | 1.09 | 73.37 | 0.04 | 1.73 | 4.34 | 11.77 | 30.00 | ||
| Pb (%) | 181 | 176.85 | 0.04 | 0.20 | 4.86 | 0.04 | 0.00 | 0.00 | 0.00 | 0.01 | 1.72 | ||
| Au (g/t) | 181 | 176.85 | 0.26 | 0.48 | 1.86 | 0.23 | 0.01 | 0.05 | 0.12 | 0.26 | 5.00 | ||
| Ag (g/t) | 181 | 176.85 | 16.74 | 31.49 | 1.88 | 991.87 | 0.12 | 2.51 | 5.00 | 16.01 | 200.00 | ||
| Zn3 | Uncapped | Cu (%) | 53 | 52.75 | 0.74 | 0.93 | 1.26 | 0.86 | 0.01 | 0.06 | 0.25 | 1.02 | 4.07 |
| Zn (%) | 53 | 52.75 | 7.60 | 6.98 | 0.92 | 48.69 | 0.25 | 2.26 | 5.77 | 11.74 | 35.18 | ||
| Pb (%) | 53 | 52.75 | 0.00 | 0.00 | 0.71 | 0.00 | 0.00 | 0.00 | 0.01 | 0.01 | 0.01 | ||
| Au (g/t) | 53 | 52.75 | 0.21 | 0.33 | 1.55 | 0.11 | 0.00 | 0.05 | 0.08 | 0.20 | 1.78 | ||
| Ag (g/t) | 53 | 52.75 | 8.11 | 10.72 | 1.32 | 114.81 | 0.27 | 1.00 | 2.97 | 11.84 | 51.29 | ||
| Capped | Cu (%) | 53 | 52.75 | 0.74 | 0.93 | 1.26 | 0.86 | 0.01 | 0.06 | 0.25 | 1.02 | 4.07 | |
| Zn (%) | 53 | 52.75 | 7.49 | 6.55 | 0.87 | 42.87 | 0.25 | 2.26 | 5.77 | 11.74 | 30.00 | ||
| Pb (%) | 53 | 52.75 | 0.00 | 0.00 | 0.71 | 0.00 | 0.00 | 0.00 | 0.01 | 0.01 | 0.01 | ||
| Au (g/t) | 53 | 52.75 | 0.21 | 0.33 | 1.55 | 0.11 | 0.00 | 0.05 | 0.08 | 0.20 | 1.78 | ||
| Ag (g/t) | 235 | 230.00 | 13.96 | 11.32 | 0.81 | 128.19 | 0.40 | 6.85 | 11.27 | 17.10 | 60.00 |
| Page 263 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.2.3.2 | Variography |
Variography is the analysis of the spatial continuity of grade for the commodity of interest. In the case of the Bigstone Deposit, the analysis was done on each individual zone using down-the-hole variograms and 3D variographic analysis in order to define the directions of maximum continuity of grade and, therefore, the best parameters to interpolate the grades of each of the five zones.
Variography must be performed on regular coherent shapes with geological continuity support. First, down-the-hole variograms were constructed for each vein, to establish the nugget effect to be used in the modelling of the 3D variograms. Figure 14-13, Source: Micon 2021.
Figure 14-14, and Source: Micon 2021.
Figure 14-15 show the major direction variograms for the Cu1, Cu2 and Zn1 as an example.
| Page 264 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
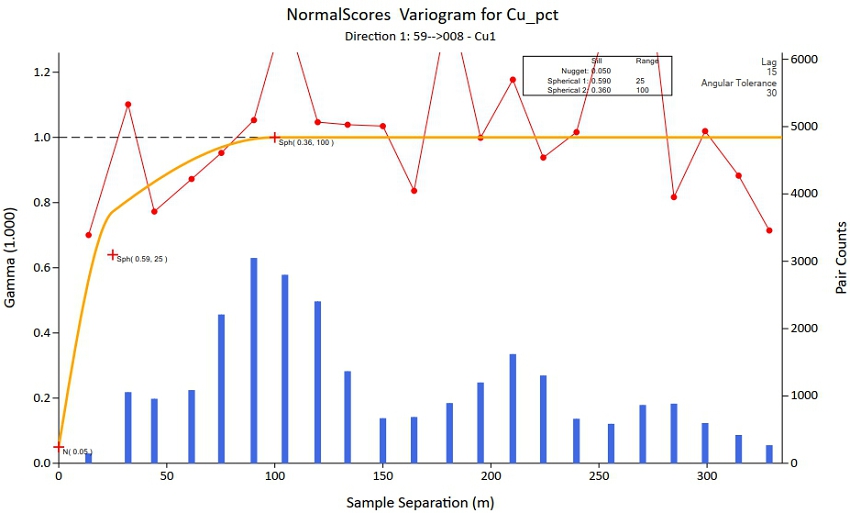
Source: Micon 2021
Figure 14-13: Cu1 Zone – 3D Variogram Major direction for Copper
| Page 265 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
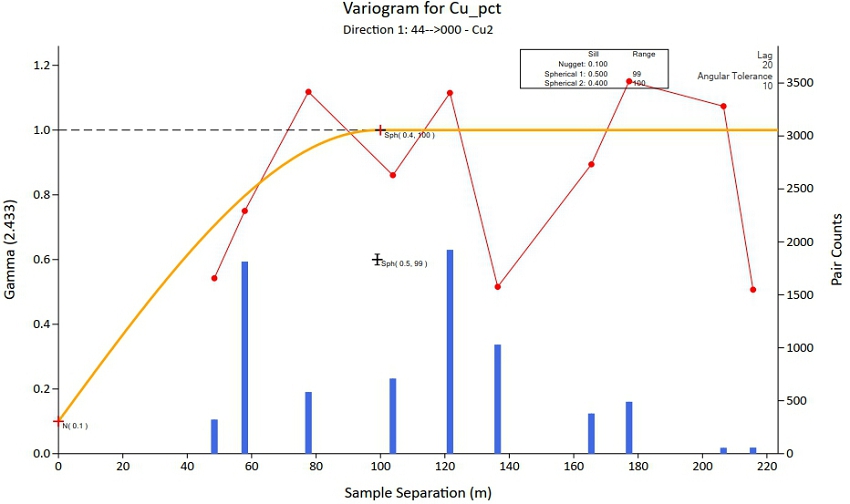
Source: Micon 2021.
Figure 14-14: Cu2 Zone – 3D Variogram Major direction for Copper
| Page 266 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
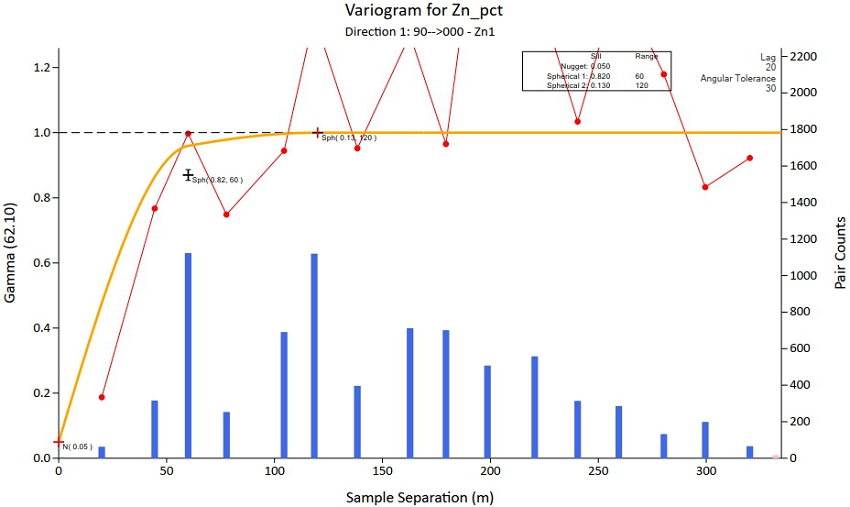
Source: Micon 2021.
Figure 14-15: 3D Variogram Major direction for Zinc
| Page 267 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Good variogram models for the Cu1, Cu2 and Zn1 Zones were sufficiently reliable to support the use of the Ordinary Kriging interpolation method for these zones. Major variogram ranges between 100 m and 120 m were modelled, with minor ranges were in the range of 30 to 40 m for copper and zinc, respectively. The variography results were used to support the search ranges and anisotropy directions.
For the Cu3 and Zn3 zones there were insufficient pairs to support varoigraphy analysis with ordinary kriging, instead inverse distance squared estimation was used with search distances of 100 m and 50 m in the major and minor directions.
| 14.2.3.3 | Continuity and Trends |
The Bigstone zones exhibit fairly stable strike and dip directions, with very mild variations. Continuity of the zones supported by geology but also by mineralization, with the regular drill hole intercepts giving sufficient confidence to the continuity of grade, both along strike and down dip. The general deposit bearings and dips are 20º strike direction and -80º dip toward the west.
| 14.2.4 | Grade Capping |
All outlier assay values for copper, zinc, lead, gold, and silver were analyzed individually by zone, using log probability plots and histograms. Outlier assays based on the data grouped by zone were capped.
Table 14-13: Selected Capping Grades on 1 m Composites
| Zone | Element | Max. Grade | Capping Grade | Capped Composites | Total Composites |
| Cu1 | Cu (%) | 9.80 | 8.00 | 2 | 333 |
| Zn (%) | 4.99 | 333 | |||
| Pb (%) | 0.01 | 333 | |||
| Au (g/t) | 39.20 | 10.00 | 1 | 333 | |
| Ag (g/t) | 153.50 | 125.00 | 1 | 333 | |
| Cu2 | Cu (%) | 9.45 | 8.00 | 3 | 547 |
| Zn (%) | 5.91 | 547 | |||
| Pb (%) | 0.05 | 547 | |||
| Au (g/t) | 3.55 | 547 | |||
| Ag (g/t) | 51.50 | 547 | |||
| Cu3 | Cu (%) | 2.86 | 43 | ||
| Zn (%) | 0.37 | 43 | |||
| Pb (%) | 0.01 | 43 | |||
| Au (g/t) | 0.40 | 43 | |||
| Ag (g/t) | 17.56 | 43 |
| Page 268 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Zone | Element | Max. Grade | Capping Grade | Capped Composites | Total Composites |
| Zn1 | Cu (%) | 1.12 | 181 | ||
| Zn (%) | 64.60 | 30.00 | 8 | 181 | |
| Pb (%) | 1.72 | 181 | |||
| Au (g/t) | 6.90 | 5.00 | 1 | 181 | |
| Ag (g/t) | 225.75 | 200.00 | 3 | 181 | |
| Zn3 | Cu (%) | 4.07 | 53 | ||
| Zn (%) | 35.18 | 30.00 | 1 | 53 | |
| Pb (%) | 0.01 | 53 | |||
| Au (g/t) | 1.78 | 53 | |||
| Ag (g/t) | 51.29 | 53 |
| 14.2.5 | Rock Density |
A total of 2,864 density measurements are in the mineral resource Domains Cu1, Cu2, Cu3, Zn1 & Zn3 with a total length of 411.4 m and an average of 3.12 g/cm3. The density measurements are from buoyancy measurements on core from Foran’s 2015 and 2021 drilling programs with 6 and 7 drill holes sampled respectively and also historic core from hole BS-58w6. 1 m length composites were calculated and density was interpolated with inverse distance squared for the indicated areas for Cu1, Cu2 and Zn1 zones, and assigned for Cu3 and Zn3 as well as the inferred areas for Cu1, Cu2 and Zn1. For the massive sulfide Zn1 inferred areas, the same regression formula based on Cu+Zn was used as the previous resource: 0.0286 * (Cu pct + Zn pct) + 3.049. Table 14-4 summarizes the density measurement database for the Bigstone Deposit.
Table 14-14: Summary of the 1m Density composites by Zone
| Deposit Name | Count | Length (m) | Density Value (g/cm3) | Assigned Density (Inferred) |
| Global (Entire Deposit) | 660 | 658.80 | 3.17 | |
| Cu1 | 127 | 125.80 | 3.2 | 3.1 |
| Cu2 | 216 | 216.5 | 3.12 | 3.1 |
| Cu3 | 2 | 2.1 | 2.97 | 3.1 (all inferred) |
| Zn1 | 37 | 36.6 | 3.49 | 0.0286 * (Cu pct + Zn pct) + 3.049 |
| Zn3 | 33 | 32.6 | 3.12 | 3.2 (all inferred) |
| Outside (Waste Rock) | 245 | 245 | 3.15 | 2.85 |
| Page 269 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.2.6 | Mineral Resource Estimate |
The commodities of economic interest at the Bigstone Deposit are primarily copper and zinc, with secondary recoveries of gold and silver. The estimation of the deposit tonnage and grade was performed using Leapfrog Geo/EDGE software.
| 14.2.7 | Block Model |
A block model was constructed to represent the grades and densities within the five zones. A summary of the block model parameters is provided in Table 14-5.
Table 14-15: Block Model Information Summary
| Description | Values Used |
| Model Dimension X (m) | 160 |
| Model Dimension Y (m) | 400 |
| Model Dimension Z (m) | 660 |
| Origin* X (Easting) | 616,260 |
| Origin* Y (Northing) | 6,048,920 |
| Origin* Z (Upper Elev.) | 320 |
| Clockwise Rotation (º) | 15 |
| Parent Block Size X (m) - Along Strike | 5.0 |
| Parent Block Size Y (m) - Across Strike | 5.0 |
| Parent Block Size Z (m) - Down Dip | 5.0 |
| Child Block Size X (m) - Along Strike | 0.5 |
| Child Block Size Y (m) - Across Strike | 0.5 |
| Child Block Size Z (m) - Down Dip | 0.5 |
Note: Origin is the centroid of the block
The drill hole intercepts used to model the wireframes were flagged into the mineral envelope to which they belonged. Each zone was interpolated using only the composites within that zone.
| 14.2.7.1 | Search Strategy and Interpolation |
A set of parameters were derived from variographic analysis to interpolate the composite grades into the blocks. A summary of the Bigstone Deposit OK interpolation and Inverse distance parameters is provided in Table 14-6. All elements Cu, Zn, Pb, Au, Ag are estimated with the same interpolation parameters. SG is estimated with inverse distance in pass 1 for zones Cu1, Cu2 and Zn1 and assigned for Pass 2 and also assigned for Zones Cu3 and Zn3 – all inferred.
| Page 270 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 14-16: Ordinary Kriging Interpolation Parameter Summary
| Zone | Estimation | Pass | Orientation | Search Parameters | |||||||
| Dip
(°) |
Dip
Az (°) |
Pitch (°) |
Range Major Axis (m) |
Range Semi-Major Axis (m) |
Range Minor Axis (m) |
Minimum Samples |
Maximum Samples |
Maximum Samples per Hole | |||
| Cu1 | OK | 1 | Dynamic Anisotropy | 100 | 30 | 30 | 9 | 18 | 5 | ||
| OK | 2 | Dynamic Anisotropy | 200 | 60 | 60 | 2 | 12 | 5 | |||
| Cu2 | OK | 1 | Dynamic Anisotropy | 100 | 30 | 30 | 9 | 18 | 5 | ||
| OK | 2 | Dynamic Anisotropy | 200 | 60 | 60 | 2 | 12 | 5 | |||
| Cu3 | ID2 | 1 | Dynamic Anisotropy | 100 | 50 | 50 | 9 | 18 | 5 | ||
| ID2 | 2 | Dynamic Anisotropy | 200 | 100 | 100 | 1 | 12 | 5 | |||
| Zn1 | OK | 1 | Dynamic Anisotropy | 120 | 50 | 40 | 9 | 18 | 5 | ||
| OK | 2 | Dynamic Anisotropy | 240 | 100 | 80 | 2 | 12 | 5 | |||
| Zn3 | ID2 | 2 | Dynamic Anisotropy | 200 | 100 | 100 | 1 | 12 | 5 | ||
| Waste | OK | 1 | 80 | 105 | 120 | 180 | 60 | 60 | 9 | 18 | 5 |
| OK | 2 | 80 | 105 | 120 | 360 | 120 | 120 | 2 | 12 | 5 | |
| Page 271 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.2.8 | Prospects for Economic Extraction |
The CIM Standards require that a mineral resource must have reasonable prospects for eventual economic extraction. The mineral resource discussed herein has been constrained by reasonable mining shapes, using economic assumptions appropriate for an underground mining scenario. The potential mining shapes are conceptual in nature, not stope designs, and are based on constraining volumes generated using the Deswick Stope Optimizer with a $70 cutoff value and 3 m minimum true width.
The metal prices and operating costs from the nearby in Construction McIlvenna Bay deposit were provided by Foran and accepted by the Micon QP are considered appropriate to be used as the economic parameters for the mineral resource estimate.
Table 14-7 summarizes the underground economic assumptions upon which the resource estimate for the Bigstone Deposit.
Table 14-17: Summary of Economic Assumptions for the Mineral Resource Estimate
| Description | Units | Value Used | Notes/Details |
| Metal Prices | |||
| Copper Price | US$/lb | $4.20 | Long-term Consensus |
| Zinc Price | US$/lb | $1.20 | Long-term Consensus |
| Gold Price | US$/oz | $2,169 | Long-term Consensus |
| Silver Price | US$/oz | $27.61 | Long-term Consensus |
| Operating Costs | |||
| Mining | US$/t | $44.47 | |
| Processing | US$/t | $19.53 | |
| G&A | US$/t | $7.28 | |
| Marketing and Smelting Charges for Cu Concentrate | |||
| Concentrate Moisture | % | 8.0 | |
| Payables: | |||
| Cu | % | 96.65 | |
| Minimum deduction (units) | % | 0.0 | No minimum deduction |
| Au in Cu Con | % | 98.0 | |
| Ag in Cu Con | % | 90.0 | |
| Toll Charge | US$/t | $30 | |
| Refining Charges: | |||
| Cu | US$/lb | $0.03 | |
| Au | US$/oz | $5.00 | |
| Ag | US$/oz | $0.45 | |
| Penalty for Impurities | $0.00 | No appreciable impurities - zero penalty | |
| Transportation Cost | US$/t | $159.40 | |
| Page 272 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Description | Units | Value Used | Notes/Details |
| Marketing and Smelting Charges for Zn Concentrate | |||
| Concentrate Moisture | % | 9.0 | |
| Zinc Payable | % | 85.0 | |
| Toll Charge | US$/t | $120.00 | |
| Penalty for Impurities | $0.00 | ||
| Transportation Cost | US$/t | $133.98 | |
The economic parameters in Table 14-7 provided the foundation from which to develop NSR values for each block in the model.
| 14.2.9 | NSR Calculation |
Using all the parameters shown in Figure 14-16, Micon QPs proceeded to calculate the NSR values for each block in the model. Figure 14-17 shows the blocks by NSR value for the Cu1, Cu2 and Zn1 zones.
| Page 273 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
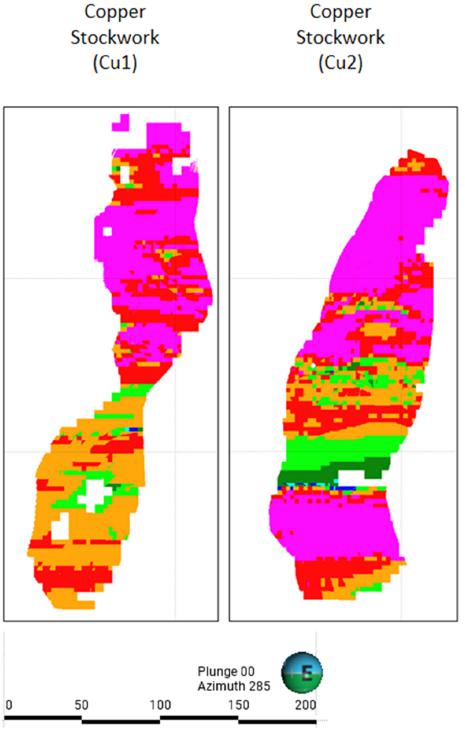
Figure 14-16: Copper Stockwork Cu(left) & Cu2(right) zones with NSR block values
| Page 274 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
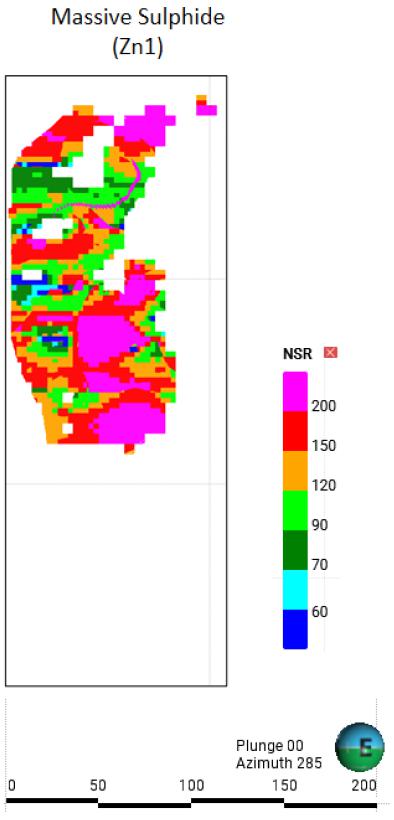
Figure 14-17: Massive Sulphode Zn1 zone with NSR block values
| Page 275 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.2.10 | Mineral Resource Classification |
The Micon QP has classified the mineral resources at the Bigstone Deposit in the indicated and inferred categories. No measured resource is declared at this time. The Cu3, and Zn3 zones are entirely classified as inferred resources.
The Micon QP categorized indicated resource as those blocks in Cu1, Cu2 and Zn1 estimated in the first pass and also within 30 m of recent Foran 2015 and 2021 drilling. The results were then smoothed out to remove isolated small blocks and produce coherent shapes of reasonable volume, eliminating the spotted dog effect. All other blocks were classified in the inferred category. Figure 14-18 shows the resource classification for the Cu1, Cu2 and Zn1 zones.
| Page 276 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
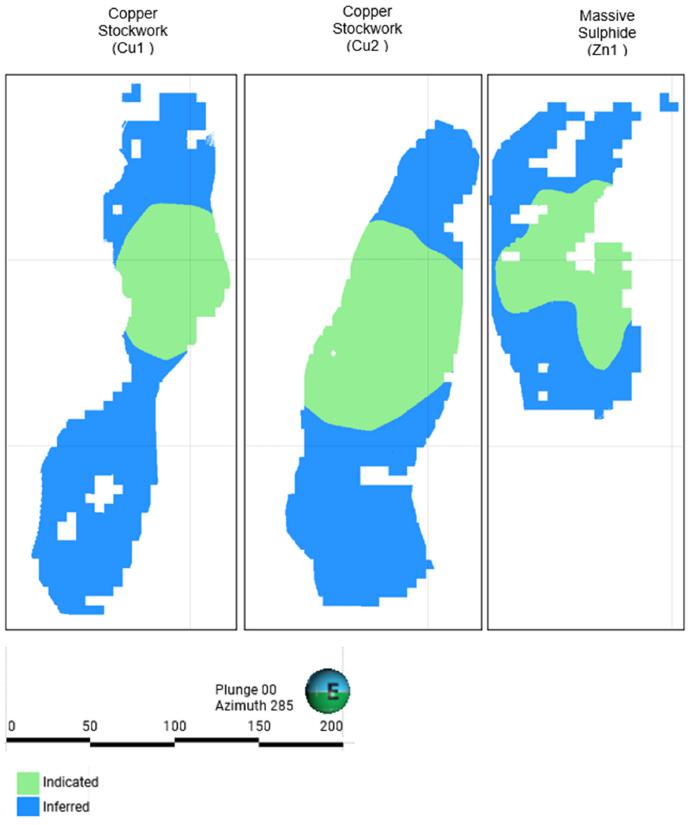
Figure 14-18: Cu1, Cu2 and Zn Zone Resource Blocks by NSR Value
| Page 277 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.2.11 | Mineral Resource Estimate |
The updated Bigstone mineral resource estimate discussed herein is summarized in Table 14-8. The effective date of this mineral resource is November 16, 2024, and the resource is reported within DSO constraining volumes generated with NSR cut-off of US $70/t and a minimum of 3 m true width.
| Page 278 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 14-18: Mineral Resources for the Bigstone Deposit, Reported at a DSO constraining volume NSR of US$ 70/t
| Category | Zone | Mass (Mt) |
NSR (US$/t) |
Average Grades | Contained Metal | ||||||||||
| Cu (%) |
Zn (%) |
Pb (%) |
Au (g/t) |
Ag (g/t) |
CuEq (%) |
SG (g/cm) |
Cu (Mlb) |
Zn (Mlb) |
Pb (Mlb) |
Au (Koz) |
Ag (Koz) | ||||
| Indicated | Cu1 | 0.612 | 223.74 | 2.04 | 0.14 | 0.00 | 0.46 | 9.65 | 2.69 | 3.12 | 28 | 2 | 0 | 9 | 190 |
| Cu2 | 1.518 | 201.06 | 1.98 | 0.13 | 0.00 | 0.20 | 9.25 | 2.42 | 3.13 | 66 | 4 | 0 | 10 | 452 | |
| Zn1 | 0.226 | 175.90 | 0.25 | 8.95 | 0.06 | 0.39 | 24.52 | 2.12 | 3.43 | 1 | 45 | 0 | 3 | 178 | |
| Total | 2.357 | 204.54 | 1.83 | 0.98 | 0.01 | 0.28 | 10.82 | 2.46 | 3.16 | 95 | 51 | 0 | 22 | 820 | |
| Inferred | Cu1 | 0.340 | 166.70 | 1.35 | 0.15 | 0.00 | 0.57 | 11.43 | 2.01 | 3.10 | 10 | 1 | 0 | 6 | 125 |
| Cu2 | 0.943 | 206.18 | 1.98 | 0.28 | 0.00 | 0.23 | 11.25 | 2.48 | 3.10 | 41 | 6 | 0 | 7 | 341 | |
| Cu3 | 0.327 | 191.25 | 1.21 | 0.09 | 0.00 | 1.21 | 8.40 | 2.30 | 3.10 | 9 | 1 | 0 | 13 | 88 | |
| Zn1 | 0.281 | 162.81 | 0.28 | 8.13 | 0.01 | 0.25 | 17.12 | 1.96 | 3.29 | 2 | 50 | 0 | 2 | 155 | |
| Zn3 | 0.081 | 182.27 | 0.55 | 7.65 | 0.00 | 0.20 | 6.34 | 2.19 | 3.20 | 1 | 14 | 0 | 1 | 16 | |
| Total | 1.972 | 189.73 | 1.44 | 1.65 | 0.00 | 0.45 | 11.45 | 2.28 | 3.13 | 63 | 72 | 0 | 29 | 726 | |
Notes:
| · | Effective date November 16, 2024; CIM definitions were followed for Mineral Resources; CuEq = copper equivalent; NSR = Net Smelter Return. | |
| · | The mineral resource is estimated based on 53 diamond drill holes and a DSO constraining volumes NSR cut-off of US$70/t. NSR grades values derived, and high-grade caps were applied as per the discussion in Estimation Methodology and Parameters and include provisions for metallurgical recovery and estimates of current shipping terms and smelter rates for similar concentrates. Metal prices used are US$4.83/lb. Cu, US$1.37/lb. Zn, US$2,336/oz. Au, and US$29.72/oz. Ag. Lead contributes no value. | |
| · | Rock density was interpolated for each block based on measurements taken from core specimen in the Indicated category and assigned based on average density for the Inferred category, with the inferred category Zn1 calculated using the regression formula: 0.0286 * (Cu pct + Zn pct) + 3.049. | |
| · | Mineral resources which are not mineral reserves do not have demonstrated economic viability. | |
| · | CuEq values were calculated from the NSR values for each zone, using both concentrate and recovery curves that were developed during Pre-Feasibility level metallurgical studies. | |
| · | The block model grades were estimated using the Ordinary Kriging interpolation method, with search parameters derived from geostatistical analysis performed within the mineralization wireframes. Variogram ranges are from up to 100 to 120 m in the major axis and 30-50 in the minor axis..Inferred zones Cu3 and Zn3 were estimated using inverse distance. | |
| · | Micon QPs have not identified any legal, political, environmental, or other factors that could materially affect the potential development of the mineral resource estimate. |
| Page 279 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.2.12 | Sensitivity Analysis |
As part of its update of Foran’s 2021 mineral resource estimate, The Micon QP examined the sensitivity of the mineral resource to a higher and lower DSO Constraining volumes NSR cut-offs. Table 14-9 summarizes the NSR sensitivity at US$90/t, US$80t and US$60/t, with the base case at US$70/t. Figure 14-19 is a sensitivity graph which demonstrates the variation in tonnage and grade for the resource at different NSR cut-offs for the Copper and Zinc zones combined zones. The QP has reviewed the NSR cut-offs used in the sensitivity analysis and it is the QP’s opinion that they meet the test of reasonable prospects of economic extraction.
| Page 280 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 14-19: Summary of the NSR Sensitivities at US$90/t, US$80/t, US$60/t with Base Case at US$70/t
| Category | NSR
Cut- off (US$/t) |
Mass (Mt) |
NSR (US$/t) |
Average Grades | Contained Metal | |||||||||
| Cu (%) |
Zn (%) |
Pb (%) |
Au (g/t) |
Ag (g/t) |
CuEq (%) |
Cu (Mlb) |
Zn (Mlb) |
Pb (Mlb) | Au (Koz) |
Ag (Koz) | ||||
| Indicated | 90 | 2.301 | 207 | 1.86 | 0.94 | 0.01 | 0.29 | 10.83 | 2.49 | 94 | 48 | 0 | 21 | 801 |
| 80 | 2.333 | 205 | 1.84 | 0.96 | 0.01 | 0.28 | 10.83 | 2.47 | 95 | 50 | 0 | 21 | 812 | |
| 70 | 2.357 | 205 | 1.83 | 0.98 | 0.01 | 0.28 | 10.82 | 2.46 | 95 | 51 | 0 | 22 | 820 | |
| 60 | 2.377 | 204 | 1.82 | 1.00 | 0.01 | 0.28 | 10.82 | 2.45 | 95 | 52 | 0 | 22 | 827 | |
| Inferred | 90 | 1.712 | 202 | 1.54 | 1.69 | 0.00 | 0.48 | 11.97 | 2.43 | 58 | 64 | 0 | 26 | 659 |
| 80 | 1.851 | 195 | 1.49 | 1.66 | 0.00 | 0.46 | 11.68 | 2.35 | 61 | 68 | 0 | 28 | 695 | |
| 70 | 1.972 | 190 | 1.44 | 1.65 | 0.00 | 0.45 | 11.45 | 2.28 | 63 | 72 | 0 | 29 | 726 | |
| 60 | 2.041 | 187 | 1.42 | 1.67 | 0.00 | 0.45 | 11.33 | 2.25 | 64 | 75 | 0 | 29 | 743 | |
| Page 281 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
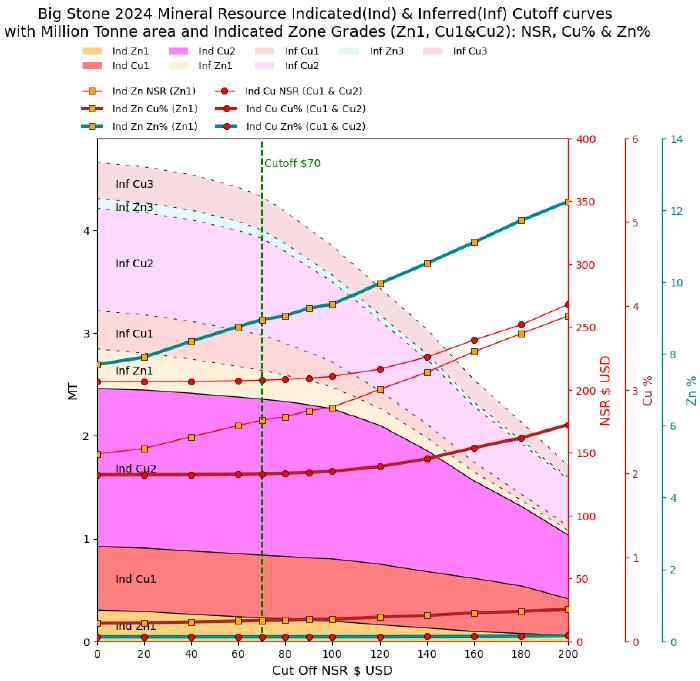
Figure 14-19: Copper and Zinc Zones Resource Blocks by NSR Value
| 14.2.13 | Change from Previous Estimate |
The inclusion of the 2021 drilling has added confidence to the indicated areas with some additional conversion of inferred to indicated and small expansion of the Cu2 Zone. A waterfall chart in Figure 14-20 shows the changes from the previous estimate.
| Page 282 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
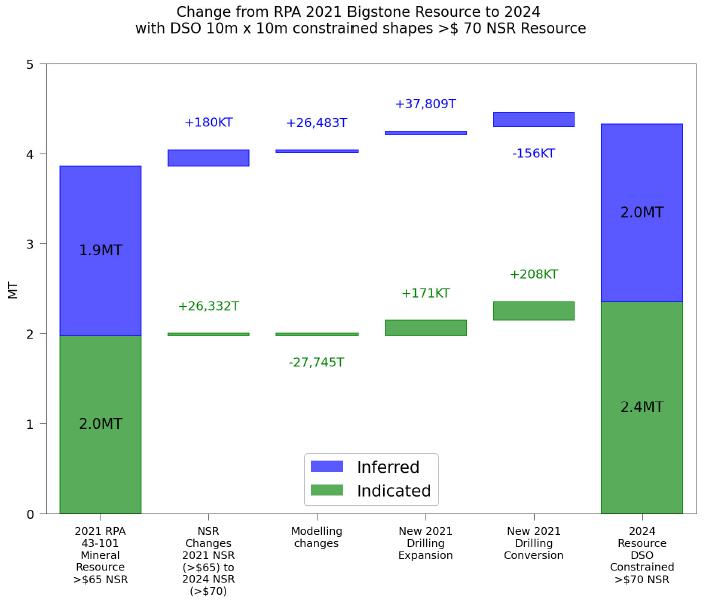
Figure 14-20: Waterfall Chart Changes from Previous Bigstone Estimate
| 14.2.14 | Responsibility for the Bigstone Deposit Estimation |
The updated Bigstone mineral resource estimated discussed in this Technical Report has been prepared under the supervision of William J. Lewis, P.Geo., of Micon. Mr. Lewis is independent of Foran and is a Qualified Person within the meaning of NI 43-101.
| 14.2.15 | Block Model Validation |
In validating the block model and the resource estimate, Micon’s QPs conducted a statistical comparison of the input 1 m composites, against output interpolated data in the block model. Table 14-10 shows the comparison of global means, by element, and Figure 14-21 to Figure 14-23 show the swath plots of Cu and Zn for the three major zones, Cu1, Cu2 and Zn1. All comparisons show good agreement between the input data and the output estimates.
| Page 283 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 14-20: Bigstone Statistical Comparison: Composites (Input) vs Blocks (Output)
| Element | 1 m Composites | Block Model | ||
| Count | Mean | Block Count | Mean | |
| Cu | 1,157 | 1.74 | 6,416,000 | 1.65 |
| Zn | 1,157 | 1.84 | 6,416,000 | 1.28 |
| Pb | 1,157 | 0.01 | 6,416,000 | 0.01 |
| Au | 1,157 | 0.35 | 6,416,000 | 0.36 |
| Ag | 1,157 | 11.65 | 6,416,000 | 11.11 |
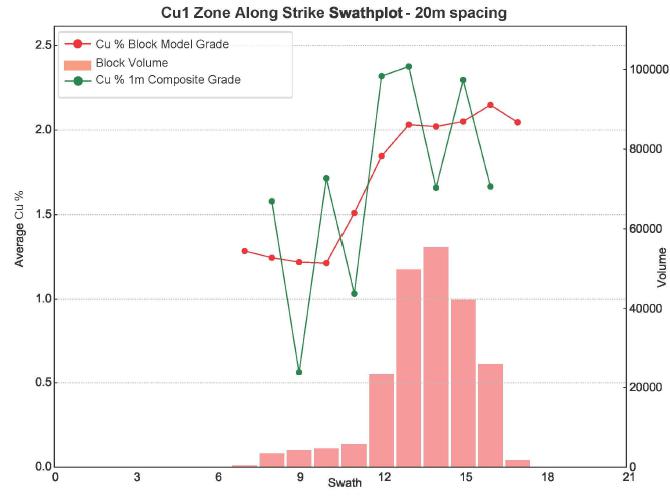
Figure 14-21: Cu1 Zone – Cu Swath Plot
| Page 284 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
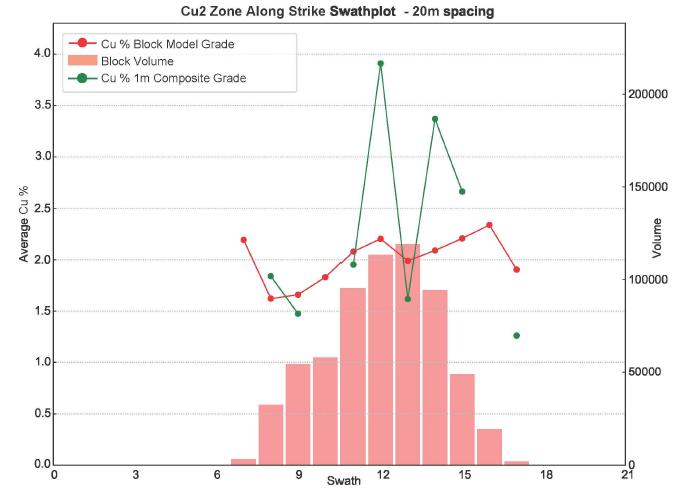
Figure 14-22: Cu2 Zone – Cu Swath Plot
| Page 285 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
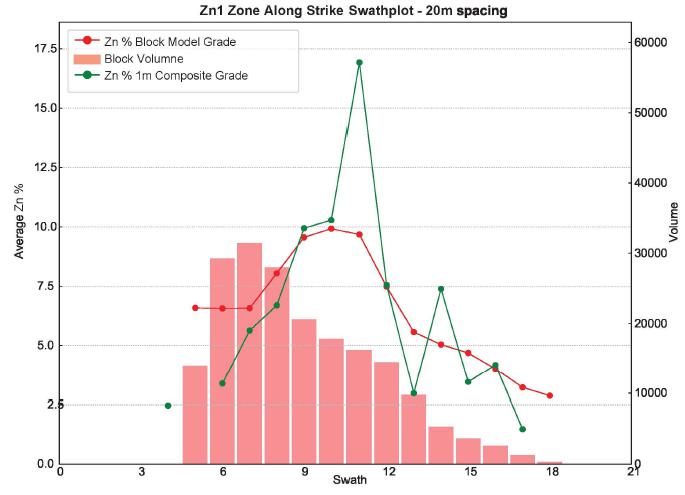
Figure 14-23: Zn1 Zone – Zn Swath Plot
| 14.3 | Tesla Zone |
This section discusses an initial Exploration Target tonnage and grade range for the Tesla Zone (Tesla), which lies adjacent to and approximately 300 metres north of the McIlvenna Bay Deposit and is linked by the recently discovered Bridge Zone. The Exploration Target outlines the potential scale of the current drill-defined zone. Although Tesla has not yet been drilled to a sufficient density to support a mineral resource estimate, the close proximity of Tesla to the McIlvenna Bay deposit, coupled with the tenor of the results and the size of the footprint of mineralization defined by drilling to date, indicate that Tesla is quickly evolving into an important discovery with upside potential for McIlvenna Bay.
The continuity of the geology and the interpreted volumes of mineralization across the Tesla Zone are well established through multiple datasets, and additional drilling continues to demonstrate the expansion potential of Tesla through the intersection of multiple lenses of mineralization along the periphery of the current footprint. The stratigraphy through the Tesla area is consistent across all the drill holes, based on both drill core logging and over 30,000 m of TruScanTM edXRF core scanning data that verify a geochemical link between the geological units. The TruScanTM data also confirms the stratigraphic and likely genetic link between the large McIlvenna Bay Deposit and Tesla, by confirming that mineralization in both areas sits directly below a common marker horizon that can be traced geochemically between the two areas. The continuity of mineralization between drill holes at Tesla is also supported by the orientation of drill core angles and structural data that indicate the mineralized horizons form consistent tabular bodies between drill holes with consistent styles of mineralization within individual lenses (i.e., massive to semi-massive sulphides versus stringer styles, etc.) Bore hole EM surveys were completed on selected individual drill holes during the drill programs. These consistently identify EM conductors associated with the mineralization, aligning between drill holes to define trends parallel to the mineralization. The data also indicates that the mineralization likely extends beyond the current drilling edges, supporting the interpretation that the Tesla Zone remains open for potential expansion with further drilling.
| Page 286 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Micon QPs have reviewed the Exploration Target for disclosure under NI 43-101 standards.
| 14.3.1 | Supporting Data |
The tonnage and grade range estimates for the Tesla Exploration Target incorporate over 42,969 m of drilling in 32 drill holes and wedges completed since the discovery of Tesla in 2022. The Exploration Target volume is supported by three-dimensional wire frames constructed to connect the mineralized lenses between the drill holes. The wire frames define a mineralized footprint for Tesla extending 1,200 m along strike and 500-700 m in the down dip direction. Current drilling has defined the Tesla footprint over a 1,050 m strike length where it remains open for expansion. Based on the thick intersections obtained at the current periphery of the drilling, it is clear that the mineralization extends beyond the drilling. Furthermore, borehole EM data collected and interpreted from the winter 2023 and 2024 drill programs define robust plate models and indicate that the Tesla Zone extends beyond drilled extents. As a result, the wireframe strike was extended to approximately 1200 m. Multiple lenses of mineralization were modelled based on mineralization style, copper and zinc ratios, and the location of the mineralization within the stratigraphy. At the time of defining the Tesla Exploration Target, the two most continuous lenses were modelled with an average combined thickness of 26 m.
| 14.3.2 | Modelling |
Wireframes were created in Leapfrog Geo using a threshold of 0.3% Cu for copper-dominated lenses, and 1% Zn for massive sulphide lenses. Assays within these lenses were composited into 1 m composites, with zinc capped at 20% and copper capped at 7%. The capped composites were used to estimate the Exploration Target using an inverse distance weighting to the second power (ID2) methodology with a nearest neighbour estimation as a check.
Grade ranges were developed by applying a copper-equivalent cut-off similar to those used at McIlvenna Bay. Copper equivalent values were calculated using metal prices of US$4.00/lb Cu, US$1.50/lb Zn, US$20.00/oz Ag and US$1,800/oz Au and life-of-mine metallurgical recovery rates derived from test work on blended ores for the McIlvenna Bay Deposit completed as part of the 2022 Feasibility Study: 91.1% Cu, 79.8% Zn, 88.6% Au and 62.3% Ag. A specific gravity of 3.59 g/cm3 was applied to massive sulphide lenses, and 3.00 g/cm3 was applied to stockwork lenses in the Exploration Target volume based on the results of 85 density measurements from mineralized drill core.
| Page 287 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 14.3.3 | Tesla Exploration Target |
Table 14-21: Tesla Exploration Target
| Tonnes (Mt) | Cu% | Zn | Ag g/t | Au g/t | CuEq% |
| 28 - 45 | 0.9 - 1.3 | 3.6 - 5.4 | 22 - 34 | 0.2 – 0.3 | 2.2 – 3.2 |
**The potential quantity and grade of the Tesla Exploration Target is conceptual in nature. There has been insufficient exploration to define a mineral resource in this area and it is uncertain if further exploration will result in the target being delineated as a mineral resource.
Notes:
| · | CIM definitions for mineral resources were followed; Cu = copper, Zn = zinc, Ag = silver; Au = gold, CuEq = copper equivalent | |
| · | Exploration Target is based on the results from 32 drill holes using a Cu cut-off grade of 0.3% Cu for the copper-dominated lenses and a Zn cut-off grade of 1.0% Zn for the zinc-dominated lenses to define the wire frames for the mineralized zones; Assays within these lenses were composited into 1 m composites, with Zn capped at 20% and Cu capped at 7% | |
| · | CuEq grades were derived using provisions for metallurgical recovery based on LOM metallurgical recovery rates derived from test work on blended ores for the McIlvenna Bay Deposit completed as part of the 2022 Feasibility Study: 91.1% Cu, 79.8% Zn, 88.6% Au and 62.3% Ag. Metal prices used are US$4.00/lb. Cu, US$1.50/lb. Zn, US$1,800/oz. Au, and US$20.00/oz. | |
| · | A specific gravity of 3.59 g/cm3 was applied to massive sulphide lenses, and 3.00 g/cm3 was applied to stockwork lenses in the Exploration Target volume based on the results of 85 density measurements of mineralized drill core |
| Page 288 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 15 | Mineral Reserve Estimates |
| 15.1 | Introduction |
The Mineral Reserve estimate was prepared by Stantec. The McIlvenna Bay Deposit Mineral Reserve estimate is based on Indicated Mineral Resources identified in the block model provided by Foran (mcbay2024c_20241008rsv.dm, issued on October 8, 2024). All mineral resource material in the block model that was classified as Inferred was ignored.
The Mineral Reserve estimate consists of selected portions of the indicated mineral resource above a US$92.50/t NSR cut-off value. This cut-off value was applied when generating the stoping shapes.
The Mineral Reserve is categorized as either Massive Sulphide or Copper Stockwork. Both transverse stope and longitudinal retreat stope mining methods, as well as Avoca mining, will assumptively be used.
| 15.2 | Mineral Reserve Statement |
The Mineral Reserve for the McIlvenna Bay Deposit is estimated at 29,729,878 t, grading 2.17% Zn, 1.21% Cu, 0.44 g/t Au and 14.4 g/t Ag. This Mineral Reserve estimate includes dilution, mining recovery factors, and marginal tonnes, which is classified as marginal development or incremental stoping.
Estimates of mineralization and other technical information included herein have been prepared in accordance with NI 43-101 standards. Table 15-1 presents the estimated Mineral Reserve.
Table 15-1: Mineral Reserve Estimate
| Classification | Ore Tonnes | Zn (%) | Cu (%) | Au (g/t) | Ag (g/t) |
| Massive Sulphide | 10,430,655 | 5.44 | 0.99 | 0.50 | 23.8 |
| Copper Stockwork | 19,299,222 | 0.40 | 1.32 | 0.40 | 9.3 |
| Total | 29,729,878 | 2.17 | 1.21 | 0.44 | 14.4 |
CIM definitions were followed for mineral reserves.
| · | Mineral reserves include transverse, longitudinal, and Avoca stopes, as well as ore development, marginal development, and incremental stopes. | |
| · | Stopes were estimated at a cut-off value of US$92.50/t NSR. | |
| · | Marginal tonnes were estimated at a cut-off value of US$73.97/t NSR. | |
| · | A minimum mining width of 3.0 m was applied for all stoping. | |
| · | Total dilution is 18.7%. Total mineable recovery is 93.3% | |
| · | Numbers may not sum due to rounding. | |
| · | NSR Reserve Prices ($US) |
| - | Cu $9.26/kg ($4.20/lb) | |
| - | Zn $2.62/kg ($1.19/lb) | |
| - | Ag $0.91/g ($25.84/oz) | |
| - | Au $71.64/g ($2,031/oz) |
| Page 289 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 15.3 | Underground Assumptions / Design Criteria |
| 15.3.1 | Throughput Rate and Supporting Assumptions |
The assumed process plant capacity is 4,900 t/d.
| 15.3.2 | Stope Shape Design |
The mine design is based on using a sublevel longhole mining method to extract the reserves. The mine design utilizes a combination of longitudinal, transverse, and Avoca stoping.
Mine stope shapes were prepared using the DSO. The DSO parameters used to prepare the stope shapes are provided in Table 15-2.
Table 15-2: Deswik Stope Optimizer Parameters
| Parameter | Value |
| Orientation of DSO (Z Rotation Axis) | -30o |
| Stope Width Along Strike (Transverse) | 20 m |
| Stope Length Along Strike (Longitudinal / Avoca) | 20 m |
| Stope Height | 30 m |
| Minimum Stope Width HW to FW | 3 m |
| Minimum Stope Dip Angle | 55o |
| 15.4 | Modifying Factors |
Modifying factors include internal dilution, external dilution, paste fill dilution, and mining recovery. These modifying factors are included in the mineral reserve estimate. The following sub-sections outline the modifying factors and the application of the factors to the mine design.
| 15.4.1 | Dilution |
Dilution consists of internal dilution, external dilution, and paste fill dilution. The total amount of dilution is estimated at 18.7%.
| 15.4.1.1 | Internal Dilution |
Mining methods such as longhole stoping typically capture material below the cut-off value within each stope. Internal dilution is classified as material below the US$92.50/t NSR cut-off value that is contained within the stope shapes and mined with material above the cut-off value. This internal dilution is estimated at 12.1%.
| Page 290 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 15.4.1.2 | External Overbreak Dilution |
External dilution is material outside the planned stope shape but will be anticipated to overbreak and be mined with the stope. DSO utilized the external dilution factor and established mining shapes for hanging wall and footwall dilution. These shapes are added to the stope shape and the combined tonnage is required to be above the cut-off value.
Table 15-3 provides a summary of the external dilution factors used.
Table 15-3: External Overbreak Dilution Factors
| Stope | Dilution (m) |
| Footwall | 0.2 |
| Hanging wall | 0.5 |
| Total | 0.7 |
The external dilution estimated is 5.4%.
| 15.4.1.3 | Paste Fill Wall and Floor Dilution |
Transverse secondary stopes will have side wall dilution from backfill as these stopes will be mined adjacent to paste fill walls from the primary stopes. Longitudinal stopes will be mined adjacent to a paste fill end wall from the previous stope and will have end wall dilution. Additional backfill dilution will be derived from mucking the paste fill floor as the stope sequencing progresses bottom-up.
An estimated 1.0% dilution from the paste fill was included in all longitudinal and transverse stopes. A zero grade was assigned to the paste fill dilution.
| 15.4.1.4 | Additional Modified Avoca (Avoca) Dilution |
Longitudinal Avoca stopes will be mined adjacent to a rock fill end wall from the previous stope and will have additional end wall dilution. This was estimated to be 7.5% of the stope tonnage.
The additional Avoca dilution estimated is 0.2%.
| 15.4.2 | Mining Recovery |
Mining losses account for mineral reserves that will be mined but will not be recovered due to losses that occur through the stoping process.
Mining losses in the excavation of the ore development drifts are assumed to be zero, as any unrecovered development ore will be extracted and included as part of the longhole stope.
Mining losses from longhole stopes were estimated based on mining methods and average stope size. Several factors influence mining losses such as mucking line of sight, depth of sight, possible hang ups on the footwall, and blast complications.
| Page 291 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
It is expected that some ore that is blasted will not be recovered. Line of sight and maneuverability will prevent the load-haul-dump units (LHDs) from accessing muck in the front corners of the stope. The maximum angle at which the LHD will be able to operate from the draw point will be approximately 45°. Cleanup at the back of the stope will be difficult to gauge and may result in additional lost ore. Some of the unblasted ore in the side walls may be recoverable with the adjacent stope.
Figure 15-1 presents possible sources of mining losses in a stope.
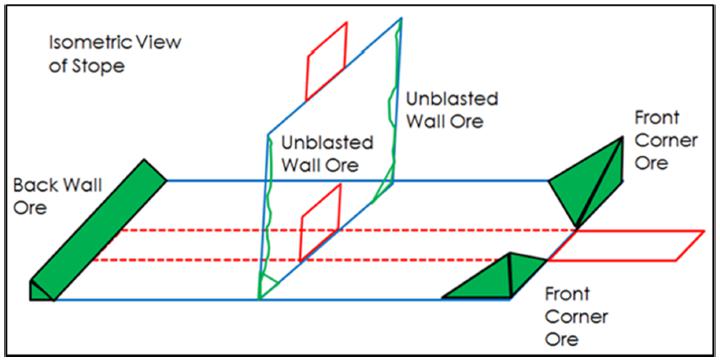
Figure 15-1: Possible Mining Losses in a Stope
Design is another factor in determining how much ore is recovered from a stope. The designed blasted shape does not necessarily recover all the ore. Restrictions on the design drill and blast pattern may have a slight difference in shape, when compared with the planned stope, to ensure the stope shoulders stay in place for drift re-entry (refer to Figure 15-2).
| Page 292 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
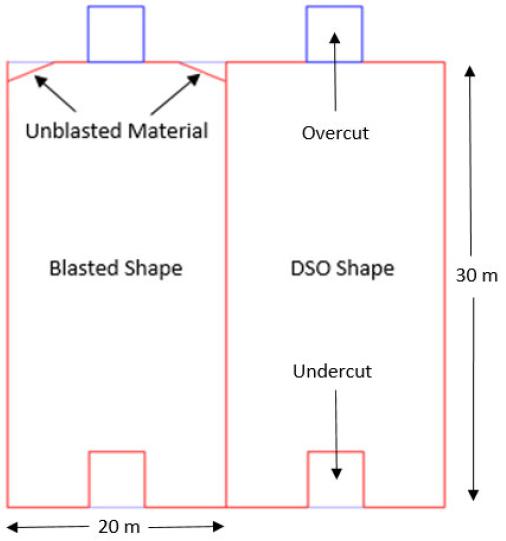
Figure 15-2: Blasted Stope Outline
Table 15-4 provides a summary of the recovery factors used in the design.
Table 15-4: Recovery Factors
| Mining Method | Recovery Factor (%) |
| Development (Ore and Marginal) | 100.0 |
| Longitudinal Stoping | 95.0 |
| Transverse Stoping | 95.0 |
| Avoca Stoping | 95.0 |
| Uppers < 30 m Height | 90.0 |
| Sill Pillar Recovery | 85.0 |
| Uppers > 30 m Height | 85.0 |
Mining method will be further defined in Section 16.
| Page 293 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 15.5 | Cut-off Value |
To determine a mineral reserve for McIlvenna Bay, a preliminary cut-off value using NSR was estimated. The cost parameters used to estimate the cut-off value were from the FS issued April 2022. The NSR values were updated by Foran in the third quarter of 2024.
The cut-off value for marginal development and incremental stoping excludes sustaining capital costs.
Table 15-5 presents the input parameters for the cut-off value calculation. All values are in Canadian dollars unless otherwise stated.
Table 15-5: Cut-off Value Calculation
| Item | Value | Unit |
| Mine Operating Cost | $64.01 | US$/t |
| Mill Operating Cost (Processing) | $25.52 | US$/t |
| General and Administration Operating Costs | $10.84 | US$/t |
| Tailing Storage Facility Operating Costs | $1.70 | US$/t |
| Sustaining Capital Cost | $25.58 | US$/t |
| Cut-off Value $C | $127.65 | US$/t |
| Cut-off Value $US (1.38CA/US exchange rate) | $92.50 | US$/t |
| Marginal Cut-off Value (No Sustaining Capital) $C | $102.07 | US$/t |
| Marginal Cut-off Value $US (1.38 CA/US exchange rate) | $73.97 | US$/t |
| 15.6 | Comments on Section 15 |
Mineral reserves are reported herein according to the 2014 CIM Definition Standards.
Factors that may affect the mineral reserve estimate include the following.
| · | Commodity price assumptions. | |
| · | Changes in interpretations of mineralization geometry and continuity of mineralization zones. | |
| · | Existence of unrecognized fault structures that could affect mine design and underground access, ground control costs, and ore dilution. | |
| · | Changes to geotechnical, hydrogeological, and metallurgical recovery assumptions. | |
| · | Input factors used to assess stope dilution and recoveries. | |
| · | Assumptions that the operation can obtain all required permits to operate. | |
| · | Assumptions regarding social, permitting, and environmental conditions. | |
| · | Additional infill or step-out drilling. |
The QP has reviewed the risks, opportunities, conclusions, and recommendation and is not aware of any conditions that would put the Mineral Reserve at a high-risk level.
| Page 294 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16 | Mining Methods |
| 16.1 | Overview |
Initial access to the McIlvenna Bay underground (UG) copper zinc deposit will be via a ramp from surface to facilitate an Advanced Development and Exploration Program (ADEX). In Q4 2021 Foran began constructing the portal and will subsequently develop the ramp to the 0090 Level, along with an exploration drift on the 0090 Level. The capital costs for the ADEX program are funded by Foran and are excluded in the FS financials.
In Year 5 of the project, a 2.43 m × 7.32 m rectangular production and service shaft will begin construction. The shaft will extend from surface to the 0630 level and include skip and cage conveyances.
Spaced at 30 m vertical intervals, 35 levels are planned for the McIlvenna Bay UG mine. Lateral development during the project’s first four years will be focused on establishing the initial production areas, excavating key UG infrastructure, and establishing the main permanent ventilation system.
The McIlvenna Bay Deposit will be extracted using conventional longhole mining methods, including sublevel transverse and longitudinal stoping and Avoca stoping. Stopes will be drilled using a combination of ITH (in-the-hole) and top hammer drills, blasted using emulsion explosives, and mucked using battery electrical (BEV) LHD vehicles.
Ore will be hauled to surface using BEV haulage trucks early in the mine life. Once the shaft is commissioned, the BEV trucks will haul to the 0570 Level rock breaker stations feeding the shaft loading pocket. Waste rock will be hauled to surface or to an active production level for use as stope backfill.
Mine dewatering will be achieved using a multi-level clean water system. Main sumps and pump stations will be located on the 0060, 0420, 0780, and 0960 Levels. The 0060 Level sump will be designed to collect surface run-off water that enters the mine via the ramp as well as most of the water transmitted through the sandstone layer. This sump will feed water into the process water system and pump the surplus water to surface. The 0420, 0780, and 0960 Level sumps will collect any remaining rock mass inflow water, plus the process water used during mining activities. The run-of-mine water will decant from the sumps through membranes. The clean water will be pumped to the next main sump (i.e., 0960 Level to 0780 Level, and 0780 Level to 0420 Level). The 0420 Level sump will feed water into the process water system and pump the surplus water to surface. The residual solids in the sumps will be mucked using an LHD vehicle and placed into a nearby stope for disposal.
Transverse and longitudinal longhole stopes will be backfilled with cemented rockfill (prior to mill commissioning) and paste fill, using filtered tailings and pyrite concentrate from the processing facility and some secondaries will be filled with unconsolidated development waste. Avoca stopes will be backfilled with waste rock generated from UG development.
Conventional trackless mining equipment will be used to execute lateral development required to access the ore body. The targeted mine production rate is 4,900 tonnes per day (tpd) ore and the mine life will be approximately 20 years, including an initial ramp up period of two years. To achieve this target, the mine plan will include longhole production from multiple mining blocks, with multiple stopes available per block. Figure 16-1 presents a longitudinal projection of the underground mine.
| Page 295 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
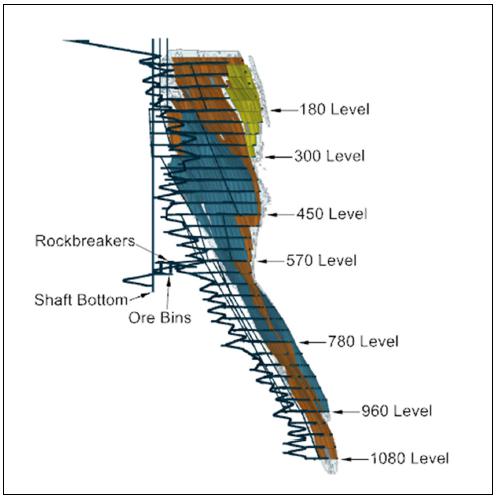
Figure 16-1: Underground Mine Longitudinal Projection (Looking West)
Design criteria and parameters specific to each aspect of the mining method and design are presented in subsequent sections. The following were considered when determining the criteria and parameters during the mine design process.
| · | Develop and design the mine to achieve regulatory approvals | |
| · | Achieve buy-in from local stakeholders | |
| · | Health and safety for the workers, local communities, and the environment | |
| · | Company standards and specifications (or industry accepted practices where company standards and specifications were not available) | |
| · | Prevention through design concepts | |
| · | Minimizing risk to production | |
| · | Use of proven industry technology, equipment, and processes | |
| · | Use of automation to reduce worker exposure | |
| · | Operation flexibility | |
| · | Minimizing operating costs | |
| · | Mineral resource recovery (extraction rate) |
| Page 296 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.2 | Geotechnical Considerations |
The geological setting for the McIlvenna Bay Project motivates the geotechnical considerations, linked with characterization of the input parameters applicable to stability design analyses. Correlated with the geological interpretation, geomechanical domains to be considered in excavation stability design consist of a dolomite cap, underlain by the Winnipeg Formation sandstones, and further underlain by the McIlvenna Bay Formation (footwall basement rock) and Cap Tuffite Formation (HW basement rock). The FW basement rock consists mainly of schist, mafic volcanic (MV), and felsic volcanic (FV) rock units. The hangingwall (HW) basement rock is composed of felsic tuff and cherty sediments. Sills and dykes of the Davies Gabbro intrude the Cap Tuffite formation. The basement rock immediately below the sandstone horizon is weathered and has been geomechanically sub-domained as regolith. The following sub-sections describe the geomechanical site characterization and associated geomechanical design parameters engineered to achieve excavation stability.
| 16.2.1 | Geomechanical Characterization |
The McIlvenna Bay site’s geomechanical characterization has been established with FS level confidence, based on geological and geotechnical drill core logs and intact material strength testing data (as reported in RockEng file 21016-107R02). Limited quantities of excavation-scale geomechanical data have also been collected and applied to the site characterization assessment, with three independent site visits by RockEng (2022 to 2024) to gauge and collect geomechanical scanline mapping data. The following sub-sections summarize the established geomechancial characterization applicable to mine design at McIlvenna Bay, as of October 2024.
| 16.2.1.1 | Dolomite Domain |
Rockmass quality of the dolomite cap domain is good (Q’ ranging from 15.0 to 33.3), with quality impact dominated by minor-scale fabric (joint sets) identified as sub-horizontal bedding plane joints and three large persistent sub-vertical joint sets, striking NW-SE, NE-SW, E-W. Intact rock strength measurements indicate that the unit is very strong, with an average uniaxial UCS value of 247 MPa. Karst voids have also been identified in the dolomite and are actively being monitored and managed where exposed in the decline.
| 16.2.1.2 | Sandstone Domain |
The sandstone domain is weathered such that that the material acts more like a soil then a rock when disturbed. Grain-size distribution, conducted for the geomechanical FS (RockEng file 21016-107R02), classify the material as poorly graded sand to well graded sand. Undisturbed sandstone samples achieve an average uniaxial UCS of 3.9 MPa. Disturbed samples were found to have no cohesion (UCS=0). The friction angle of the material has been assigned a value of 36°, based on laboratory testing. To manage water inflow and excavation stability, localized grouting has been conducted within the sandstone unit. With respect to stability performance, cement grout was found to be unsuccessful in sealing off the sandstone within the decline (RockEng file 22002-102). Chemical grout has been found to be more successful in reducing water inflow at the Fresh Air Raise (FAR) vertical excavation.
| Page 297 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.2.1.3 | Regolith Domain |
The regolith domain is comprised of weathered basement rock. From geology interpretations, the regolith domain transition was originally expected to have an idealized strength profile that increased with depth. The observed conditions (RockEng file 23001-115) of the regolith (exposed in the ramp decline excavation) indicate that the weathering transition profile is irregular, influenced by a geological structure rendering the rockmass weathering condition highly variable. The regolith has been sub-domained as a function of varying rockmass strength, based on ISRM field index testing and the presence of water (ISRM, 2007). These sub-domains are characterized as follows.
| · | R1 Regolith flowing (RMR less than 25): |
| - | R1 strength composing more than 30% of rockmass | |
| - | Water inflow >125 L per minute per 10 m of excavation length |
| · | R1 Regolith damp (RMR of 25 to 45): |
| - | R1 strength composing more than 30% of rockmass | |
| - | Water inflow ranging from 125 L to 10 L per minute per 10 m of excavation length |
| · | R3 Regolith (RMR of 45 to 65) |
| - | R1 strength composing less than 30% of rockmass | |
| - | R3 strength (or greater) composing more than 30% of rockmass. | |
| - | Water inflow <10 L per minute per 10 m of excavation length |
| · | Regolith transitions to basement rock |
| - | R3 strength (or weaker) composing less than 30% of rockmass | |
| - | GSI classification between 55 and 75 |
The rockmass quality of the regolith is dependent on the amount of water present, as the regolith is susceptible to slaking and eroding (RockEng file 24009-116). The joint structure orientations within the regolith are assumed to be the same as the associated basement rock.
| 16.2.1.4 | Ore Zone |
The ore zone is composed of CS and MS The rockmass quality of the ore zone is classified as good to very good (Q’=18.5 to 37.5), with a FS level of confidence. The ore body is expected to be weakly foliated, with foliation parallel jointing typically oriented 69° / 029° (dip / dip direction). The orientation of this set is variable in dip and dip direction. There is a notable difference in the intact rock strength between the two rock types: the lower strength copper stockwork unit has an average uniaxial UCS of 57 MPa versus the higher strength massive sulphide unit with an average uniaxial UCS of 193 MPa. The strength ranges of the CS and MS rock units are both expected to contribute to stress-related geotechnical challenges at modest mining depths. Excavations hosted in CS may expect squeezing behaviour, while excavations hosted in the MS have low to medium risk of strainbursting.
| 16.2.1.5 | Footwall Zone |
The FW zone is hosted in the McIlvenna Bay Formation, consisting of schist, MVs, and FVs with varying degrees of silicification alteration. The rockmass quality for the McIlvenna Bay Formation unit ranges from Q’ = 4.1 to 24.4. Scanline mapping validated the in-field rockmass quality with Q’ ranges from 5.5 to 11.1 (RockEng file 24009-120).
| Page 298 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The RockEng geomechanical FS Geomechanic FS level evaluation of the footwall host material (file 21016-107R02) reports that the McIlvenna Bay Formation is strongly foliated, with foliation-parallel jointing typically oriented 63°- 76° / 014° (dip / dip direction). The orientation of this set is variable in dip and dip direction. Scanline mapping found that the foliation is typically 72° dip with 023° dip direction (RockEng file 24009-120), which indicates there may be some localized rotation of the foliation. The feasibility study also identified the following additional joint sets.
| · | A weakly defined set dipping approximately 53° with a dip direction of 125°. | |
| · | A sub-horizontal set dipping 13° to 22° with a SSW to SSE dip direction. |
The weakly defined set and sub-horizontal set identified at the geomechanic FS level evaluation were not observed in the near surface excavations, suggesting potential sub-domains within the McIlvenna Bay Formation.
Sourced from in-field exposure, the scanline mapping identified the following sets.
| · | A sub-vertical set dipping approximately 86° with a dip direction of 119°. | |
| · | An inclined set dipping approximately 39° with a dip direction of 3°. |
The intact rock strength for the McIlvenna Bay Formation is sub-categorized, with an average uniaxial UCS of 96 MPa for the schist unit and 123 MPa for the silicified volcanics.
| 16.2.1.6 | Hangingwall Zone |
The HW zone is hosted in the Cap Tuffite Formation, which consists of cherty sediments (CBM & MSED) and felsic tuff (FT). The rockmass quality for the Cap Tuffite Formation ranges from fair to good (Q’=4.2 to 25).
The geomechanical FS identified that the Cap Tuffite Formation is foliated, with foliation-parallel jointing typically oriented 67° - 76° / 011° - 021° (dip / dip direction). Joint fabric in the MSED lithology includes a sub-vertical joint set striking NE-SW and an inclined joint set oriented 61° / 069°. Joint fabric in the FT lithological unit includes a weakly defined inclined joint set with a dip of 52° and dip direction of 127° as well as a sub-horizontal joint set (16° / 250°).
The intact rock strength for the Cap Tuffite Formation is sub-categorized, with an average uniaxial UCS of 83 MPa for the cherty sediments (CBM & MSED) and 155 MPa for the FT.
The Davies Gabbro intrudes the Cap Tuffite formation and is expected to have a rockmass quality of fair to good (Q’=6.3 to 22.6) and an intact rock strength of 121 MPa. The gabbro is expected to be foliated with a typical dip of 76° and dip direction of 11°. An additional sub-vertical joint set was observed striking NE-SW, and a sub-horizontal joint set was also observed (13° / 255°), associated with the Davies Gabbro intrusion.
| Page 299 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.2.1.7 | Geological Structures |
The only major fault structural feature delineated in the geological model is the Koziol fault which is located roughly 50 m into the HW (and is interpreted to be a minimum of 20 m offset from the deposit). Geotechnical core logging data characterize this feature as a zone of rubble and gouge that is approximately 1 m thick, and the interpreted geology shape of this fault is wider than 1 m and likely captures a larger zone of influence. Uncertainty exists as to whether other large-scale faults exist near the deposit, as low RQD and identified fault intervals logged in the exploration database indicate other possible faults. Development of a fault model has been recommended.
From field-scale geomechanical data collection, minor faults or highly weathered thin bands (low intact strength) have been encountered during scanline mapping on the 60 Level and 100 Level.
| 16.2.1.7.1 | Behaviour of Large-Scale Geological Structures |
The Koziol Fault may be susceptible to fault-slip at depth (Mining Block 6) where the fault offset from the stoping HW diminishes. This condition could generate large magnitude seismic events. Due to the relatively large distance between the fault and the mining areas (typically in the order of >70 m for FW development and the ramp), the risks associated with fault-slip seismicity is currently considered low. Standard ground support in good condition is suitable to retain “shake-down.”
The Koziol Fault may be water-bearing; no hydrological studies have intersected the fault. Numerical models indicate that the extent of yield will intersect the fault near the crown pillar, which may lead to increased water flows to mine workings. It is recommended that future hydrological studies should consider the impact of mine-induced stresses on the hydraulic conductivity.
| 16.2.1.8 | In-situ Stress |
There is uncertainty in the far-field in situ stress tensor. The base case stress tensor is assumed to be the following.
| · | σ1 = 2σv, orientated horizontal on an azimuth of 160° | |
| · | σ2 = 1.5σv, orientated horizontal on an azimuth of 70° | |
| · | σ3 = σv, orientated vertically |
Near surface sensitivity testing has been conducted where σ1 = 3σv.
| 16.2.2 | Mining Method and Sequence |
Based on the interpreted rockmass characteristics, longhole open stoping is a geotechnically feasible mining method for the McIlvenna Project. Longhole stoping will include transverse, longitudinal and Avoca recovery. The general mining sequence in the current plan by mining block consist of the following geometries.
| 1. | Transverse stopes are extracted with a flat (horizontal) advance |
| 2. | Longitudinal stopes are extracted with a flat (horizontal) central retreat. |
| Page 300 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
At relatively shallow depths, low stress conditions allow for operational flexibility with mine sequencing. The planned global sequencing strategies defined for Mining Blocks 1 and 2 are geotechnically feasible. At depth, increasing extraction will lead to elevated stress conditions in some areas of the mine, particularly pillars and abutments. The strengths of the CS Zone and schists are expected to contribute to stress-related geotechnical challenges at modest mining depths. The planned global sequence strategy for Mining Blocks 5 to 7 is expected to see elevated stress conditions in the following areas.
| · | Flat diminishing sill pillars | |
| · | Diminishing central retreat pillars | |
| · | Transverse secondary stope pillars at moderate to high extraction |
The risk associated with elevated stress conditions are as follows.
| · | Exposure of workers to high stress conditions (increased excavation vulnerability to damage and potential for induced seismicity). | |
| · | Elevated ground support and rehabilitation costs. | |
| · | Potential for production delays due to challenging mining conditions. |
Options for risks mitigation include strategic and tactical controls described in the following subsections.
| 16.2.2.1 | Strategic Risk Mitigation Control |
| · | Revise global sequencing strategies to allow for center-out retreat in longitudinal sills. This may require delayed transverse stoping, or directional retreat away from the transverse stoping blocks. | |
| · | Advance the mining fronts as steeply as possible to avoid flat horizontal advance toward the sill pillars. | |
| · | Sequence transverse stoping so that the secondary pillars yield, reducing the safety and production risks associated with high stress pillars (e.g., burst conditions where MS is exposed in stope crosscuts, damage accumulation and support loading where CS Zone is exposed, challenging drilling, production delays). At moderate to high extraction, the necessary lag of secondary stopes behind primary stopes should be minimal. As a means of hazard mitigation, a seismic monitoring system can be used to quantify when the secondary pillars are aseismic (i.e., post peak) during operations. | |
| · | Avoid uphole stoping in sill pillar horizons. | |
| · | Schedule “just-in-time” development for secondary crosscuts at depth to minimize rehabilitation costs. |
| 16.2.2.2 | Tactical Risk Mitigation Control |
| · | Geotechnical monitoring (ground deformation monitoring in high-risk areas and/or seismic monitoring for mining at depth). | |
| · | Scheduling, which accounts for increased production delays at high extraction. | |
| · | Localized dynamic / yielding ground support (e.g., in diminishing central access pillars if longitudinal stoping is not retreated center out). |
| Page 301 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.2.3 | Stope Design |
Generalized stable stope geometries defined as a function of rockmass characterization and expected loading conditions are 20 m long (along strike) and 30 m high (vertical level spacing), with variable stope HW to FW widths to accommodate ore vein geometries. The longitudinal stope HW to FW widths are typically in the order of 7 m to 8 m with a maximum of about 19 m. The transverse stope FW to HW spans range from roughly 13 m to a maximum of 25 m.
The stability performance of HW / FW stope walls will vary with depth and extraction ratio due to induced stresses. With a design hydraulic radius (HR) of 6.6 m, expectations for HW performance are summarized as follows.
| · | Mining Blocks 1 and 2: cable bolts required rarely at early extraction (~10%), and for roughly one third of stopes at advanced extraction. | |
| · | Mining Blocks 3 and 4: cable bolts required rarely at early extraction (~10%), and for roughly half of the stopes at advanced extraction. | |
| · | Mining Block 5, 6 and 7: cable bolts required for roughly one third of stopes at early extraction, and for roughly half of stopes at advanced extraction. |
Note: advanced extraction refers to secondary stope extraction in transverse areas and the later 50% of production in longitudinal mining areas.
If HW cable bolts are used as described above, stope HWs are expected to see minimal dilution.
Stope FW performance is expected to dictate maximum stope sizing (assuming that FWs are not cable bolted). To manage FW stability, stope sizing adjustments are recommended as follows.
| · | Mining Block 1 and 2: Current design is adequate (maximum FW HR = 6.6 m) | |
| · | Mining Block 3 and 4: |
| - | Primary Stopes: Current design is adequate (maximum FW HR = 6.6 m) | |
| - | Secondary Stopes: Maximum FW HR = 5.5 m |
| · | Mining Block 5: |
| - | Primary Stopes: Maximum FW HR = 6.0 m | |
| - | Secondary Stopes: Maximum FW HR = 5.5 m |
| · | Mining Block 6 and 7: |
| - | Primary Stopes: Maximum FW HR = 6.0 m | |
| - | Secondary Stopes: Maximum FW HR = 4.6 m |
If these HR adjustments are implemented, the cable bolting needs for stope HWs will be reduced.
| 16.2.4 | Pillar Stability |
There are six types of pillars that must be considered for the McIlvenna Bay Project: sill pillars, diminishing central retreat pillars, secondary stopes, permanent pillars in the plane of the ore, inter-lens pillars, and the crown pillar.
| Page 302 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.2.4.1 | Sill Pillars |
There are six sill pillars in the McIlvenna Bay mine plan, segmenting the mining fronts into seven unique mining blocks, as shown in Figure 16-2. All sill pillars are designed with a 30 m height and are planned for full recovery. For each sill pillar recovery, the transverse stopes are extracted first, followed by retreat of the longitudinal stopes. Recovery of Sill Pillar 1 is achieved by roughly an even split between longitudinal and transverse stoping methods. Sill Pillars 2, 3 and 4 are recovered primarily by transverse stoping. Sill Pillars 5 and 6 are recovered primarily by longitudinal stoping. Sill pillar performance will be complex and spatially variable, as conditions will be dictated by HW to FW stope spans, the dominance of MS vs CS Zone ore types, and extraction ratio.
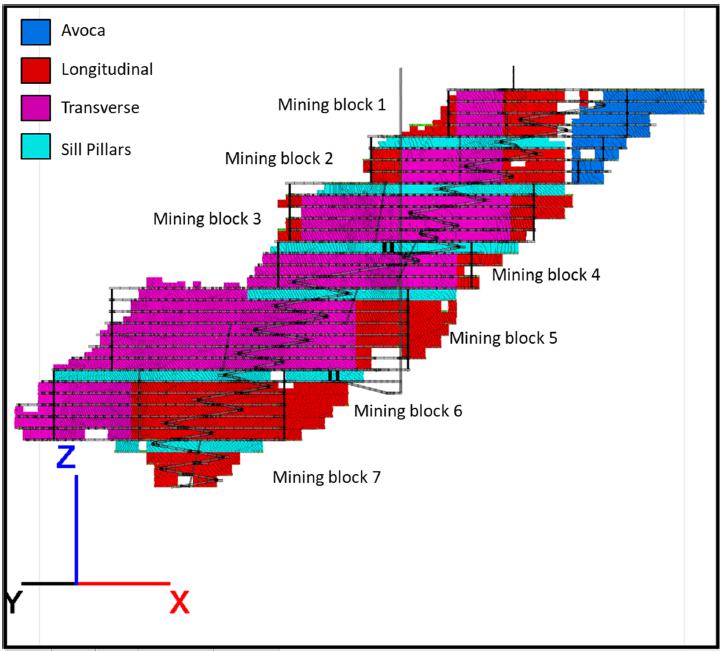
Figure 16-2: Spatial overview of mining blocks and sill pillars.
| Page 303 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The first and shallowest sill pillar is not considered a significant mining risk. CS areas will be exposed to stress-induced damage at very high extraction. Damage accumulation is likely to manifest as spalling accumulation and some ground support loading. Drill hole squeezing may be experienced in CS. These hazards can reasonably be expected to be managed by operations, and so production planning will have some flexibility in this sill pillar recovery.
For the remaining sill pillars, numerical stress simulation results suggest that challenging conditions will be common at high extraction, particularly due to the low CS strength. Rockmass damage in sill pillars can result in safety hazards, production delays, and added operational costs. The CS domain is likely to incur heavy stress-induced damage (spalling, support loading, squeezing blast holes, etc.), and the MS may see localized bursting in some high-stress late extraction conditions. Adjustments to sequencing are recommended to establish steeper mining fronts (accelerate vertical advance) with center-out or directional retreat. Secondary stopes should advance as close as possible behind the leading primaries. Strategic sequencing is likely to alleviate most stress related hazards during sill pillar extraction at McIlvenna Bay. Further tactical controls can then be defined during operations as needed. These controls may include delayed secondary cross-cut development, local application of heavier support systems, and stress curtains to improve CS production drilling efficiencies.
Sill pillar performance is largely influenced by HW to FW span. If possible, sill pillars could be positioned at horizons where the ore body is the thinnest. Advancing mining from wide to narrow areas may also be advantageous (e.g., advance transverse then retreat longitudinally away from transverse areas).
| 16.2.4.2 | Diminishing Central Retreat Pillars |
Diminishing central retreat pillars are currently planned in Mining Block 4 and below. Where these pillars exist below the sill pillars, they are expected to see elevated stresses resulting in challenging conditions during extraction of the last stope, necessitating elevated support systems. Adjustments to sequencing are recommended to establish steeper mining fronts (accelerate vertical advance) with center-out or directional retreat.
| 16.2.4.3 | Secondary Stopes |
Transverse stoping is planned in areas where the ore zone has wider HW to FW thickness compared to the longitudinal areas. Secondary stope pillars are design with the standard 20 m strike length and generally consist of both MS and CS (MS forming the HW portion of the stopes), and in some cases the CS Zone is quite wide, forming a larger portion of the secondary stope pillars. Secondary stope performance is expected to be as follows.
| · | Mining Block 1: No significant stress related risks | |
| · | Mining Block 2: No significant stress-related risks at low extraction ratio, minor stress-induced damage in CS at high extraction ratio. | |
| · | Mining Block 3-4: No significant stress related risks at low extraction ratio, minor to high damage accumulation at high extraction ratio in CS, minor stress related hazard in MS. | |
| · | Mining Block 5-7: Minor stress-induced damage at low extraction ratios, moderate to high damage accumulation in CS at high extraction ratios, localized moderate hazard in MS. |
| Page 304 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Damage accumulation in CS may be expressed as sloughage of stope sidewalls during primary stoping (and associated potential for backfill dilution during secondary stoping), challenging production drilling (hole squeezing and cleaning demands), ground support loading, and/or elevated support costs and rehabilitations demands. Stress accumulation in MS secondary stopes may result in local bursting hazard in secondary stope crosscuts at very high extraction ratio. Strategic sequencing is recommended to minimize stress-related risks. The lag of secondary stopes behind primary stopes should be minimized, with active secondary stopes being maintained near mining front abutments, rather than delayed secondary extraction well behind primary stope advance.
| 16.2.4.4 | Permanent Pillars in the Plane of the Ore |
Permanent pillars exist where stopes are not planned for some areas within the plane of the ore. These pillars may be mineralized, but are categorized below the cut-off value, or may be designed to serve as a barrier pillar between mining areas. The most significant permanent pillar separates the Avoca and longhole mining areas, currently designed as a 20 m pillar. FS level geomechanical evaluations of the barrier pillar design (between the Avoca and longhole mining areas) consider the pillar instability as low risk.
A few additional permanent pillars occur in mining Blocks 5 and 6. Stress flow through these pillars may result in stress loading onto the adjacent FW haulage drives, although this expected condition is a low exposure risk since these conditions occur during the last stages of mining. Localized stress loading predicted during FS level design analyses can later be mitigated by strategic sequencing and localized tactical controls, including heavy support systems and monitoring / rehabilitation where needed. These pillars should be reviewed as mine planning advances and during operations.
| 16.2.4.5 | Inter-Lens Pillars |
Inter-lens pillars occur locally where HW and FW ore lenses are separated by barren or poorly mineralized rockmass. If the HW stope is mined first and the inter-lens pillar is narrow, the FW lens is expected to see poor HW stability performance. For longitudinal stoping areas, the FW lens should advance ahead of the HW lens, while the lag between the two advancing fronts is minimized as much as possible. For transverse stopes, HW to FW retreat is not expected to be problematic where the inter-lens pillar is greater than 20 m. If the inter-lens pillar is less than 20 m, consideration may be given to the following options to improve stope performance.
| · | Install HW cable bolts in the FW stope. | |
| · | Mine the FW stope ahead of the HW stopes (this requires resilling through backfill). | |
| · | Revise stope designs to have near vertical walls adjacent to the pillar. This redesign will introduce dilution. |
| 16.2.4.6 | Crown Pillar |
The crown pillar referred to in this report refers to the basement rock pillar (including regolith) that is to be maintained below the sandstone layer. The sandstone is water-bearing and the regolith is expected to be semi-pervious with a hydraulic conductivity between 10-4 to 10-5 cm/s (Stantec 2021). The most significant hazard associated with crown pillar instability is perceived to be inflow of sand and/or water into the mine excavations, which pose obvious safety and production hazards. For design analysis, less than 10% probability of failure is assumed acceptable (short-term service life of 5 to 10 years) if cemented backfill can be placed tightly after stope extraction to negate longer-term crown pillar deterioration. If tight backfill is not achievable, 5% probability of failure is required (medium-term service life of 15 to 20 years).
| Page 305 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The following design controls are recommended for mining in proximity to the crown pillar.
| · | Mining up to the second-to-top planned level (i.e., an additional 30 m of crown pillar thickness) can be achieved with reasonably low risk (<5% PoF), therefore no additional analysis is required at this time. Stopes are still required to be backfilled. Tight backfill is not critical. | |
| · | To achieve extraction of the upper-most level, the following input data and additional geomechanical analyses will be required to advance with a detailed design. |
| - | Localized drilling to specifically quantify ground conditions in the crown and the local thickness of each domain (host rock, ore, and regolith) as there is variability of crown pillar response based on lithology type. | |
| - | Detailed numerical simulation (i.e., stope by stope extraction) to increase confidence in crown pillar performance analyses, gaining insight on timing of yield propagation and to identify critical crown pillar stopes. | |
| - | Hydrogeology studies to quantify permeability of the host, ore, and regolith unit once yielded (Establish a monitoring program during operations). | |
| - | Managing Avoca stope back cumulative HR and stability will be of critical importance. |
| · | During operations, the following controls are expected to be required. |
| - | A top cut will be required to support the stope backs and facilitate tight fill once the ore is extracted (i.e., uphole stoping in the crown pillar is not recommended). | |
| - | Placement of tight backfill in each stope (in sequence, or as soon as possible). If cemented backfill cannot be placed tightly, the upper most mining level is recommended to not be mined until the end of the mine life. | |
| - | Cemented backfill should be utilized, as uncemented rock fill may consolidate over time which can result in the development of unplanned voids. | |
| - | Monitoring of critical stopes identified during the above mentioned detailed numerical analysis. Monitoring can be achieved by borehole extensometers installed through the crown pillar to monitor in situ deformations and achieve early detection of potential stope back instabilities. | |
| - | Monitoring ground water conditions. |
| 16.2.5 | Infrastructure Siting |
Geomechanical design constraints on infrastructure siting are based on FS level design analyses (RockEng file 21016-107R02) and summarized as follows.
| · | The feasibility level ramp siting design (with a minimum offset ranging from 30 m to 45 m from the ore zone, as a function of the ore geometry) is adequate, situated outside of the numerically predicted yield zone. The ramp is not expected to be adversely impacted by mine-induced stress changes. |
| Page 306 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | The shaft siting, with a 50 m minimum offset from the stoping zone, is adequate and is not expected to be adversely impacted by mine-induced stress changes. However, the access drives to the ore bins and conveyance drive at the shaft bottom are predicted to be damaged by mine-induced stress. To mitigate project risks associated with potential damage to access for this critical infrastructure, it is recommended that primary access to the shaft be achieved directly off the ramp. | |
| · | Footwall haulage drives and on-level infrastructure are predicted to be impacted by stress-induced damage at depth. The following design guidelines are minimum siting offset distances (from the current stope shapes) for footwall haulage drive on sill pillar horizons: |
| - | Sill pillar horizons <4: minimum offset distance ranges from 20 m to 30 m, as a function of the ore geometry. | |
| - | Sill pillar 4: 40 m | |
| - | Sill pillar 5: 60 m |
The following design guidelines are minimum siting offset distances (from the current stope shapes) for levels that are not sill pillar horizons.
| · | Mining Block <= 5: ranging from 15 m to 25 m (as designed at the feasibility level). | |
| · | Mining Block 6 – level below sill pillar: 30 m | |
| · | Mining Block 6 – remaining haulage drives: No change (from feasibility level designs) |
The above offset constraints and guidelines may be largely or entirely mitigated if strategic sequencing is implemented to alleviate or delay stress loading on FW haulage drives and/or if heavier ground support systems are implemented.
The vertical development locations are adequate, with the exception to the Mining Block 7. Vertical development in Mining Block 7 should be offset an additional 15 m (45 m from current stope shapes). This offset requirement may be largely (or entirely) mitigated if strategic sequencing is implemented (i.e., center-out or directional retreat).
| 16.2.6 | Ground Support |
Based on empirical and kinematic analyses, three primary support categories have been defined for tactical excavation stability control at the McIlvenna Bay Project. Additionally, ground support system designs have been developed for intersections, in-stope cablebolting, stope drawpoints, and vertical development.
| 16.2.6.1 | Category 1 (Q >= 1) |
The primary ground support system for typical drift excavations (maximum 5.0 m wide × 5.5 m high) hosted in rockmass material with a classification rating >= 1 is as follows.
| · | Primary support tendons: minimum 2.1 m length rebar, 19 mm or #6 Grade 60 or better (assumed ultimate tensile strength of 18 tonnes), with a maximum 1.2 m bolt spacing. | |
| · | Surface support: Screen (#6 gauge welded wire screen) secured to excavation back / walls with primary support tendons. Consistent with industry best practice, screen is overlapped a minimum of three squares between screen sheets, with a bolt installed through the center square. |
| Page 307 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Primary support tendons and screen installed along the back, shoulders and walls, extending down to a maximum 1.5 m from the floor. |
In drifts trending parallel to the foliation, an additional row of bolts is prescribed, targeting lower wall installation to mitigate planar failure and squeezing ground hazard. This lowest row may be a split set rather than rebar.
| 16.2.6.2 | Category 2 (0.2 <= Q < 1) |
The following two ground support system options are designed for drift excavations (maximum 5.0 m wide × 5.5 m high) hosted in rockmass material with a classification rating 0.2 <= Q <1.
| 3. | 75 mm of shotcrete installed over the Category 1 bolts and screen, extending shotcrete down the walls to within 0.5 m the floor. To avoid loss of shotcrete in the lower portion of the walls, extend primary wall support (bolts and screen) to within 0.5 m of the floor prior to shotcreting. |
| 4. | Where Category 1 primary support pattern is achieved using a square bolting pattern, a dice bolt may be added in-pattern to increase bolt pattern density. Extend primary wall support (bolts and screen) to within 0.5 m of the floor. |
| 16.2.6.3 | Category 3 (Q < 0.2) |
The following two ground support system options are designed for drift excavations (maximum 5.0 m wide × 5.5 m high) hosted in rockmass material with a classification rating Q < 0.2.
| 5. | 100 mm of shotcrete installed over the Category 1 bolts and screen, extending shotcrete down the walls to within 0.5 m the floor. To avoid loss of shotcrete in the lower portion of the walls, extend primary wall support (bolts and screen) to within 0.5 m of the floor prior to shotcreting. |
| 6. | 75 mm of shotcrete using a dice bolt within the 1.2 m square bolting pattern. To avoid loss of shotcrete in the lower portion of the walls, extend primary wall support (bolts and screen) to within 0.5 m of the floor prior to shotcreting. |
| 16.2.6.4 | Lattice Girder Ground Support System |
The sandstone and regolith domain introduce unique conditions requiring localized ground support design refinements, as reported in the following documents.
| · | RockEng file 21016-104v2: McIlvenna Bay Feasibility Study Portal Design | |
| · | RockEng file 22002-102: Foran Sandstone and Dolomite Site Inspection | |
| · | RockEng file 22002-105R03: Requirements to Work through the Sandstone and Regolith | |
| · | RockEng file 22002-107: Minimum Support for Sandstone Advance | |
| · | RockEng file 23301-101: Main Decline - Ground Support System Design Refinement - Regolith Region | |
| · | RockEng file 23001-115: Portal Decline Ground Support System Design Refinement - Regolith Region | |
| · | RockEng file 24009-101: Intersection Support Design in Regolith |
| Page 308 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The minimum ground support system design and implementation guidelines for excavation stability within the sandstone horizon is summarized as follows.
| · | 4.0 m length fully grouted R32 hollow-core spiles, with a 30 cm center-to-center spacing. Spiling installed along the back, shoulders and walls, extending down to a maximum 1.2 m offset from the floor. | |
| · | 50 mm of fibrecrete (flash coat immediately following blasting and mucking). | |
| · | First-pass primary support, consisting of #6 gauge welded wire mesh installed with 1.8 m split sets (SS33 or larger) on a 1.2 m grid pattern. | |
| · | Invert constructed along the floor, with placement of concrete slabs that are grouted and cemented / shotcreted in position. | |
| · | 3-bar #6 Lattice girders (191 mm depth) on 1.2 m spacing (center-to-center), installed on a solid foundation (i.e., on concrete slabs or competent rock). | |
| · | 150 mm of fibrecrete applied between and covering the lattice girders, for combined final thickness of 200 mm. |
Installation of the lattice girder ground support extends into the regolith material immediately below the sandstone. The ground support system design refinement is specific to the system transition through the changing rockmass conditions, assuming the regolith has an increasing strength profile with increased depth.
| 16.2.6.5 | Intersections – Secondary Support |
Maximum Span = 8.5 m
In addition to the standard support systems listed above in Categories 1 to 3, 3 m spin cables or Swellex are prescribed on a 2.0 m × 2.0 m pattern for intersections up to 8.5 m span. Single strand cable bolts can be utilized as an alternative to spin cables.
Maximum Span = 8.5 m to 11 m
In addition to the standard support listed in Category 1 (based on dice pattern), 4 m length single strand cable bolts (0.25 MN tensile capacity) installed with a 2.0 m grid spacing are prescribed for intersections spans of 8.5 m to a maximum of 11 m (RockEng file 23001-116). This design is limited to a maximum depth of 300 m (Mining Blocks 1 & 2) and applies to static conditions only. A shotcrete layer of 75 mm thickness is required where intersections are sited in poor quality rockmass conditions (i.e., Q < 1.7).
| 16.2.6.6 | In Stope Cable Bolting |
At the FS level design, 6 m long double-strand cable bolts on a 2.5 m x 2.5 m pattern are prescribed for stope backs, to ensure overall stability. Stope HW support is prescribed as 7.5 m double-strand cable bolts, installed from stope top and bottom cuts, fanned into the HW with 2 m × 2 m toe spacing. For optimum support effectiveness, cable bolts are to be oriented perpendicular to the excavation face / foliation.
| Page 309 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.2.6.7 | Draw Point Support |
Stope draw point support is prescribed as primary standard ground support supplemented with three rings of 4 m long spin cables or 25 t inflatable bolts with two holes per ring across the drift back.
| 16.2.6.8 | Vertical Development |
FS level ground support system design for the proposed 3 m × 3 m escapeway development is: mine screen installed with 1.2 m length rebar bolts, with a pattern of two bolts per face per ring with 0.9 m ring spacing.
| 16.2.7 | Backfill |
| 16.2.7.1 | Vertical Wall Stability |
Paste backfill strength for vertical wall exposures varies depending on HW to FW span as summarized in Table 16-1.
Table 16-1: Backfill Strengths Required for Varying Spans and FS.
| HW to FW span (m) | UCS (kPa) |
| 5 | 139 |
| 10 | 243 |
| 15 | 324 |
| 20 | 389 |
| 25 | 442 |
| 16.2.7.2 | Plug Strength |
The minimum plug strength required to mitigate risk of barricade failure during the main pour is 186 kPa.
| 16.2.7.3 | Cap Strength |
The minimum 3 m cap strength required for tramming over paste is 300 kPa. An additional 0.3 m of road bed or muck should be placed on top of the cemented paste backfill.
| 16.2.7.4 | Undercutting Strength |
Paste backfill strength for undercut exposures (i.e., sill pillar horizons) varies depending on HW to FW span as summarized in Table 16-2.
Table 16-2: Summary of Analytical and Empirical Design for Sill Spans. Safety Factor: 1.5
| Sill thickness (m) | Span (m) | Required UCS (kPa) | |
| 5.5 | 5 | 1400 |
| Page 310 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Sill thickness (m) | Span (m) | Required UCS (kPa) | |
| 5.5 | 11 | 4900 | |
| 7.5 | 15 | 5800 | |
| 10 | 20 | 6500 | |
| 12.5 | 25 | 6900 | |
| 30 | 10 | 500 | |
| 30 | 15 | 775* - 975** | |
| 30 | 20 | 1000* - 1500** | |
| 30 | 25 | 1350* - 1500** |
Note: *based on HW dip of 65°, ** based on HW dip of 90°
| 16.2.7.5 | Mining Through Paste |
The minimum strength required to mine through backfill is 0.8 MPa, based on empirical design.
| 16.3 | Hydrogeological Considerations |
A hydrogeological model and analysis were completed for the McIlvenna Bay Project PFS. As part of the FS, Stantec subsequently rebuilt the model incorporating new data collected since the PFS model construction. More refined shallow geological layering and geological features, such as faulting, were also incorporated in the FS model. No additional work has been completed on the hydrogeological models for this NI 43-101 Refresh. The following subsections are taking directly from the 2022 NI 43-101 FS report.
The understanding of site geology has not changed significantly since the construction of the PFS hydrogeological model. The 2021 geologic drilling activities onsite have confirmed that no major changes in the interpretation of stratigraphy or faulting have occurred. Therefore, this FS report will not reproduce the geological setting descriptions which were included in the PFS modeling report. Three 2021 geologic drill holes and one previously drilled geologic drill hole were selected for 2021 hydrogeologic testing of select geologic units. The FS hydrogeological model will focus on new data obtained since the PFS modeling and will outline how this data was incorporated into the FS groundwater modeling.
| 16.3.1 | Model Domain and Layering |
During the FS modeling, several refinements were made to the model to improve representation of the mine activities and surrounding geology. The refinements are provided in Table 16-3 for comparison between the PFS and FS models.
Table 16-3: Comparison of 2019 and 2021 Model Features
| Model | Layers | Lithology | Mesh Type | Faulting | Anisotropy
(Horizontal and Vertical) |
|
| 2019 PFS Model | 2 | Overburden Bedrock |
Structured Unstructured |
No | No | |
| 2021 FS Model | 5 | Overburden Dolostone Sandstone Regolith Bedrock |
Structured for all layers | Yes (Koziol fault) |
Yes |
| Page 311 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The same model domain was used for the FS as in the PFS modeling as it encompassed a large enough area outside the mine to avoid boundary condition influences and included surface water bodies that favored boundary condition assignments. The two-layer PFS model was refined vertically to consist of five layers in the FS model: Overburden, Dolostone, Sandstone, Regolith, and Bedrock, as presented in Figure 16-3. This refinement was completed to better represent the local shallow geology. Starting with the PFS mesh, a structured mesh was applied to all layers and FEFLOW layer types were assigned with Layer 1 as Phreatic, Layers 2-4 as Dependent, and Layer 5 as Confined.
A minimum thickness of 0.1 m was used for all layers, and the Koziol fault was simulated cutting across all the layers in the model. The fault location was determined from a 2018 Leapfrog model obtained from RockEng. Zones of higher hydraulic conductivity were used to represent the fault, and finer mesh discretization was conducted along the fault line to increase model precision over this area.
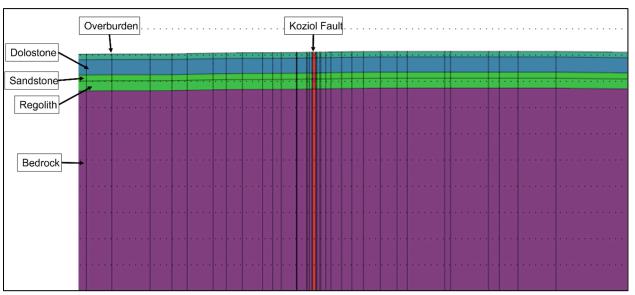
Figure 16-3: Model Layers and Fault Location
The data used to construct model surfaces for the mine project area originated from different sources, as did data for areas more distant from the mine. The topographic and formation surfaces in the mine project area were constructed using DXF files from the 2018 Leapfrog model. The topographic surface for the remaining model domain was constructed using DEM data obtained from the Government of Canada website. The DXF files from the mine project area were used to calculate the average thickness for each lithologic unit, and in areas where there were no formation data, the topographic DEM was projected downwards using the formation thicknesses to represent the subsurface stratigraphic. The lithologic data in the mine project area and the adjusted DEM was then stitched together to establish the model surfaces.
| Page 312 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.3.2 | Predictive Simulations |
The FS model simulation predicted a total of approximately 2,000 L/min of steady-state inflow into the mine workings, which generally agrees with the value predicted by the PFS model (2,394 L/min). A sensitivity analysis was conducted by raising and lowering all model K values a half-order of magnitude, which resulted in an inflow range of approximately 450 L/min to 9,950 L/min. A second analysis raising and lowering all K values, except the Koziol fault, resulted in a narrower inflow range of approximately 1,050 L/min to 5,500 L/min. A third analysis was conducted by only varying the sandstone conductivity and resulted in a narrower inflow range of approximately 2,000 L/min to 2,100 L/min. The sensitivity results demonstrate the inflow is most sensitive to the fault conductivity, for which there is no testing data.
| 16.3.3 | Limitations and Recommendations |
When geological surfaces from two sources are stitched together, interpolation artifacts at the stitching boundary are established and the accuracy of the geologic interpretation at the stitching boundary may be limited. Additionally, the formation surfaces outside of the mine project area were projected based on the best available isopach data. The model should consequently not be relied upon to make detailed predictions outside of the mine project area or Leapfrog geologic model domain.
While the PFS model was updated with geological surfaces in the mine project area, the surfaces were prepared from 2018 data. As such, new drillhole and geotechnical data obtained since 2018 were not reflected in the Leapfrog model nor the FS model. An update to the 2018 Leapfrog model to incorporate new data would assist in increasing the accuracy and representativeness of the geological surfaces.
The quantity and seasonality of field-obtained hydrogeological property values were limited. Accordingly, only steady-state calibration of the model was attempted. Formation properties used in the model were determined from a limited amount of field data and publicly available literature. Of particular note was the lack of any testing data associated with the Koziol fault. As noted from the sensitivity analysis results, the mine inflows are quite sensitive to the modeled K values of the fault. A field-testing program targeting all lithologies, with longer testing durations, would increase the overall quality of data and aid in transient model calibration.
| 16.4 | Mine Design and Method |
| 16.4.1 | Lateral Development |
All decline and lateral excavations will be developed using drill and blast methods. The mobile equipment required for development activities is as follows.
| · | Drill – 2-boom electric-hydraulic jumbo |
| · | Blast – mobile explosives loader |
| · | Muck – 18-t class LHD (BEV) |
| · | Ground Support Installation – 2-boom electric-hydraulic jumbo |
| · | Secondary Haulage –50-t UG haulage truck (BEV) |
| Page 313 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Lateral development will consist of all level access, footwall drives, ore sills, ramps, and excavations for infrastructure. The main development heading profiles for the UG workings are presented in Table 16-4.
Table 16-4: Main Development Heading Profiles
| Heading Type | Width (m) | Height (m) |
| Footwall (FW) Drive (no truck access) | 5.0 | 5.0 |
| FW Drive (truck access) | 5.0 | 5.5 |
| Level Access | 5.0 | 5.5 |
| Ramp | 5.0 | 5.5 |
| Crosscuts and Sills | 5.0 | 5.0 |
| Infrastructure | Varies | Varies |
| 16.4.2 | Level Development |
Levels will be developed at 30 m vertical intervals. Levels will have varying strike lengths, depending on the mineral resource at each elevation. A typical level is represented by the 0540 Level example in Figure 16-4.
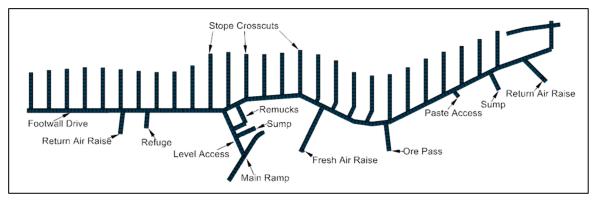
Figure 16-4: Typical Level Development
| 16.4.3 | Development Quantities |
The 3D mine model includes ramp, level, and infrastructure development required to access and extract the reserves. Table 16-5 presents the lateral development quantities by excavation type. An allowance was added to the lateral waste development quantities to account for slashes, corners, and take-down backs.
Table 16-5: Lateral Development Quantities
| Item | Meters |
| FW Drive (no truck access) | 18,435 |
| FW Drive (truck access) | 3,058 |
| Page 314 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Item | Meters |
| Level Access | 2,129 |
| Ramp | 6,159 |
| Crosscuts and Sills | 49,170 |
| Infrastructure | 9,604 |
| Total | 88,554 |
| 16.4.4 | Vertical Development |
Vertical development will consist of the shaft, ventilation raises, an ore pass, and bins. Return air raises will be excavated primarily using raise boring methods completed by a qualified contractor. Shorter exhaust raises may be developed via drop raise method. Fresh air raises will be excavated using an Alimak method to allow for installation of ground support and equipping of second egress. Ore pass and shaft development will also be excavated using an Alimak method. Fingers will be developed via drop raise method. Table 16-6 presents the vertical development quantities by excavation type.
Table 16-6: Vertical Development Quantities
| Item | Meters |
| Ore Pass with Fingers | 90 |
| Ore Bins | 49 |
| Return Air Raises | 2,031 |
| Fresh Air Raises | 1,177 |
| Shaft (excluding collar) | 600 |
| Total | 3,947 |
| 16.4.5 | Production Stoping |
For production mining, a combination of transverse and longitudinal longhole stoping approaches will be used for most of the ore. Modified Avoca mining will be used in the upper east of the mine.
Longhole stoping requires dividing the targeted mineral resource into individual stopes and establishing mining levels to access the stopes and position development to facilitate drilling, blasting, and extraction of the material. Once extraction of material within a stope is completed, the stope will be filled with either paste backfill or rockfill. Cemented rockfill is planned to be used for stopes mined prior to mill commissioning. Longhole is a non-entry mining method (i.e., during mining, personnel will be prohibited from entering the open portion of a stope). Material from within the stope is mucked remotely using LHDs to reduce worker exposure to potential ground hazards.
Table 16-7 presents the recovered ore tonnes by mining method. A significant portion of the mineral resource will be extracted via the transverse approach.
| Page 315 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 16-7: Ore Tonnes by Mining Method
| Mining Method | Recovered Ore Tonnes (million tonnes) |
| Transverse Longhole | 20.21 |
| Longitudinal Longhole | 7.10 |
| Modified Avoca | 0.93 |
| Development | 1.25 |
| Marginal Development* | 0.24 |
| Total | 29.73 |
Note: *For definition of marginal development refer to 16.6.2.
| 16.4.5.1 | Mining Blocks |
To achieve the planned production rate and allow flexibility in the schedule, production will be required concurrently from multiple mining blocks. Each mining front will be mined using the bottom-up approach.
The main vertical mining blocks are as follows and represented in Error! Reference source not found.
| · | Mining Block 1 (Modified Avoca): 300 Level to 60 Level |
| · | Mining Block 2: 180 Level to 60 Level |
| · | Mining Block 3: 300 Level to 180 Level |
| · | Mining Block 4: 450 Level to 300 Level |
| · | Mining Block 5: 570 Level to 450 Level |
| · | Mining Block 6: 780 Level to 570 Level |
| · | Mining Block 7: 960 Level to 780 Level |
| · | Mining Block 8: 1080 Level to 960 Level |
| Page 316 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
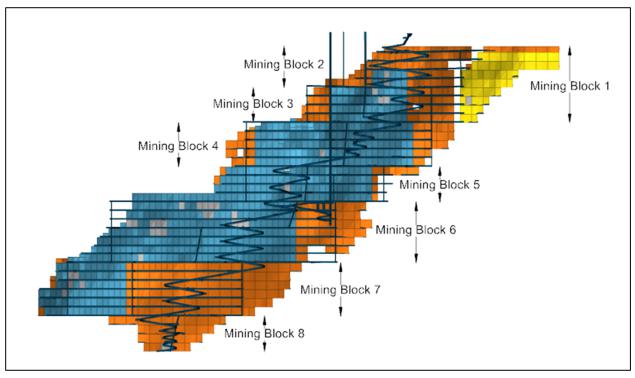
Figure 16-5: Mining Blocks
| 16.4.5.2 | Transverse Longhole Stoping |
For transverse longhole stoping, a drift will be established in the FW and each stope will be accessed from the FW drift with a crosscut developed through the centre of the stope. Primary and secondary stopes will be defined at 20 m wide intervals along strike.
| 16.4.5.3 | Longitudinal Longhole Stoping |
Longitudinal stopes will generally be located at the end of the levels where the ore thickness is narrower. Access will be from the FW drift with a sill drift developed along the strike of the ore body. Stoping will start at the end of each sill and retreat toward the access. Each stope will be 20 m to 40 m long. Once extracted, each stope will be paste-filled prior to mining the adjacent stope.
| 16.4.5.4 | Modified Avoca Stoping |
The Avoca stopes will be accessed from the FW drift with a sill drift developed along the strike of the ore body. Once extracted, each stope will be rockfilled from the overcut of the stope.
| Page 317 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.5 | Productivities |
| 16.5.1 | Effective Hours |
The UG operations will consist of two 12-hour shifts per day, seven days per week. Time worked during these 12-hour shifts is expected to fall into one of two categories: effective or non-effective.
Non-effective time may result from necessary parts of the job (e.g., travel to the workplace, equipment refueling, and shift safety meetings) during which workers may not be actively conducting mining work (i.e., effective time).
The effective time calculation presented in Table 16-8 represents the available time UG that a worker will be able to perform tasks.
Table 16-8: Estimated Worker Effective Time per Shift
| Activity | Time | Unit |
| Start of shift Lineup | 15.0 | min |
| Travel to workplace | 38.0 | min |
| Work site Assessment and Set-Up | 5.0 | min |
| Lunch | 45.0 | min |
| Breaks | 30.0 | min |
| Weekly Safety meeting (30 minutes per week) | 2.1 | min |
| Blasting Delays (60 minutes per week) | 8.6 | min |
| Supervisor Visits | 10.0 | min |
| Outside Interference (Engineer / Surveyor / etc. – 15 minutes per week) | 4.3 | min |
| Pre-shift workplace assessment | 10.0 | min |
| Travel from workplace | 33.0 | min |
| Total Non-Effective Shift Time | 191.0 | min |
| Total Non-Effective Shift Time | 3.2 | hr |
| Total Shift Length | 11.5 | hr |
| Total Effective Shift Time | 8.8 | hr |
To offset some non-effective time, certain mobile equipment with remote and/or automation capabilities will be included in the fleet to allow for UG activities during shift change and other non-effective time.
The automated equipment in the fleet includes the following.
| · | LHDs (tele-remote) – to muck from a draw point to a remuck, or to load haulage trucks |
| · | Jumbos (automated) – facing drilling |
| · | Longhole drills (single hole automated) – production drilling |
This results in approximately 1.5 hours per shift increase in effective work time for mining activities related to these pieces of equipment.
| Page 318 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
For the equipment to operate safely on tele-remote or automated, controls will be placed at or near the workplace to ensure personnel will not enter the work area. If controls are by-passed the equipment will be shut down automatically.
| 16.5.2 | Labour |
The majority of the UG excavations and construction will be completed by Foran personnel. Contractors will be used for the initial year of development and construction in Year -2, and for ongoing raising activities throughout the life-of-mine. The shaft program will be completed by a contractor, which is scheduled to start in the Year 5.
The UG labour will peak at 272 personnel on-payroll. The UG labour is split between contractor and Foran personnel, separated into the following four main groups.
| · | Management |
| · | Technical Services |
| · | Mine Operations |
| · | Mine Maintenance |
| 16.5.3 | Development |
The lateral development advance rates were divided into the components of the drill-blast-muck-bolt cycle and estimated from first principles. Advance rates were developed for single and multiple heading scenarios. The rates reflect the advance each drill jumbo crew and its associated gear will achieve over extended periods of operation. The rates reflect long-term averages and include an efficiency allowance. The efficiency allowance accounts for interferences from other activities and conflicting priorities that occur during the operating period.
Table 16-9 presents the lateral development blended (multiple heading) advance rates for each heading type.
Table 16-9: Lateral Development Advance Rates
| Heading Type | Multiple Heading (m/day) |
| Ramp (5.0 m W × 5.5 m H) | 7.8 |
| Lateral (5.0 m W × 5.5 m H) | 7.8 |
| Footwall (5.0 m W × 5.0 m H) | 8.1 |
| Cross-cut (5.0 m W × 5.0 m H) | 9.4 |
| Ore (4.5 m W × 4.5 m H) | 9.9 |
The multiple heading rates for a mining complex varies, based on the productivities of the drill jumbos at 9.8 m/d and the number of available jumbos and faces. The quantity of remaining equipment required to support lateral development was calculated based on the total advance rate and the productivity of each piece of equipment.
| Page 319 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The vertical development advance rate using the raise boring method will be approximately 2.2 m/d for a 3.0 m diameter raise. This advance rate includes setup and teardown (15 to 16 days) as well as pilot hole drilling (25 m/d) and reaming of the raise (10 m/d).
The vertical development advance rate using the Alimak method will be approximately 2.4m/d for a raise with a 3.0 m × 3.0 m profile. This includes setup, drilling, blasting, mucking, bolting, installation of rails, and teardown.
| 16.5.4 | Stope Productivity |
Stope production rates were divided into the components of the drill-blast-muck (DBM) and backfill cycle and estimated from first principles. The time for each element of the DBM cycle for an average transverse stope (i.e., 20 m wide × 14.3 m long × 30 m high) is presented in Table 16-10. The 50.3 day cycle time averages an estimated 503 t/d for a typical 25,277 t stope.
Table 16-10: DBM Cycle of a Typical Transverse Stope
| Item | Time (days) |
| Stope Preparation | 2 |
| Drilling | 12 |
| Blasting | 2 |
| Mucking | 10 |
| Backfill Barricade Installation | 6 |
| Backfilling (includes pour and cure, including the plug) | 27 |
| Total Cycle Time | 59 |
Stoping DBM productivities were divided into the three main mining methods: transverse, longitudinal, and Modified Avoca, with representative stope sizes and average productivities presented in Table 16-11.
Table 16-11: DBM Cycle for Representative Stope Sizes
| Method | Stope Dimensions | Tonnes |
Cycle
Time (Days) |
Tonnes
per Day | ||
| Length (m) | Width (m) | Height (m) | ||||
| Transverse | 12.2 | 20 | 30 | 22,400 | 59 | 378 |
| Longitudinal | 40 | 5.5 | 30 | 18,600 | 60 | 310 |
| Modified Avoca1 | 225 | 4.5 | 30 | 82,000 | 112 | 732 |
Note: 1 Average stope size for entire level.
| 16.6 | Mine Production Schedule |
| 16.6.1 | Development Scheduling |
All mine development and production scheduling has been prepared using Deswik scheduling software. The schedule is interactively linked to the 3D mine model. All development and production scheduled is based on dependencies linked within the mine model. All data is contained within the mine model and schedule.
The primary development focus will be to develop the ramp and establish the initial sills for each mining block. On each level, priority will be to establish the ventilation system as well as initial infrastructure, and ore development.
The total lateral development is separated into Capital and Operating and summarized annually in Table 16-12, and summarized by development type in Table 16-13. In all schedule tables assume Year -2 is 2024.
| Page 320 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 16-12: Summary of Annual Lateral Development
| Development Type | YR -2 | YR -1 | YR 1 | YR 2 | YR 3 | YR 4 | YR 5 | YR 6 | YR 7 | YR 8 |
| Lateral Meters (Operating) | 0 | 2,888 | 4,202 | 6,114 | 5,798 | 3,508 | 2,275 | 2,682 | 2,416 | 1,551 |
| Lateral Meters Capital | 476 | 4,794 | 5,965 | 4,767 | 5,117 | 6,063 | 5,326 | 2,407 | 2,649 | 3,594 |
| Development Type | YR 9 | YR 10 | YR 11 | YR 12 | YR 13 | YR 14 | YR 15 | YR 16 | YR 17 | YR 18 |
| Lateral Meters (Operating) | 0 | 3,173 | 3,930 | 1,117 | 0 | 0 | 0 | 0 | 0 | 0 |
| Lateral Meters Capital | 5,344 | 1,759 | 638 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
Table 16-13: Annual Lateral Development by Heading Type
| Development Type | YR -2 | YR -1 | YR 1 | YR 2 | YR 3 | YR 4 | YR 5 | YR 6 | YR 7 | YR 8 |
| FW Drive (no truck access) | 77 | 1,028 | 2,173 | 1,873 | 2,118 | 2,182 | 1,873 | 1,172 | 1,149 | 1,893 |
| FW Drive (truck access) | 87 | 704 | 700 | 607 | 96 | 319 | 148 | 0 | 38 | 179 |
| Level Access | 73 | 408 | 342 | 0 | 239 | 320 | 102 | 0 | 53 | 129 |
| Ramp | 136 | 1,111 | 827 | 79 | 690 | 1,132 | 246 | 0 | 209 | 452 |
| Crosscuts and Sills | 24 | 3,555 | 5,223 | 7,098 | 6,975 | 4,657 | 3,376 | 3,538 | 3,200 | 2,044 |
| Infrastructure | 79 | 876 | 901 | 1,223 | 797 | 961 | 1,856 | 379 | 416 | 448 |
| Development Type | YR 9 | YR 10 | YR 11 | YR 12 | YR 13 | YR 14 | YR 15 | YR 16 | YR 17 | YR 18 |
| FW Drive (no truck access) | 2,897 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| FW Drive (truck access) | 180 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Level Access | 262 | 201 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Ramp | 874 | 402 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Crosscuts and Sills | 119 | 3,680 | 4,562 | 1,117 | 0 | 0 | 0 | 0 | 0 | 0 |
| Infrastructure | 1,011 | 650 | 6 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Page 321 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Figure 16-6 presents a graph of the LOM development schedule.
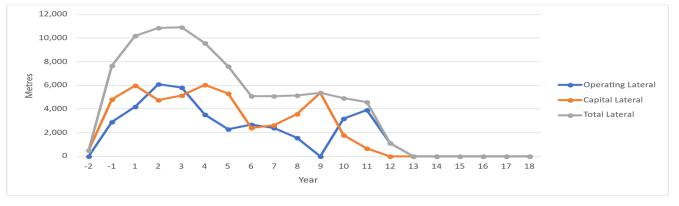
Figure 16-6: Lateral Development Profile
| 16.6.2 | Production Scheduling |
The production rate for the McIlvenna Bay Deposit is 4,900 t/d. The production plan will focus on optimizing ramp-up and maximizing productivity. In the area of transverse stopes, a primary / secondary stope sequence will be used to maximize recovery. Primary stopes will be recovered first on the initial level, followed by primary stopes on the next vertical level above. Afterwards, secondary stope recovery will start on the initial level while still advancing primary stopes vertically.
| 16.6.2.1 | Consideration of Marginal Cut-off Value |
Marginal material is classified as either marginal development or incremental stoping. Marginal material is below the planned cut-off value but is economic to process. The cut-off value calculation for marginal material does not include sustaining capital or infrastructure costs and is US$73.97/t NSR.
Marginal development occurs in operating crosscut and sill development. Most marginal development tonnes will be processed at the end of the mine life, although available tonnes will be processed throughout the life of the mine when the mill has capacity.
Incremental stoping utilizes the development that is planned to mine the above cut-off value material and occurs in the FW of stopes which have already been extracted.
| 16.6.3 | Production Profile |
Table 16-14, Figure 16-7 and Figure 16-8 present the life-of-mine production tonnes and profile. In all schedule tables assume Year -2 is 2024.
| Page 322 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 16-14: Life-of-mine Production Tonnes
| Source | Yr -2 | Yr -1 | Yr 1 | Yr 2 | Yr 3 | Yr 4 | Yr 5 | Yr 6 | Yr 7 | Yr 8 |
| Development Ore Tonnes | 0 | 99,822 | 117,510 | 155,049 | 167,675 | 104,990 | 78,974 | 94,012 | 90,496 | 67,542 |
Stoping Ore Tonnes
|
0 | 246,521 | 1,294,411 | 1,425,304 | 1,602,435 | 1,679,854 | 1,688,093 | 1,609,294 | 1,663,173 | 1,693,318 |
| Incremental Stoping Ore Tonnes | 0 | 9,805 | 26,290 | 25,946 | 23,570 | 7,534 | 8,678 | 7,374 | 24,167 | 31,042 |
| Marginal Development Tonnes | 0 | 17,616 | 21,782 | 50,668 | 27,504 | 16,617 | 6,144 | 15,448 | 6,268 | 5,838 |
| Source | Yr 9 | Yr 10 | Yr 11 | Yr 12 | Yr 13 | Yr 14 | Yr 15 | Yr 16 | Yr 17 | Yr 18 |
| Development Ore Tonnes | 0 | 112,043 | 120,381 | 43,523 | 0 | 0 | 0 | 0 | 0 | 0 |
Stoping Ore Tonnes
|
1,704,640 | 1,631,617 | 1,631,313 | 1,669,704 | 1,684,576 | 1,772,373 | 1,764,379 | 1,755,258 | 1,169,366 | 34,986 |
| Incremental Stoping Ore Tonnes | 78,753 | 49,068 | 41,629 | 77,550 | 93,729 | 5,820 | 0 | 10,620 | 0 | 0 |
| Marginal Development Tonnes | 0 | 40,479 | 22,097 | 5,209 | 0 | 0 | 0 | 0 | 0 | 0 |
| Page 323 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
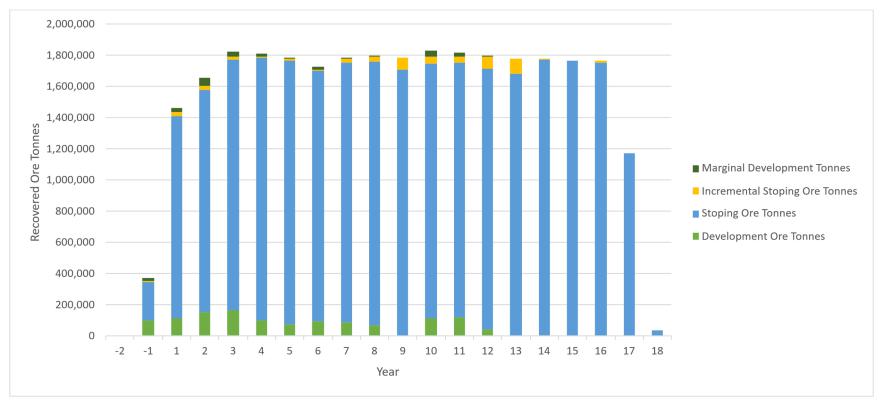
Figure 16-7: Life-of-mine Production Profile – Ore Type
| Page 324 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
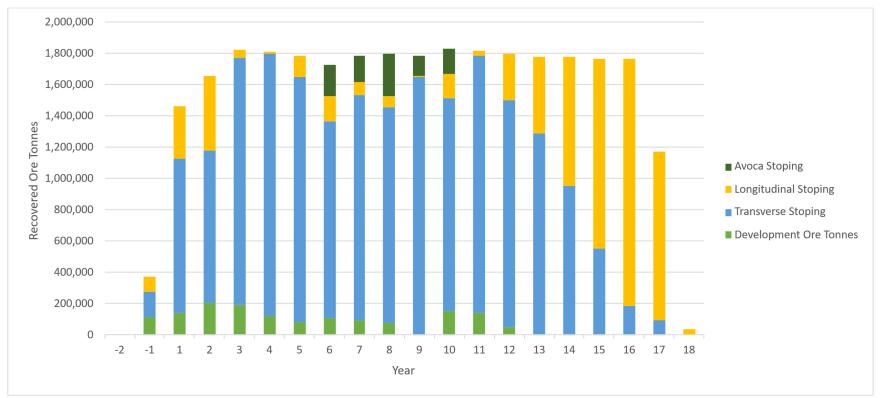
Figure 16-8: Life-of-mine Production Profile – Mining Method
| Page 325 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.7 | Mobile Equipment Selection |
The McIlvenna Bay Project will be developed using a high degree of automated equipment. The main production equipment will be capable of remote and, in select cases, autonomous operation. Mobile equipment was selected that is appropriate for the mining methods and to support the production rate. The automation backbone will not be fully installed during the project period (Years -2 and -1) but will be available during the production period (Year 1 onwards).
Equipment fleet costs and performance are supported by information from the original equipment manufacturers (OEMs) and only commercially available products were considered. Further electrification should be considered as OEM’s demonstrate the efficacy of new equipment in the coming months and years. The mine development contractor will use and maintain equipment provided by Foran and will return the equipment to Foran in proper working condition.
Key elements considered in the ultimate equipment selection will include:
| · | Mine design |
| · | Mining methods |
| · | Productivities |
| · | Fleet standardization of key components |
| · | Maintainability |
| · | Economics |
The equipment fleet includes the main development and production gear as well as auxiliary gear to support operations.
Each development crew will have a two-boom drill jumbo for face drilling and installing ground support, access to a shared ANFO (ammonium nitrate/fuel oil) explosive loader for development headings, an LHD to muck the face and load trucks, and a scissor lift for installing services. The development crew will be supported by the haulage truck fleet.
Vertical development will be a combination of Alimak and raise boring and will be completed by contractors providing the equipment as required. The raising equipment is excluded from the equipment list.
Production will be largely completed by variations of longhole mining. Longhole ITH and Top hammer drills will be used to drill the blastholes, the blastholes will be loaded using a shared fleet of emulsion loaders, and an LHD will muck the stope to the nearest remuck or to a waiting truck.
The fleet includes a mechanical bolters for cable bolt drilling and other secondary ground support installation when required.
There will be approximately 59 pieces of equipment operating in the mine during peak production years, which includes six haulage trucks. This will occur prior to the shaft being operational, at which point the number of haulage trucks will reduce to a low of five trucks.
The mobile equipment fleet operating each year is summarized in Table 16-15 (production and development fleet) and Table 16-16 (auxiliary fleet). In all schedule tables assume Year -2 is 2024.
| Page 326 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 16-15: Production / Development Mobile Equipment Fleet
| Equipment Type | Yr -1 | Yr 1 | Yr 2 | Yr 3 | Yr 4 | Yr 5 | Yr 6 | Yr 7 | Yr 8 | Yr 9 | Yr 10 | Yr 11 | Yr 12 | Yr 13 | Yr 14 | Yr 15 | Yr 16 | Yr 17 | Yr 18 |
| Production / Development Fleet | 26 | 31 | 31 | 32 | 33 | 33 | 33 | 33 | 33 | 33 | 33 | 33 | 29 | 20 | 20 | 18 | 18 | 13 | 10 |
| Anfo Truck | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 0 | 0 | 0 | 0 | 0 | 0 |
| Emulsion Loader | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| Haul Truck | 5 | 6 | 6 | 7 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 4 | 4 | 4 | 4 | 4 | 3 | 0 |
| Jumbo | 4 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 0 | 0 | 0 | 0 | 0 | 0 |
| LHD - Dev | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 0 | 0 | 0 | 0 | 0 | 0 |
| LHD - Prod | 3 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 3 | 3 | 2 | 2 |
| Production Drill | 2 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 0 | 0 |
| Reaming Drill | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Scissor Lift | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Shotcrete Sprayer | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Transmixer | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Page 327 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 16-16: Auxiliary Mobile Equipment Fleet
| Equipment Type | Yr -1 | Yr 1 | Yr 2 | Yr 3 | Yr 4 | Yr 5 | Yr 6 | Yr 7 | Yr 8 | Yr 9 | Yr 10 | Yr 11 | Yr 12 | Yr 13 | Yr 14 | Yr 15 | Yr 16 | Yr 17 | Yr 18 |
| Auxiliary Equipment Fleet | 28 | 29 | 29 | 29 | 29 | 29 | 29 | 29 | 29 | 29 | 29 | 29 | 27 | 27 | 27 | 27 | 24 | 23 | 23 |
| Block Holer | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Bolter | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Boom Truck | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| Fork Lift | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| Fuel Truck | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Grader | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| LHD - Utility | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Light Utility | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 7 | 7 | 7 | 7 | 4 | 4 | 4 |
| Man Carrier | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 2 | 2 |
| Scissor Lift - Construction | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Truck (Trades) | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Truck w Backhoe | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Total UG Mobile Equipment | 54 | 60 | 60 | 61 | 62 | 62 | 62 | 62 | 62 | 62 | 62 | 62 | 56 | 47 | 47 | 45 | 42 | 36 | 33 |
| Page 328 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Equipment operating hours have been estimated from first principles. The requirement for equipment specific to development or production will fluctuate with changes to annual throughput, while some equipment will operate at a certain rate regardless of the tonnage or meters being developed.
A mobile equipment rebuild and replacement schedule was developed based on the operating hours required and the equipment available.
| 16.8 | Ventilation |
The UG mine ventilation system is designed to be a “push-pull” system, with the exhaust fans being the main driving fans and the intake fans used to pull fresh air through the heaters and into the intake raise. The portal will be upcasting with heated air to prevent freezing. The production shaft will also be upcasted to prevent freezing and to allow for safe air quality to travel within. The upcast ventilation will be provided through fans installed at the airlock doors UG to access the shaft on 620 Level. The ventilation system is designed to support a hybrid diesel and BEV fleet, with the main loading and haulage equipment being BEV.
The intake ventilation fans will have a maximum design capacity of 250 m3/s, and the exhaust fans will have a maximum design capacity of 240 m3/s. This ventilation capacity is based on the requirement to provide airflow for heat dilution, diesel particulate matter dilution, dust control, and to maintain adequate air changes through all active areas.
A heat recovery system is planned to recover the low-grade heat from the exhaust air to heat the intake ventilation air. Additional heating from propane heaters will used when the exhaust heat recovery is insufficient to raise the intake air above freezing. UG ventilation on demand (VOD) will be used to monitor and control the ventilation system to ensure adequate air quality is maintained on all working levels.
| 16.8.1 | Airflow Requirements |
The airflow requirement for the mine was based on the ventilation system capacity to maintain adequate working temperatures underground based on summer design temperatures, also ensuring that minimum velocities underground and airflow requirement for dilution of diesel particulate matter per CANMET are provided. The airflow requirement calculations are based on the main operating equipment requirements. The peak airflow requirement for the mine is approximately 255 m3/s, 235 m3/s required for heat dilution of the UG mobile equipment, and 20 m3/s required to maintain some upcasting ventilation in the shaft.
| Page 329 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.8.2 | Overall Ventilation |
| 16.8.2.1 | Stage 1 |
The initial ventilation stage focused on the development of the main 5.0 m diameter intake ventilation raise. This development was supported by the 186 kW (250 hp) portal intake fan and heater used for the ADEX Program, with 1.52 m (60 inch) diameter rigid PVC ducting. A 22 kW (25 hp) auxiliary fan directws ventilation air from the ramp and duct it to the development headings on the 60L. At this stage only the fresh air fans werew installed on surface.
| 16.8.2.2 | Stage 2 |
The ventilation for the second stage (full production) will require the surface exhaust raise to be established and the surface exhaust fans to be installed, along with airlock doors on the 180L, between the intake raise (with escapeway) and exhaust raise (4.0 m diameter) locations. The airlock doors will allow the fresh air to be isolated from the exhaust air stream in the life-of-mine ventilation design. This stage will also include the development of internal exhaust raises on each end of the level footwall drifts.
The ventilation system will provide flowthrough ventilation along most of the levels, with auxiliary ventilation requirements to support production. The exhaust from the internal exhaust raises at each end of the level will be delivered to the 180L. This will be a dedicated exhaust transfer drift to direct the exhaust from the raises at the end of the level to surface. Semi Automated regulators will be installed at the exhaust raise accesses on the level to control the level ventilation.
| 16.8.2.3 | Stage 3 |
The life-of-mine ventilation system is an extension of the Stage 2 ventilation system, with additional internal exhaust raises being established at the end of the levels to support production in new levels and internal fresh air raises with escapeway established closer to the center of the level. Regulators will be installed at each of the internal exhaust raise accesses for control of ventilation on each of the mining levels. Air quality stations will be installed at each of the regulator stations and at intervals within the main ramp to monitor the air quality.
Figure 16-9 highlights the ventilation schematic for the final stage of the ventilation system. Additional accesses to the shaft will be established during life-of-mine. Doors will be installed at these accesses with 22 kW fans as required to maintain the shaft upcasting.
| Page 330 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
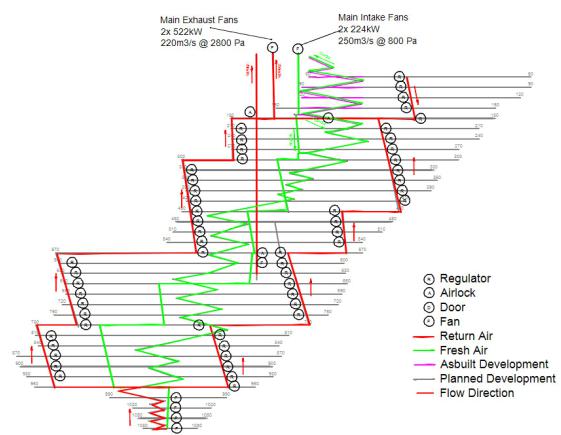
Figure 16-9: Stage 3 – Life-of-Mine, Ventilation Schematic
| 16.8.3 | Ventilation Controls |
| 16.8.3.1 | System Controls, Operability, and Maintainability |
Ventilation controls will be used to control the airflow throughout the mine to optimize the ventilation system performance and reduce health and safety risks from air recirculation and short circuiting. These controls will include airlocks, automated regulators with louvers, and UG fans in bulkheads.
| 16.8.3.2 | Emergency Alert System |
For the ventilation emergency alert system, ethyl mercaptan is planned to be combined with R134a as a propellant to form a stench gas and then introduced into the ventilation stream. The system will be located at the surface ventilation intake raise and will have redundancy injection and a cylinder package complete with enclosures. The system will be sized to a capacity suitable for the intake air flows and required concentrations through the mine workings.
| Page 331 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The stench gas can be released remotely via the human-machine interface located in the central control room, or manually via the panels located at the surface intake locations. The stench gas will be released on notification of fire or any other emergency underground. Cap lamp emergency warning will also be implemented for immediate emergency notification.
| 16.8.3.3 | Ventilation on Demand |
VOD is planned to be implemented to ensure adequate air quality underground and to avoid over-ventilating. The VOD system will employ a series of sensors distributed throughout the mine. The sensors will send real-time information to a central computer with specialized software that monitors the air quality, vehicle use, and personnel locations underground. This technology, combined with variable speed main fans and louver controls, will establish a highly adaptable ventilation system capable of substantial energy savings, while maintaining air quality standards on the working levels and improved blast clearance times.
| 16.9 | Ore and Waste Handling System |
| 16.9.1 | Ore and Waste Handling Process |
The ore and waste handling system will be a combination of truck haulage and a shaft hoisting system.
Prior to the shaft hoist being commissioned, ore will be mucked using LHDs from the sill headings and stopes and loaded into haulage trucks that will transport the ore via the ramp to surface. After the shaft loading pocket is commissioned, ore trucking to either surface or the 0570 Level rock breakers will be optimized based on travel distance and elevation change to take advantage of regenerative charging of the BEV haulage trucks.
Once stoping begins, waste rock generated from development headings will primarily be used as backfill when there are available stopes in the backfilling cycle. The remaining waste will be trucked to surface. There are no plans to hoist waste to surface.
The shaft construction will commence in Year 5, in conjunction with production from the lower mining blocks. The shaft will be excavated from underground in two legs from 0630 Level to surface, breaking into the pre-constructed shaft collar. The legs will be driven at 2.4 m wide × 3.6 m long. Once the raises are complete, a shaft sinking stage will be set up in the collar. The pilot raise will be slashed to full length, with ground support installed and shaft equipping from the stage as advance progresses from surface to the shaft bottom (nominally 0630 Level). Refer to Figure 16-10 for a plan view of the shaft.
| Page 332 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
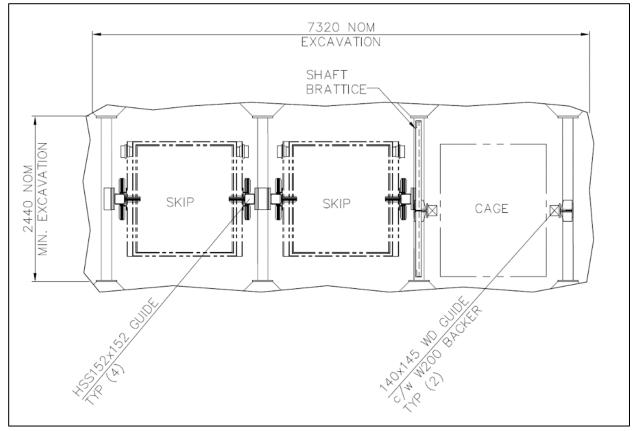
Figure 16-10: Plan View of Shaft
Shaft layout will be rectangular with steel guides for the skips, wood guides for the cage, and unlined (see Figure 16-10). The production hoist will be a 3.66 m (12 ft) double drum hoist operating the two skips in balance. Each skip will be bottom discharge (arc gate type) and sized for approximately 10 t payloads. The cage will use a 2.54 m (8.3 ft) single drum hoist and used to transport personnel, materials, light equipment, and tools between surface and underground as required. As the ramp will provide drivable access from surface to all levels, the hoist will not be designed to lower large equipment.
The shaft loadout will consist of two rock breaker stations on 0570 Level, consisting of two 2,000 t bins with vibratory feeders onto the loadout conveyor on 0600 Level that will feed the loadout transfer car. The loadout conveyor transfers the material to the loading pocket. The loading pocket receives material through the transfer car and directs it to one of two measuring flasks.
Table 16-17 presents the material handling system requirements.
| Page 333 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 16-17: Material Handling System Requirements
| Parameter | Value |
| Operating Days per Year | 360 |
| Shift duration | 12 hours per shift, 2 shifts per day |
| Hoist Utilization | 17 hours per day on average |
| Ore Production | 4,900 tpd |
| Contingency | 20% |
| Hoisting Design Capacity for Ore (including contingency) | 5,040 tpd |
The headframe will enclose the shaft and skip dump arrangement, and a bin house will enclose the surface bin and transfer point to the overland conveyor. Skips will bottom dump through a chute into a 165 t surface ore bin. A deflector gate will direct hoisted material to a bunker on the ground if the overland conveyor is not operating. The surface ore bin will discharge ore onto the overland conveyor via an apron feeder.
| 16.9.2 | Rock Breaker Facilities |
The rock breaker facilities will be located on 0570 Level. There will be two rock breaker stations fed directly from trucks or LHDs dumping material onto grizzlies.
Both rock breaker stations will have scalping bars and a sunken grizzly design with storage capacity of two truckloads. The sunken grizzlies will have 500 mm × 500 mm openings and be protected by wear liners.
Each station will be equipped with two separate booms: one boom will be equipped with a hammer while the other boom will be equipped with a grappling arm. Respectively, these will be used to break oversized material to pass through the grizzly openings and to remove tramp metal. A hydraulic power unit (HPU) equipped with a self-contained fire protection system will be shared by the two booms.
The rock breaking stations will be equipped with closed-circuit television and controls to allow the rock breaker operator to work from the on-site control room on surface. This will remove the operators from exposure to noise and dust. A local operator station will also be available underground to continue the rock breaking operation in the event of a communications loss with the on-site control room.
Figure 16-11 presents a schematic of the rock breaker station with hammer and grapple booms
| Page 334 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
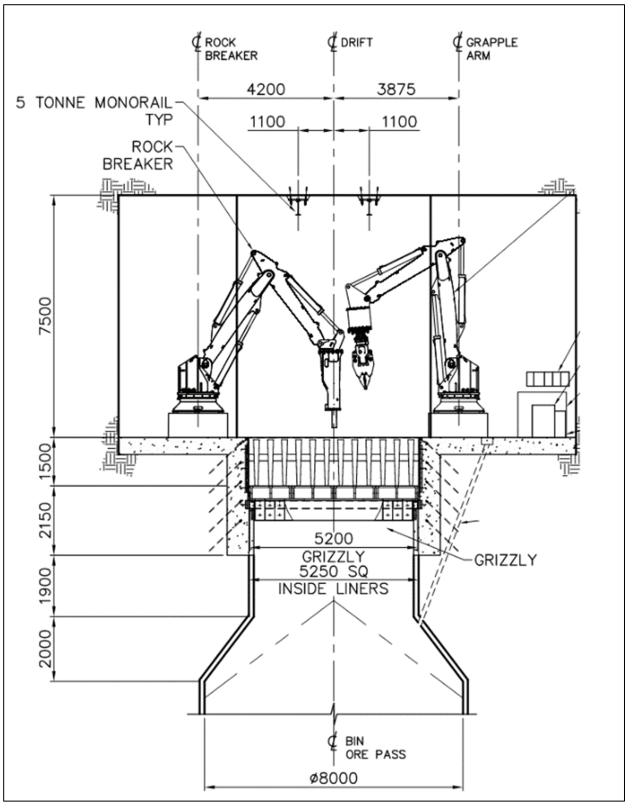
Figure 16-11: Schematic of a Rock Breaker Station
| Page 335 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.9.3 | Vibratory Feeders and Loadout Conveyor |
Hydraulic arc gates at the discharge of the bins will facilitate isolation of material flow for safe operations and maintenance activities. Once the gates have been opened, material will flow onto the deck of the vibratory feeders until the flow of material is stopped by the natural angle of repose of the feed material. Material from each bin will be fed onto a single 1,500 mm wide conveyor belt that transfers the material to the loading pocket. The width of the belt has been selected based on the ability to accept and handle the largest material that may pass through the grizzly opening.
Self-cleaning belt magnets will facilitate the capture of tramp metal that was not removed at the grizzly.
The 0600 Level loadout conveyor will be equipped with variable speed drives and will operate at 1.0 m/s. This will allow maximum control over the feeding of the loading flasks to achieve consistent loading during skipping operations.
| 16.10 | Mine Dewatering |
| 16.10.1 | Overview |
The UG dewatering facilities are designed to receive water from three sources: ground water seepage, UG process operations, and flush water used to clean paste backfill lines. Ground water seepage will contribute approximately 80 m3/h, of which 50% is expected to be captured on the first mining level. Process water from operations, including drilling, dust control, washing equipment, etc., will produce an average of 47 m3/h of water. Backfill line flushes will contribute on average 3 m3/h of water. Water from these three sources will be directed to different areas of the UG mine workings for a total combined average rate of 130 m3/h, as presented in Table 16-18. Daily volumes will vary depending on the level of activities, backfill sequence, etc.
Table 16-18: Estimate Water Source Flows
| Mine Source | Average Flow (m3/h) |
| Groundwater | 80 |
| Process Water | 47 |
| Backfill Flush | 3 |
| Total | 130 |
The dewatering system will be a cascading design that includes borehole sumps, permanent level sumps, and main pump stations. The 0060 Level permanent level sump will use a dammed decanting arrangement as the collected water will primarily be ground water, not requiring significant filtration. The main pumping stations, 0450 Level, 0780 Level, and 0960 Level will be clean water systems utilizing level sumps, three settling / filtering sumps, and clean water sumps and reservoirs.
Figure 16-12 presents a schematic process flow diagram that illustrates the water flow streams.
| Page 336 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
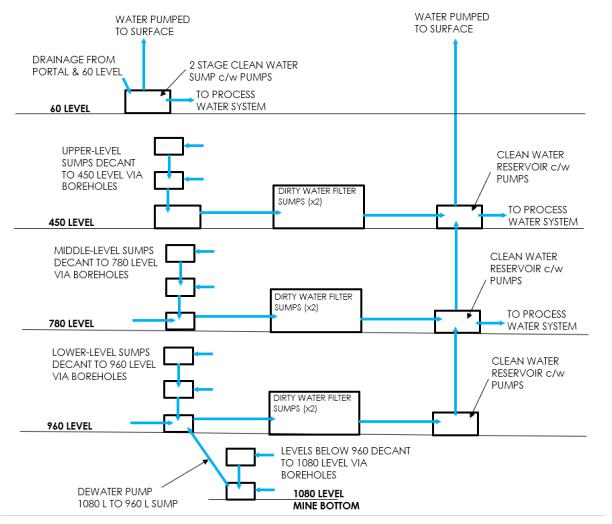
Figure 16-12: Schematic Dewatering Process Flow Diagram
Borehole sumps will consist of two drainage boreholes located in the floor at the front (or shallow end) of the sump, and intake boreholes from the back at the back end of the sump. Depending on operating level, the sump may or may not be fed from a higher elevation level borehole sump. Process water tie-in points will be available at the entrance for every borehole sump for flushing and cleaning the sumps.
A typical level sump will consist of one or more submersible pumps located at the end of a walkway. The submersible pumps can be removed using a chain hoist on a monorail. Process water tie-in points will be supplied at the entrance of every level sump for flushing and cleaning purposes. A fan and duct will be installed to ventilate the sump.
Temporary dirty water level sumps will be commissioned away from the ramp, generally using existing cutouts with a negative gradient. These sumps will collect and pump water to the borehole sump using a single submersible pump.
| Page 337 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.10.2 | Sump Locations and Roles in the Mine Dewatering System |
Borehole sumps will be located on every level, nominally 30 m vertical spacing, except on levels with permanent level sumps (0060 Level, 0450 Level, 0780 Level, 0960 Level, 1020 Level, 1080 Level).
Water collected in the level sumps on main pumping station levels will be pumped into one of three dirty water settling sumps. The settling sumps will be constructed on a base graded at a +3% slope to allow water to drain via gravity through a porous filter membrane (Sturda weir or equivalent). Based on an estimate of 1% solids by weight for run-of-mine water, the sump will take approximately 10 days to fill completely with solids. Once full, the dirty water will be directed to the subsequent settling sump allowing for a 20-day cycle to decant the excess water, remove the residual solids, and set up the weir to receive water again.
Settled and filtered water from the settling sumps will be directed to the clean water level sump through a concrete ditch. This sump will be at a -17% gradient and have a shallow excavation with a short holding time, pumping clean water at a rate of 197 m³/h to the clean water reservoir on the same level. The clean water reservoir will have a live capacity of 350 m³.
The clean water reservoir will be constructed in a cutout with a concrete dam to provide flooded suction for the pumps. There will be two horizontal multistage centrifugal pumps in the pump station, one operating and one standby, to pump the filtered water to the next pumping station or to surface for treatment. There will also be a pipe and valving to supply filtered water to the process water system two levels below, nominally 60 meters, from the clean water reservoirs on 0450L and 0780L and the decanted water side of the 0060 Level permanent level sump.
| 16.11 | Backfill Distribution |
Backfill to be used at the McIlvenna Bay Project is paste fill for transverse and longitudinal stopes, and uncemented waste rock for Avoca stopes. Waste rock will also be added to the secondary longhole stopes being filled with paste fill when available.
| 16.11.1 | Paste Backfill |
Two types of tailings material will be produced from the process plant and used in the production of paste backfill. A Non-Acid Generating Tailings will make up most of the tailings produced by the process plant along with a Pyrite Concentrate generated through a pyrite flotation circuit. The Non-acid generating Tailings will be thickened and sent to either a separate filtration plant and disposed in a conventional tailings disposal site, or to the paste plant to be sent underground as backfill. Due to the potential acid generating nature of the Pyrite Concentrate, it will be sent to either a temporary storage tank and reclaimed, or directly to the paste plant to be used for backfill. The optimum blending ratio to meet the mine’s process and geotechnical demands has been investigated through laboratory test work.
Binder was selected to be a slag-based cement with sulphate resistance. The selection was recommended due to the backfill high strength requirements and risk of strength degradation due to high sulphide content in the Pyrite Concentrate. Two recipes at 5% and 10% binder with a final solids content of 76.5% solids were selected. For testing, as low and high strength backfill options respectively.
| Page 338 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
For the initial years of operation, the UG distribution system will require pumping the paste fill to reach the upper / shallow stopes at the furthest lateral extents of the ore body. For the remainder of the life-of-mine, the paste fill will be distributed via gravity to the lower levels. A combination of steel and steel reinforced corrugated pipe (SRCP) will be used for the paste reticulation system to meet a design pressure of 7.5 MPa. Steel pipe at Schedule 80 125 NB will be used in limited areas of expected high pressure that may exceed the maximum allowable operating pressure (MAOP) of SRCP. The SRCP has been sized at 160 NB and 7 MPa pressure class.
For the production levels below 0240L, burst pipes for line over-pressurization protection will be installed. Ancillaries such as automated dump and diversion valves, and monitoring instrumentation will be installed throughout the mine to provide a high level of operator visibility and control to the UG system during both normal and upset operating conditions.
The paste recipe design and fill strategy will be dictated by the ratio of different types of backfill exposure and associated strength requirements. Strengths for different exposures will vary by stope geometry and will be defined prior to backfill placement during operations. The void volume presents the amount of fill designated for each type of backfill in the life-of-mine and is presented in Table 16-19.
Table 16-19: Backfill Properties by Strength Requirement
| Paste Type | Solid
Content (wt%) |
Binder
Addition (wt%) |
Cure
Time (days) |
Void
Volume (%) |
| High Strength – Sill Exposure | 76.5 | 6 | 56 | 18 |
| Low Strength – Vertical Exposure | 76.5 | 5 | 14 | 62 |
| Low Strength – Secondaries | 76.5 | 2 | 28 | 20 |
For primaries with only vertical exposure, a 3-day cure time on the plug pour and 14-day cure time for the main backfill pour is assumed.
The McIlvenna Bay Project will use an arched shotcrete barricade formed from prefabricated steel frames. These barricades are designed to withstand between 150 kPa to 300 kPa of lateral pressure. The barricade should be located well within the mucking drift, with the midpoint of the arched barricade placed a distance equal to 1.5 times the drift height from the brow.
| 16.11.2 | Waste Rockfill |
Waste rock from lateral development headings will be used to fill Avoca stopes. LHDs will be used to transport waste from the waste stockpile to the stope along the footwall drift. Waste rock will be placed from one end of the stope as the Avoca front advances to the other end of the stope. The backfill placement must advance at a rate sufficient to maintain the span of exposed ground between the fill and the blasted ore muck pile below the required threshold. See Figure 16-13 for long section view through a typical Avoca stope, illustrating the backfill sequence.
| Page 339 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
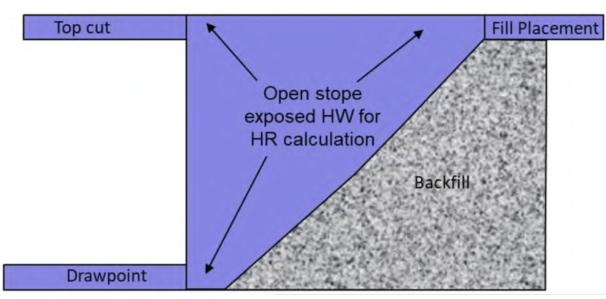
Source: foran_ni_43-101_technical_report-_pre-feasibility_study.
Figure 16-13: Long Section View Showing Avoca Backfill Sequence
| 16.12 | General Underground Infrastructure |
| 16.12.1 | Personnel and Material Movement |
During steady state operations and prior to the installation of the shaft, all personnel and materials will be transferred to and from the UG workings via the mine ramp.
Once the shaft is commissioned, personnel will use either the cage in the shaft or continue to use the ramp, depending on the UG workplace location. All material will continue to be transported underground via the ramp.
During the early ramp development and during full mine production, an additional means of emergency egress from the mine will be a ladder system located in the fresh air raises exiting through an airlock in the fresh air fan ducting on surface.
| 16.12.1.1 | Personnel Movement |
Personnel carriers will be used to move workers between the surface or shaft station and the UG workplaces at the start and end of each shift. Workers that operate mobile equipment will park in a designated area at the end of each shift.
| 16.12.1.2 | Material Movement |
Consumable materials, equipment, and maintenance parts will be delivered to designated UG storage locations via the mine ramp using cassette trucks, flatbed boom trucks, and forklifts.
| Page 340 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.12.2 | Permanent Refuge Station |
Permanent refuge stations will be located throughout the mine in the fresh air circuit, and the vertical interval between stations will not exceed 100 m. The refuge stations will serve the development, production, maintenance, and construction crews working in the area.
The refuge stations will be used primarily as an employee lunchroom but are designed for use during emergency situations.
Each refuge station will be constructed with materials that have at least a one-hour fire resistance rating, and will include the following.
| · | Boot and hand washing facilities at each entrance for use prior to entering the refuge station |
| · | Racks to hang outer work gear prior to entering the refuge station |
| · | Thirty-six hours of potable water and bottled respirable air |
| · | Emergency food |
| · | Lights |
| · | First aid supplies |
| · | Sanitation facilities |
| · | Process water line |
| · | Suitable firefighting equipment |
| · | Sufficient seating for each worker |
| · | Multiple means of communication with the surface |
| · | A double door that creates an air lock when closed |
| · | Means of tight sealing the door to prevent gases from entering |
Two portable refuge stations will also be purchased. As mine development and production advances into new mining areas, these portable refuge stations will be placed in appropriate existing cutouts to establish a temporary refuge station.
A Rezplast portable sanitary system or similar model will be provided near each refuge station location.
| 16.12.3 | Explosives and Detonators Storage Facilities |
UG storage magazines for explosives, detonators, and blasting accessories will be located on the 0120, 0390, and 0720 Levels, set a safe distance from the UG infrastructure and work areas. There will be separate magazines for explosives and detonators.
Explosive products used for development and production mining will be securely handled and stored in the magazines, including ANFO, emulsion, packaged explosives, and detonators.
All explosives will be stored, stacked, and labeled to facilitate a first-in / first-out inventory control system. Each magazine will be designed with a locking gate and include camera surveillance for security. The location of the explosive or detonator facility will be a minimum of 100 m from any work area or blasting area, and at least 25 m from the main travel way.
| Page 341 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Explosive and detonator materials will be transported via truck from the surface via the ramp to the UG magazines and unloaded using boom trucks. Special trucks operated by trained and authorized individuals will be used to transport explosive materials from the UG magazines to the workplace.
| 16.12.4 | Battery Charging and Changing Stations |
There will be two types of battery charging stations: the battery swap and charge stations and the battery servicing areas. The battery servicing stations will initially be in the surface shop, and then the 0180 Level once the level is available. The first mobile charging stations will be located on the 0060 level, 0090 level, 0120 level, 0150 level. As the mining progresses deeper, the uppermost stations will be moved down to a lower active level, with a maximum of one station per LHD or truck BEV equipment. The battery service stations will be located on surface and the 0180, 0300, 0450, 0570, 0780, and 0960 Levels..
The charging philosophy for the battery swap and charge station will be enough room for 2 x charging cubes, 1 x cooling cube and associated electrical infrastructure. Every charging station will require a concrete pad. The BEV gear is designed to drop a battery, tram to the new battery and mount it onto the equipment without the use of a crane.
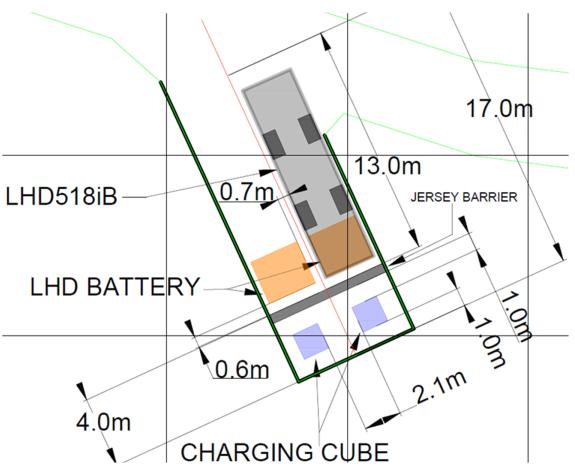
Figure 16-14: Battery Swap and Charge Station Plan View
The battery swap and charge station will contain a fire alarm panel, electrical rack, fire extinguishers, and protective barriers at the entrance of the excavation and in front of the electrical racks. The station will be ventilated using a fan and silencers directed to the rear of the excavation.
| Page 342 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.12.5 | Maintenance Shop |
The main workshop for the mine will be located on surface and mobile equipment will be driven up ramp for maintenance and repair. A workshop will be constructed on the 0420 Level in the UG mine to supplement the main workshop activities. The UG workshop will be a single-bay facility that can service two units of mobile equipment. The UG workshop area will include the following components.
| · | Combined crane and service bay |
| · | Wash bay |
| · | Welding bay |
| · | Office |
| · | Electrical substation |
| · | Warehouse |
| · | Tire storage |
The key features of the UG workshop are presented in Figure 16-15.
| Page 343 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
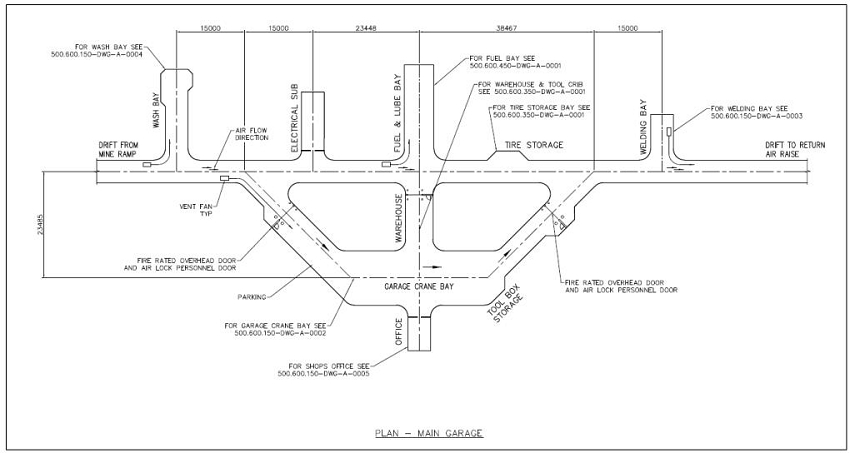
Figure 16-15: Key Features of Underground Workshop
| Page 344 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The combined crane and service bay will include the following equipment.
| · | One 25 t overhead crane |
| · | 10 hp air compressor piped to hose stations within the shop |
| · | Lube hose reels for equipment servicing (pipe from fuel and lube bay) |
| · | Process water hose stations (piped from main access drift) |
| · | Fire suppression sprinkler system (piped from main access drift) |
| · | Fire extinguishers |
| · | Work benches |
| · | Toolboxes |
| · | Sink |
| · | Eye wash station |
Ventilation for the crane and service bay will be flow-through to a nearby exhaust drift. Roll-up fire doors will be installed at the entrances to the workshop.
The welding bay will be located near the exhaust drift and will be equipped with welding tables, acetylene and oxygen bottles in a rack, 5 t monorail crane, work benches, storage cabinets, portable welding screens, 10 hp air compressor, and exhaust hood ducted to the exhaust drift.
The office will have tables and chairs, refrigerator, counter, teledyne oven, first aid supplies, desks, computers, and phone equipment for communication with the surface, as well as computer access to all necessary servers.
The warehouse located in the main workshop will have shelving along one wall for storage of equipment and small parts, as well as a tool crib. Pallets will be stored along the opposite wall and the warehouse will be sized for a forklift to access the pallets.
The tire storage bay will be designed to accommodate a minimal selection of tire sizes for the UG mobile equipment. Major tire changes will be completed in the main workshop on surface.
The wash bay will be located adjacent to the workshop area for cleaning vehicles prior to maintenance. The wash bay will have a high-pressure washer with a water heater, soap cubes, and a high-pressure hose reel. Process water will be supplied via piping routed from the main drift. A fan with silencers will ventilate the wash bay area. A sloped concrete floor will promote gravity flow of wash water to a sump with a submersible pump. Water collected in the sump will be pumped to an oil / water separator.
| 16.12.6 | Fuel and Lubricants |
The UG mine will have a main fuel and lube bay on the 0420 Level and one satellite fuel bay on each of the 0180 and 0720 Levels. Fuel bladders will be transported via truck from surface via the mine ramp to the main and satellite fuel bays. Lubricants will be transported in bladders and pails via truck from surface via the mine ramp to the main fuel and lube storage bays.
The main UG fuel and lubricant bay will be centrally located on the 0420 Level near the UG workshop. Oils and lubricants such as glycol, transmission fluid, hydraulic fluid, and engine oil will be dispensed in the fuel bay as well as pumped to the crane and service bay. All fuel bays will accommodate one vehicle at a time to access diesel fuel.
| Page 345 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.13 | General Underground Services |
| 16.13.1 | Compressed Air |
Compressed air demand will be provided from surface compressors. The air is piped down the FAR system and then delivered along FW drives to the working levels. Compressed air infrastructure will be installed in the ramps to facilitate development. Surface compressors with be two ZH710_FS1 Centrifugal air compressors along with a 20m3 air receiver. This has been sized to provide 1400 CFM to working levels to facilitate operation of the V30 Drill. Refer to Figure 16-16 for size and location of compressed air piping.
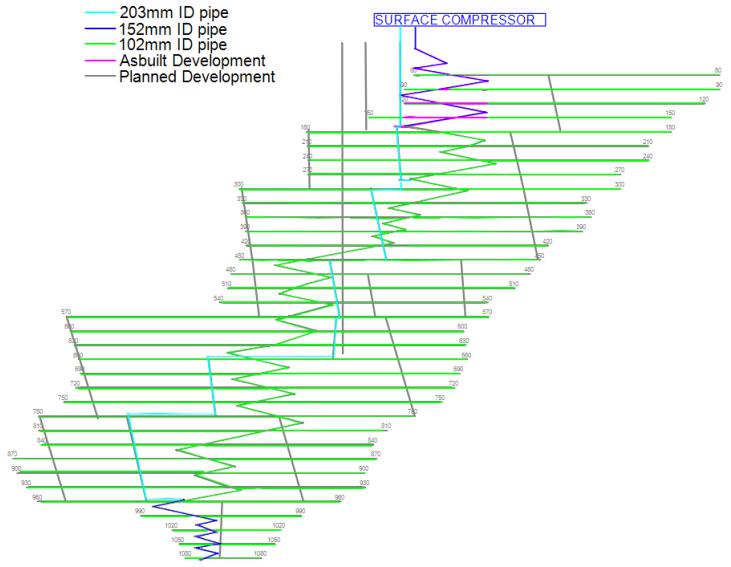
Figure 16-16: Mine long section showing size of compressed air piping
| Page 346 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.13.2 | Process Water |
Process water is required for use in exploration, development, and production drilling, dust control, washing floors and equipment, preparing shotcrete and concrete mixes, fire protection, and other miscellaneous processes. The UG water distribution system will be supplied from a combination of a surface holding pond and UG recycled water. The clean water sumps on 0060 Level and 0450 Level, will recycle water into the process water line, connecting to process water line on the level below. The process water may need to be treated prior to entering the process water line. A detailed analysis must be completed during operations.
The system will initially be charged using a surface pump and then operate as a passive supply system. Water supplied from the surface holding pond or UG dewatering system will generate the pressure required by the elevation change descending in the mine. Pressure reducing stations are located on specific levels to provide water between 500 kPa and 800 kPa to the level distribution for mining activities.
The mine water distribution system will be comprised of the following.
| · | Process system supply piping |
| · | Surface piping from holding pond |
| · | UG water distribution along ramp |
| · | Pressure reducing stations |
| · | UG recycled water piping |
| · | Level distribution piping |
| 16.13.3 | Potable Water |
Potable water will be delivered underground via large plastic bottles. Potable water will be provided in workshops, permanent refuge stations, and dedicated bottle filling stations.
Personnel must fill appropriate water containers on surface or at a designated bottle filling station and carry a water supply to the work areas.
| 16.13.4 | Fire Water |
UG fire-related services are required to meet National Fire Protection Association (NFPA) requirements. Fire water must be available for UG fire suppression, hose reels, and sprinkler systems. The surface holding pond will meet the storage requirements and the process system piping will provide delivery to the various UG fire sprinklers.
Fire detection and suppression systems will interface with the emergency alarm system and will be included in areas at high risk of fires. These areas include the drive end of conveyors, main workshop (crane bay, service bays, welding bay, office, and lube storage bay), main fuel and lubricant storage and distribution area, and the satellite workshop. Individual operating systems, such self-contained fuel and lube units and hydraulic power units, will be equipped with integral fire-suppression and will not require fire water.
| Page 347 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.14 | Underground Electrical and Power Distribution |
The power distribution for the UG facilities will utilize both overhead power lines and buried cables, with a 110 kV line from Sask Power at Island Falls supplying the main substation. This substation will step down the voltage to 13.8 kV, enabling site-wide distribution to meet the energy needs of the facilities.
| 16.14.1 | Underground Electrical Distribution |
The underground facilities are powered by four feeders, with Feeders #1 and #2 operating at 4160V, supplying power to levels 60L through 180L down the ramp, while Feeders #3 and #4 utilize 13.8kV, delivering power through the fresh air raise starting at 180L.
The electrical distribution layout includes four feeders: Feeder #1 originates from a 5 MVA transformer, traversing down a ramp to feed through bore holes into the 60L and then to the 90L electrical sub-station (ESS), while Feeder #2, fed from #2, 5 MVA transformer, follows the path of Feeder #1 to supply power to the 120L, 150L, and 180L ESS units. Feeder #3 is sourced from the FAR E-house, delivering power down a raise to the 180L electrical distribution room, commencing feeds to the ESS’s from 180L, and Feeder #4, also from the FAR E-house, will similarly provide power down the raise to 180L but is reserved for future use.
The power distribution system design is based on providing power to two levels at a time. Junction boxes rated at 15 kV will be installed near the main electrical room on a level. From these junction boxes power will either continue down the mine or feed the electrical room.
From the main electrical room on the level, 13.8 kV power will be fed to development and production equipment, while a 600 V power distribution panel (PDP) will feed power to infrastructure facilities such as local ventilation fans and regulator stations, level sumps, shops, etc. For levels requiring two electrical rooms (due to the length of the level exceeding the recommended voltage drop), 13.8 kV power will be routed from the main electrical room to the second room.
A borehole will be used to provide 13.8 kV and 600 V power distribution from the main electrical room to the next level. For levels with two electrical rooms, the second room will also use a borehole to provide 13.8 kV power to the next level.
As the two main 15 kV feeders progress down the first portion of the mine, these will connect at the main-tie-main switchgear lineup at the Type 1 electrical room on the 0180 Level to provide the first point of redundancy in the UG power distribution system. Additional Type 1 electrical rooms with similar main-tie-main switchgear are planned on the 0420, 0780, and 0960 Levels.
The UG portion of the mine has been designed with three types of electrical rooms.Electrical rooms for the main pump stations will provide dedicated 13.8 kV power from the main electrical room on the level. This reduces the transformer size in the main electrical room and the cabling to the main pump station electrical rooms.
Type 1 electrical rooms include the switchgear lineup with battery charger and rack, 13.8 kV to 600 V transformer, 600 V power distribution panel, lighting transformers and panels, network cabinet for fiber optic and long term evolution (LTE) communications, and a programmable logic controller (PLC) or remote input / output (RIO) cabinet when required.
| Page 348 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Type 2 (A and B) electrical rooms are dual level power distribution rooms fed from high voltage junction boxes from the main UG feeder cables. A Type 2A room has a permanent 13.8 kV switchgear lineup while a Type 2B room has a temporary 13.8 kV switchgear lineup. Both types of rooms provide power to the level where the room is located and power to the level below. Type 2A rooms provide power to permanent infrastructure facilities (main pump stations, loading pockets, shop, etc.).
Type 3 electrical rooms are small satellite rooms that are either the secondary room on a level or the extension of a Type 1 or 2 electrical room on the level below. The purpose of these rooms is to provide a connection point for either 13.8 kV or 600 V power. Figure 16-17 presents the layout of a Type 3 electrical room.
Level ESS will provide power for the following level requirements:
| · | Level fan |
| · | Auxiliary fan |
| · | Sump pumps, (2X) if required |
| · | Jumbo drill |
| · | Production drill |
| · | Diamond drill |
| · | Charging station | |
| Page 349 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
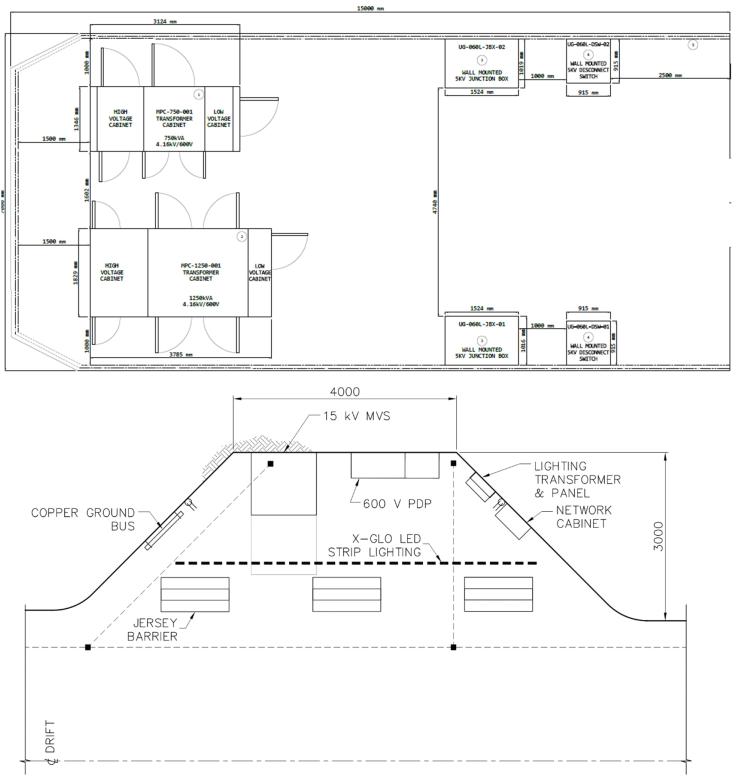
Figure 16-17: Type 3 Electrical Room Layout
These Type 3 electrical rooms will operate for the life-of-mine to ensure communications are available on all levels.
| 16.14.1.1 | Load List and Schedule for Mining Facilities (Underground and Surface) |
Table 16-20 provides a load summary by area for underground and surface mining facilities.
| Page 350 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 16-20: Mining Load Summary
| Area | Demand Load (kVA) |
Operating Load (kVA) |
Peak Load (kVA) |
| Surface Ventilation | 2,187 | 1,750 | 1,883 |
| Headframe | 261 | 209 | 209 |
| Hoist House(1) | 2,164 | 2,011 | 2,936(1) |
| Total Loading – Surface | 4,612 | 3,970 | 5,029 |
Mobile Equipment (2) (Development / Production) |
6,612 | 4,631 | 4,631 |
| UG Ventilation | 1,828 | 1,281 | 1,281 |
| UG Dewatering | 483 | 339 | 339 |
| UG Material Handling | 331 | 256 | 256 |
| UG Infrastructure | 378 | 265 | 265 |
| Total Loading – Underground | 9,633 | 6,772 | 6,772 |
| Loading for Mining Facilities | 14,245 | 10,742 | 11,801 |
Peak load for the hoist house is determined by the hoists (166% of operating load—this can be mitigated using a battery bank, to be considered during detailed engineering).
Mobile equipment loading is based on the maximum pieces of equipment operating at the same time.
| 16.15 | Underground Automation and Communication |
The automation and communication systems planned for the UG facilities will use proven technologies. These systems will focus on safety, reliability, constructability, maintainability, and operability. The following are key considerations for the design:
| · | All equipment will be modern, standard (not proprietary), and reliable. |
| · | All equipment selected will not be on a manufacturer’s obsolete materials list. |
| · | Commonality to reduce the spare parts required. |
The following systems are planned as part of the UG communication and automation package:
| · | Fiber optic backbone and Ethernet networks |
| · | UG wireless network (LTE) |
| · | Leaky feeder system (radio) |
| · | Blasting system (via LTE) |
| · | Safety systems such as proximity detection, equipment and personnel tracking, and safety curtains where tele-remote operations are being conducted |
| Page 351 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 16.15.1 | Fiber Optic Backbone and Ethernet Networks |
The UG fiber optic backbone and ethernet networks will be shared between the business and process control networks. The design is based on a self-healing ring topology with redundancy on levels with main network cabinets.
The ring topology for the fiber optic backbone has been split into two parts.
Part one includes two 144-core fiber optic cables that are the backbone for the UG system. Part two includes a pair of two 48-core fiber optic cables that will be installed between the Type 1 electrical rooms and connect to the Type 2 electrical rooms in between.
| 16.15.2 | Underground Wireless Network (Long-Term Evolution) |
The UG wireless network will be LTE using dedicated fibers from the fiber optic backbone to connect hardware throughout the mine. The LTE network will be the primary UG communication system to be used with telephones, tablets, and other peripheral devices. The LTE network will also be used for data collection (e.g., mobile equipment telemetry, equipment / personnel tracking), tele-remote operation, blasting system, and video system.
| 16.15.3 | Leaky Feeder System (Radio Communication) |
The leaky feeder system will be the primary method of communication in the ramp during development activities until the fiber optic backbone and LTE system is installed. The system’s head end will be in the portal electrical building and will be connected to the local network cabinet.
Underground, the leaky feeder system will be routed along the main ramp and will only split onto levels with a refuge station. The leaky feeder system will continue on these levels to the refuge station.
| 16.15.4 | Blasting System |
The blasting system for UG development and production activities will be LTE-based, a single integrated system from blast initiators to data logger units and fit for purpose. A blast initiator unit will be located at the on-site control room in the office building, and this unit has the capability to connect with multiple blast initiator units underground. The UG units will be located a safe distance from where development and production activities are being conducted and can connect with up to six data loggers near the blast zone.
| 16.15.5 | Safety Systems |
For the McIlvenna Bay Project, the following safety systems will be included to support UG personnel, proximity detection, equipment and personnel tracking, and safety curtains for tele-remote operations.
The proximity detection system is a stand-alone system using frequency transceivers, which are devices installed in mobile equipment (tablet, dashboard screen, or other) and on personnel cap lamps. These devices establish a peer-to-peer connection when in proximity and provide notification to the user.
| Page 352 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The equipment and personnel tracking system will operate over the LTE network using Bluetooth Low Efficiency (BLE) beacons. These BLE beacons initiate a periodic “ping” that is received by devices installed on cap lamps and on mobile equipment. These devices transmit data through the LTE network to the tracking software.
Areas planned for tele-remote operations (rock breakers, LHD units, and drills) will require safety curtains to ensure personnel do not enter these areas during operation. The tracking system will also be used to ensure these systems are not started from the on-site or remote-control centre when personnel are in the area. When one of these curtains are triggered, an alarm will be provided to the tele-remote operator and equipment will be safely shut down and disabled until the system can be reset.
| 16.16 | Comments on Section 16 |
The mine plan will apply conventional mining techniques using conventional equipment. The installation of ground support using the drill jumbo is widely utilized in other mining jurisdictions.
| Page 353 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 17 | Recovery Methods |
| 17.1 | Introduction |
The process plant design for the McIlvenna Bay Project is based on a conventional metallurgical flowsheet to treat copper-zinc ore. The flowsheet is based on metallurgical test work described in Section 13, industry standards, and conventional unit operations.
The two most prevalent mineralization types feeding the mill will be CS and MS. The CS Zone consists mostly of copper sulphide minerals in stringer type textures with minor amounts of zinc, and the MS containing higher zinc grades with additional copper units. The CS Zone material is harder and contains less pyrite than the MS zone.
The process plant is designed to nominally treat 4,900 tpd (1.789M tpa) of ore. The plant will consist of a comminution circuit followed by sequential copper and zinc flotation, with concentrate regrind and dewatering to produce both copper and zinc concentrates for sale. A pyrite flotation circuit will produce pyrite concentrate and tailings which will be dewatered and filtered for paste fill and tailings storage.
| 17.2 | Process Summary |
| 17.2.1 | General Description |
Run-of-mine (ROM) ore will be crushed to 100% passing 245 mm, (80% passing 125 mm) size via a jaw crusher. Conveyors will transfer the coarse crushed material to an ore bin. Ore will be reclaimed from the ore bin and conveyed to the grinding circuit.
The selected grinding circuit includes a SAG mill in a closed circuit with a pebble crusher and a ball mill, along with cyclone classification. This circuit was designed to process variable ore hardness, resulting from the blending of high-silica CS Zone ore and softer MS ore. The grinding circuit is designed to produce a particle size with 80% passing 75 µm for flotation feed.
Cyclone overflow slurry from the grinding area will be directed to the flotation circuit for sequential copper and zinc concentrate recovery. The copper and zinc circuits will be similar in nature, with each producing rougher concentrates prior to regrinding and multi-stage cleaning. Two saleable flotation concentrates, copper and zinc, will be produced separately.
Tank cells will be used for both rougher and cleaner duty. The copper and zinc rougher concentrates will be subjected to regrinding using horizontal IsaMills. Both concentrates will be reground to P80 of approximately 25 µm and 20 µm, respectively.
Copper and zinc final cleaner concentrates will be pumped to their own dedicated dewatering and filtration circuits. Thickeners will recover water from the slurry and produce a 55% solids (w/w) underflow stream suitable for pressure filtration. Each copper and zinc stream will have a dedicated horizontal pressure filter which will be used to produce filter cake at 9% moisture, suitable for transportation to toll smelters.
| Page 354 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Zinc rougher tailings slurry will pass through a pyrite (desulphurization) rougher flotation circuit consisting of one Jameson cell, followed by three convention tank cells. Additional reagents are added to recover residual sulphide minerals to a sulphide concentrate. The sulphide concentrate produced will be combined with the zinc first cleaner tailings, dewatered and directed to the paste backfill circuit, for incorporation into the backfill mixture and safe storage underground.
Pyrite flotation circuit tailings (non-sulphide tailings) slurry will be pumped to a tailings thickener for dewatering. The water recovered from the tailings thickener will be combined with the water recovered from the pyrite thickener, filtered and returned to the process for re-use. Thickened underflow slurry (approximately 60% solids) will then be pumped to a storage tank at the paste plant.
At the paste plant, the non-sulphide flotation tailings will be used to produce a filtered cake suitable for stacking at the surface tailings facility.
The process plant will include various water reticulation and air services, in addition to dust extraction. Plant equipment will be contained within one large mill building with a dedicated area for tailings filtration and paste production. The tailings thickeners and storage tanks will be located outdoors, and partially clad to ensure effective operation in cold climates.
A reagent storage area will be located along one side of the process plant building. Reagents will be stored and transferred to the reagent day tank and dosing area within the main building.
| 17.2.2 | Design Criteria |
The main process design criteria used for this study is summarized in Table 17-1 .
Table 17-1: Main Process Design Criteria
| Criteria | Units | Design Data |
| Nominal Annual Throughput | dmtpa | 1,788,500 |
| Nominal Daily Throughput | dmtpd | 4,900 |
| Operating Hours per Shift | h | 12 |
| Operating Shifts per Day | # | 2 |
| Operating Days per Week | d | 7 |
| Operating Days per Annum | # | 365 |
| Crushing Circuit Availability | % | 60 |
| Grinding Circuit Availability | % | 92 |
| ROM Moisture | % | 4 |
| Abrasion Index (Ai) – 62%CS ZONE / 38%MS | g | 0.256 |
| Rod Mill WI (Bond) - Metric - 62%CS ZONE / 38%MS | kWh/t | 14.7 |
| Rod Mill WI (Bond) - Metric - CS ZONE | kWh/t | 17 |
| Rod Mill WI (Bond) - Metric - MS | kWh/t | 12.7 |
| Ball Mill WI (Bond) - Metric - 62%CS ZONE / 38%MS | kWh/t | 16.5 |
| Ball Mill WI (Bond) - Metric - CS ZONE | kWh/t | 17.9 |
| Ball Mill WI (Bond) - Metric - MS | kWh/t | 13.7 |
| Page 355 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Criteria | Units | Design Data |
| Plant Feed Blend of CS Zone Ore - Average | % | 62 |
| Plant Feed Blend of MS Ore - Average | % | 38 |
| Blended Plant Feed Grade Cu | % | 1.27 |
| Blended Plant Feed Grade Pb | % | 0.21 |
| Blended Plant Feed Grade Zn | % | 3.64 |
| Blended Plant Feed Grade Au | g/t | 0.56 |
| Blended Plant Feed Grade Ag | g/t | 18.45 |
| Blended Plant Feed Grade S | % | 13.75 |
| Crushing Circuit Feed F100 | mm | 450 |
| Crushing Circuit Product P100 | mm | 245 |
| Crushing Circuit Product P80 | mm | 125 |
| SAG Mill Feed F100 | mm | 245 |
| SAG Mill Feed F80 | mm | 125 |
| SAG Mill Discharge% Solids | % | 75 |
| SAG Mill Pebble Extraction | % | 30 |
| Transfer Size | µm | 1653 |
| Ball Mill Discharge% Solids | % | 73.6 |
| Ball Mill Circulating Load | % | 300 |
| Cyclone Overflow Product P80 | µm | 75 |
| Cu Flotation Conditioning Time Required | min | 2 |
| Cu Rougher Res. Time Req. | min | 20 |
| Cu Rougher Mass Pull | % | 15 |
| Cu Regrind Mill Product P80 | µm | 25 |
| Cu Cleaner 1 Res. Time Required | min | 20 |
| Cu Cleaner 2 Res. Time Required | min | 10 |
| Cu Cleaner 3 Res. Time Required | min | 7.5 |
| Zn Flotation First Conditioning Time Required | min | 6 |
| Zn Rougher Res. Time Required | min | 15 |
| Zn Rougher Mass Pull | % | 25 |
| Zn Regrind Mill Product P80 | µm | 20 |
| Zn Cleaner 1 Res. Time Required | min | 12.5 |
| Zn Cleaner 2 Res. Time Required | min | 10 |
| Zn Cleaner 3 Res. Time Required | min | 8.8 |
| Py Rougher Mass Pull (Total Jameson + Rougher Cells) | % | 34 |
| Cu Conc Thickener U/F Solids Content | % | 55 |
| Zn Conc Thickener U/F Solids Content | % | 55 |
| Cu/Zn Conc Cake Moisture | % | 9 |
| Py Conc Thickener U/F Solids Content | % | 60 |
| Py Conc Live Storage | m3 | 2 x 3182 |
| Py Conc Average Cake Moisture | % | 18 |
| Page 356 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Criteria | Units | Design Data |
| Paste Plant Availability | % | 50 |
| Split of Mill Feed to Paste, design | % | 47 |
| Paste Cement Addition (%w/w) | % | |
| Non-Sulphide Tailings Live Storage | m3 | 2400 |
| Tailings Thickener U/F Solids Content | % | 55 |
| Tailings Average Cake Moisture | % | 15 |
| 17.2.3 | Summary Flowsheet |
A summary process flowsheet for the full process plant is shown in Figure 17-1 .
| Page 357 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
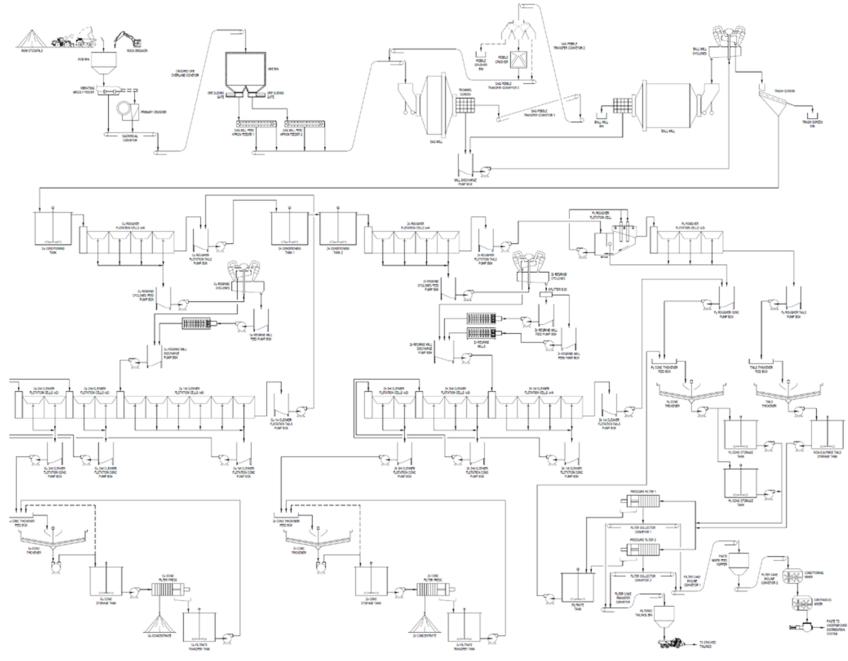
Figure 17-1. Process Plant Summary Flowsheet
| Page 358 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 17.3 | Detailed Process Description |
The process plant consists of several numbered areas, from Area 6100 (crushing) to Area 6800 (reagents). These are described in detail below.
| 17.3.1 | Primary Crushing – Area 6100 |
ROM ore will be hauled from underground or surface stockpiles to the primary crusher using a 50-t capacity haul truck or a front-end loader. The ROM stockpiles will be required to blend the various ore types to achieve targeted mill head grades.
The ore will be dumped into a 50-t ROM bin which will discharge onto a vibrating grizzly feeder. The vibrating grizzly oversize will feed a FJ 1000 primary jaw crusher. The grizzly undersize will bypass the crusher and combine with the primary crusher product in the discharge chute before discharging on to the sacrificial conveyor. The sacrificial conveyor will transfer the crushed ore onto crushed ore overland conveyor that will feed the ore storage bin.
| 17.3.2 | Ore Storage and Reclaim – Area 6120 |
Crushed ore will be stored in a 12-hour, 2,5000-t live capacity ore storage bin. The overland conveyor will be equipped with a metal detector to prevent tramp metal from entering the ore bin. The ore bin will be drawn down in a controlled manner using two variable-speed apron feeders to feed the SAG mill feed conveyor. Two ore sliding gates will also be used to isolate the ore feeding the apron feeders as required. A reclaim dust collector will draw from collection points around each apron feeder to mitigate dust buildup.
| 17.3.3 | Grinding Circuit – Areas 6210 / 6220 / 6230 / 6240 / 6250 |
The grinding circuit will consist of a SAG mill in a closed circuit with a pebble crusher and a ball mill, along with cyclone classification.
Crushed ore sized at a P80 of 125 mm will be conveyed from the ore bin (Area 6120) to the mill building via the SAG mill feed conveyor, where the ore will be combined with the pebble product and fed into the SAG mill. Process water will be added to the SAG mill to maintain a 75% slurry density.
The SAG mill will be a 7.32 m diameter × 3.38 m EGL (effective grinding length) unit equipped with a 3,500 kW variable-speed drive. The steel charge will be made up of 125 mm balls at 7.6%-16% of the chamber volume and a total load of steel and ore of 25%. The SAG mill will be equipped with the necessary lubrication systems and inching drive to assist maintenance and liner changes. The SAG mill will be equipped with steel liners, with internal discharge grates consisting of 25 mm slurry ports and 50 mm pebble ports, to permit the passage of slurry and finer particles from the milling chamber.
Slurry will exit the SAG mill via a trommel screen with 8 mm × 25 mm slots. The trommel oversize will be conveyed to feed a pebble crusher prior to being recycled back to the SAG mill feed conveyor. An option to bypass the pebble crusher to an outdoor pebble bunker will be possible with a three-way divert chute. The trommel undersize will report to the mill discharge pump box together with the ball mill discharge, where it will be further diluted with process water and pumped to the ball mill cyclone pack for classification.
| Page 359 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The ball mill will be a 5.03 m diameter × 7.85 m EGL unit equipped with a 3,500 kW variable-speed drive. The steel charge will consist of 50 mm balls at 31%-35% of the chamber volume. The ball mill will be rubber-lined and equipped with the necessary lubrication systems and inching drive to assist with maintenance and liner changes. Feed to the mill will consist of the cyclone underflow, with the mill discharge reporting though a trommel screen with 10 mm × 30 mm slots before laundering to the mill discharge pump box.
From the mill discharge pump box, slurry will be diluted and pumped to the 7 × 400CVD10 (five operating, two stand-by) hydrocyclone pack for classification. The feed to the hydrocyclone will have a densitometer, flowmeter and pressure transmitter to allow for monitoring and control of the feed density, flow, and pressure. Hydrocyclone overflow slurry will gravitate to the trash screen prior to reporting to copper conditioning, whereas the coarser cyclone underflow slurry will gravitate to the ball mill retractable feed chute as ball mill feed. The design circulating load in the cyclone underflow will vary based on ore hardness but is expected to be between 300%-350% of primary mill feed tonnage.
Grinding balls will be added to the SAG and ball mills via a kibble bucket, hoisted by overhead crane. Storage bunkers located adjacent to the process building will hold 125 mm balls for the SAG mill, and 50 mm balls for the ball mill.
| 17.3.4 | Copper Flotation – Areas 6310 / 6320 / 6330 |
The copper flotation circuit will consist of separate rougher and cleaner flotation equipment, with a regrind mill installed to process the rougher concentrate prior to cleaner flotation. Concentrate from the copper cleaners will be pumped to the concentrate dewatering circuit prior to shipment as filter cake to toll smelters. Tailings slurry from the copper roughers and cleaners will be pumped to the zinc flotation circuit for additional metal recovery.
Cyclone overflow will gravitate from the trash screen, through the copper feed sampler and into the agitated copper conditioning tank to allow for proper reagent conditioning. Pulp short-circuiting will be prevented in these tanks using upcomer tubes.
The bank of copper rougher cells will consist of four 50 m3, 75 kW tank cells. Flotation air to each cell will be supplied by flotation blowers (Area 6710) via a low-pressure manifold and will be flow-controlled by modulating valves and feedback from the flow meters. Slurry level will be maintained in each cell by modulating dart valves. Froth surface area will be limited using static froth crowders.
Rougher concentrate will be collected from each cell and the combined product will flow by gravity to the regrind circuit. The copper rougher concentrate will be pumped to two cyclones (one operating, one stand-by). The overflow will report to the regrind discharge. The underflow will report to the mill feed, where the underflow will be pumped to the 500 kW horizontal M1000 copper regrind mill. The copper regrind circuit will reduce the P80 of the low-grade copper rougher concentrate to 25 µm. The regrind mill discharge will be combined with the regrind cyclone overflow and pumped to the copper cleaner circuit.
| Page 360 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Tailings slurry from the final cell in the bank of copper roughers will flow by gravity through the rougher tails sampler before being combined with the copper cleaner tails. The combined tails will be pumped through the copper tails (zinc feed) sampler into the zinc conditioning tanks. Copper rougher area spillage will be collected in a dedicated bund area and pumped to the primary copper conditioner tank.
The copper regrind rougher concentrate will be pumped to the copper first cleaners. First stage cleaner flotation will be provided by six 11.4 m3, 22 kW tank cells with integrated concentrate launders. Flotation air will be supplied from a low-pressure manifold and will be flow-controlled by modulating valves and feedback from the flow meters. Pulp level will be maintained in each bank of cells by a modulating dart valve. Copper first cleaner concentrate will be collected and pumped to the second stage, followed by a third stage of cleaners for further upgrading. The second cleaner concentrate will be collected from a bank of two 11.4 m3, 22 kW tank cells and pumped to the third copper cleaner circuit. Final stage copper cleaning will be achieved via a bank of two 11.4 m3, 22 kW tank flotation cells and copper final concentrate will be collected prior to pumping to the copper concentrate dewatering circuit. Second and third cleaner tails slurry will gravitate via piping to the head of the bank of first and second copper cleaner cells, respectively. Tailings slurry from the first cleaner cells will gravitate through the copper first cleaner tails sampler and be pumped to the combined copper rougher tails pump box before reporting to the zinc circuit.
Flotation air for cleaner cells will be supplied from a low-pressure manifold and will be flow-controlled by modulating valves and feedback from the flow meters. Pulp level will be maintained in each stage and bank of cells by a single dart valve.
Metallurgical samplers will be installed on the copper flotation feed line, combined copper rougher and cleaner tailings (zinc feed) line and the copper concentrate line. Three additional samplers will be installed on the copper rougher tailings line, copper first cleaner concentrate and copper cleaner tailings line. All samples will be pumped or flow by gravity to the copper multiplexer and processed through the on-stream analyzer to measure and provide continuous feedback of copper, zinc and iron content.
| 17.3.5 | Zinc Flotation – Areas 6340 / 6350 / 6360 |
The zinc flotation circuit will be similar in design to the copper circuit and consist of rougher and cleaner flotation circuits with a rougher concentrate regrind prior to cleaner flotation. The zinc circuit will be fed with combined copper flotation tailings slurry. Concentrate slurry from the zinc cleaner circuit will be pumped to the zinc concentrate dewatering circuit prior to shipment off-site as product. Tailings slurry from the zinc roughers will be pumped to a pyrite flotation circuit for tailings desulphurization.
Tailings slurry will be pumped from the copper circuit via a sample station into the first of two agitated conditioner tanks in series. The first conditioner will be primarily for pH control, and the second tank allows reagent conditioning. From the second conditioner, slurry will gravitate to the first cell in the zinc rougher bank.
The bank of zinc rougher cells will consist of four 50 m3, 75 kW tank cells. Flotation air to each cell will be supplied by flotation blowers via a low-pressure manifold and will be flow-controlled by modulating valves and feedback from flow meters. Pulp level will be maintained in each cell by modulating dart valves.
| Page 361 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The concentrate from the zinc rougher cells will flow by gravity to the regrind circuit. The zinc regrind cyclone feed pump will pump the slurry to three cyclones (two operating, one stand-by). The cyclone overflow will report directly to the zinc regrind discharge pump box, while the underflow will report to a splitter box followed by two zinc regrind mill feed pump boxes. Each mill feed pump box will feed a corresponding 500 kW horizontal M1000 regrind mill. The discharge of both regrind mills will report to the zinc regrind discharge pump box, where the discharge is combined with the zinc cyclone overflow before reporting to the zinc cleaner circuit. The zinc regrind circuit reduces the P80 of the zinc rougher concentrate to 20 µm. Tailings slurry from the zinc roughers will be sampled by the zinc rougher tails sampler and flow by gravity to the zinc rougher tails pump box. The rougher tails will then be pumped to the pyrite flotation circuit for tailings desulphurization. Zinc rougher area spillage will be collected in a dedicated bund area and pumped to the second zinc conditioning tank.
The regrind rougher concentrate will be pumped to the zinc first cleaners. First stage cleaner flotation will be undertaken by four 10 m3, 22 kW tank cells with integrated concentrate launders. Flotation air will be supplied from a low-pressure manifold and will be flow controlled by modulating valves and feedback from the flow meters. Pulp level will be maintained in each bank of cells by a modulating dart valve. First cleaner concentrate will be collected and pumped to the second stage followed by third stage of cleaners for further upgrading. The second cleaner concentrate will be collected from a bank of three 10 m3, 22 kW tank cells and pumped to the third zinc cleaner circuit. Final stage zinc cleaning will be achieved via a bank of two 10 m3, 22 kW tank flotation cells and zinc final concentrate will be collected prior to pumping to the zinc concentrate dewatering section. Second and third cleaner tails slurry will gravitate via piping to the head of the bank of first and second zinc cleaner cells, respectively. The zinc first cleaner tails will bypass the pyrite circuit and report directly to the pyrite rougher concentrate pump box.
Automatic metallurgical samplers installed at the zinc feed, zinc rougher tailings, zinc first cleaner tailings and zinc concentrate lines which will be connected to an on-stream analyzer to measure copper, zinc and iron content.
| 17.3.6 | Copper & Zinc Concentrate Dewatering – Area 6410 / 6420 / 6430 / 6450 |
Copper flotation concentrate will be pumped through a sampler before entering the 6 m diameter high-rate concentrate thickener for controlled dewatering. The copper concentrate thickener will be equipped with a rake lift, bed level detection, and bed mass monitoring. Thickener overflow will gravitate to the copper spray water tank for recycling within the copper circuit. Thickener underflow will be withdrawn from the cone at 55% solids concentration by peristaltic pumps and sent to the agitated copper concentrate storage tank, or recycled to the thickener feed if the density is too low. The copper storage tank surge capacity will be approximately 10.5 hours. Copper thickener area spillage will be recovered by pumping back to the copper concentrate feed box.
Zinc flotation concentrate will be pumped to a sampling station before entering the 7 m diameter concentrate thickener for controlled dewatering. The zinc concentrate thickener will be equipped with a rake lift, bed level detection and bed mass monitoring. Thickener overflow will gravitate to the zinc spray water tank for recycling into the zinc circuit. Thickener underflow will be withdrawn from the cone at 55% solids concentration by peristaltic pumps and sent to the agitated zinc thickener underflow storage tank, or recycled to the thickener feed if the density is too low. The zinc thickener concentrate storage tank surge capacity will be approximately 8.4 hours. Zinc thickener area spillage will be recovered by pumping back to the zinc concentrate feed box.
| Page 362 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Concentrate stored in the copper and zinc storage tanks will be pumped to dedicated pressure filters. Filtrate from each pressure filter will be directed to a corresponding filtrate de-aeration chamber and filtrate tank. This filtrate will be pumped back to the appropriate concentrate thickener for recycling. A dedicated cloth / core wash tank which will service both filter presses will allow high pressure washing of the filter cloth at the end of each cycle. Filtered process water from the services area will be used as makeup.
Filter cake will be discharged from each press and dropped to the corresponding concentrate load out bay below. A wall separating the two concentrates will be in place to prevent cross-contamination. A front-end loader will load concentrate into side-tipping trucks for transportation off-site. Trucks will be weighed and auger-sampled at the weighbridge prior to dispatch.
| 17.3.7 | Pyrite Flotation and Pyrite Concentrate Thickening – Area 6370 / 6570 |
The pyrite flotation step will ensure that the dry stack tailings facility contains material with no more than 0.5% sulphur, on average. The sulphide gangue minerals that remain in the tailings slurry after copper and zinc flotation will be floated into a concentrate that will be mixed with cement before being pumped underground for use as paste backfill in completed stopes.
Zinc rougher tailings slurry will be pumped to the pyrite rougher flotation circuit. A non-selective bulk sulphide collector reagent SIPX will be added to encourage the flotation of the remaining sulphide minerals.
The zinc rougher tails will be pumped to the pyrite cell 1 (Jameson cell) feed box, where the tails will be combined with a recirculated fraction of the tails stream. The feed will be pumped through cavitation downcomers in the cell. Air will be aspirated through intakes located in the downcomers and cavitated with the pumped slurry. Wash water will be added to the top of the froth to clean the froth as required. The tails will flow by gravity to a bank of conventional pyrite rougher cells consisting of three 50 m3, 75 kW tank cells. Flotation air to each conventional cell will be supplied by flotation blowers via a low-pressure manifold and will be flow-controlled by modulating valves and feedback from the flow meters. Pulp level will be maintained in each cell by modulating dart valves.
| 17.3.8 | Tailings Dewatering and Disposal – Areas 6510 / 6520 / 6530 / 6540 / 6550 / 6560 |
Tailings slurry from the final cell in the bank of pyrite roughers will report to a 16 m diameter tailings thickener for dewatering and dry stack tails production. Tailings thickener overflow will gravitate to the combined tails thickener overflow pump box, where the overflow will be pumped through in-line filters prior to reporting to the process water tank for re-use within the process. Tailings thickener underflow slurry will be pumped from the thickener cone at 55% w/w solids concentration to the non-sulphide tailings surge tank located outside. This tank will be agitated and hold approximately 18.5 hours (2,400 m3) of thickened tailings production. The surge tank will be filled continuously and discharged semi-continuously for transport to the filter tailing surface facility.
| Page 363 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Thickened slurry from the non-sulphide surge tank will be pumped to the pressure filters for further dewatering. Filter cake obtained from the pressure filter will be discharged via the filter cake collector conveyor and filter cake transfer conveyor into the filtered tailings bin. The tailing bin will discharge the filtered tailings into trucks for placement on the nearby dry-stack tailings storage facility. The non-sulphide filtrate from the pressure filters will gravitate to the combined filtrate tank, from which the filtrate will be pumped back to the pyrite concentrate thickener as feed dilution water.
Pyrite concentrate thickener underflow slurry will be pumped from the thickener cone at 60% w/w solids concentration to the two pyrite concentrate storge tanks located outside. These tanks will be agitated and can hold approximately 72 hours of thickened pyrite concentrate to allow for time when paste backfill cannot be received underground.
Pyrite concentrate slurry from the pyrite concentrate storage tank will be pumped to the pressure filters for further dewatering. Filter cake obtained from the pressure filters will be discharged via the filter cake collector conveyor and filter cake incline conveyor into the paste plant. The pyrite concentrate filtrate from the pressure filters will gravitate to the combined filtrate tank.
Dewatered pyrite filter cake will enter the conditioning mixer with trim water to prepare the filter cake. The filter cake mixture will then be gravity-fed into the continuous mixer, where it will be mixed with the binder to create cemented paste backfill. The paste will then be gravity-fed through the paste hopper to the paste pumps in a duty / future configuration.
The mixers will include a dust collector system and pressure washer. As required, binder delivery trucks will add binder to the binder storage silo. The silo will be equipped with a dust collector and rotary feeder which will load the binder onto a weigh belt feeder followed by a screw conveyor. The screw conveyor will add the binder directly into the continuous mixer via a carbon steel pipe. Process water from a water header will supply water for duties including flushing and paste trim water. Two sets of pumps will draw water from the cloth wash water tank. The cloth and core wash pumps will provide cloth and core wash water to the pressure filters. The flush pump will provide flush water to the underground system and draw water directly off the process water header.
Air compressors will provide unfiltered air to the various air receivers and the dedicated paste plant air receivers. The air will then be sent to the pressure filters and paste borehole, as required. Plant air will also be diverted through an air dryer to the various instrument air receivers. Gland service water will be provided to the paste and tailings system from the process plant gland service water header and distributed to all necessary locations.
| Page 364 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 17.3.9 | Plant Services – Area 6700 |
| 17.3.9.1 | Plant and Instrument Air – Area 6710 |
Plant and instrument air will be provided by four compressors. Three main compressors (two duty, one standby) will feed a main distribution header. Two large plant air receivers will be fed from the main header and act as buffer capacity due to large air requirements for the tailings filter presses. Concentrate filters will be fed directly from the main header as no buffer capacity is required. Instrument air will also be provided from the main header, after pressure regulation, and fed through the instrument air dryer. A fourth smaller air compressor will provide the instrument air needed in a power outage to maintain control of instruments. Local air receivers will be installed where required for instrument air. All air receivers will be fitted with automatic condensate drains and pressure safety relief valves.
Air compressors (including mine units) will be cooled through a dedicated glycol-based heat recovery system. Recovered heat will feed the main HVAC system during winter. When not required, the excess heat will be removed from the compressor system through cooling units.
Low-pressure (flotation) air will be supplied to the flotation plant by two sets of blowers: three for the rougher flotation cells (two operating, one standby) and two for the cleaner flotation cells (one operating, one standby). Blowers will be fixed-speed, with manifold pressure controlled by modulating valves on an exhaust line.
| 17.3.9.2 | Plant Water - (Areas 6720-6750) |
Water conservation measures will be implemented at the processing facility. Process water will be collected and reused within the process plant. The sole source of treated or raw water will be provided from the mine water treatment plant (MWTP), which compensates for water losses in tailings and concentrate moisture.
Process Water – Area 6720
Water will be recovered from the concentrate thickeners into copper and zinc spray water tanks, from which the water will be filtered using an automated inline filter and pumped to the respective flotation circuits as spray water. Process water will also be recycled from the tailings and pyrite concentrate thickeners. The overflow from both thickeners will be combined, filtered using an automated inline filter, and pumped to the insulated process water storage tanks located outside, immediately adjacent to the process plant building. Process water will be distributed to the plant by process water pumps and pipe networks.
Fresh & Tepid Water – Area 6730
Potable water will be trucked to site and discharged into a fresh water tank. The fresh water tank will supply water to the mill offices as well as the tepid water tank. The tepid water will be recirculated in a water header and distributed to each safety shower within the plant.
| Page 365 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Reagent / Gland Seal Water – Area 6750
Raw water needs for the process plant will be provided from the MWTP and will feed the reagent / gland seal water tank in the plant. This stream will make up the water losses in the process due to moisture in the concentrate and tailings, while providing treated water adequate for reagent mixing and gland seal water. Any additional water not used for reagents or gland seal will report to the process water tank. The water will be pumped through a 25 μm inline filter and distributed to four piping branches. The first branch will distribute water to a reagent header for intermittent reagent mixing. The second branch will distribute gland seal water to the plant slurry pumps. The third branch will distribute water to the gland seal high-pressure booster pumps for distribution to the paste plant slurry pumps. The fourth branch will allow excess water to feed into the process water tank to ensure circuit stability. An antiscalant will be metered into the distribution line as required to reduce scale build up within the system.
| 17.3.10 | Metallurgical Accounting |
Metallurgical accounting will be carried out each shift and summarized daily. At the end of each month, an inventory check and reconciliation will take place. To ensure accurate daily key indicators, the following equipment will be installed.
| · | A weightometer on the crusher ore overland conveyor, SAG feed conveyor and pebble transfer conveyor will measure the instantaneous and totalized material tonnage. A calibration chain and hoist will also be installed for routine calibration checks and adjustments to ensure accurate readings. |
| · | Density and flow meters on the copper, zinc, pyrite and tailings thickener underflow lines will provide instantaneous mass flow and totalized tonnes. |
| · | A Metso C6X SL Online Assay Analyzer (OSA) will be located in the flotation area to measure elemental concentrations in 12 process slurry streams. The analyzer probe will be equipped with multiple channels to measure iron, copper, zinc, and density to provide continuous feedback to the operator. The multiplexers will also allow for the collection of composite samples from all sample lines, which will be collected each shift at the copper and zinc multiplexors. The shift composites will be assayed for daily reporting and provide a calibration reference. |
| · | Manual sampling equipment will be installed for concentrate sampling when loading each copper or zinc concentrate truck. The samples produced will be assayed and tested for moisture content. Additionally, a load-out scale will be installed to weigh the concentrate trucks before and after leaving the site to determine the total concentrate mass. |
| 17.3.11 | Reagents – Area 6800 |
Reagents will be delivered to site by road and stored in the warehouse. Reagents will be moved to the plant reagents area on an as-needed basis. Reagent dosing pump flow will be adjusted remotely from the control room or operator desk. The operator will adjust reagents based on flotation performance feedback from the OSA (grade and recovery). Reagent spillage will be pumped to their respective mixing tanks where possible or to totes for proper disposal. Safety showers will be installed at specific locations according to safety data sheet recommendations.
| Page 366 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 17.3.11.1 | Promoter – Syensqo AERO 5100 |
Liquid AERO 5100 will be used as the promoter and delivered in 1,100 kg intermediate bulk container (IBC) totes to site by road. Peristaltic hose pumps will meter the promoter from double-stacked totes in the reagent area to the zinc flotation circuit. Approximately 35.8 t of AERO 5100 will be consumed per year.
| 17.3.11.2 | Collector – Syensqo AERO 3894 |
Liquid AERO 3894 will be used as a collector and delivered in 1,000 kg IBC totes to site by road. Peristaltic hose pumps will meter the collector from double stacked totes in the reagent area to the copper flotation circuit. Approximately 44.7 t of AERO 3894 will be consumed per year.
| 17.3.11.3 | Collector – Syensqo AERO 3501 |
Liquid AERO 3501 will be used as a collector and delivered in 1,100 kg IBC totes to site by road. Peristaltic hose pumps will meter the collector from double stacked totes in the reagent area to the copper flotation circuit. Approximately 17.9 t of AERO 3501 will be consumed per year.
| 17.3.11.4 | Frother – Methyl Isobutyl Carbinol (MIBC) |
Liquid MIBC will be used as a frother and delivered in 900 kg IBC totes to site by road. Peristaltic hose pumps will meter the frother from a single IBC tote in the reagent area to several addition points throughout the plant. Approximately 165 t of MIBC will be consumed per year.
| 17.3.11.5 | Depressant (Pyrite and Galena) – Sodium Metabisulphite |
Sodium metabisulphite powder will be delivered in 1,250 kg supersacks to site by road. Bags will be mixed with water in a mixing tank to create a depressant solution and transferred to a holding tank within the reagent area. Peristaltic metering pumps will dose depressant solution from the storage tank in the reagent area to the grinding and copper flotation circuit. Approximately 625 t of sodium metabisulphite will be consumed per year.
| 17.3.11.6 | Depressant (Sphalerite) – Zinc Sulphate |
Zinc sulphate powder will be delivered in 1,000 kg supersacks to site by road. Bags will be mixed with water in a mixing tank to create a depressant solution and transferred to a holding tank within the reagent area. Peristaltic metering pumps will dose depressant solution from the storage tank in the reagent area to several addition points throughout the plant. Approximately 357 t of zinc sulphate will be consumed per year.
| 17.3.11.7 | Collector - Sodium Isopropyl Xanthate (SIPX) |
SIPX briquettes will be delivered in 750 kg supersacks to site by road. Bags will be mixed with water in a mixing tank to create a collector solution and transferred to a holding tank within the reagent area. Peristaltic metering pumps will dose collector solution from the holding tank in the reagent area to the pyrite flotation circuit. Approximately 80.5 t of SIPX will be consumed per year.
| Page 367 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 17.3.11.8 | Activator – Copper Sulphate |
Copper sulphate powder will be delivered in 1,250 kg supersacks to site by road. Bags will be mixed with water in a mixing tank to create the activator solution and transferred to a holding tank within the reagent area. Peristaltic metering pumps will dose activator solution from the storage tank in the reagent area to the zinc flotation circuit. Approximately 849 t of copper sulphate will be consumed per year.
| 17.3.11.9 | pH Adjustment – Quicklime |
Quicklime powder will be delivered to site in bulk tankers and stored in the lime silo. A vendor-package lime slaking plant mixes the quicklime with water on an as-needed basis and transfers the slaked lime solution to an agitated storage / dosing tank within the plant building.
The lime slaking batch sequence will be fully automated. Lime will be pumped throughout the plant via a ring main distribution system, with flow-metered take-offs for each dosing point. Approximately 4,241 t of quicklime will be consumed per year.
| 17.3.11.10 | Silicate Gangue Depressant – PE26 (CMC) |
Silicate gangue depressant powder will be delivered to site in 25 kg bags by road. Bags will be lifted by hoist and added to the depressant powder hopper. Powder will be withdrawn by the depressant screw feeder and blown through a venturi to a wetting head / cone located on top of the mixing tank to create the depressant solution. Depressant solution will then be mixed further by re-circulation through a pump. Once hydrated, the 0.5% solution will be fed forward to the required holding tank. The selected depressant is a carboxy methyl cellulose (CMC) based product.
The depressant batch mixing sequence will be fully automatic. Depressant will be pumped from the storage tank to addition points in the process plant. Approximately 59 t of PE26 will be consumed per year.
| 17.3.11.11 | Flocculant – Magnafloc 10 |
Magnafloc 10 powder will be delivered to site in 25 kg supersacks by road. Bags will be lifted by hoist and added to the flocculant powder hopper. Powder will be withdrawn by the flocculant screw feeder and blown through a venturi to a wetting head / cone located on top of the mechanically agitated mixing tank to create the mixed flocculant. From the mixing tank, mixed flocculant will be fed forward to the holding tank or recycled back into the mixing tank to aid mixing.
The holding tank will provide sufficient volume for storage of flocculant while the mixed batch hydrates in the mixing tank. From the holding tank, flocculant will be pumped through in-line mixers and diluted with process water for dosing at each of the four thickeners. Approximately 41.5 t of flocculant will be consumed per year.
| Page 368 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 17.3.12 | Plant Consumption |
Energy Consumption
Average demand load for the process plant will be 18.4 MW.
Water
Nominal raw water requirements for the process plant will be 42 m3/h.
Reagent and Consumables
Reagent and consumable usage are summarized in Table 17-2 and Table 17-3.
Table 17-2: Reagent Consumption
| Reagent Description | Consumption |
| AERO 5100 | 20 g/t Feed |
| AERO 3894 | 25 g/t Feed |
| AERO 3501 | 10 g/t Feed |
| MIBC | 93 g/t Feed |
| Sodium Metabisulphite | 350 g/t Feed |
| Zinc Sulphate | 200 g/t Feed |
| SIPX | 45 g/t Feed |
| Copper Sulphate | 475 g/t Feed |
| Quicklime | 2,229 g/t Feed |
| CMC | 33 g/t Feed |
| Flocculant (Cu Thickener) | 30 g/t Thickener Feed |
| Flocculant (Zn Thickener) | 30 g/t Thickener Feed |
| Flocculant (Py Thickener) | 25 g/t Thickener Feed |
| Flocculant (Tailings Thickener) | 20 g/t Thickener Feed |
Table 17-3: Grinding Media Consumption
| Consumable Description | Type | Consumption |
| SAG Mill Grinding Media (125 mm) | Forged Steel | 0.53 kg/t Feed |
| Ball Mill Grinding Media (50 mm) | Forged Steel | 0.66 kg/t Feed |
| Cu Regrind Mill Grinding Media (3 mm) | Ceramic | 8 g/kWh |
| Zn Regrind Mill Grinding Media (3 mm) | Ceramic | 8 g/kWh |
| Page 369 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18 | Project Infrastructure |
The McIlv The McIlvenna Bay Project will feature a compact site (Figure 18-1) with key components such as the Filtered Tailings Storage Facility (FTSF), Tailings Area Water Management Pond (TAWMP), ore and waste rock storage pad, mine water treatment plant, and buildings for administration, gate house, truck shop, warehouse, and dry facilities. The process facilities will include a primary crusher, ore bin, and a process and paste plant building. The site will include a 324-person camp with a canteen, recreation facilities, and sewage and potable water treatment infrastructure.
The site is connected to public road SK-106 via an existing all-season 18 km gravel road. Supplies will be trucked to the site via Flin Flon and/or Saskatoon and Flotation concentrate products will be transported to market by road to Flin Flon, then transferred to the rail network.
Construction power will be sourced from the existing grid through a tie-in connection and supplemented by on-site power generation during operations. Eventually, this will transition to a grid-connected transmission line.
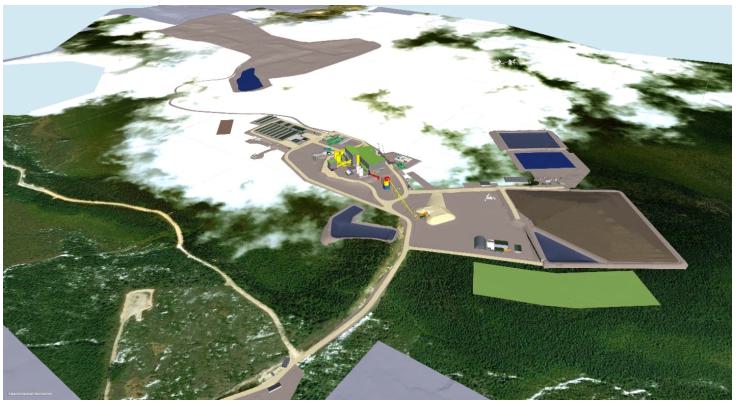
Figure 18-1: Rendering of McIlvenna Bay Surface Infrastructure
| 18.1 | Control System and Instrumentation Levels |
The control system is highly automated to minimize operator intervention and is designed to be scalable and modular to facilitate future developments.
The main control room will be located adjacent to the main process building and house the SCADA hardware, with smaller local control room at the crushing plant.
| Page 370 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The control system is sized based on an estimated I/O count of approximately 2000. The main characteristics of the control philosophy include the following:
| · | Control of process equipment via PCSs and manual operation. |
| · | Hardwired interlocks for personnel safety. |
| · | Intrinsically safe system with active stop buttons in all operating modes. |
| · | Control system based on open communication standards, using EtherNet/IP as its backbone. |
| · | Continuous monitoring of select operating conditions on the SCADA system, with data logging and trending. |
| · | Real-time information availability throughout the company for better business decisions. |
| · | Fail-safe alarm inputs to the PCS, e.g., defaulting to zero in fault conditions unless specified otherwise. |
| 18.2 | Existing Infrastructure |
The McIlvenna Bay Project is near a reclaimed quarrying operation that was previously owned and operated by Preferred Sands Ltd. The site benefits from an existing access road, cleared laydown areas, a large, backfilled quarry area to permanently store filtered tailings, and a SaskPower distribution line. Foran constructed various infrastructure to support ADEX, including all-season camps, fuel storage, communications, process water supply, septic system, a canteen, core shack, construction office, mine dry, and a first aid / mine rescue trailer (Figure 18-2).
| Page 371 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |

Figure 18-2: Existing ADEX Camp (2022)
| 18.2.1 | Advance Development and Exploration |
A significant portion of the site was cleared and grubbed as part of ADEX. The box cut excavation and jet grouting of the sandstone layer were completed, and underground development is ongoing. A truck shop has been erected, and the laydown area, refueling infrastructure, and covered vehicle storage are prepared (see Figure 18-3).
The first phase of the lined waste rock dump was constructed in 2022, along with Stage 1 of the containment water pond and treated water cells. A temporary mine water treatment plant has been in operation since Summer 2023, treating the mine inflow water and surface runoff before discharging it overland to the Hobbs Creek watershed.
The main haul road and minor access roads are built. The site is fed by an existing SaskPower 25 kV distribution line, and power is distributed via a containerized construction power e-house. Electricity needs beyond the capacity of the existing 25 kV SaskPower line are supplemented by on-site liquefied natural gas (LNG)-fuelled generators. The 2022 McIlvenna Bay ADEX site plan is presented in Figure 18-4.
| Page 372 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |

Source: Foran 2022
Figure 18-3: Existing Infrastructure for ADEX
| Page 373 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
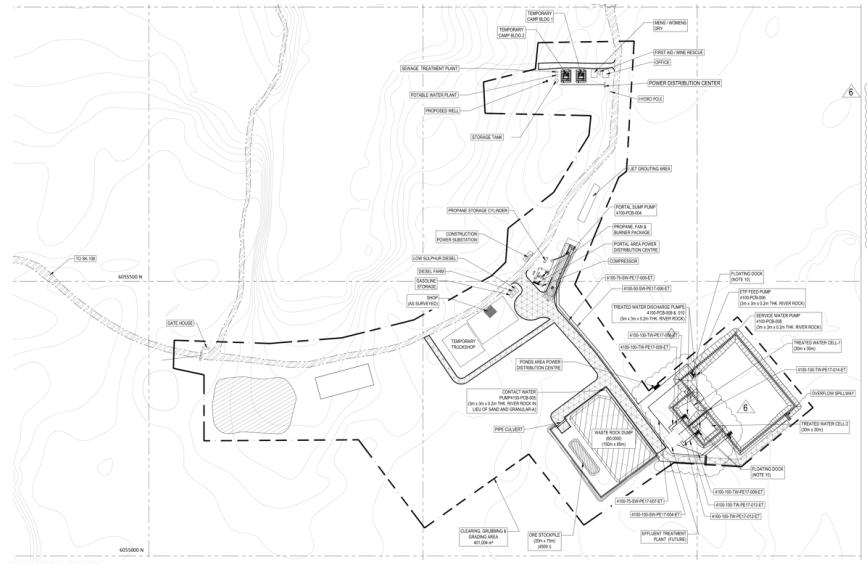
Source: 2022 Technical Report
Figure 18-4: 2022 ADEX Site Plan
| Page 374 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.3 | Project Site Preparation |
The proposed McIlvenna Bay site layout is presented in Figure 18-5. The site layout is designed to be compact and centralized around the mine portal, and to utilize infrastructure developed during the ADEX Program, with the objectives of minimizing the environmental footprint, and minimizing underground-to-surface haul distances. Prior to construction, the balance of site will be cleared and grubbed, and soil and organics will be stockpiled for future surface reclamation. There is generally 0 m to 2 m of overburden on site underlain by bedrock.
The contractor and mine laydown areas, along with the temporary truck shop, will be utilized for construction needs. The remaining site, primarily north of the main access road, has been cleared and grubbed in preparation for erecting the process buildings and placing filtered tailings, pending necessary work authorizations.
Clearing and grubbing involved cutting and disposing of trees, brush, roots, and stumps. The area around the infrastructure has been roughly graded. Trees were mulched on site and added to the soil storage piles.
| 18.3.1 | Soil Storage |
Topsoil removed from the site will be stored in the designated areas for reclamation. Three topsoil stockpiles are defined onsite.
| · | West side of the Mine Maintenance Facility: Will hold topsoil from the WROP and the Mine Maintenance Facility. |
| · | West side of the Process Plant Terrace: Will store topsoil removed from the Contact Water Pond, Process Plant Terrace, and Camp areas. |
| · | West of the TAWMP and within the Stage 7A FTSF footprint: Will hold the topsoil from the TAWMP, FTSF, and pipe corridor. |
The surface area for each storage site was calculated based on geotechnical information and site investigation results.
| Page 375 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
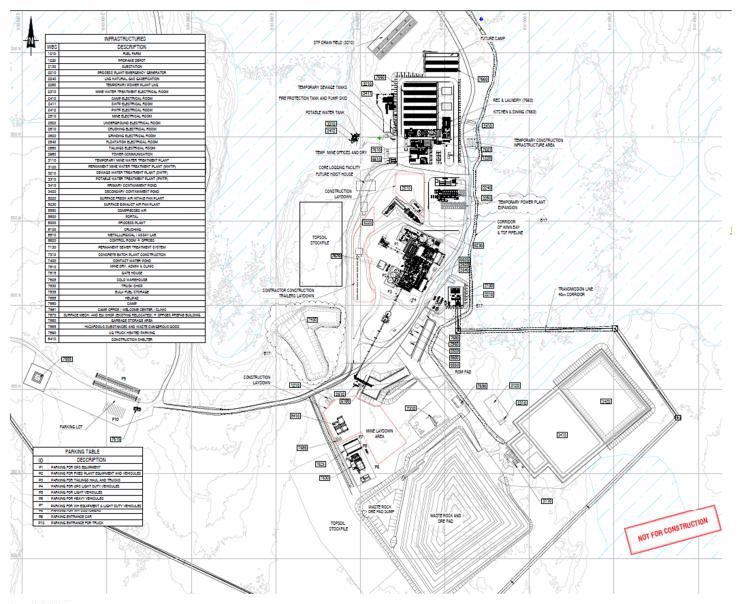
Source: GMS 2024
Figure 18-5: Project Site Plan
| Page 376 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.4 | Project Access |
| 18.4.1 | Mine Road |
The existing gravel road between the mine site and SK-106 (Figure 18-6) will be used for transporting mine personnel and general supplies over 18 km. The road will require some maintenance during operation to ensure safe driving conditions. The road is wide enough for two-way traffic .Removal of organics and shrubs on the edges of the road will facilitate transit. For wider loads, stopping the lighter vehicles allows for safe passing in narrower areas, as these areas are short.
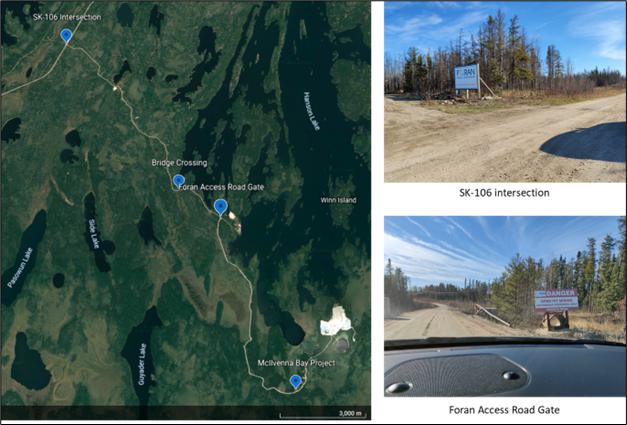
Source: Google Earth, 2022
Figure 18-6: McIlvenna Bay Site Access Road
| Page 377 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
There is a bridge located on the mine access road at coordinates 54.689 °N, 102.886 °W (Figure 18-7). The 9 km span of road between SK-106 and the Foran access gate, including the bridge, is under the jurisdiction of the Saskatchewan Ministry of Highways and Infrastructure (MHI). The bridge, constructed in 2004, was used for haul traffic during the former sand quarry and has been in use during the ADEX operation. MHI confirmed the bridge received a SEAL-750 rating (exceeding provincial capacity requirements). Provincial safety inspections are scheduled every two years per provincial regulation. The 2019 route survey confirmed the bridge is suitable for its intended use without restriction.

Figure 18-7: McIlvenna Bay Site Access Road Bridge
| 18.4.2 | Highway 106 |
Traffic on public Highway SK-106, from the intersection at the haul mine road to Flin Flon, Manitoba, is under the control of the MHI and will be maintained, including the removal of snow, by the MHI. Operations and administration personnel will be bussed to and from site on a rotational basis using contract transportation services. New turn-in/turn-out lanes and road lighting at the intersection of the mine access road and Highway SK-106 are planned in 2025 to improve visibility, given the increased nighttime traffic.
| 18.4.3 | Mine Service Roads and Site Parking |
The parking lots are situated just outside the gatehouse. The heavy vehicle parking area, located on the south side of the access road, can accommodate up to 14 trucks. On the north side, the light vehicle parking area has a capacity for 74 vehicles. Additionally, there is a 32-spot parking lot near the Welcome Center for contractors and personnel.
| 18.4.4 | Helipad |
A 1,100 m2 helipad will be constructed adjacent to the mine site entrance and maintained throughout the LOM for emergency access. The helipad can be used for medivac in case of emergencies.
| Page 378 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.5 | Buildings and Ancillary Items |
| 18.5.1 | Temporary Construction Facilities |
Mobilization, demobilization, temporary construction facilities required during the construction phase will be contractor-supplied. Foran will provide power generation, water supply, and on-site accommodation, including catering services, a laundry area, and a gym. In addition to the permanent 324 beds, the site will add beds for temporary accommodation during the construction period estimated at a peak of 850.
| 18.5.2 | Mine Maintenance Facility |
The Mine Maintenance Facility (Figure 18-8 and Figure 18-9) consists of five interconnected units, each designed for specific operational needs. The complex supports the maintenance of heavy-duty and light-duty vehicles, as well as administrative functions.
The heavy-duty vehicle building (405 m2, 12.20 m high) includes three vehicle bays, a battery maintenance bay, equipped with one overhead crane (with a 20-t primary hoist and 5-t secondary hoist), compressed air and a lube unit system.
The light-duty vehicle building (175 m2, 4.50 m high) is connected to the heavy-duty vehicle building and has three bays for vehicle maintenance, tire work, and welding. It uses a medium steel framework, insulated panels (R36 roof, R29 walls), and includes one overhead door and emergency exits.
Both buildings share a fire-rated Lube container for distribution and are installed on a concrete perimeter with footings anchored to bedrock. The floors are sloped to direct spillage to an in-ground trench with sump pump, and the wash area has a dedicated sump pump with an oil/water separator.
The accessories and offices building is a modular structure connected to the heavy-duty vehicle building. It houses tool rooms, restrooms, workstations, and an electrical room. The building is elevated to allow for water and sewage systems.
The Wash Bay Building (pre-engineered) is designed for automated vehicle cleaning, featuring insulated metal panels (R36 roof, R29 walls), rubber overhead doors, and a concrete foundation.
All buildings are connected with advanced climate control and fire-rated walls, ensuring safety and operational efficiency.
The warehouse facility is constructed using a 40-ft structure, protected by a lightweight aluminum frame and an all-weather tarp. This design encompasses not only the storage area for heavy-duty equipment but also sections for tools and consumables. Additionally, the interior includes dedicated office spaces to support operational functions.
| Page 379 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
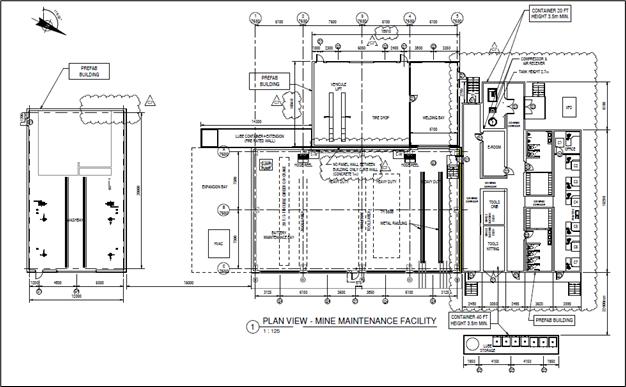
Source: GMS 2024
Figure 18-8: Plan View of Mine Maintenance Facility
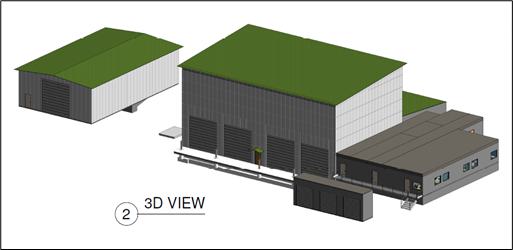
Figure 18-9: 3D Exterior View of Mine Maintenance Facility
| Page 380 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.5.3 | Administration Offices and Mine Dry Complex |
The Administration Offices and Mine Dry Complex (Figure 18-10 and Figure 18-11) is a modular prefabricated structure, divided into five functional areas.
| · | Administration Offices |
| · | Men’s Mine Dry |
| · | Women’s Mine Dry (Old ADEX Dry) |
| · | Mine Services Area |
| · | Emergency Vehicle Garage |
The Administration Offices area is designed for 29 staff members. This area includes a coffee station, eight private offices, open workstations, a printer and archive room, a server room, and an electrical room with a separate external entrance. It also features a mine control room, a main entrance, and an emergency exit.
The Men’s Mine Dry area is designed to accommodate 380 personnel, with six modules measuring 60'-1" x 11'-10" each. It features three emergency exits, two primary internal entrances, and is equipped with climate control and drying lockers. Adjacent to this area is the Mine service area, which includes washrooms outfitted with both stall and showers, toilets, and sinks, all in compliance with national and local regulations. This section also contains a mechanical room with water heaters and a janitor’s room.
The new construction will also be linked to the Women’s Mine Dry build form the renovated old ADEX Dry building. Designed for 64 people, this section includes showers, a locker area, restrooms, and three entrances—two providing direct exterior access and one connected to the Arctic corridor.
Central to the complex is the Arctic corridor, which serves as the main circulation route, linking all areas, including the Mine Services area. This space includes mine lineup area, nine private offices, a medical center with an independent bathroom and examination room, as well as a dedicated ambulance entrance.
The complex also counts an Emergency Vehicles Garage, which is a pre-engineered building designed to accommodate a fire truck, emergency truck, and ambulance. The garage features a reinforced concrete slab and temperature-controlled environment, ensuring optimal conditions for the vehicles and equipment.
| Page 381 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
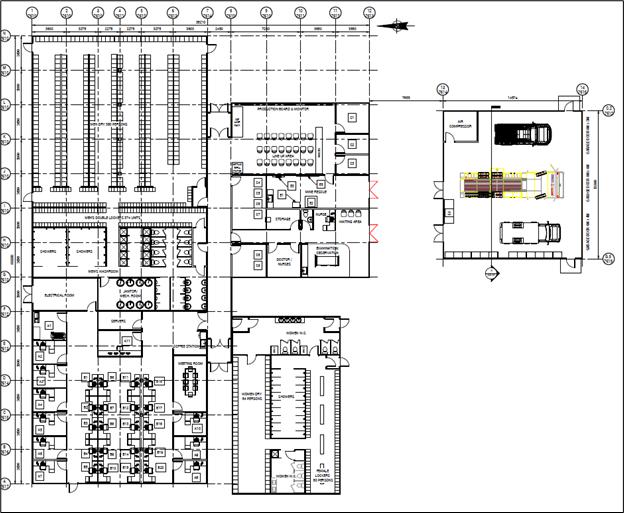
Source: GMS 2024
Figure 18-10: Plan View of Administration Offices and Mine Dry Complex
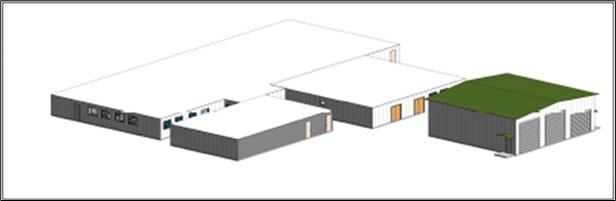
Figure 18-11: 3D Exterior View of Administration Offices and Mine Dry Complex
| Page 382 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.5.4 | First Aid Office and Clinic Facility |
A first aid office is incorporated into the Administration Offices and Mine Dry Complex as described above. A full clinic facility (Figure 18-12) is also installed within the Welcome Center, which includes a waiting room, medical office, and procedure room. This clinic is equipped with its own HVAC system designed for microorganism control, in compliance with national and local code requirements.
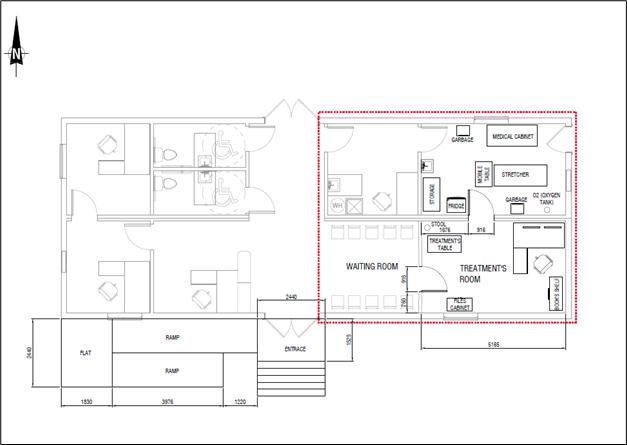
Source: GMS, 2024
Figure 18-12: Plan View of First Aid Office
| 18.5.5 | Security Gatehouse |
The existing security gatehouse was in place during the initial phase of construction. Located at the mine site entrance, it controls access in and out of the site. During the construction period an expanded Main Security Gatehouse (Figure 18-13) was be built using two modules from the old ADEX complex and includes a covered entrance, two internal offices, four search points, a control room, lockers and a deliveries search area. All areas will be organized to prevent cross-circulation of people entering and leaving the site.
| Page 383 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |

Source: GMS 2024
Figure 18-13: Plan View of Main Security Gatehouse
| Page 384 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.5.6 | Mine Rescue |
The mine rescue is incorporated into the mine services area of the Administration Offices and Mine Dry Complex described in Section 18.5.3.
| 18.5.7 | Fuel Storage and Distribution Facility |
A fuel storage and distribution facility will be located adjacent to the portal. This facility (Figure 18-14) will include the diesel tank, the gasoline tank, and the dispensing equipment. All equipment will be rented or part of the contract with the selected fuel supplier for the Project.
Diesel storage and dispensing equipment will be set up to dispense fuel to surface generators and refuel mobile surface equipment, excluding electric haul vehicles. The storage tanks will rest directly on compacted gravel while the re-fueling area will have a concrete pad. Emergency generators will also have a dedicated diesel storage tank that will be located directly adjacent the generators. All tanks will be skidded, double wall and self contained.
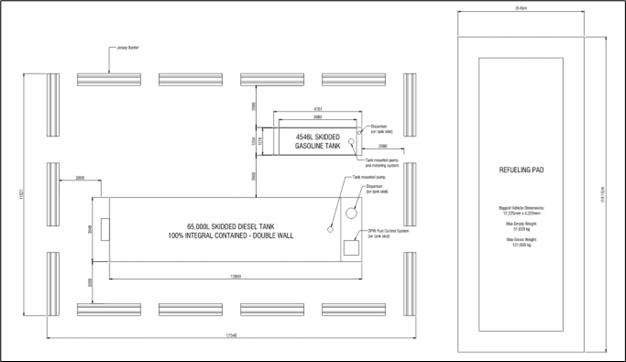
Source: GMS 2024
Figure 18-14: Plan View of Diesel Storage and Distribution Area
| 18.5.8 | Industrial Waste Disposal |
Waste from site such as plastic, paper, cardboard, scraps, and rubber will be collected and stored in the garbage disposal area. The waste will be picked up on a set schedule and sent offsite for disposal. Hazardous materials such as spent oil, batteries, paint, compressed gas cylinders, and corrosive products will be disposed of in compliance with Foran’s Environmental Department’s standard operating procedures and Saskatchewan’s Hazardous Substance and Waste Dangerous Goods regulations. Foran’s Health and Safety Department will ensure signage, SDSs (Safety Data Sheets), and standard operating procedures are available and current for all hazardous materials used on site.
| Page 385 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Hazardous materials will be transported to and from site by contractors. Foran’s Health and Safety Department will ensure the drivers transporting hazardous goods are trained and equipped to deal with accidental spills.
| 18.5.9 | Mine Laydown Area |
A 10,100 m2 laydown area will be constructed using compacted granular material, located south of the ADEX truck shop. This area previously served as the construction staging area during the surface and portal construction phases. As it is repurposed for Project use, the mine laydown area will shift southward, situated between the primary crusher ramp and the permanent Mine Maintenance Facility (Figure 18-8).
| 18.5.10 | Surface Mechanical and E&I Workshop |
The surface Mechanical and Electrical & Instrumentation (E&I) Workshop, planned for the west side of the process plant platform, will consist of a workshop area made from 40-foot containers, covered by a curved rolled-steel roof, with an approximate total area of 500 m². This facility will be exclusively dedicated to maintenance activities for static aboveground equipment such as instrumentation and pump rebuilds. Mobile equipment maintenance will be performed exclusively in the truck shop complex. The Workshop is a repurposed building, relocated from the truck shop / garage that serviced the underground development equipment during the ADEX period.
Adjacent to the workshop, an office trailer will be installed, constructed as a modular building. This office space will include workstations and a bathroom to serve the immediate operational needs of the area.
| 18.6 | Process Buildings |
| 18.6.1 | Head Frame / Collar House Building |
The mine will initially operate as a ramp mine during its early operating life. Later, a shaft will be sunk, and the head frame and collar house building will be constructed, allowing the mine to operate as a hybrid shaft / ramp mine. The timing of this upgrade, as along with the location and specifications of the infrastructure, is currently being optimized. Detailed design has not yet begun; accordingly, the information presented below is unchanged and reflects the intentions from the 2022 NI 43-101 technical report.
The headframe will facilitate both personnel access to the mine and the hoisting of ore to the surface. The design includes back legs, a collar house, head sheaves, skip dumps, and an ore bin. A deflector gate will direct hoisted material to a ground-level bunker.
| Page 386 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The collar house will have ample space to stage personnel for underground deployment. Additionally, there will be sufficient clearance on the east side of the collar house for removing skips for service and maintenance.
The tower of the headframe will stand 52.0 m tall and will house the head sheaves and skip-dumping equipment. The headframe will be 13 m W × 23 m L and will be constructed on site with structural steel (approximately 430 tonnes). It will be cladded with 75 mm thick RSI 4.0 insulated metal panels.
The headframe will be primarily supported by the shaft collar, which will consist of a concrete liner anchored into the basement rock below the sandstone and regolith layers. The remainder of the headframe will be installed on a concrete perimeter wall with footings under the columns. These footings will be founded on bedrock and use rock anchors to optimize concrete quantities where necessary. The foundation will be backfilled and compacted on both the interior and exterior of the building.
The headframe will be supported by back legs, which will be anchored to footings founded on bedrock, again utilizing rock anchors to optimize concrete quantities where needed.
The collar house will be installed on a concrete perimeter wall with footings under its columns and will be to the headframe. These footings will also be founded on bedrock and will use rock anchors as required. The foundation will be backfilled and compacted on the interior and exterior of the building. A concrete slab-on-grade in the collar house will facilitate removal of skips and cage and provide access to the shaft. Layout drawings of the headframe and hoist house are shown in Figure 18-15.
| 18.6.2 | Hoist House Building |
See preamble of Section 18.6.1.
Similar to the headframe, the hoist house will be constructed on site with structural steel. This hoist house will be 20 m W × 39 m L × 16.6 m H. It will be cladded with 75 mm thick RSI 4.0 insulated metal panels.
The hoist house will be installed on a concrete perimeter wall with footings under the columns. The footings will be founded on bedrock, utilizing rock anchors to optimize concrete quantities where required. The foundation will be backfilled and compacted on the interior and exterior of the building. The production and service hoists will be anchored to concrete bases. A concrete slab-on-grade will be installed in the hoist house. A layout drawing of the hoist house and headframe is shown in Figure 18-15.
| Page 387 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
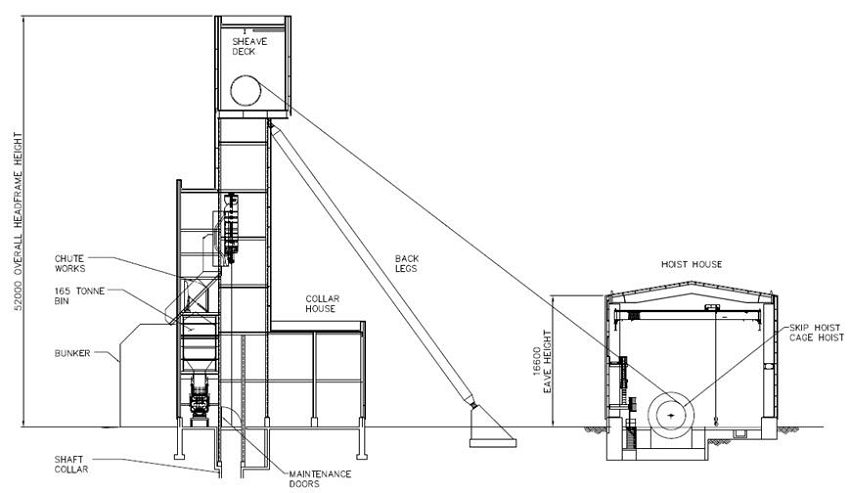
Figure 18-15: Layout Drawing of Headframe and Hoist House
| Page 388 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.6.3 | Primary Crushing |
The primary crushing plant will be a complete system that includes a hopper, Vibrating Grizzly Feeder (VGF), rock breaker, jaw crusher, and a sacrificial conveyor belt. The VGF will separate fines so they can bypass the crusher, which increases throughput and reduces wear on the equipment. The plant will be located adjacent to a 7 m-high concrete retaining wall, allowing underground haul trucks to dump their loads into the hopper. The hopper will be large enough to hold up to two full 50-ton underground haul trucks and will allow for loading via front-end loader if needed. The plant will be open to the elements, designed to operate all weather conditions.
Maintenance of the equipment will be done using a mobile crane or telehandler, depending on the task.
The crushing plant will primarily consist of two skid-mounted assemblies, with the ore hopper supported independently from the rest of the plant skid. Both skids will be supported on a concrete slab to provide a solid support without settling concerns that would arise if using a compacted surface. An operator control station, equipped with heating and cooling for all-weather operation, will be included in the crushing plant, located next to the hydraulic rock breaker and the jaw crusher throat for optimum operator visibility.
A prefabricated electrical room will house motor control centers (MCCs) and switchgear for process equipment. This e-room will be elevated for bottom cable entry and will have HVAC and double doors for maintenance access.
Crushed ore and the bypassed scalped fines fall onto the sacrificial conveyor belt and are conveyed to the overland conveyor belt transfer point. A self-cleaning belt magnet removes any tramp metal which may be in the ore feed from the underground workings prior to discharge onto the overland conveyor. Additionally, a metal detector on the overland conveyor detects any remaining tramp metal, allowing the belt to stop so the metal can be manually removed.
Dust collection for the primary crushing process is located next to the conveyor transfer point, with dust collection points at the crusher jaw and the belt transfer chute. All outdoor conveyors have belt covers to protect the product from precipitation and reduce wind-generated dust.
| 18.6.4 | Ore Storage and Reclaim |
Ore on the overland conveyor will be transferred upwards to the top of the ore bin. The initial design includes a single ore bin with a capacity of 2,500 t, with space allocated to allow for a second identical bin to be added in the future if desired. Space will be provided at the top of the ore bin for the diverter chute and transfer conveyor additions required to integrate a second ore bin into the system. The single 2,500 t bin will provide for approximately 12 hours of residence time at maximum plant throughput.
As per design, the upper portion of the ore bin will be insulated, while the lower portion will be fully clad, heated and insulated. This lower section will house the two apron feeders that will reclaim ore onto the SAG feed conveyor, as well as the elevated access steel and the dust collector to capture fines from the apron feeders and maintain indoor air quality. The entire lower area will be on a concrete slab to facilitate cleanup and prevent environmental contamination. Monorails and an overhead door will provide access for maintenance as required.
| Page 389 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The two apron feeders will transfer crushed ore onto the SAG feed conveyor. They are designed to work simultaneously, especially in winter, to ensure constant ore flow and reduce risk of freezing. However, each feeder will be sized at 100% capacity to provide full duty-standby capability during maintenance periods.
| 18.6.5 | Process Plant |
The process plant will be housed in a roughly rectangular building measuring 47 m W × 117 m L × 26 m H. The concentrate loadout will extend an additional 18 m W × 29 m L on the northeast side. The process plant’s e-room, which will include the plant control room and offices located above it, will be located in an attached building extension on the southeast side, measuring 10 m W × 35 m L. The building will feature metal cladding, insulation, HVAC, and snow guards. Overhead doors will allow mobile equipment access to the grinding and reagents areas, as well as drive-through concentrate loadout. The paste plant will be connected to the process plant building, discussed further in Section 18.6.7.
The main central area of the process plant building will be equipped with two overhead cranes (a 30-t primary crane with a 5-t auxiliary, and 10-t crane) spanning the building to service the grinding, flotation, and dewatering areas. These cranes will share common runway beams and rails. Smaller lifting devices, such as monorails or jib cranes, will be used in areas where the cranes cannot access critical equipment like sump pumps and slurry pumps. The eastern portion of the process plant will house the copper flotation, reagents, and filtration areas, serviced by a 10-t overhead crane on rails running the length of the building.
The building will be installed on a concrete perimeter wall with footings under the columns. The footings will be founded on or near the bedrock, utilizing lean concrete fill to account for variations in the rock surface elevation. The foundation will be backfilled and compacted on the interior and exterior of the building.
Inside the process plant, sloped concrete slabs and bund walls will segregate, contain, and direct spillage toward sumps to facilitate cleanup. Drive-in sumps in the grinding area will accommodate a skid steer loader for mucking out larger solids if required. The reline floor will consist of an elevated slab-on-deck to allow maneuvering of the reline machine and forklifts. Discrete process areas will be isolated by low curb walls and will have dedicated in-floor sump pumps.
The process plant e-room will be located on the southeast side of the building. It will house MCCs, VFDs, and other equipment on two floors, with access doors and HVAC. The third floor will contain the plant control room and offices, including washrooms, a meeting room and a lunchroom. An enclosed stair tower will provide access to the copper flotation area and the rest of the plant.
Ore will enter the process plant via a SAG feed conveyor on the southwest end of the building. The process will generally flow from the south towards the northeast end, where the concentrate will be discharged. SAG mill pebble recirculation will be managed by three conveyors mostly within the building envelope, with the pebble reload conveyor extending outside to intersect with the SAG feed conveyor before entering the mill. A pebble cone-crusher, located between the second and third pebble recirculation conveyors, will crush the harder pebbles down to a smaller size for more efficient grinding.
| Page 390 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Process water will be retained and recirculated within the plant, operating in a “locked cycle.” Water removed from slurry through thickeners and filter presses will be returned to the process water storage tanks. Water from the copper and zinc flotation circuits will be segregated and preferentially returned to their respective circuits to maintain segregation between reagents and pH needs. These segregation and reuse methods will reduce environmental impacts, improve flotation performance, and reduce reagent consumption, including pH adjusters.
There will be several pieces of equipment on the exterior of the process plant, such as thickeners, process and freshwater tanks, and the lime silo. The process water tank and thickeners will be housed within concrete containment walls sized for 110% of the largest vessel's volume.
A plan view of the combined process plant and paste plant building is shown in Figure 18-16.
| Page 391 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
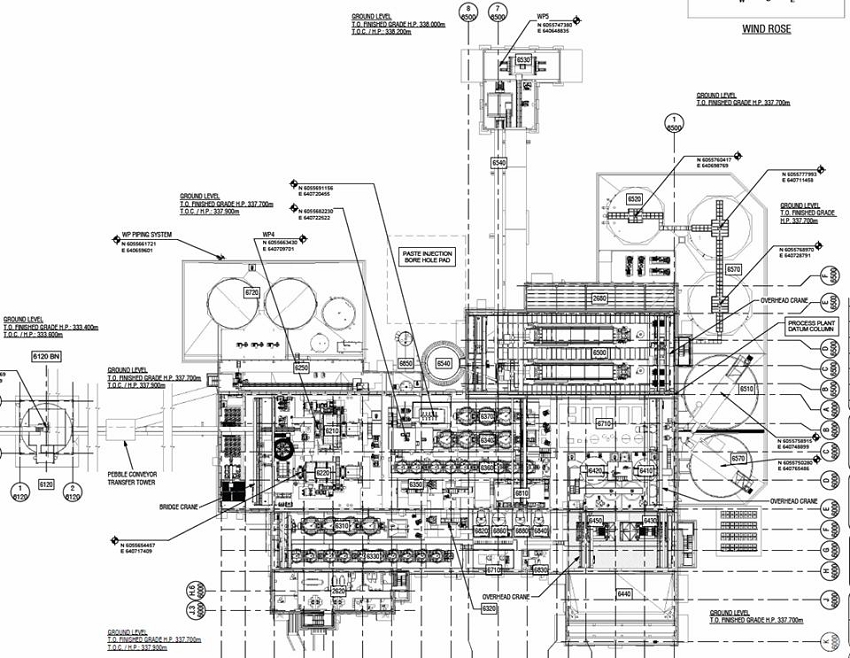
Source: GMS, 2024
Figure 18-16: Plan View of Process and Paste Plant Building
| Page 392 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.6.6 | Assay and Metallurgical Lab |
Metallurgical and assay laboratories will be housed in a shared facility connected to the main Camp and Administration complex in the northern region of the mine site. The facility will be a modular trailer complex (formerly used as the Camp office during ADEX operations), measuring 11 m W × 18.4 m L.
Laboratory equipment and instruments for sample preparation and XRF analysis will be included and operated by a third party on site. Fire assay will be conducted off site at a third-party commercial assay laboratory. The metallurgical portion of the facility will be equipped to conduct bench-scale flotation tests, particle size analyses and general lab tasks to support plant operations.
| 18.6.7 | Paste Plant |
The paste plant will be primarily housed within an attachment on the main process plant building, forming an integrated whole (see Figure 18-16). The paste plant portion will measure 21 m W × 54 m L × 34 m H. The paste plant e-room will be attached to the west side of the plant, housed in an addition measuring 7 m W × 39 m L × 24 m H, which will also house the HVAC equipment for the e-room.
The paste plant will primarily function as a filtering facility, turning thickened slurry into filter cake. The desulphurized material is destined for the TSF, while all pyrite material will return to the underground. Two large horizontal-frame filter presses will be located on the upper floors of the plant; each one will be primarily dedicated to one process stream (desulphurized tailings or pyrite concentrate, respectively) during normal operation. However, they will each be sized at over 100% of nominal plant throughput to allow for full duty-standby configuration, ensuring continuous plant operation while one is down for maintenance. Large slurry storage tanks will be located outside the plant to accommodate slurry surge and storage, supporting both process plant and underground mining operations.
The paste building will be equipped with a 5-t overhead crane running the span of the building to service the tailings and pyrite concentrate filter presses. Jib cranes or hoists will be used in partitioned areas, such as under the filter floor.
The paste plant building will be installed in the same manner as the process plant building, as they form an integrated whole. A sloped concrete slab-on-grade in the paste plant will contain and directed spillage toward sumps to facilitate cleanup. The pressure filters will be elevated on a concrete floor with access levels underneath for cake conveying and paste equipment. A drive-in sump will be located in the southwest portion of the paste plant to facilitate cleanup of cemented paste material, which will occasionally need to be flushed or dumped from equipment before it can set during shutdowns, power outages, maintenance activities, etc.
A laboratory space within a sea can will be located on the plant main floor for monitoring the paste recipe and strength. Backfill samples will need to be taken periodically and allowed to cure in a controlled environment for specific periods before being broken to test their mechanical properties, ensuring underground-working stability and safety.
| Page 393 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Tailings and pyrite concentrate slurry storage tanks will be located on the exterior of the paste plant at the north-west corner, housed within a concrete containment berm sized for 110% of the largest vessel's volume. The primary containment bund in this area will hold almost all of the required volume; to reach the full 100% capacity, some overflow will be directed into the tailings and pyrite thickener bund next to it.
| 18.6.8 | Paste and Filtered Tailings Storage and Loadout |
A paste storage and filtered tailings storage and loadout shed, measuring 20.5 m W × 19.5 m L × 22 m H, will be located to the west of the paste plant. It will be connected by three conveyors in fully enclosed, heated and insulated galleries. One conveyor will transport tailings filter cake to its storage bin, another will transport pyrite concentrate filter cake to its storage bin, and the third will return pyrite concentrate filter cake from the bin back into the paste plant.
Filtered tailings will be temporarily stored in a 134 m3 (200 t) bin with a live-bottom feeder to load tailings haul trucks, which will transport the material to the FTSF. Paste material (generally pyrite concentrate filter cake, occasionally desulphurized tailings filter cake depending on the required strength) will be held in a 110 m3 (190 t) bin. The bin will have a live-bottom feeder to reclaim the filter cake onto a conveyor, which will transport it back into the paste plant building for introduction into the paste mixing tower before being pumped underground as paste backfill. High-speed overhead doors allow the tailings haul trucks to enter the loading zone underneath the tailings live-bottom feeder while protecting the area from the elements. The area inside the shed will be heated by the main process and paste plant HVAC system, with the shed functioning as the exhaust for the paste plant building, with air travelling down the enclosed conveyor galleries. The loadout area will be unheated; however, heat can be introduced to the area using exhaust fans which would direct building exhaust air through the loadout.
| 18.7 | Power Supply and Distribution |
The McIlvenna Bay site is currently serviced by the Saskatchewan provincial grid via an existing 25 kV distribution line. Initially, any additional capacity will be met by an onsite LNG power plant, which will ultimately be phased out and replaced by a SaskPower 138 kV transmission line from the Pelican Narrows substation.
The region is well served with hydroelectric power from Island Falls Hydroelectric Station.
| 18.7.1 | Power Demand Estimate |
The average power demand for the Project will increase over the first few years of commercial production as the underground mine is developed. Table 18-1 shows the connected load and average load calculated considering demand and utilization factors by LOM year.
| Page 394 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 18-1: Connected and Average Load by LOM Year
| Load | Power Demand | Year 1 | Year 2 | Year 3 | Year 4+ |
| Connected Load (MW) | Mineral Processing & Surface Infrastructure | 31.7 | 31.7 | 31.7 | 31.7 |
| Mining | 7.0 | 9.6 | 10.5 | 13.5 | |
| Total | 38.7 | 41.3 | 42.2 | 45.2 | |
| Average Load (MW) | Mineral Processing & Surface Infrastructure | 19.2 | 19.2 | 19.2 | 19.2 |
| Mining | 3.4 | 4.6 | 5.5 | 6.6 | |
| Total | 22.6 | 23.8 | 24.7 | 25.8 |
| 18.7.2 | Existing 25 kV SaskPower Distribution Line |
The existing 25 kV SaskPower distribution line to the mine site is a remnant from the closed sand quarrying operation. This line has been re-energized and is providing 1.2 MVA capacity to the security gatehouse, truck shop, warehouse, and temporary construction activities.
During commercial production, the 25 kV line will be dismantled and stopped being used.
| 18.7.3 | Onsite Power Generation (Phase 1) |
Until the new 110/138 kV transmission line from the Pelican Narrows substation is connected to the site main substation, power will be supplied primarily through a power purchase agreement utilizing an onsite LNG power plant, supplemented by the existing 25 kV distribution line.
The power plant will operate on an N+2 operating philosophy, whereby 12 internal combustion generators will generate power to meet average and peak power demand, one unit will be in hot standby, and one unit will be in maintenance. The availability of the power plant in this configuration is considered to be 100%. Each generator will provide electrical output of 1.3 MW at a voltage of 13.8 kV and a frequency of 60 Hz. The design capacity of the plant under the N+2 operating philosophy will be 11 MW.
| 18.7.4 | Transmission Line (Phase 2) |
Starting in Q1 2026 (estimate) power will be supplied from the Saskatchewan provincial grid via a new 110/138 kV transmission line from the Pelican Narrows substation, which is supplied by the Island Falls Hydroelectric Station. The proposed routing of this line is depicted in Figure 18-17 and includes 77 km of new 110/138 kV transmission line and the reconfiguration of 10.7 km of existing 25 kV line. The new and upgraded transmission line will be constructed and operated by SaskPower. Foran will construct a 110/138-13.8 kV substation with metering on the McIlvenna Bay site.
Upon commissioning of the 110/138 kV site substation and connection to the provincial grid, the onsite power generation plant will be decommissioned. The LNG storage infrastructure from the power plant will remain in service to support fresh air raise and HVAC in the process plant. The transmission line will operate supplying 110kV initially, and in the future will likely be upgraded to 138kV service by SaskPower, enabling throughput expansion requirements. The substation has been designed to operate on either 110kV or 138kV.
| Page 395 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
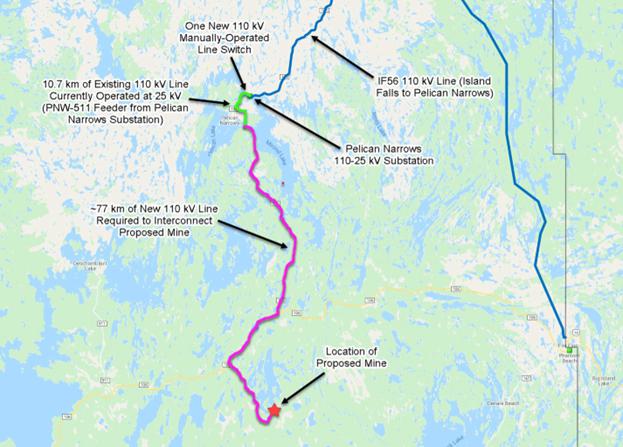
Source: 2022 Technical Report
Figure 18-17: Proposed 110/138 kV SaskPower Transmission Line
| 18.7.5 | Power Costs |
Power costs have been calculated based on a blend of energy consumption from the grid and onsite power generation.
Table 18-2 summarizes the power costs with the energy mix associated with Phase 1 and Phase 2.
During Phase 1, the onsite power generation rates are inclusive of delivered fuel, operation, and maintenance. During Phase 2, the grid power costs are based on the SaskPower schedule for Phases 1 and 2, respectively, and are inclusive of consumption-based energy, demand and carbon charges, and monthly connection fees. An additional rate rider of $9.2/MWh has been added to grid power to account for carbon emissions offset.
| Page 396 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 18-2: McIlvenna Bay Energy Cost
| Provincial Grid ($CA) | Site Generation ($CA) | Combined Average ($CA) | |
| Onsite Power Generation (Phase 1) | - | $260/MWh | $260/MWh |
| Transmission Line (Phase 2) | $92/MWh | - | $92/MWh |
| LOM Average | - | - | $176/MWh |
| 18.7.6 | Power Distribution |
When the 110/138 kV substation becomes operational in Phase 2, the transmission line will be connected via two 24/32/40 MVA, 110/138-13.8 kV transformers in a main-tie-main arrangement. The transformers will be sized so that if one transformer is taken out of service, the remaining transformer can supply the site’s power requirements. The power plant and substation will be located adjacent to the process plant to minimize cable runs for the largest loads.
Site power for process areas will be distributed by 13.8 kV overhead pole lines or a buried duct bank to remote e-rooms. Four 13.8 kV feeds will be dedicated to the underground mine operations. The process plant and paste plant will have two feeders each to provide 100% redundancy.
The power factor will be corrected to a minimum of 0.95 at each process facility to satisfy SaskPower’s minimum power factor requirements and reduce electrical system losses.
The process plant and paste plant will be provided with standby diesel generators – 2x 4MW each for a total of 8MW - to provide back-up power in case of a loss of main incoming power. The standby generators will supply power for critical process loads, life safety systems, communications equipment, security equipment, and control systems.
Provision for the connection of a portable diesel generator will be provided for the following areas.
| · | Potable Water Treatment Plant (PWTP) |
| · | Sewage Treatment Plant (STP) |
| · | Containment Pond pumps and heat tracing |
| · | Contact Water Pond pumps and heat tracing |
| · | TAWMP pumps and heat tracing |
| · | 110/138 kV Substation |
| 18.8 | Ore And Waste Rock Management |
The ADEX WROP was constructed to provide a contained storage location for waste rock and ore materials excavated from the ADEX portal and underground development and provides storage for up to 231,000 tonnes of mine rock and ore at a loose dry density of 2.1 t/m3.
The WROP will be expanded to accommodate a total of 1,565,600 tonnes of mine rock, including the current ADEX WROP to form the LOM WROP. The expansion pad will have a floor with a 2% average slope towards the perimeter ditches, directing contact water to the west sump. From there, the water will be pumped to the Containment Pond via an overland HDPE pipe, which will be insulated and heat traced. A culvert will be installed where the pipe crosses under the haul road. The pad will be lined with two layers of HDPE geomembrane, with a layer of geonet in between to serve as a leakage detection system. Any potential leakage will flow towards the sump, where it will be detected and pumped back using a submersible pump.
| Page 397 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
At mine closure, the remaining material on the WROP will be encapsulated with an engineered cover to minimize any long-term environmental impacts. The engineered cover will include a sand and gravel bedding layer, GCL, LLDPE, sand and gravel liner protection layer, riprap erosion channels, and organic surface soils. The surface of the pile would then be re-vegetated with native species. Given that the pile will be constructed at a 4H:1V slope during operations, no significant re-grading or sloping of the pile would be expected for closure.
| 18.8.1 | Ore Stockpiling |
ROM ore that cannot be delivered directly to the primary crusher hopper (located on surface) will be stored temporarily in a stockpile adjacent to the ROM pad on a dedicated portion of the lined WROP. Stockpiling on the WROP may also be required for final ore blending depending on the mine plan and execution.
| 18.9 | Water Management |
The site water management strategy is to divert or deflect non-contact surface runoff water away from the Project site to the maximum extent possible, and to collect and treat site-influenced contact water. Where applicable, best management practices for sediment and erosion control will be utilized, including the use of check dams, surface roughening, and hydro-seeding to minimize erosion potential.
Most of the water that will need to be managed at the site will come from the dewatering of underground workings. The next most abundant source will be surface runoff around the site, especially during major precipitation events – up to a maximum of a 1-in-100-year storm. Additional aspects of water management around the site will include collection of runoff from the FTSF, which will be temporarily stored in the TAWMP, interstitial water from the FTSF and WROP, collection of water from ditches around the site, and treatment of water for potable and process uses. The nominal water management approach on-site is illustrated in Figure 18-18. All ponds and sumps at the mine site are sized to contain a maximum 1:100 24hr precipitation event, and have spillways to safely convey a Probable Maximum Flood (PMF) event to the environment. The TAWMP is sized to contain the 1 in 1,000-year, 24-hour duration storm event once the final stage is constructed, and the TAWMP spillway is sized to safely convey the PMF.
| Page 398 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
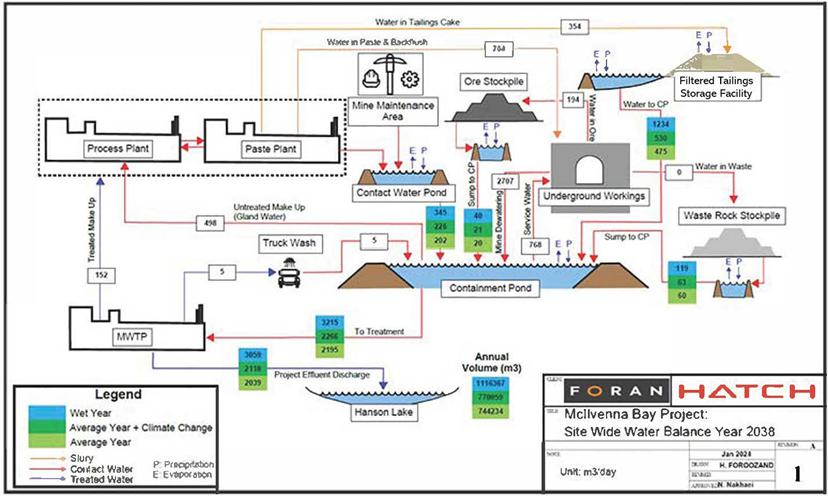
Source: Foran 2024
Figure 18-18: Site Water Balance
| Page 399 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.9.1 | Non-Contact Water Management |
Since the Project site is relatively flat, perimeter deflection berms and diversion ditches will be constructed around the north and south sides of the site to minimize the site catchment area and to facilitate drainage of non-contact water away from the site. The camp, mine dry/admin, and PWTP / STP areas are considered not to generate contact water and their runoff is directed to the environment accordingly.
| 18.9.2 | Contact Water Management |
Contact water is defined as water that has been in contact with mining activities, mined material, and/or underground mine infiltration. Contact water will be collected, treated, tested, and reused for processing and mining operations. Surplus contact water will be treated through the mine water treatment plant and discharged north into Winn Bay (Hanson Lake) via an overland HDPE pipeline.
Surface contact water collection will be accomplished by site grading and ditching to allow the water on site to collect in the lined Contact Water Pond and sump. The pond will be complete with a pump and pipeline to the Containment Pond. Contact water from the Waste Rock and Ore Pad will be collected and transferred to sumps by lining under the pad covering. From the sumps it is transferred by sumps and pipelines to the Containment Pond. The FTSF is also lined and directs its runoff and seepage to the TAWMP from which it is pumped to the Containment Pond. Underground contact water collection and mine dewatering will be managed through a series of pumps and sumps that transfer water to the Containment Pond as described in Section 16.
Up to two containment ponds will be constructed on surface to manage contact and process water. One has already been constructed and in use since 2022. The second one may be constructed during the mine life depending on site water balance and operational experience.
| 18.9.2.1 | Containment Pond(s) |
The Primary Containment Pond measures 115 m W × 155 m L × 2.5 m D, with a live capacity of 41,000 m3. It is used for settling and polishing contact water, which can then be reused as process or underground service water. The Containment Pond has an emergency spillway sized for a 10,000-year 24-hour storm event with 349 mm of precipitation. Adjacent to the primary pond, there are two (2) 2,000 m3 treated water cells for temporary storage of treated water, which can be reused as process makeup water or service water. Any excess treated water is sampled and discharged into the environment. These treated water cells are used during the ADEX period with the temporary MWTP in operation. They will be repurposed to fill other roles needed for the larger, permanent MWTP.
Area for a Secondary Containment Pond has been cleared adjacent to the Primary Containment Pond. A second pond may be constructed here if operational experience shows sufficient benefit or need for additional water storage capacity.
The containment pond is constructed as gravity earth berms, 2H:1V slope, composed of compacted granular material and lined with GCL and HDPE liner system to minimize infiltration of pond water and erosion of the inboard berm wall.
| Page 400 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.9.2.2 | Contact Water Pond |
The Contact Water Pond will be located in the southwest corner of the site and will have a capacity of approximately 23,000 m3, designed for a 1 in 100-year 24-hour storm event. Runoff from the plant site, including the process plant terrace and Mine Maintenance Facility, will be directed to the pond via ditches and culverts.
The pond will be double-lined with an HDPE geomembrane and a geonet in between for seepage collection. Water collected in the pond will be pumped to the Containment Pond.
| 18.9.3 | Tailings Area Water Management Pond |
The TAWMP is an existing topographical depression (approximately 400 m L × 100 m W × 8 m D) remaining from closure of the former quarry and repurposed as a surface water runoff management pond for the FTSF. The base of the depression will be excavated and graded, and an approximate 2 m tall berm will be constructed around the perimeter to tie in the geosynthetic lining system and provide additional containment for extreme storm events, resulting in a total containment capacity of 319,000 m3. A spillway will be included to manage events exceeding the 1 in 1,000 year, 24 hour duration storm, up to the PMF.
The pond and berm will be double lined with HDPE geomembrane to minimize infiltration and seepage. A leakage detection system will be installed between the two liners. This system will consist of geonet, leakage collection sump, submersible well pump, and polyethylene pipeline to pump any collected water to the water reclaim intake. Water from the pond will be pumped to the primary containment pond via the water reclaim intake, which consists of an HDPE intake pipeline, circular pre-cast concrete sump, submersible pump, and HDPE pipeline.
| 18.9.4 | Mine Water Treatment Plant |
The MWTP will be a building with HVAC, mechanical equipment, piping, and electrical systems. It will utilize reactor tanks, a clarifier, MBBR (Moving Bed Biofilm Reactor), disk filters and geotubes to reduce heavy metals, remove nitrogen, and suspended solids. The clarifier, large tanks, and geotubes will be placed adjacent to the building, which will be located next to the primary containment pond.
Treated water will be sampled and analyzed to confirm compliance with environmental discharge quality limits before being discharged into Winn Bay via an overland, heat-traced pipeline. The MWTP plant will also supply makeup water to the process plant.
The capacity of the MWTP will increase with mine water volumes. Currently, a 700 m3/d facility operates as part of the ADEX program and will be replaced with the permanent MWTP, which has a planned capacity of 4,800 m3/d.
| 18.9.5 | Mine Dewatering |
The underground mine dewatering system is described in more detail within Section 16 of this report.
| Page 401 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 18.9.6 | Sewage Treatment Plant |
Domestic wastewater from the Administration Offices and Mine Dry Complex as well as Camp facilities will be collected and connected via overland piping to a STP. Kitchen wastewater will be collected separately, pass through underground grease interceptor tanks, and then added to the main sewage collection lines. The process plant and offices near the Surface Mechanical and E&I Workshop will use self-contained mobile wash-carts. The Mine Maintenance Facility will have a wastewater collection tank. Collected wastewater from these locations will be emptied periodically and trucked to the STP.
The STP will consist of anaerobic digestion, aeration, clarification, media filtration and sand filtration in a final subsurface dispersal bed.
| 18.9.7 | Potable Water Treatment Plant |
A fully enclosed, climate-controlled containerized PWTP will treat water from two on-site wells, ensuring it meets or exceeds Saskatchewan’s drinking water standards. The Camp buildings as well as the Administration Offices and Mine Dry Complex will have plumbed-in potable water services. An additional reverse osmosis machine equipped with a bottling station will distribute water across the rest of the site. Other locations, such as the process plant offices, truck shop offices, and Surface Mechanical and E&I Workshop, will have local storage tanks serviced by trucks filled at the PWTP. Treatment methods will include, but are not limited to, filtration, softening, ultrafiltration, UV and chlorine disinfection.
| 18.10 | Filtered Tailings Storage Facility |
The current mine production plan estimates that 27.6 Mt of tailings will be produced from the on-site mineral processing plant over the LOM.
To prevent the potential for acid generation at the FTSF, the filtered tailings to be stored on surface will be desulphurized through bulk sulphide flotation in the process plant. The sulphide flotation concentrate from this process will be added to the underground paste backfill. Details of the sulphur removal process are given in Section 17 of this report, with laboratory test results for the proposed flotation process given in Section 13.
Approximately 7.8 Mt of tailings will be separated into a higher-sulphur pyrite concentrate, mixed with cement binder, and used as underground backfill. In addition, 6.9 Mt of desulphurized tailings will be used in the backfill. The remaining 12.9 Mt of filtered tailings will be loaded, hauled, placed, and compacted in the FTSF.
The Stage 7 (final) FTSF general arrangement is illustrated on Figure 18-19, Figure 18-20, and Figure 18-21 show sections through the final FTSF.
| Page 402 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
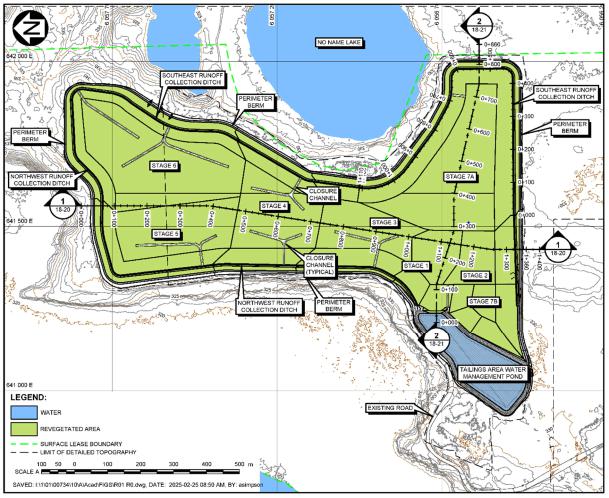
Source: Knight Piésold Ltd. 2025
Figure 18-19: Tailings Storage Facility Site Plan
| Page 403 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
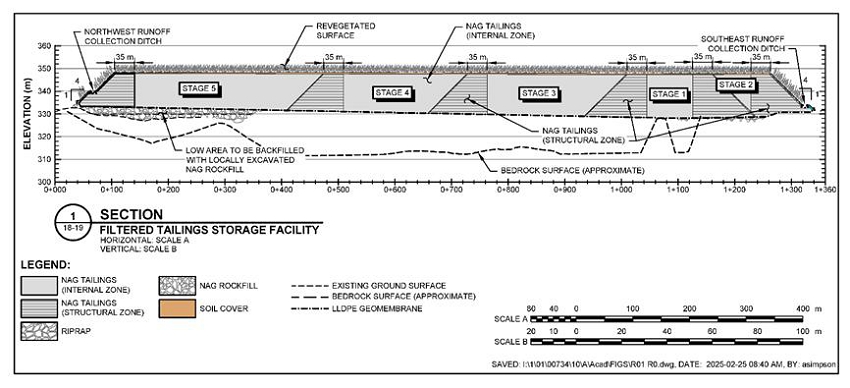
Figure 18-20: Filtered Tailings Storage Facility Cross Section 1
| Page 404 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
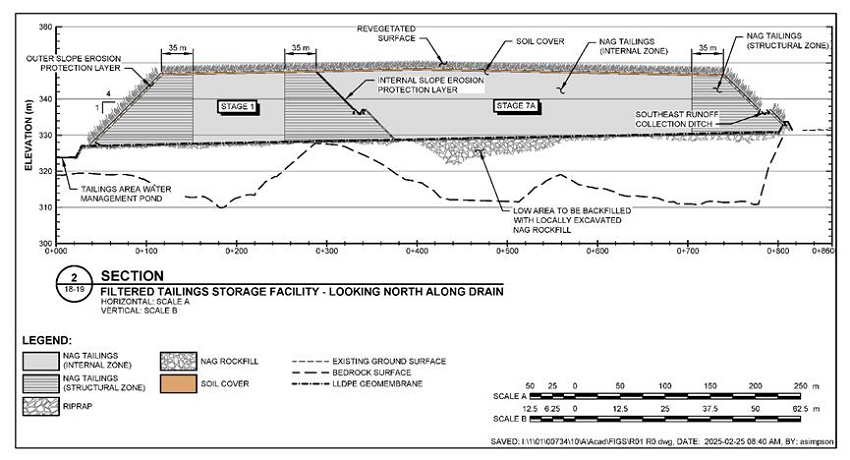
Source: Knight Piésold Ltd., 2025
Figure 18-21: Filtered Tailings Storage Facility Cross Section 2
| Page 405 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The FTSF will be comprised of an LLDPE-lined pad and will be constructed in seven stages over the LOM to minimize upfront costs and allow for adaptive tailings management. The filtered tailings will be compacted to ensure long term stability and minimize infiltration of precipitation. Filtered tailings placed in the Structural Zone will be compacted to meet a minimum compaction density target. Filtered tailings placed in the Internal Zone will be compacted based on a method specification, and out of specification tailings (i.e. wet or saturated tailings) may be placed in this zone.
The final outer slopes of each FTSF stage will be constructed at a 4H:1V slope up to approximately 22 m above original ground. These slopes will be progressively reclaimed to minimize fugitive dust emissions and minimize closure efforts. The progressive reclamation components along the slopes include non-woven geotextile covered with NAG rockfill and a soil cover. Completed stages will be capped with an HDPE liner and surface soil for final closure.
Primary and secondary drains installed at the base of the filtered tailings will direct any collected percolated water through the tailings to the TAWMP. The FTSF is also equipped with a lined perimeter ditch to collect surface runoff from the stack and convey it to the TAWMP.
| Page 406 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 19 | Market Studies and Contracts |
The McIlvenna Bay Project will produce two saleable concentrates from the mineral processing facility: a copper concentrate and a zinc concentrate.
Pricing for metals contained in the concentrate will be based on market price at the time of sales when the concentrate is received at the smelters.
The metal price assumptions used in Technical Report are based on consensus pricing from a number of banking institutions to arrive at a reasonable long-term estimate.
The assumptions made for the purposes of this report include the following:
| · | The copper and zinc concentrates produced from the mineral processing facility will be sold to smelters in Canada. The transportation costs have been included in the smelting and refining costs. |
| · | Copper and zinc credits will be payable as metal credits as per normal industry practice. The percentage payables and refining costs have been accounted for in the smelting and refining costs for this Project. |
| · | Gold and silver will be payable as metal credits as per normal industry practice. The percentage payables and refining costs have been accounted for in the smelting and refining costs for this Project. |
| · | Zinc and copper are readily traded commodities and the sales terms for them are generally standard in nature. For the purposes of this study, it is assumed that the products will be sold freely and at standard market rates. |
The metal prices used in the economic evaluation of the Project are summarized in Table 19-1 and spot prices for March 6, 2025 are summarized in Table 19-2.
Table 19-1: Consensus Long-Term Price
| Metal | Unit | Consensus Price |
| Copper | US$/lb | $4.20 |
| Zinc | US$/lb | $1.20 |
| Gold | US$/oz | $2,169 |
| Silver | US$/oz | $27.61 |
Table 19-2: Spot Prices for March 6, 2025
| Metal | Unit | Consensus Price |
| Copper | US$/lb | $4.78 |
| Zinc | US$/lb | $1.31 |
| Gold | US$/oz | $2,922 |
| Silver | US$/oz | $32.43 |
| Page 407 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 19.1 | Supply and Demand Forecasts |
The McIlvenna Bay Project is expected to produce approximately 325,000 tonnes of copper and approximately 486,000 tonnes of zinc over 18 years of mine life.
| 19.1.1 | Copper |
Copper market analysts are predicting a copper supply shortfall which is expected to drive increased copper prices through 2040. The major demand drivers include the rapid expansion of renewable energy systems, electric vehicles and digital infrastructure, including artificial intelligence. Urbanization in developing global economies will also fuel demand for copper in construction, transportation and power transmission. The electrical conductivity of copper makes it an important material in the decarbonization of electrical grids across the globe. Wood Mackenzie estimates that annual copper demand growth will be around 3% over the next five years, with the clean energy transition accounting for approximately 45% of this growth.
On the supply side, Wood Mackenzie anticipates copper demand will outpace supply due to a lack of projects that can be brought into production. Mine supply growth from a combination of new projects, ramp-ups and expansions / extensions of existing operations will result in a base case production capacity of 25.7 Mt by 2026. After 2026, additional supply will be required to meet ongoing demand.
Figure 19-1 shows that forecasted mine supply is unable to keep up with demand by a large margin, even when including projects that have not been approved for construction. Figure 19-2 presents copper prices over the last three years.
Figure 19-1: Primary Copper Demand Scenarios versus Mine Supply Potential
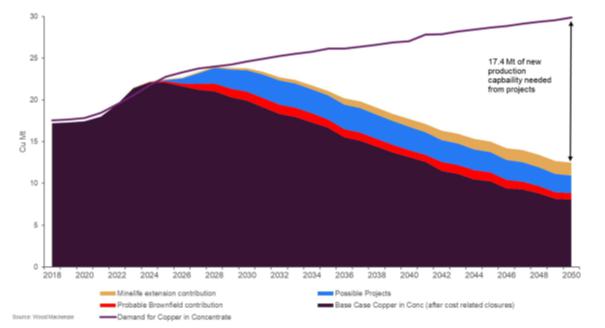
Source: Wood Mackenzie (2024)
| Page 408 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Copper reserves at existing mines are being depleted, and there has been a lack of investment in new project development over the past 20 years. CRU Group estimates that over 200 copper mines will close by 2035, without enough new discoveries and new mines to fill the supply gap.
Figure 19-2: Copper Price Graph
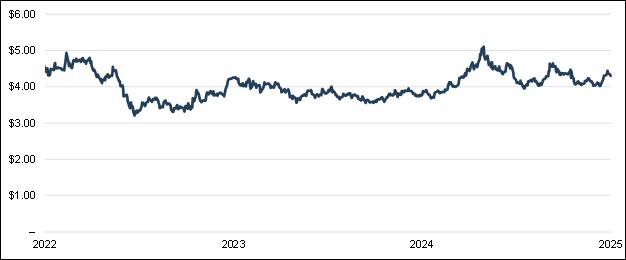
Source: S&P Capital IQ
| 19.1.2 | Zinc |
Zinc consumption is expected to remain strong due to increased demand for steel. Wood Mackenzie expects annual zinc demand growth of around 2% over the next five years. Industrialization is the dominant driver of demand over the long term, particularly for galvanized steel.
Annual production capacity is forecast to fall short of demand beginning in 2026, prompting requirements for the development of earlier stage projects to meet demand. Mined zinc grades have fallen over time, in part due to the increasing focus on copper-rich resources at polymetallic mines.
Anticipated and historical supply and demand can be seen in Figure 19-3.
| Page 409 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Figure 19-3: Sources of Future Zinc Mine Production
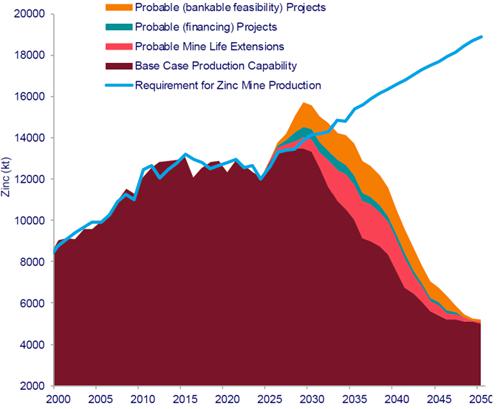
Source: Wood Mackenzie (2024)
Zinc prices have remained range bound since 2022, as shown in Figure 19-4.
Figure 19-4: Zinc Price Graph
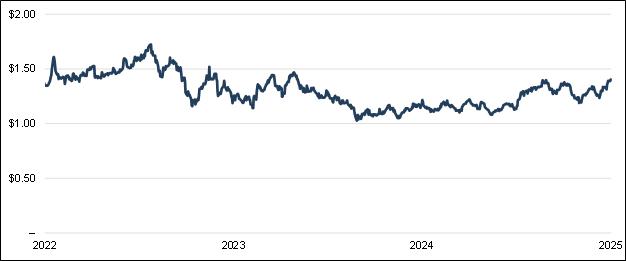
Source: S&P Capital IQ
| Page 410 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 19.1.3 | Precious Metals |
Foran expects to receive revenue from precious metals contained in both copper and zinc concentrates. Gold prices reached new all-time highs in 2024 due to favorable economic and geopolitical conditions and remain at elevated levels as seen in Figure 19-5.
Figure 19-5: Gold Price Graph
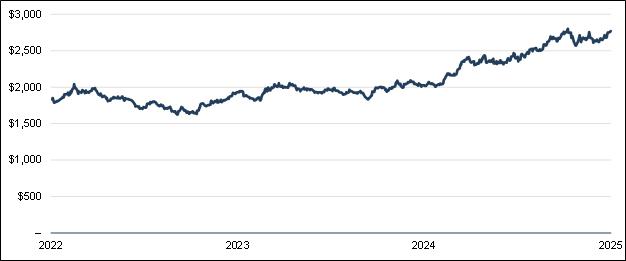
Source: S&P Capital IQ
The price of silver is expected to remain strong owing to its combination of investment and industrial demand drivers. Similar to copper, silver demand will increase with investment in decarbonization. Industrial applications account for approximately 50% of silver consumption, largely driven by renewable energy production. This proportion is expected to increase over time.
Silver prices have been strong for the twelve months leading up to the effective date of this report, as shown in Figure 19-6, and are forecasted to increase in the coming years.
| Page 411 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Figure 19-6: Silver Price Graph
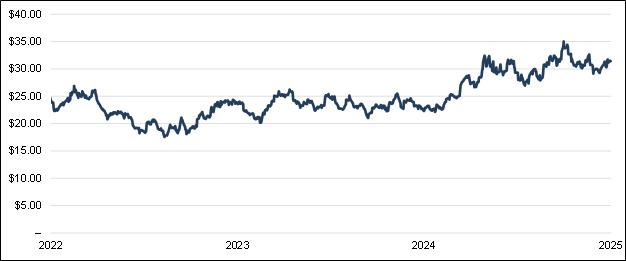
Source: S&P Capital IQ
| 19.2 | Concentrate Sales |
Foran has not entered into any contracts for concentrate sales at the time of writing and has used reasonable treatment and refining charges based on standard commercial terms within the industry. Concentrate will be trucked from the McIlvenna Bay site to Flin Flon, MB, where it will be loaded onto rail cars and transported to smelters in BC, QC, ON, or to ports. The average LOM mine concentrate grades are shown in Table 19-3.
Several Canadian mines have closed in recent years or are scheduled to close. Recently closed mines include Trevali’s Caribou mine, Glencore’s Mattagami mine, and Hudbay Minerals’ 777 mine, with Glencore’s Kidd mine expected to cease operations in 2026. With the closure and scheduled closure of these mines, several smelters in Canda are projected to have significant capacity available for Canadian-sourced concentrate. As such, smelters will be eager to source feed from McIlvenna Bay. Canadian smelters with available capacity include Teck Resources’ Trail Smelter (BC), Vale’s Copper Cliff Smelter (ON), and Glencore’s Horne Smelter (QC).
Penalties are not expected to be levied against settlements. However, penalties could be imposed for several reasons, including the presence of deleterious elements, concentrate grades that are outside the agreed specification range, and concentrate moisture levels that are outside the agreed specification range. Assays of the concentrate quality specifications for typical elements that may incur a penalty are shown in Table 19-4.
| Page 412 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 19-3: Average LOM Concentrate Grade by Metal Type
| Metal | Unit | Concentrate Grade | |
| Copper | Zinc | ||
| Cu | % | 28.1% | |
| Zn | % | 47.1% | |
| Ag | g/t | 227 | |
| Au | g/t | 9.2 | 0.70 |
Table 19-4: Assay of the Concentrate Quality – Typical Penalty Elements
| Analyte | Unit | Cu Conc | Zn Conc |
| Cl | % | 0.02 | 0.05 |
| F | % | 0.10 | 0.01 |
| As | ppm | 78 | 117 |
| Hg | ppm | 11.21 | 85.63 |
| Sb | ppm | 65 | 31 |
| Se | ppm | 335 | 137 |
| Si | % | 4.10 | 0.66 |
| Page 413 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 20 | Environmental Studies, Permitting & Social or Community Impact |
| 20.1 | Introduction |
The McIlvenna Bay Project (the Project) is a base and precious metals underground mine and surface mineral processing facility under construction in east-central Saskatchewan, approximately 375 km northeast of Saskatoon and 65 km southwest of Creighton, Saskatchewan. The Project is located on provincial Crown land within PBCN traditional territory and in proximity to the PBCN reserves located at Denare Beach, Deschambault Lake, Pelican Narrows, Birch Portage, and Sturgeon Landing. The site is accessible year-round via an 18 km long all-weather road, the Hanson Lake Haul Road, and is connected to Saskatchewan Provincial Highway 106.
Historical development in the vicinity of the Project area includes a silica sand mine previously operated by Preferred Sands Ltd (the Hanson Lake Mine) and regional mineral exploration. An abandoned lead, zinc and copper mine that was operated by Western Nuclear Mines Ltd between 1966 and 1969 is also located approximately five (5) kilometres northwest of the Project.
| 20.2 | Baseline Studies |
A multi-decade record of the baseline biophysical environment, socio-economic environment, traditional land use and heritage conditions in the area surrounding the Project exists that is based on studies that began as early as 1989 and have continued to the present day. The most recent baseline studies were completed in 2012 and 2021 and 2022 (CanNorth 2013, 2022a, 2022b, 2022c, 2022d, 2022e, 2023, 2024a, 2024b; Knight Piésold 2022; MNP 2022; PBCN and LGL; SRK 2025; Stantec 2022) and were designed based on input provided by PBCN and its consultants. Baseline and ongoing biophysical studies completed to date are summarized in Table 20-1 and the monitoring of numerous environmental conditions will continue throughout the construction, operation, and decommissioning periods of the Project, generating an extensive environmental dataset that supports site management.
| Page 414 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 20-1: Environmental and Heritage Studies
| Atmospheric and Acoustic Environment | Years |
| Climate and meteorology | Initiated in 2012; 2021 to present |
| Noise | 2012 |
| Air Quality | 2021 to present |
| Light | 2021 |
| Geology and Geochemistry | Years |
| Geology | 2012 to present |
| Waste Rock Geochemistry | 1999, 2013, 2022 and 2024/2025 |
| Hydrogeology | 2012, 2018, 2019, 2021, 2022 to present |
| Groundwater Quality | 2021 to present |
| Aquatic Environment | Years |
| Water, sediment, and fish chemistry | 2012, 2021 and 2022 |
| Surface Water Hydrology | 2012 to present |
| Fish Spawning and Community | 2012, 2021 and 2022 |
| Fish Habitat | 2012, 2021 and 2022 |
| Plankton and Benthic Invertebrate Communities | 2012 and 2021 |
| Terrestrial Environment | Years |
| Forest and Wetland Habitat Classification | 2012, 2021 and 2022 |
| Vegetation Inventories | 2012, 2021,2022, 2023 |
| Wildlife Studies (mammals, birds, amphibians) | 2012, 2021 and 2022 |
| Topography and Soils | 2022 |
| Wetlands | 2024/2025 |
| Social, Economic, and Health | Years |
| Socio-Economic Baseline | 2022 |
| Peter Ballantyne Cree Nation Traditional Land Use Study | 2012, 2022 |
| Archaeology and Heritage | Year |
| Heritage Resource Impact Assessment | 2012 and 2022 |
| 20.3 | Environmental Assessment Process |
The Environmental Assessment Act (Saskatchewan) (SEAA) requires that a proponent receive the approval of the Saskatchewan Minister of Environment (ENV) before proceeding with a project that is defined as a development under the Act (GS 1980). MBO self-declared the Project to be a development and submitted the draft joint Technical Proposal (TP) and Terms of Reference (TOR) to ENV for review by the Saskatchewan Environmental Assessment Review Panel (SEARP) in February 2022 (MBO 2022). Following this submission and based on comments received on the TP/TOR, MBO prepared and submitted a draft Environmental Impact Statement (EIS) on November 10, 2022. Technical review of this document identified issues that required revisions and additional clarification. On June 1, 2023, MBO submitted a final EIS that satisfied ENV and the EIS proceeded to public review (MBO 2023). On July 24, 2023, ministerial approval under Section 15 of SEAA was granted to the Project. This approval contained eight (8) conditions (Conditions 7, 8, 9, 10, 11, 12, 14, 15) that required additional work to be completed by MBO prior to construction or certain operating activities. At the date of publication, Conditions 8 (vegetation community monitoring), 9 (revised woodland caribou plan), 10 (vegetation management and monitoring plan), and 15 (permanent camp noise assessment) have been satisfied. Work to address the remaining conditions is underway and they are expected to be resolved in 2025. Additionally, MBO has applied for approval of a change to the Project under SEAA that involves an increase in the nominal annual production rate and an extension of the treated water discharge to the adjacent wetland. These changes are currently under review by ENV and approval is expected in 2025.
| Page 415 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 20.4 | Permitting and Environmental Management and Monitoring |
| 20.4.1 | Permitting |
MBO employs environmental professionals for the Project who are responsible for ensuring that the Project remains in compliance with permitting and licensing requirements and who implement appropriate environmental management and monitoring systems.
Beyond approval under SEAA, the Project requires provincial permits, licences, authorizations, and leases as set out in requirements under The Environmental Management and Protection Act, 2010 (Saskatchewan), The Water Security Agency Act (Saskatchewan), The Provincial Lands Act (Saskatchewan), The Crown Minerals Act (Saskatchewan), The Fisheries Act (Saskatchewan), and the Management and Reduction of Greenhouse Gases Act (Saskatchewan). As of the date of publication, all permits were in place to support planned activities with the provincial permits, licences and leases expected to be received in 2025 to complete construction and begin commercial operations. Table 20-2 the remaining permits/leases that will be obtained through the operation and decommissioning of the mine.
Table 20-2: Remaining Permits / Leases to be Obtained
| Remaining Permit/ Lease | Authority |
| Mine Surface Lease | The Provincial Lands Act |
| Approval to Construct Contact Water Pond, Balance of Processing Plant, Primary Crusher, Permanent Mine Water Treatment Plant | The Environmental Management and Protection Act, 2010 Mineral Industry Environmental Protection Regulations |
Approval to Operate Processing Plant including ROM pad and Crusher, Contact Water Pond, Tailings Storage Facility, Tailings Area Water Management Pond, Mine Maintenance Facility, Process Water Lines Approval to Operate the McIlvenna Bay Project |
The Environmental Management and Protection Act, 2010 Mineral Industry Environmental Protection Regulations |
| Approval to Decommission the Temporary Batch Plant | The Environmental Management and Protection Act, 2010 Mineral Industry Environmental Protection Regulations |
| Page 416 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| Remaining Permit/ Lease | Authority |
| Approval to Construct, Store, Decommission Hazardous Substances and Waste Dangerous Goods Storage Facilities | The Environmental Management and Protection Act, 2010 The Hazardous Substances and Waste Dangerous Goods Regulation |
| Approval to Operate Waterworks and Sewage Works | The Environmental Management and Protection Act, 2010 Waterworks and Sewage Works Regulations |
| Approval to Decommission and Reclaim Pollutant Control Facility; Decommissioning Plan and Fund Approval; and Release from Decommissioning and Reclamation Requirements. | The Environmental Management and Protection Act, 2010 Mineral Industry Environmental Protection Regulations |
Additionally, the Project required federal approval under the Canadian Navigable Waters Act (CNWA) for a treated water discharge line in Winn Bay of Hanson Lake and is subject to the requirements of The Fisheries Act (Canada) including the Metal and Diamond Mining Effluent Regulations (MDMER), the Canadian Environmental Protection Act, the Species at Risk Act, and the Migratory Bird Convention Regulations. Notification under the MDMER is anticipated prior to commencement of treated water discharge to Hanson Lake. A letter of advice was sent by DFO in regard to the installation of the treated water diffuser in Winn Bay, which stated that no Authorization from DFO was required. When it comes time to decommission the treated water diffuser and line in Winn Bay, DFO will also be notified.
| 20.4.2 | Environmental Management and Monitoring |
Environmental management is supported by controlled documents that outline roles, responsibilities and procedures for operation with regard to on-site waste management including non-hazardous and hazardous waste, waste rock, site-influenced or contact water containment and transfer, and mine water treatment and discharge. As the site progresses towards commercial operations, maintenance and surveillance plans are expected to be implemented for tailings management and surface mineral processing.
Environmental monitoring to support the Project is currently conducted by MBO and will continue for the life of mine. Monitoring elements include or are planned to include facility inspection, air quality, groundwater flows and quality, noise, noxious weed abundance and extent, soil quality, surface water flows and quality, treated water flows and quality, untreated water flows and quality, vegetation community composition, vegetation quality, water supply flows and quality, waste rock geochemistry, and wildlife, including woodland caribou. These monitoring elements and the procedures for carrying out consistent and reliable monitoring with accurate data are set out in controlled documents for the Project that will be updated throughout the life of the Project.
Once the mine is operational, environmental monitoring programs will be conducted in accordance with the conditions outlined in the Approval to Operate the McIlvenna Bay Project. The results of the monitoring programs and inspections will be included in quarterly and/or annual monitoring reports which are submitted to ENV in compliance with the Approval.
Once operations cease and the Project moves into the decommissioning phase, transition phase monitoring will begin with approved decommissioning and reclamation activities to assess the recovery of impacted areas and any effects from the shutdown. Site-specific performance indicators will be developed to measure progress towards decommissioning and reclamation goals. Monitoring these indicators will show if ecological processes are moving towards successful rehabilitation and allow early intervention if negative trends are detected.
| Page 417 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
During the transition phase monitoring period, Foran must continue monitoring and maintenance of the site at their own expense, as required by the decommissioning and reclamation plan. Foran must also maintain an assurance fund of sufficient value to cover the remaining obligations, monitoring, and maintenance for the transition period, plus a contingency for unexpected occurrences. Currently, Foran’s decommissioning assurance value is $5,475,704. This value is fluid and will be updated again in August 2025.
| 20.5 | Social and Community Impacts |
The closest municipalities to the Project include the town of Creighton, Saskatchewan and City of Flin Flon, which straddles the border between Manitoba and Saskatchewan. The municipalities are approximately 65 km northeast of the Project. Creighton and Flin Flon have a combined population of 5,925 residents, with 4,722 living in the Flin Flon communities and 1,203 in Creighton (StatsCan 2021). Northern villages within 100 kilometres of the Project include the Northern Village of Denare Beach, the Northern Village of Pelican Narrows, the Northern Village of Sandy Bay and the Northern Village of Cumberland House. The Jan Lake and Sturgeon Weir Subdivisions are also within 100 km radius of the Project.
Throughout the EIA (Environmental Impact Assessment) process, stakeholders including municipal leadership and residents, regional health services, commercial land users, and local land users were invited to engage on the Project. Commercial land users included lodges and resorts, a local wild rice harvester, and trappers. Their concerns and interests were documented in the McIlvenna Bay Project EIS and MBO will continue to engage local stakeholders as the Project advances.
The Project is also located on the traditional territory of PBCN and is in close proximity to the PBCN reserves located at Denare Beach, Deschambault Lake, Pelican Narrows, Birch Portage, and Sturgeon Landing. PBCN traditional territory extends from the Saskatchewan-Manitoba border west to the west end of Trade Lake, north to Reindeer Lake, and south to Sturgeon Landing (PBCN 2024). In May of 2024, PBCN had a registered population of 12,781 people (CIRNAC 2024a). PBCN consists of eight communities, including Amisk Lake, Deschambault Lake, Kinoosao, Pelican Narrows, Prince Albert, Sandy Bay, Southend, and Sturgeon Landing. MBO and PBCN signed a collaboration agreement (CA) dated June 26, 2023 that provides a framework for ongoing collaboration. The CA commits to sustainable growth and future prosperity, based on mutual respect and fostering longevity across generations. It emphasizes education and facilitates diverse training opportunities to stimulate employment and business opportunities for PBCN members. The CA also provides financial and economic benefits to further empower the PBCN community.
The Project is located north of the traditional territory of the Cumberland House Cree Nation (CHCN). CHCN had a registered population of 2,221 people in May of 2024 (CIRNAC 2024b). Between 2022 and 2023, MBO and CHCN met numerous times and exchanges several emails to share Project information, learn how CHCN uses the land, and to identify CHCN concerns and interests related to the Project. MBO continues to engage CHCN as the Project advances.
| Page 418 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The Project is located within Métis Nation Saskatchewan (MN-S) Eastern Region 1 (ER1), with the nearest active Locals located north in Sandy Bay and south at Cumberland House. MBO began discussions with MN-S, ER1, and the Locals about the Project in 2022 and continues to engage MN-S ER1 and the Métis Locals as the Project advances.
Foran also plans to publish annual sustainability reports, with the inaugural report being published in 2024. The sustainability report reflects Foran’s dedication to health, safety, and environmental stewardship, and underscores its engagement with local Indigenous communities.
The Indigenous Culture and Wellness Room at the McIlvenna Bay Project opened on September 13, 2024. The dedicated space at the mine site honours Indigenous cultural practices and includes a Treaty Map, Star Blanket, Medicine Wheel floor rug, and the Seven Teachings in Cree syllabics and English. The room includes murals representing the four seasons, painted by a local Pelican Narrows artist.
| Page 419 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 21 | Capital and Operating Costs |
| 21.1 | Capital Cost Estimates |
Capital cost estimates were prepared by Stantec, G Mining Services, Paterson and Cooke, and Knight Piésold, with contributions from Foran. The total pre-production capital expenditure is estimated at $987.4M, which includes an incurred cost of $352.3M. A substantial portion of this cost was incurred before June 1, 2024 making it not comparable to the Phase 1 capital cost guidance announced by Foran on July 15, 2024. The remaining pre-production capital cost estimate is $635.0M, followed by $573.5M in sustaining capital costs, and $10.0M for closure. The capital cost estimate is divided into three broad scope areas:
| · | Mining |
| · | Processing |
| · | Other |
A summary of the estimated LOM capital costs is presented in Table 21-1, with detailed cost breakdowns summarized in the sub-sections that follow.
| 21.1.1 | Methodology – General |
The capital cost estimate meets the criteria to be classified as a Class 3 estimate, as defined by AACE International with an approximate accuracy of ±15%. All costs included in the estimate are reported in Q1 2024 Canadian dollars.
The capital cost estimate reflects a detailed bottom-up approach based on key engineering deliverables that define the project scope. This scope is described and quantified within material takeoffs (MTOs) in a series of line items.
The project period capital costs are defined as all costs incurred from Year -2 to the end of Year -1, while sustaining capital costs are incurred from Year 1 through to the end of mine life. Pre-production capital costs have been divided into the following:
| · | Non-Development Mining Cost (e.g., equipment, construction, UG infrastructure). |
| · | Mining Development Cost (including vertical development). |
| · | Mineral Processing and Paste Plant. |
| · | Surface Infrastructure. |
| · | Transmission Line (initial install). |
| · | Pre-Production Costs (operating costs that occur prior to the mill operating). |
| · | Tailings. |
| · | Contingency. |
| Page 420 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Sustaining capital costs are related to the following:
| · | UG Mine Mobile Equipment. |
| · | Development. |
| · | Exhaust Raise and Fan Plant. |
| · | Shaft Collar Construction / Shaft Sinking. |
| · | UG Infrastructure Construction. |
| · | Transmission Line and Substation. |
| · | Process Plant Maintenance. |
| · | Paste Plant Maintenance. |
| · | Surface and UG Infrastructure Maintenance. |
| · | Mine Closure. |
| · | Contingency. |
The cost present in this Technical Report Refresh outlines an initial pre-production capital cost estimate of $635.0M, including a contingency of $45.9M and net of pre-commercial production credits of $58.5M. Estimated LOM capital costs are presented in Table 21-1.
Table 21-1: Capital Cost Estimate ($ Millions)
| Description | Project
Period Capital Cost |
Sustaining Capital Cost |
Total
Capital Cost |
| Mining | |||
| Mining (non-development) | 59.2 | 306.3 | 365.5 |
| Development | 35.0 | 229.8 | 264.7 |
| Total Mining | 94.1 | 536.1 | 630.2 |
| Processing | |||
| Mineral Processing and Paste Plant | 145.8 | 0.0 | 145.8 |
| Processing Sustaining | 0.0 | 0.0 | |
| Total Processing | 145.8 | 0.0 | 145.8 |
| Other | |||
| Infrastructure | 125.0 | 37.5 | 162.5 |
| Site Development | -3.2 | 0.0 | -3.2 |
| Indirect Costs | 285.9 | 0.0 | 285.9 |
| Total Other | 407.7 | 37.5 | 445.1 |
| Total before Contingency | 647.6 | 573.5 | 1,221.2 |
| Contingency | 45.9 | 0.0 | 45.9 |
| Total | 693.5 | 573.5 | 1,267.1 |
| Closure | 10.0 | 10.0 | |
| Pre-Commercial Production Revenue | -58.5 | -58.1 | |
| Net Capital Costs | 635.0 | 583.5 | 1,218.6 |
| Page 421 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Notes:
· All figures are rounded to reflect the relative accuracy of the estimate.
· Totals may not sum due to rounding as required by reporting guidelines.
· Pre-commercial production costs include fees for smelting and refining, operating costs in Year -1, and royalties.
| 21.1.2 | Mining Capital Costs |
The project period mine capital costs of $94.1M, primarily includes lateral and vertical mine development, as well as the purchase and installation of stationary mine infrastructure. Mine mobile equipment used for the Project will be purchased outright.
For estimating the direct costs, it is assumed there will be two main contracts associated with the access and development of the mine: UG Lateral Development and Installations Contract, and the Shaft and Headworks Construction Contract (which will commence in Year 5 as part of sustaining capital costs).
The UG lateral development and installations contractor will be responsible for the UG ramp, lateral and vertical (raising) development (in waste-rock only) starting from the completion of the ADEX program, and construction / installation of stationary mine infrastructure. Starting in Month 1 of Year -1, Foran’s labour workforce will assume all underground development and construction activities.
All UG ore development and pre-production mining will be executed by Foran’s labour force.
| 21.1.3 | Processing & Surface Infrastructure Capital Costs |
Processing and surface infrastructure capital costs are summarized in Table 21-3. Project period capital is estimated to be $261.3M (FTSF of $6.3M removed), and is exclusive of indirect and contingency. No sustaining capital is estimated for the processing plant.
The process plant capital cost was estimated using engineering documents developed during the Technical Report, including the following:
| · | Process Design Basis |
| · | Process Design Criteria |
| · | Mechanical Equipment List |
| · | Process Flow Diagrams |
| · | Tender Packages (equipment and contract packages) |
| · | Site Conditions |
| · | Engineering Design Criteria |
| Page 422 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Scopes of Work and Datasheets |
| · | Drawings |
| · | General Site Layout |
| · | Process and Non-Process Building / Equipment Layouts |
| · | Conveyor Profiles |
| · | Power Distribution and Single Line Diagrams |
| · | Material Quantities: |
| ‒ | Cut, fill, and rock excavation from Civil 3D with input from geotechnical investigation report. |
| ‒ | Steel and concrete takeoff using major equipment and building loads. |
| ‒ | Platework takeoff from drawings/representative historic models. |
| ‒ | Major piping takeoff from layout drawings. |
| ‒ | Electrical bulks takeoffs from layout drawings. |
| ‒ | Valve and instrumentation estimate from process flow diagrams. |
| ‒ | Preliminary I/O count for control system. |
These costs represent site preparation and roads, process buildings complete with equipment, pipework, instrumentation and controls, waste rock pad, water management, power supply and distribution and ancillary non-process buildings and facilities as described in Section 17.
Costs for the mine development and surface infrastructure (hoist and ventilation) and the tailings storage facility are captured in Sections 21.1.2 and 21.1.4 respectively. Construction management of the surface infrastructure are carried in the Owner’s costs (Table 21-4) in Section 21.2.
| 21.1.3.1 | Processing & Surface Infrastructure Project Period Costs |
The Processing and Surface Infrastructure costing inputs to the estimate were derived from the following:
| · | Civil (earthworks) – Contractor supply and install unit rates (multiple budget bids). |
| · | Concrete and structural steel – Contractor supply and install unit rates (multiple budget bids). |
| · | Platework – Fabricator unit pricing for tankage and platework (multiple budget bids). |
| · | Mechanical equipment – Vendor pricing (multiple budget bids). |
| · | Piping, valves & instruments – Vendor unit rates and historic pricing. |
| · | Electrical equipment – Vendor pricing (multiple budget bids). |
| · | Electrical bulks – Supplier unit rate pricing (multiple budget bids). |
| · | Control system and programming – Vendor pricing (multiple budget bids). |
| · | Buildings & stockpile cover – Contractor supply and install pricing (multiple budget bids). |
| · | Foran / SaskPower transmission line agreement. |
| Page 423 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 21.1.3.2 | Processing & Surface Infrastructure Sustaining Costs |
Sustaining capital costs are associated with the surface infrastructure is associated with upgrades to communication hardware, computers and surface mobile equipment.
| 21.1.4 | Filtered Tailings Storage Facility |
The FTSF and TAWMP pre-production capital costs are summarized in Table 21-2 and estimated to be $6.3M, exclusive of indirects and contingency. The FTSF and TAWMP costs were estimated using engineering documents developed during the feasibility design, mainly:
| · | Drawings |
| · | Mine Mass Balance |
| · | Processing Schedule |
| · | Geotechnical Site Investigations |
Materials and quantities were derived based primarily on the following:
| · | Cut and fill excavations developed from Civil 3D with input from geotechnical investigations. |
| · | Neat line takeoffs for geosynthetics (geomembranes, pipes, etc.). |
| · | Estimated construction schedules. |
For estimating the direct costs, it has been assumed that all pad construction, lining, and site grading will be carried out under the same contract and timeframe as the plant site bulk earthworks. Costing inputs to the estimate were derived from:
| · | Earthworks – contractor supply and install unit rates (multiple budget bids). |
| · | Geosynthetics – contractor supply and install unit rates (multiple budget bids). |
| · | Mechanical equipment – vendor pricing (multiple budget bids). |
| · | Pipeworks, valves & instruments – vendor unit rates and historic pricing. |
| · | Structural concrete and steel – contractor supply and install unit rates (multiple budget bids). |
| · | Instrumentation – vendor pricing. |
Table 21-2: FTSF and TAWMP Capital Cost Summary
| Description | Pre-Production Capital Cost | Sustaining Capital Cost | Total Capital Cost |
| Earthworks | 3.1 | 15.52 | 18.6 |
| Geosynthetics | 2.7 | 7.3 | 10.0 |
| Civil and Pipeworks | 0.1 | - | 0.1 |
| Instrumentation | - | 0.0 | 0.0 |
| Indirects | 0.5 | 1.6 | 2.1 |
| Total | 6.3 | 24.6 | 30.9 |
| Page 424 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 21.1.5 | Site Closure Costs |
Closure costs for the site are estimated to be $10.0M, based on engineering documents and layouts developed during the feasibility design. Closure costs are inclusive of all surface infrastructure (tailings and the process plant site, anticipated monitoring requirements and anticipated maintenance).
Materials and quantities for the closure costs are based on the following:
| · | Neat line estimates. |
| · | Conceptual closure details. |
| · | Monitoring durations for similar projects. |
For estimating direct costs, it has been assumed that all reclamation measures, liner installations, and site grading will be carried out by an independent contractor. Costing inputs to the estimate were derived from the following:
| · | Earthworks – contractor supply and install unit rates (multiple budget bids). |
| · | Demolition – historic contractor pricing from similar works. |
| · | Geosynthetics – contractor supply and install unit rates (multiple budget bids). |
| · | Monitoring and Maintenance – recent pricing based on similar closure plans. |
Note that progressive rehabilitation costs for the FTSF and active closure costs are carried within the FTSF operating expenditures (OPEX).
| 21.1.6 | Contingencies |
The total estimated contingency is $45.9M. Contingencies applied to the estimate were determined based on cost and schedule risk analysis conducted against the capital cost estimate report. Each main area within the capital expenditure (CAPEX) estimate costs were assessed on an individual basis and assigned a potential percentage increase applied against the estimate totals. Total weighted contingency costs were then calculated as provided in the cost summary Table 21-1.
| 21.1.7 | Pre-Production Operating Costs |
The pre-production operating costs include operating costs incurred within the project period, prior to the process plant operating, associated with operating waste development and ore development / production. The pre-production costs, totaling $38.9M, are carried within the Mine Development (WBS 4000) and Indirect (WBS 8000) capital costs.
| 21.2 | Operating Cost Estimates |
Stantec, G Mining Services, Paterson and Cooke, and Knight Piésold, with contributions from Foran, developed operating cost estimates to determine the annual production costs. Unit costs are expressed in total LOM and $/tonne processed. All costs included in the estimate are reported in Q1 2025 Canadian dollars.
| Page 425 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Total LOM OPEX are estimated at $2,826.7M, exclusive of pre-production operating costs, summarized in Table 21-4. Expenditures that are non-capital costs that occur prior to processing plant becoming operational in Year -1 are classified as Pre-production operating costs. Pre-production operating costs have been capitalized in the economic models for the project (refer to Section 21.1.7).
The operating cost estimate is divided into four broad areas:
| · | Mining |
| · | Processing |
| · | General and Administrative (G&A) |
| · | Filtered Tailings |
The operating costs detailed herein are based on mine and process plant design criteria and engineering and unit cost information derived from various sources.
The operating cost estimate meets the criteria to be classified as a Class 3 estimate, as defined by AACE International with an approximate accuracy of ±15%. All costs included in the estimate are reported in Q1 2022 Canadian dollars.
The operating cost estimate reflects a detailed bottom-up approach based on key engineering deliverables that define the project scope. This scope was described and quantified within MTOs in a series of line items.
A summary of the estimated LOM operating costs is presented in Table 21-3 and details of the cost breakdowns are summarized in the sub-sections that follow:
Table 21-3: Operating Cost Estimate
| Operating Cost Item | LOM Total ($ millions) | Cost $/tonne Processed |
| Mining | 1,731.7 | $58.25 |
| Processing | 760.6 | $25.58 |
| G & A | 283.6 | $9.54 |
| Filtered Tailings | 50.8 | $1.71 |
| Total | 2,826.7 | 95.08 |
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines.
| 21.2.1 | Mining Operating Costs |
Mine operating costs have been built up from first principles, using detailed mine development and production schedules together with a variety of unit costs (quoted by suppliers, or using benchmark data and operational experience). The costs have been scheduled by period and built up by type for each basic mining activity (i.e., lateral development, transverse stoping, Avoca stoping, maintenance, and general mine/indirect activities). Mine operating costs in the years prior to the processing of ore have been capitalized.
| Page 426 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
A summary of overall mine OPEX is presented in Table 21-4.
Table 21-4: Summary of Mine Operating Costs – Post Process Plant Operations
| Operating Cost Item | LOM Total ($ millions) | Cost $/tonnes Processed |
| Operating Development | 104.0 | 3.50 |
| Stoping Costs | 267.4 | 8.99 |
| Backfill Related | 384.2 | 12.92 |
| Haulage | 51.5 | 1.73 |
| Utilities | 135.3 | 4.55 |
| Fixed Plant Maintenance | 222.7 | 7.49 |
| Diamond Drilling | 32.6 | 1.10 |
| Indirect Equipment Operating | 259.0 | 8.71 |
| Owner’s Team | 275.0 | 9.25 |
| Total | 1,731.7 | 58.25 |
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines.
| 21.2.1.1 | Owner’s Team |
The Owner’s team operating cost listed in Table 21-4 includes personnel comprised of Management, Technical Services, Operating (non-direct), and Maintenance personnel. The non-direct operating includes underground general foreman, shift boss’, hoist operators and cage tenders, rock breaker operators, grader operators, etc. In addition, Owner’s Team costs include mine rescue, camp and general costs.
The portion of the Owner’s team costs prior to the mill operating (Year -2 and a portion of Year -1) is included in the pre-production capital cost.
| 21.2.1.2 | Power |
The total power demand for the UG operations was calculated by considering the connected load and adjusting for utilization (operating hours), demand factor (percentage of nameplate draw), drive efficiency, and system losses. Power for the operating period will be provided by a 138 kV power line installed by SaskPower, with an estimated cost of $92/MWh for steady-state power. Details of the power distribution are described in Section 18.7.
The estimated total power consumption for the operating period is 932M kWh, with a total estimated cost of $99.7M. The portion of the power costs incurred prior to the mill operating is included in the pre-production capital cost.
| 21.2.2 | Processing Operating Costs |
Processing operating costs are associated with various mineral processing activities including crushing, ore storage, grinding, flotation, tailings and concentrate dewatering, reagents and utilities. Additionally, non-process surface infrastructure costs, such as water management, domestic water, and sewage treatment, are included.
| Page 427 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Process plant operating costs have been estimated from first principles, using mechanical equipment specifications to estimate power consumption, metallurgical test work for reagent and grinding media consumption estimates, and labour schedules and salary build-ups for process labour. Maintenance costs were estimated as a percentage of mechanical equipment supply cost.
Quotations for consumables such as reagents, lime, binder, and grinding media were obtained from suppliers inclusive of transportation to McIlvenna Bay site. Major consumables for mechanical equipment including crusher liners, SAG/ball mill liners and filter cloths/bags were sourced from vendor equipment quotations.
Annual and LOM operating costs for the process and surface infrastructure are shown Table 21-5.
Table 21-5: Process and Surface Infrastructure Operating Costs Summary
| Operating Cost | Avg. Annual | LOM | |
| ($ millions) | ($ millions) | Per tonne milled | |
| Fixed | 20.6 | 348.2 | 11.71 |
| Variable | 24.4 | 412.4 | 13.87 |
| Total | 45.0 | 760.6 | 25.58 |
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines
Fixed costs are itemized in Table 21-6 and consist of mainly labour, power for non-process infrastructure (water treatment administration / dry and truck shop), fuel, maintenance, and non-process consumables (water / sewage treatment).
Table 21-6: Process and Surface Infrastructure Fixed Operating Costs
| Operating Cost - Fixed | Avg. Annual | LOM | |
| ($ millions) | ($ millions) | Per tonne milled | |
| Labour & Related | 9.3 | 157.7 | 5.30 |
| Power | 0.6 | 9.5 | 0.32 |
| Surface Equipment | 0.7 | 12.1 | 0.41 |
| Maintenance & Mechanical | 5.1 | 86.3 | 2.90 |
| Consumables | 0.7 | 12.2 | 0.41 |
| Assaying | 2.4 | 39.9 | 1.34 |
| Other | 1.8 | 30.5 | 1.02 |
| Total Fixed Operating | 20.6 | 348.1 | 11.71 |
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines.
| Page 428 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Variable costs are itemized in Table 21-7 and consist of throughput-based costs including reagents, process power and consumables / wear items for process equipment.
Table 21-7: Process and Surface Infrastructure Variable Operating Costs
| Operating Cost – Variable | Avg. Annual | LOM | |
| ($ millions) | ($ millions) | Per tonne milled | |
| Reagents | 10.5 | 177.7 | 5.98 |
| Power | 7.7 | 130.8 | 4.40 |
| Grinding Media | 4.4 | 74.3 | 2.50 |
| Liners | 1.5 | 26.0 | 0.87 |
| Other | 0.2 | 3.6 | 0.12 |
| Total Variable Operating | 24.4 | 412.4 | 13.87 |
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines
| 21.2.2.1 | Labour |
A total labour complement of 64 persons (Table 21-8) has been estimated for the process and paste plants, including operators, maintenance, laboratory technicians and management. Labour rates have been benchmarked against similar operations in Saskatchewan and Manitoba.
Table 21-8: Annual Process Labour Positions and Cost
| Labour Category | Number of Positions | Annual
Cost ($ millions) |
| Administrative & Supervisory | 6 | 1.2 |
| Process Plant Operators | 20 | 2.4 |
| Site Services | 4 | 0.5 |
| Maintenance | 32 | 4.8 |
| Metallurgical/Technical | 2 | 0.4 |
| Total | 64 | 9.3 |
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines.
| 21.2.2.2 | Power |
Total power demand has been calculated by considering the connected load and adjusting for utilization (operating hours), demand factor (percentage of nameplate draw), drive efficiency, and system losses for process equipment, infrastructure, and buildings.
| Page 429 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
A summary of the resultant power consumption estimate is included in Table 21-9.
Table 21-9: Power Consumption and Cost
| Facility | Electricity Usage | Avg. Annual | LOM | |
| (MWh/Year) | ($ millions) | ($ millions) | Per tonne milled | |
| Process Plant (Variable) | 73,070 | 7.7 | 130.8 | 4.40 |
| Site Services (Fixed) | 5,228 | 0.6 | 9.5 | 0.32 |
| Total | 78,299 | 8.3 | 140.3 | 4.72 |
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines
| 21.2.2.3 | Reagents |
The cost of the various reagents added to the process are summarized in Table 21-10. The costs were calculated using average LOM consumption rates scaled up from metallurgical test work and multiplied by unit rates from reagent supplier’s budget quotations, which include transportation to the McIlvenna Bay site.
| Page 430 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 21-10: Reagent Consumption and Cost
| Reagent | Reagent Cost | Consumption | Avg. Annual | LOM | |
| Cost ($/kg) | (g/t milled) | ($ millions) | ($ millions) | Per tonne milled | |
| Copper Sulphate (CuSO4) - Sphalerite Activator | 4.62 | 475 | 3.9 | 65.2 | 2.19 |
| Quick Lime-pH Adjustment | 0.77 | 2,229 | 3.0 | 51.0 | 1.72 |
| Zinc Sulphate (ZnSO4) | 2.75 | 200 | 1.0 | 16.4 | 0.55 |
| SMBS- Sodium Metabisulfite | 0.95 | 350 | 0.6 | 9.9 | 0.33 |
| Aero 3894- Collector 1 | 11.81 | 25 | 0.5 | 8.8 | 0.30 |
| Aero 5100- Promotor | 12.00 | 20 | 0.4 | 7.1 | 0.24 |
| PE-26 Depressant- NSG Depressant | 6.85 | 33 | 0.4 | 6.7 | 0.23 |
| Other Reagents | 0.7 | 12.6 | 0.42 | ||
| Total | 10.5 | 177.7 | 5.98 | ||
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines.
| Page 431 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 21.2.2.4 | Liners and Grinding Media |
The cost and estimated consumption rate of the various steel / rubber wear liners, ceramic discs and steel / ceramic grinding media required for the crusher and mill circuits are summarized in Table 21-11 and Table 21-12. Unit costs are quoted from local suppliers and include delivery to the McIlvenna Bay site.
Table 21-11: Grinding Media Consumption and Cost
| Grinding Media | Unit
Cost Cost ($/kg) |
Consumption (g/t milled) |
Avg.
Annual ($ millions) |
LOM | |
| ($ millions) | Per
tonne milled | ||||
| Grinding Media - SAG Mill | 1.92 | 590 | 2.0 | 33.7 | 1.13 |
| Grinding Media - Ball Mill | 1.71 | 740 | 2.2 | 37.7 | 1.27 |
| Ceramic Media - Copper Regrind Mill | 3.05 | 26 | 0.1 | 2.3 | 0.08 |
| Ceramic Media - Zinc Regrind Mill | 3.05 | 16 | 0.1 | 1.4 | 0.05 |
| Total | 4.4 | 75.2 | 2.53 | ||
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines.
Table 21-12: Major Wear Component Consumption and Cost
| Liners & Discs | Unit Cost | Consumption (g/t milled) |
Avg.
Annual ($ millions) |
LOM | |
| ($ millions) | Per
tonne milled | ||||
| SAG Mill Liners | $688,940 / set | 1.6 | 1.1 | 19.0 | 0.64 |
| Ball Mill Liners | $266,000 / set | 1.6 | 0.4 | 7.3 | 0.25 |
| Conveyor Belts | $1,188,000 / set | 1.2 | 1.4 | 23.4 | 0.79 |
| Other Misc. (grizzly, liner jaws, etc.) | 0.3 | 5.9 | 0.20 | ||
| Total | 3.3 | 55.5 | 1.87 | ||
Note: All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines.
| 21.2.2.5 | Maintenance |
The estimated cost of spare parts and consumables for routine process plant maintenance is based on mechanical equipment supply costs. These costs vary from 4% to 6% of the mechanical supply cost annually, depending on the plant area. The electrical maintenance budget is calculated as 1% of the mechanical supply cost for all areas. Due to the highly automated nature of the process plant and its remote operating capability, 5% of instrument / controls supply cost has been allocated for annual maintenance. The combined annual budget for maintenance parts and consumables is estimated at $2.8 to $2.9M.
| Page 432 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 21.2.2.6 | Assay Lab |
The assay lab budget covers the cost of running and maintaining the assay lab, excluding labour. The budget is calculated based on the number of samples assayed and includes allowances for various supplies. The total cost allowance is $2.4M per annum.
| 21.2.3 | General and Administrative Operating Costs |
G&A costs support areas such as Administrative (functional departments such as Finance, Procurement, Human Resources, Information Technology), Environment, Social & Governance (Environmental, Permitting, Community Programs & IBA related estimates), Health & Safety programs (including training, security & similar), and Shared Services (site wide support such as snow removal, waste management, camp support and similar).
All G&A costs are summarized in Table 21-13. G&A costs that occur prior to the process plant operating are included in the pre-production capital costs.
Table 21-13: G&A Cost Estimate
| Operating Cost Item | LOM
Total ($ millions) |
Cost $/tonne Milled |
| Labour & Related | 108.5 | 3.65 |
| Insurance Premiums | 34.8 | 1.17 |
| Contracted Security | 15.3 | 0.52 |
| Information Systems & Software Licencing | 19.4 | 0.65 |
| Various Services (Cleaning, Road MTC, Waste Management, etc.) | 22.3 | 0.75 |
| Other Overhead & Supporting Costs | 83.3 | 2.80 |
| Total | 283.6 | 9.54 |
Note:
All figures are rounded to reflect the relative accuracy of the estimate. Totals may not sum due to rounding as required by reporting guidelines.
$/tonne processed consists of mine OPEX only.
| 21.2.4 | Filtered Tailings Operating Costs |
The operating costs for the FTSF have been estimated from first principles, covering haulage and placement of tailings using mine-owned equipment. Progressive rehabilitation costs, which include lining and covering the tailings, have also been considered.
The average annual cost for the FTSF is $3.1M, with a total LOM cost estimated at $50.8M. This results in an average cost per tonne milled of $1.71.
| Page 433 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 22 | Economic Analysis |
An economic model based on various engineering estimates was prepared to estimate annual cash flows and assess the sensitivity of the Project to certain economic parameters.
The model indicates that the Project has an after-tax cash flow of $1,540.8M, after-tax Net Present Value (NPV) (7%) of $654.4M, and after-tax IRR of 23%. The Project is most sensitive to the exchange rate and the copper recoveries and price.
| 22.1 | Cautionary Statement |
The economic analysis results are based on forward-looking information that is subject to several known and unknown risks, uncertainties, and factors that may cause actual results to differ materially from those presented herein. Forward-looking statements in this section include, but are not limited to, statements with respect to:
| · | Future commodity prices (copper, zinc, gold, and silver) | |
| · | Currency exchange rate fluctuations, primarily the CA$:US$ rate | |
| · | Estimation of Mineral Reserves | |
| · | Realization of Mineral Reserve Estimates | |
| · | Estimated costs and timing of capital and operating expenditures, including labour, materials, consumables, supplies, and services. |
| 22.2 | Assumptions |
The cash flow estimate includes revenue, costs, taxes, and other factors applicable to the Project from January 1, 2025 to the end of the reserve life. Corporate obligations, financing costs, exploration costs and taxes at the corporate level are excluded.
The model was prepared using mining schedules that were estimated on an annual basis. The cash flow model was based on the following assumptions:
| · | All costs are reported in Canadian dollars (CA$) and referenced as ‘$’, unless otherwise stated |
| · | 100% equity ownership |
| · | No provision for inflation |
| · | Costs prior to January 1, 2025 are deemed outside of the Project |
| · | Any additional project development costs, including feasibility studies, or permitting activities, are excluded from the analysis |
| · | Annual gross revenue is determined by applying estimated metal prices to the annual payable metal estimated for each operating year |
| · | Annually variable commodity pricing was used for the economic analysis |
| · | A variable exchange rate assumption with life of mine average of US$1.00 = CA$1.32 (or CA$1.00 = US$0.76) was used in the economic analysis. The exchange rate assumptions used in Technical Report are based on consensus pricing from a number of banking institutions to arrive at a reasonable long-term estimate. |
| Page 434 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 22.3 | Methodology Used |
The economic analysis for the Project was undertaken using Discounted Cash Flow (DCF) analysis, where the analysis is completed by estimating the overall value of all future cash flows (incoming and outgoing) and then discounting these by an assumed cost of capital to find a present value of that cash. The NPV is the sum of all discounted future cash flows. The Internal Rate of Return (IRR) is the discount rate at which the NPV calculation returns a zero value and is a measure of the potential profitability of the project. The payback period is calculated from the commencement of mineral processing.
The model was developed using Microsoft Excel spreadsheet software.
| 22.4 | Financial Model Parameters |
| 22.4.1 | Mineral Resource, Mineral Reserve, and Mine Life |
The mine plan presented in Section 16 of this report was used as the basis for revenue and cost estimates in the DCF and also represents the current Mineral Reserve estimate. The mine plan excludes all material from the inferred resource category.
The stated Probable Mineral Reserve is 29.7 Mt at 1.21% Cu, 2.17% Zn, 0.44 g/t Au and 14.4 g/t Ag, resulting in a 2.51% copper equivalent grade (Cu. Eq).
The mine plan envisaged a 19-year LOM. The mill processing profile is presented in Figure 22-1.
Figure 22-1: LOM Processing Profile (Tonnes)
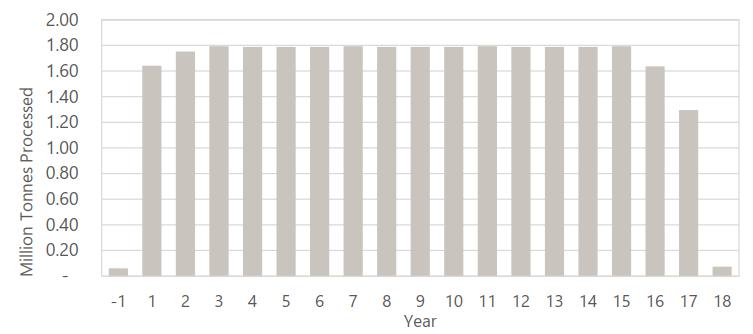
| Page 435 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The production profile for payable Cu and Zn is presented in Figure 22-2. The production profile for payable Au and Ag is presented in Figure 22-3.
Figure 22-2: LOM Production Profile (Payable Cu and Zn Produced)
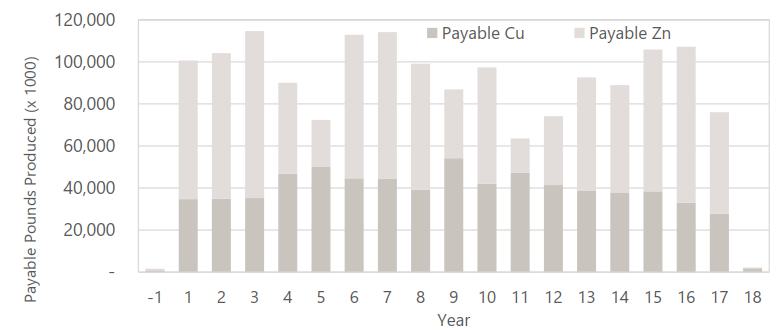
Figure 22-3: LOM Production Profile (Payable Au and Ag Produced)
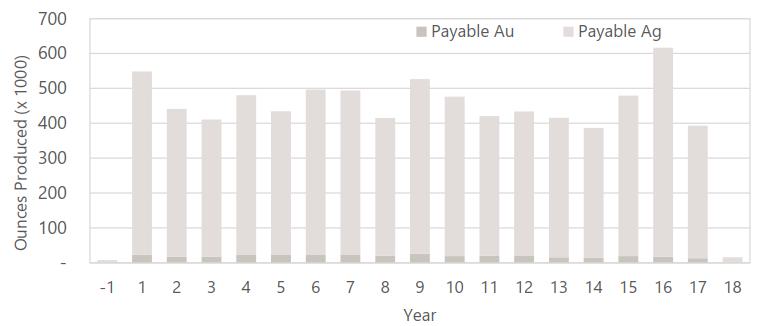
| 22.4.2 | Metallurgical Recoveries |
The average metal recoveries that have been used for the economic evaluation are summarized in Table 22-1. Various grade versus recovery formulas were used to calculate recovery metrics on an annual basis within the cashflow model. A detailed review of metallurgical recoveries is provided in Section 13 of this report.
| Page 436 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 22-1: LOM Average Metallurgical Recoveries
| Reserve Type | Copper | Zinc | Gold | Silver |
| Massive Sulphide | 81.6% | 77.0% | 81.0% | 51.3% |
| Copper Stockwork | 94.4% | 71.2% | 91.8% | 75.3% |
| Blended Mill Feed | 90.7% | 76.3% | 87.5% | 61.4% |
| 22.4.3 | Freight, and Smelting and Refining |
Typical industry rates and terms for smelting and refining have been applied when calculating the DCF. The cashflow accounts for payable metal rates, toll treatment charges, smelting and refining charges, and transportation. There are no expected penalty fees related to out of specification minor elements.
Over the life-of-mine, the model anticipates production of 1,043,296 dry metric tonnes (dmt) of zinc concentrate with an average zinc grade of 47.1% and 1,158,702 dmt of copper concentrate with an average copper grade of 28.1%. Charges and penalties attributable to the zinc and copper concentrates over LOM are summarized in Table 22-2.
Table 22-2: LOM Toll, Smelting and Refining Charges, and Transportation,
| Charge | Units | Zn Concentrate | Cu Concentrate | Total |
| Treatment & Refining | $ million | 162.8 | 79.1 | 241.9 |
| Transportation & Concentrate Handling | $ million | 179.5 | 232.7 | 412.1 |
| Total | $ million | 342.3 | 311.8 | 654.0 |
Note: numbers may not sum due to rounding
The rates used in the model do not reflect or imply that Foran has entered into any agreements relating to these contracts.
Freight of concentrate products to market has been estimated using quantities calculated from production schedules, together with quoted rates from logistics companies, assuming sale to domestic smelters.
| 22.4.4 | Metal Prices / Exchange Rate |
The metal prices used for the economic valuation were consensus, long term with a base date of January 2025. Metal prices used are summarized in Table 22-3.
| Page 437 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 22-3: Metal Price Assumption
| Metal | Units | Price | ||||||
| LOM Avg | 2025 | 2026 | 2027 | 2028 | 2029 | +2030 | ||
| Copper | US$ / lb | 4.27 | 4.36 | 4.56 | 4.65 | 4.81 | 4.20 | 4.20 |
| Zinc | US$ / lb | 1.21 | 1.27 | 1.24 | 1.26 | 1.27 | 1.20 | 1.20 |
| Gold | US$ / oz | 2,240 | 2,598 | 2,551 | 2,479 | 2,402 | 2,169 | 2,169 |
| Silver | US$ / oz | 28.26 | 31.63 | 31.73 | 30.46 | 30.35 | 27.61 | 27.61 |
A detailed review of metal prices is provided in Section 19 of this report.
The exchanged rates used for the economic valuation were consensus, long term with a base date of January 2025. Exchange rates used are summarized in Table 22-4.
Table 22-4: Exchange Rate Assumption
| Units | Exchange Rate | ||||||
| LOM Avg | 2025 | 2026 | 2027 | 2028 | 2029 | +2030 | |
| CA$/ US$ | 1.32 | 1.37 | 1.35 | 1.34 | 1.33 | 1.31 | 1.31 |
| 22.4.5 | Capital Costs |
A summary of the remaining pre-production and sustaining capital costs to complete the Project is provided in Table 22-5. A detailed description of the capital costs is provided in Section 21 of this report.
Table 22-5: Capital Cost Summary ($ Millions)
| Description | CAPEX | SUSEX | Total |
| All Site General | 3.31 | - | 3.31 |
| Site Development | 0.30 | - | 0.30 |
| Power and Electrical | 72.21 | - | 74.94 |
| Water Management | 36.32 | 30.78 | 67.10 |
| Mine Development | 34.97 | 229.7 | 264.72 |
| Mine Systems | 59.18 | 306.31 | 365.49 |
| Process Plant | 145.83 | - | 145.83 |
| Surface Infrastructure | 16.49 | 3.95 | 20.44 |
| Indirect Costs | 279.03 | - | 279.03 |
| Net Smelter Return | -58.51 | - | -58.51 |
| Closure | - | 10.00 | 10.00 |
| Total capital before contingency | 589.13 | 583.53 | 1,172.66 |
| Contingency | 45.90 | - | 45.90 |
| Total | 635.03 | 583.53 | 1,218.56 |
| Page 438 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 22.4.6 | Operating Costs |
A summary of LOM operating costs is presented in Table 22-6. A detailed description of operating costs is provided in Section 21 of this report.
Table 22-6: LOM Operating Cost Summary
| Operating Cost Item | Cost ($/tonne Processed) |
| Mining | 58.25 |
| Processing | 25.58 |
| G & A | 9.54 |
| Tailings | 1.71 |
| Total | 95.08 |
| 22.4.7 | Royalties |
One royalty has been considered for this economic analysis:
| · | Copper Reef Royalty: it has been assumed this royalty will be paid at the agreed rate of $0.75 per tonne of ore mined. |
| 22.4.8 | Working Capital |
Allowances for working capital beyond metals in inventory at the mine and mill have been excluded for the purposes of this economic analysis.
| 22.4.9 | Taxes |
A taxation model has been developed for the Project based on current federal and provincial tax rates and including the present Mineral Property Tax Pools associated with the Project. The tax data used in the economic model are accurate at the current time, but the actual tax rates that will be levied on the Project will be influenced by many factors including, but not limited to, the timing of capital expenditures; changes in taxation policies at a federal or provincial level; and any investment incentives that may be available to Foran.
Included in the taxation model are government investment incentives, including:
| · | The Clean Technology Investment Tax Credit available on the purchase of battery electric mining equipment |
| · | The Saskatchewan Critical Minerals Processing Investment Incentive for eligible costs on copper and zinc processing or refining facilities. |
| Page 439 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 22.4.10 | Closure Costs and Salvage Value |
Closure costs were estimated to be $10.0M and represent closure costs for the entire project (surface infrastructure and tailings). Closure plan details are provided in Section 20.5 and costs are detailed in Section 21.1.5 of this report.
The bonding strategy for the project has not been developed at this stage, and costs are assumed to be incurred during the last two years of production and then continue after project closure.
| 22.4.11 | Financing |
Project level financing has not been considered in this economic evaluation (i.e., 100% equity ownership is assumed).
| 22.4.12 | Inflation |
Inflation has not been included in the economic analysis.
| 22.5 | Financial Results |
A summary of the economic parameters for the Project are illustrated in Table 22-7, Table 22-8, and Figure 22-4, and Table 22-9.
Table 22-7: Summary of Economic Metrics for the Project
| Description | Units | Value |
| Pre-Tax | ||
| NPV at 7% | $ million | 742.8 |
| Internal rate of return | % | 23% |
| After-Tax | ||
| NPV at 7% | $ million | 654.4 |
| Internal rate of return | % | 23% |
| Payback period | Years | 3.8 |
Note: Payback period calculated from start of mineral processing.
| Page 440 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 22-8: Calculation of Post-tax Cash Flow
| Description | Units | Value |
| Gross revenue | $ million | 6,571.1 |
| Less: Smelter and refinery costs | $ million | (654.0) |
| NSR | $ million | 5,917.1 |
| Less: royalties | $ million | (47.7) |
| Less: total operating costs | $ million | (2,826.7) |
| EBITDA | $ million | 3,042.7 |
| Less: Project Capital | $ million | (635.0) |
| Add: Gov't Investment Incentives | $ million | 54.6 |
| Less: Sustaining Capital Capital | $ million | (573.5) |
| Less: Closure Costs | $ million | (10.0) |
| Pre-tax cash flow | $ million | 1,824.1 |
| Less: taxes | $ million | (337.9) |
| Post-tax cash flow | $ million | 1,540.8 |
Figure 22-4: Undiscounted After-Tax Cash Flow
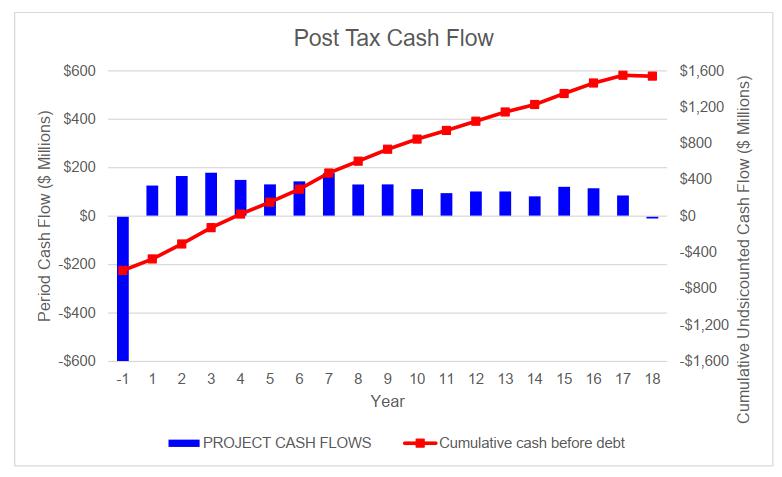
| Page 441 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 22-9: Summary of Cash Flows ($ Millions)
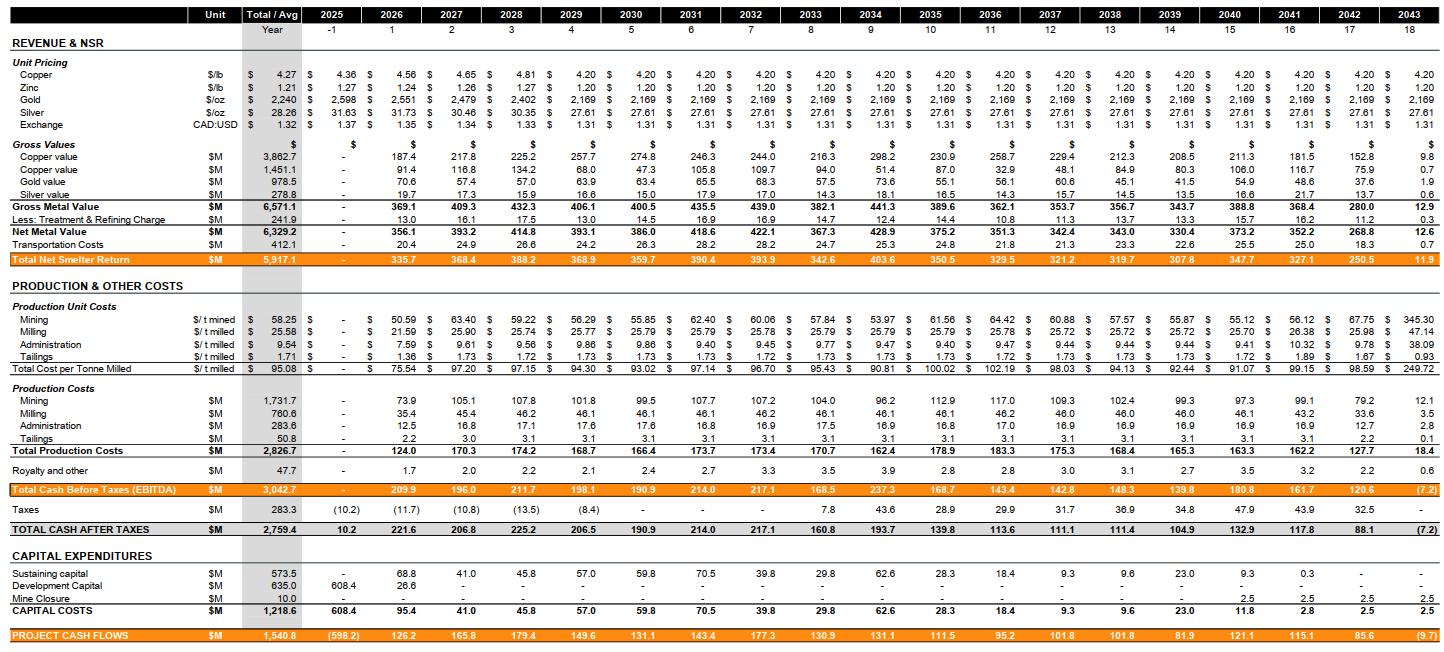
| Page 442 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 22.6 | Sensitivity Analysis |
A DCF calculation was prepared for the Project based on the various cost and revenue inputs. A 20% increase and decrease for metal prices, exchange rate, copper recovery, capital costs, and operating costs was calculated, and the results are illustrated in Figure 22-5.
Figure 22-5: Sensitivity Analysis
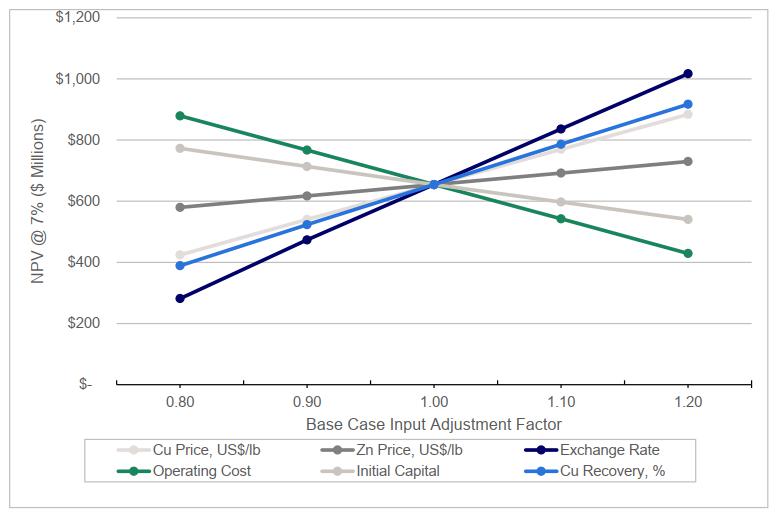
| Page 443 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 23 | Adjacent Properties |
The following section has been extracted from the previous Foran Technical Reports for the McIlvenna Bay Project and updated or edited where necessary.
| 23.1 | Base Metals |
There are no producing metal mines adjacent to the McIlvenna Bay property.
The defunct Hanson Lake Mine is located approximately 5 km to the northwest of McIlvenna Bay (see Section 6 for more details) and an undisclosed tonnage of unmined resource exists below the workings of the mine.
Other base metal prospects and targets are known to exist on Foran’s claims and on adjacent ground (Figure 23-1). Currently, the most significant of these include the Balsam / Thunder Zone, located southeast of McIlvenna Bay, and the Miskat Zone, located approximately 9 km to the south.
On January 23, 2020, Copper Reef Mining Corporation (Copper Reef) announced in a press release the commencement of a 4,300 m drilling program in the Flin Flon Camp of Manitoba and Saskatchewan (Copper Reef 2020a). Copper Reef started with a 630 m program of 5 holes at its 100% owned Hanson Lake Property in Saskatchewan, where Copper Reef has outlined two 2.5 km long horizons.
Copper Reef’s press release stated further:
The immediate drilling starting today will concentrate on the 2.5 km long Hanson Lake Mine horizon which was host to the former small but very rich Hanson Lake mine. The mine operated by Western Nuclear Mines between 1967 and 1969, produced 147,000 t containing 10% Zn, 5.8% Pb, 0.5% Cu and 137.0 g/t Ag. Although gold was noted, it appears to have not been recovered. Interesting is that there is no deep drilling below the mine where the existing workings did not extend below the 200 m level This leaves the horizon wide open for deep exploration. Copper Reef flew a deep penetrating VTEM airborne survey over the property, which showed that the Hanson Lake deposit extended significantly southward (700 m) beyond the mined area. In 1986, SMDC drilled a hole south of the mine that intersected 21.9% Zn, 1.6% Cu, 10.1% Pb and 28oz/ton Ag (960g/t Ag) and 0.89 oz/t Au (30.51 g/t Au) over 1.2 m just below the bottom of the lake. This high-grade intersection was not followed up with further drilling. Copper Reef intends to step back 20 meter and re-test this horizon at the 45 and 100 m levels and again from a separate set up 50 m south along strike of the first setup at similar depths. Copper Reef will then step back and drill the horizon with a fifth drill hole at the 200 m level.
On August 14, 2020, Copper Reef announced that it changed its name to Voyageur Mineral Explorers Corp. (Voyageur; Copper Reef 2020b). There were no further press releases by Copper Reef or Voyageur regarding the results of the drilling at its Hanson Lake Property in 2020 or subsequent years.
On November 25, 2024 Foran optioned the Hanson Lake Property from Voyageur. Planning and permitting activities are underway to allow the Company to begin exploration and further evaluate the potential of the Hanson Lake Property.
| Page 444 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
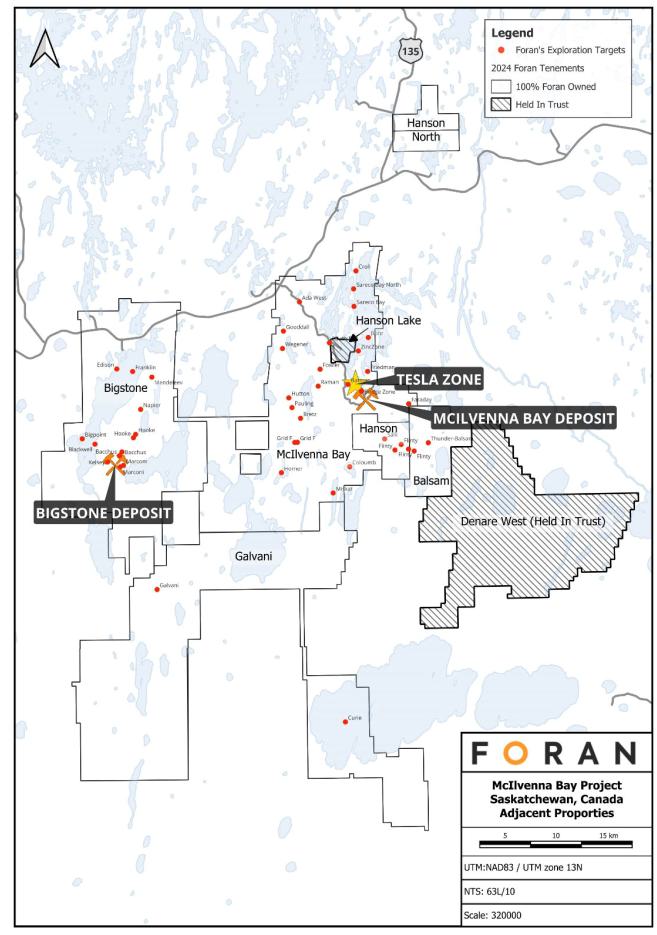
Figure 23-1: Broad View of Adjacent Properties
| Page 445 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 23.2 | Micon QP Comments |
The Micon QP for this section does not consider that the information disclosed regarding the other base metal properties or deposits is indicative of mineralization within the McIlvenna Bay Deposit.
Micon’s QP is unaware of any adjacent mineral properties that directly impact the McIlvenna Bay Project. The mineral deposits discussed in this Technical Report are all located within the boundaries of the McIlvenna Bay property. There are a number of other mineralized targets on the McIlvenna Bay property that could in the future expand the overall mineral resource estimate, with further work, located within the property boundaries.
| Page 446 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 24 | Other Relevant Data & Information |
| 24.1 | Project Risks |
The Project team has identified risks associated with the technical and cost assumptions used. These risks have been classified as “low,” “moderate,” or “high,” with comments on risk mitigation provided in the risk evaluation plan. In all cases, the level of risk reflects a subjective assessment of how the identified risk could affect the achievement of the Project’s objectives.
| 24.2 | Risk Analysis Definitions |
The following definitions have been used to assign risk levels to various aspects and components of the Project:
| · | Low-Level Risk – Risks that could have a relatively insignificant impact on the character or nature of the deposit and/or the economics. These can generally be mitigated using normal management processes combined with minor cost adjustments or schedule allowances. | |
| · | Moderate-Level Risk – Risks that are considered average or typical for a deposit of this nature. These risks are generally recognizable and, through good planning and technical practices, can be minimized so that the impact on the deposit or the economics is manageable. | |
| · | High-Level Risk – Risks that are largely uncontrollable, unpredictable, unusual, or not typical for a deposit of this type. Good technical practices and quality planning do not guarantee successful exploitation. These risks can have a major impact on the economics of the deposit, including significant schedule disruptions, cost increases, and degradation of physical performance. This category may include environmental / social non-compliance, particularly regarding Equator Principles and IFC Performance Standards. |
In addition to assigning risk levels, the probability of the risk occurring during the Project has been considered. The following definitions have been used to assign probability of the risks occurring:
| · | Low Probability – The risk is unlikely to occur during the Project. | |
| · | Moderate Probability – There is an increased probability that the risk will occur during the Project. | |
| · | High Probability – The risk is likely to occur during the Project. |
| Page 447 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
A summary of the Project-related risks identified is presented in Table 24-1.
Table 24-1: Project Risk Evaluation
| Project Element | Risk Description | Risk
Level Classification |
Risk Probability Classification |
Existing
/ Proposed Strategies / Actions for Mitigation |
| Mineral Resources | The resource tonnes and grade estimates are less than expected. | Low | Moderate | The core area of the deposit is drilled to the Indicated mineral resource category. |
| Construction / Operations | Ability to attract and retain competent and experienced personnel. | Low | Moderate | Current compensation packages and site conditions are favourable for attracting and retaining quality construction and operations personnel. |
| Mining | Higher than anticipated groundwater inflows from the sandstone layer near surface. | Moderate | Moderate | Update the hydrogeological model based on results from the portal grouting program. Use updated model to redesign underground dewatering system. |
| Mining | Collar construction through the sandstone/ regolith layers for the FAR could be more challenging than estimated. | Moderate | Moderate | Review results of grouting program for the portal excavation and use this information to develop the collar excavation methodology. |
| Mining | Certain elements of the material handling system, including rock breaker throughput, underground bins, skips, and surface bin, have not been sized to provide steady state and peak operations, including allowances for downtime. | Moderate | Low | Conduct material handling simulations to identify critical pinch points. |
| Mining | Assumptions in the study is PAG material can be kept separate from clean waste rock. | Moderate | Moderate | Work closely with the geology team to develop methodology for defining PAG vs NAG. |
| Processing | Metal recovery of the process plant is less than expected. | Low | Low | Testwork supports recovery assumptions. Additional testwork has beencompleted to provide optimization of flowsheet. |
| Processing | Copper concentrate grade lower than predicted, resulting in increased shipping costs. | Moderate | Low | Additional testwork recommended to refine conditions. |
| Processing - Tailings | Concerns over stackable tailings in cold climates, with limited benchmarking examples. | Moderate | Moderate | Review current mining operations in more detail, conduct site visits, and other necessary steps to fully understand any potential issues. |
| Regulatory | Project encountering environmental permitting delays. | Moderate | Moderate | Continue to hold regular stakeholder and regulatory meetings. |
| Cost Estimation | The cost of key materials and supplies increasing. | Moderate | Moderate | Continue to refine cost estimate and identify key vendors. |
| Procurement | Lead times for certain equipment are highly variable. Some long-lead items could cause overall Project delays if not procured within a reasonable timeframe. | Moderate | Low | Prioritize ongoing lead-time awareness for certain key pieces equipment. Refine a long-lead register and implment other procurement initiatives. |
| Page 448 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 24.3 | Opportunities |
Foran and its lead consultants completed a review of opportunities that should be explored as the Project advances through the next level of study and into eventual construction and operations. Some of the key opportunities include the following.
| · | Resource Expansion Potential – The deposit extends down-plunge approximately 2 km and remains open at depth and along strike. |
| · | Exploration Potential – Foran is turning its exploration focus to advancing regional targets and deposits (see Section 24.4 for more detail). |
| · | Automation – Foran will continue to evaluate emerging technology to increase automation in operations, improving safety and efficiency. This could include more autonomous production equipment and support equipment, such as boom trucks for transporting materials underground. |
| · | Remote Operations Centre – Foran is considering locating a control room offsite, where semi-autonomous equipment could be operated. Certain other non-production functions could also be conducted from this site, reducing camp and travel costs and potentially assisting Foran in attracting and retaining top-tier talent. |
| · | Reduced Backfill Costs – Foran will investigate adding locally sourced sand (dolomite) in the backfill to reduce binder cost. While further test work is required, the geochemical characteristics of the dolomite, combined with the cement used in the paste, create a stronger product compared to using tailings only. This would result in a lower binder requirement. |
| · | Zinc Recoveries – Refine the production plan to ensure zinc head grade remains +1.5% to improve zinc recoveries. Current recoveries are significantly lower than comparable existing operations with similar ore and process methodologies. |
| · | Ore Sorting – Initial test work conducted on core samples indicated amenability to sorting technology. More test work will be undertaken using material from the planned bulk sample to investigate the use of sorting in the flowsheet. The benefit would be upgrading the ore before it is milled, reducing costs. |
| Page 449 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| · | Potential Expansions – The processing plant is being designed as an initial 4,900 tpd plant that could accommodate future phased expansions as Foran advances and delineates additional near-mine deposits across the Hanson Lake District. |
| · | Alternative Power – Investigate the use of renewable energy, such as wind power, as an addition to baseload power generation to reduce greenhouse gas emissions and overall net power costs. |
| · | Project Execution Plan – Continue to develop the Project Execution Plan to reduce overall project risk and identify areas of the initial capital cost outlay, such as the power plant, acid plant, and camp, that could be deferred through the use of specialized service providers. |
| · | Procurement – Develop the supply chain network, including the establishment of key vendors, warehouse locations and functions, and enterprise resource planning systems to streamline eventual project construction. |
| 24.4 | Exploration Potential |
Exploration potential exists for the discovery and delineation of additional base metal and/or precious metal deposits on Foran’s land holdings in the Hanson Lake and Northern Lights Assemblages. These assemblages represent the two westernmost volcanic assemblages, which form part of the prolific Flin Flon Greenstone Belt that extends over 225 km from Snow Lake in Manitoba to the Bigstone Lake area in west-central Saskatchewan. This area hosts 29 past and present producing mines, representing over 170 million tonnes of production (Figure 24-1).
| Page 450 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
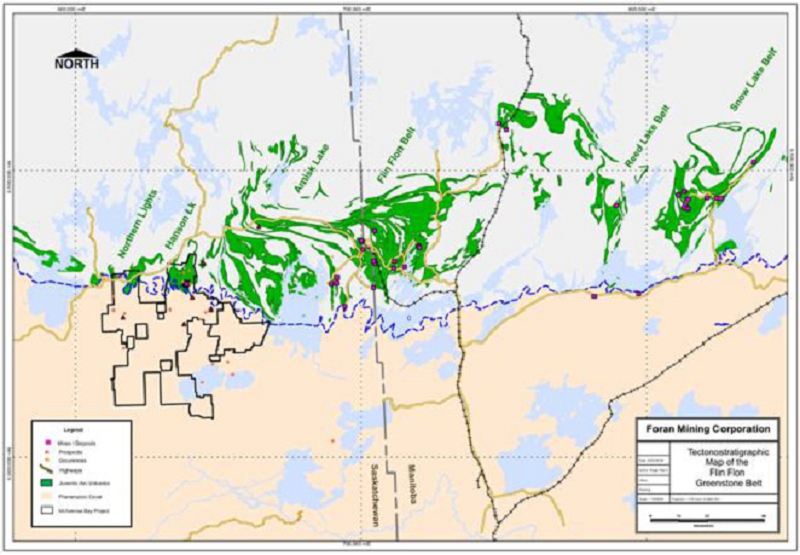
Figure 24-1: Flin Flon Greenstone Belt
Foran holds a large contiguous land package that extends from Hanson Lake in the east to Limestone and Bigstone Lakes in the west that covers numerous historical occurrences of VHMS and other styles of sulphide mineralization, along with several high priority geophysical exploration targets that have been the focus of recent work by Foran.
Completed exploration and drilling work on the McIlvenna Bay Deposit, the Tesla Zone, and the Bridge Zone is described in Section 9 and Section 10 of this report. Results of this work remain preliminary and Foran is still refining concepts and ideas around how mineralization across its claims may have been generated, but ongoing research is considering additional or overprinting mineralization styles that may occur in the district. Regional exploration is incorporating these new ideas into the targeting matrix and, coupled with acquisition of modern airborne geophysical datasets, Foran has developed a large pipeline of priority exploration targets on these land holdings.
As the McIlvenna Bay Deposit continues to advance toward production, the exploration focus is transitioning to identifying additional regional target areas that could be developed into satellite mineralized zones that could be processed at a central processing facility at McIlvenna Bay. As they advance their geophysical interpretations and exploration models, Foran has worked on growing and advancing its list of exploration targets by extrapolating known geology in the north to the undercover sections in the south.
| Page 451 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
With extensive drilling permits in place, the 2025 exploration programs are expected to include a significant helicopter-supported drilling effort to test regional targets. The current target pipeline and key focus areas for different drill seasons are shown in Figure 24-2.
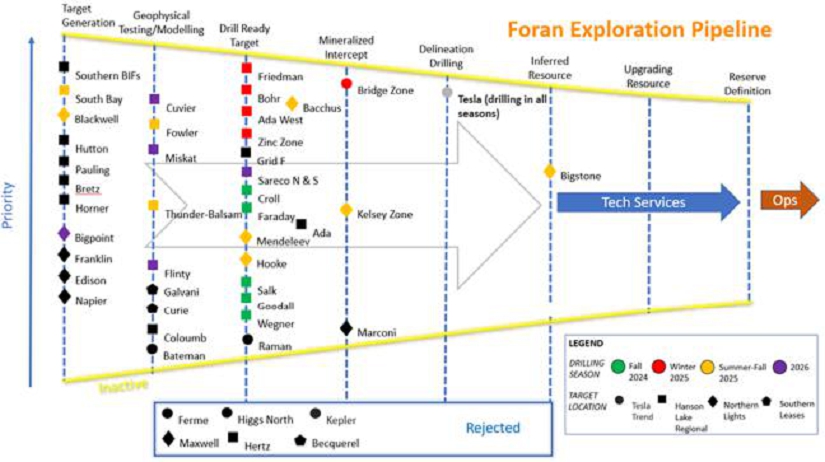
Figure 24-2: Current Exploration Targeting Pipeline
Subject to continued successful exploration, the more advanced of these current prospects that could potentially represent satellite mill feed for a central processing plant at McIlvenna Bay are the growing Tesla and Bridge Zones adjacent to the McIlvenna Bay Deposit, the Thunder Zone Prospect located approximately 5km to the southeast along trend from McIlvenna Bay, and the Flinty Prospect, located approximately 7 km southeast of McIlvenna Bay. McIlvenna Bay Project priority exploration targets are presented in Figure 24-3
| Page 452 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
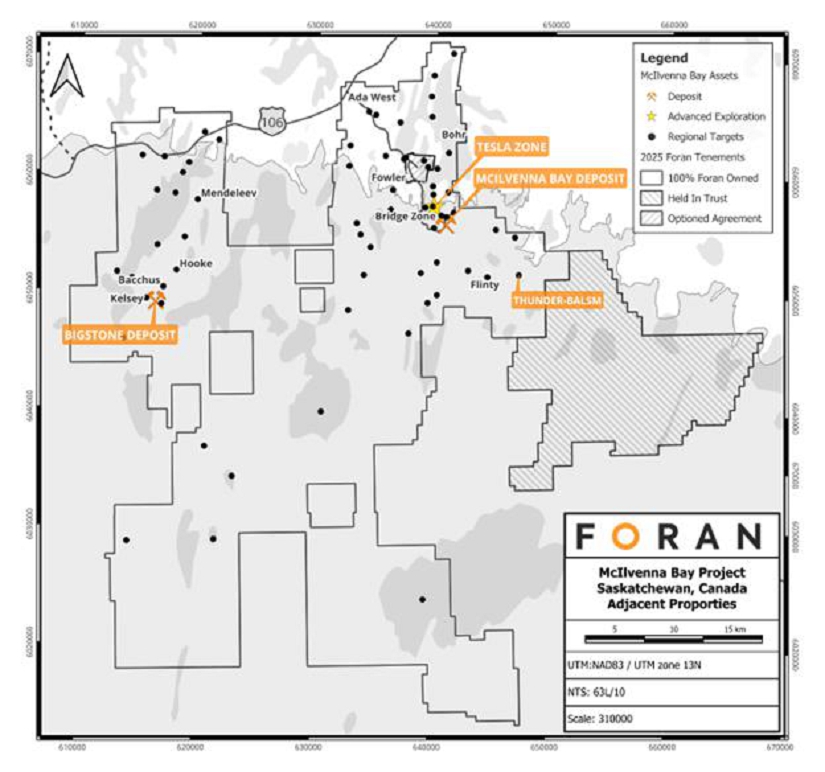
Figure 24-3: McIlvenna Bay Project Priority Exploration Targets
Source: Foran
| 24.4.1 | Tesla Zone |
As previously described in this report, the Tesla Zone is located just 300m from the McIlvenna Bay deposit and currently ranks as the highest priority exploration target for the McIlvenna Bay Project. The Tesla Zone has had mineralization defined in multiple lenses consisting of zinc and/or copper rich massive to semi-massive sulphides and associated copper-rich stringer and breccia zones over a strike length of 1,200m and 500-700m in the down dip direction where the zone remains open for continued expansion in all directions.
| Page 453 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Drilling to date has confirmed the continuity of the mineralized zones through Tesla. Although the Zone has not been drilled to a sufficient density to support a resource estimate, an Exploration Target for the potential tonnage and grade ranges indicates that Tesla may contain 28-45 million tonnes with a copper equivalent grade range between 2.2-3.2% (see Section 14.3.3 for additional detail). A large winter infill drill program began in January 2025 focused on increased definition of the Tesla Zone and the program is planned to encompass up to 33,000 m of drilling utilizing eight drill rigs to rapidly advance drilling during the frozen winter months.
| 24.4.2 | Thunder-Balsam |
As described in Sections 9.1.2 and 9.2.2, drilling was conducted on the Thunder Zone in both 2013, when the zone was discovered, and in 2015, as a follow up to the original discovery. The Thunder Zone is located just 5km to the southeast along trend from the McIlvenna Bay deposit and previous drilling has intersected multiple lenses of copper and/or zinc-rich semi-massive to massive sulphides and associated zones of stringer and disseminated sulphides that have not been fully defined.
Additional exploration is warranted at the Thunder Zone to further define the extent of the mineralized zones and, if significant, to prepare a 43-101 compliant mineral resource estimate. A plan map showing a gridded profile image of the EM response over the Thunder Zone with the drill holes completed to date superimposed is provided in Figure 24-4.
| Page 454 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
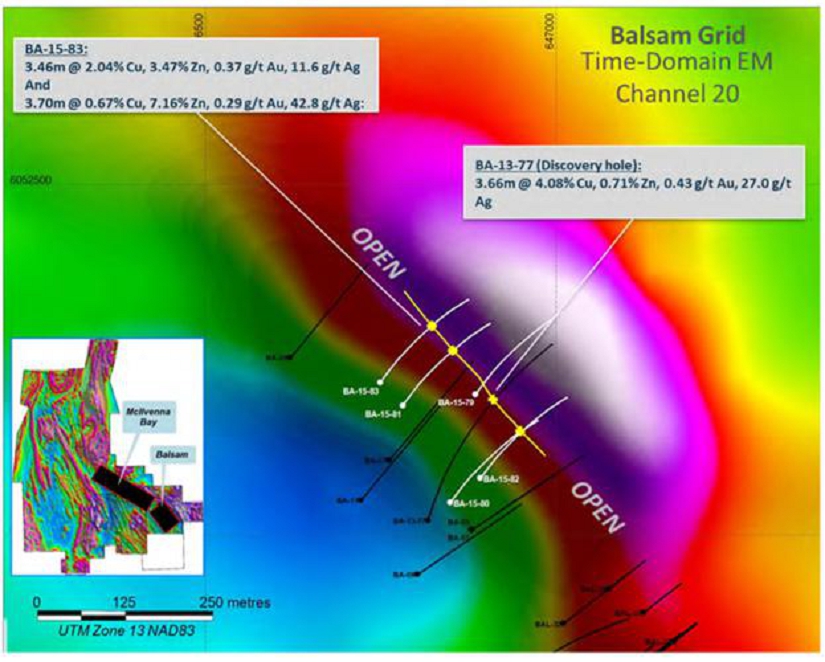
Figure 24-4: Thunder Zone – Gridded EM Response and Drilling
| 24.4.3 | Flinty |
Three historic holes drilled at Flinty intersected stockwork sulphides, with downhole EM at the time identifying a conductor between and below the holes. A surface EM survey by Foran in early 2021 modelled a conductor consistent with the historic downhole EM, and a second conductor approximately 400 m to the south. Both targets were tested during 2022 with three drill holes, intersecting all conductors close to the modelled depth and revealing significant sulphides in all holes.
A fixed loop EM survey covering 4 km2 from the Flinty holes covered an early-time VTEM conductor 350 m to the northeast and 2,300 m in strike length confirmed the presence of the conductor, providing a basis for modelling and follow-up drilling. A second fixed loop EM survey along strike from Flinty to the southeast covered anomalous VTEM features that also require follow up. The Flinty Zone mineralization remains open for possible expansion with additional drilling. The Flinty target area is currently being reviewed and prioritized for follow up in future regional exploration programs.
| Page 455 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 24.5 | Frac Sand |
Preferred Sands previously operated a silica sand (frac sand) quarry located immediately east of McIlvenna Bay. The quarry was an open pit mine, where up to 25 m of dolomite cap rock was blasted and removed to access 3 m to 5 m of silica sand. The sand was mined, washed, and sorted into various size factions, and marketed throughout western Canada and the US as a proppant for hydraulic fracturing (fracking). In 2014, Preferred Sands shut down operations, and the site was subsequently reclaimed by pushing the waste rock and remaining sand back into the pits and re-contouring the landscape.
Figure 24-5 is a view of the Preferred Sands quarry in July 2011.
Figure 24-5: View of Preferred Sands Quarry, July 2011

Note: Picture taken from the 2020 APG Prefeasibility Technical Report
The sand quarry leases overlie Foran’s mineral tenure in the area (originally acquired in 1986) and were held by Preferred Sands and its predecessor companies since 1998, with additional leases acquired in 2006. When Foran’s new management took over in 2011, the Saskatchewan Government was alerted to a potential conflict due to overlapping tenures. To protect the McIlvenna Bay Deposit, a Crown Reserve was established, and regulations were amended to remove areas of existing mineral tenure from availability. When Preferred Sands shut down operations in December 2014, Foran acquired the five quarry leases near McIlvenna Bay to prevent further conflict. In 2021, the Saskatchewan government agreed to transfer the surface lease to Foran upon completion of the environmental assessment.
| Page 456 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Strong Pine Energy Services (Strong Pine), formerly Hanson Lake Sand Corp, also has sand quarry dispositions in the McIlvenna Bay area, staked before the regulatory changes. No production has taken place for these dispositions. In late 2019, Strong Pine presented an Environmental Impact Statement (EIS) and proposals to local communities for a new fracking sand mine near McIlvenna Bay. However, the EIS and proposals did not disclose the economic parameters necessary to outline the financial viability of such an operation. If Strong Pine proceeds, the main impact to the McIlvenna Bay Project would be increased traffic on the mine access road, with an assumed agreement between Strong Pine and Foran to manage this increase safely.
Foran has not attempted to establish a fracking sand resource estimate for the Project, although the same silica sand layer mined in the Preferred Sands pits appears to extend over the McIlvenna Bay Deposit. No value from frac sand in included or implied in this study.
| Page 457 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 25 | Interpretations and Conclusions |
| 25.1 | Geology and Mineralization |
Previous iterations of the resource model have been completed and published since 2006, with all these previous resource estimations now superseded by the current 2024 estimate discussed herein.
The McIlvenna Bay mineral resources have been estimated using multiple tabular interpretations defined in five mineralization zones, CS, Lens 2 (L2) MS, Lens 3 (L3), SZ and FW. The zones contain steep parallel, contiguous vein-type structures disposed next to each other, with similar bearings and dips. The mineral resources for the McIlvenna Bay zones have been estimated assuming an underground mining scenario.
| 25.1.1 | Supporting Database |
The basis for the mineral resource estimate was a drill hole database provided and validated by Foran. After further validation, one drill hole was excluded from the resource estimate due to an inaccurate collar survey. Table 25-1 summarizes the types and amount of data in the database and the portion of the data used for the mineral resource estimate.
Table 25-1: McIlvenna Bay Project Database
| Data Type | In Database | Used For 2024 Resource Estimate* |
| Drill Collar | 305 | 271 |
| Assay Samples | 15,228 | 6,330 |
| Core Metreage | 157,558 | 5,179** |
*Excludes four drill holes from the resource estimate.
**Actual meters used within the resource wireframes.
The DTM was of sufficient quality, although, given the underground extraction assumption, it was not used for the mineral resource estimate.
| 25.1.2 | Wireframes and Other Modelling Parameters |
| 25.1.2.1 | Wireframes |
Foran and Micon QPs jointly defined the mineralized domains listed below, representing different areas and styles of sulphide mineralization, using Leapfrog Version 2024.1:
| · | CS – Zone sitting stratigraphically below the MS. |
| · | MS L2 - main mineralized lens with internal gradational boundaries. |
| · | SZ - Copper and zinc stringer zone in the hanging wall above MS L2. |
| · | MS L3 – MS sitting in the hanging wall of the SZ. |
| · | CSFW - Small massive to semi-massive ore zone below the CS. |
| Page 458 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The wireframes for each of the five domains were validated against drill hole data and determined to reasonably represent the mineralization and the host rock. All of the mineralization is hosted within the same lithological unit, the McIlvenna Bay Formation, with minor local exceptions where the L3 and SZ mineralization can cross the hangingwall contact into the Cap Tuffite unit. The host rock package is of variably mineralized felsic and mafic volcanics, capped by a unit of mixed felsic tuff and cherty sediments, locally mineralized.
All diamond drill holes are properly snapped to the 3D wireframes to ensure that the volume to be estimated matches both the drilling and logging data collected for the deposit.
| 25.1.2.2 | Compositing |
The selected intercepts for the McIlvenna Bay Project were composited into 1.0 m equal length intervals, with the composite length selected based on the most common original sample length.
| 25.1.2.3 | Variography |
Micon obtained good variogram models for all five zones. The models were sufficiently reliable to support the use of the Ordinary Kriging interpolation method. Major variogram ranges between 60 m and 125 m were modelled. Most variograms were in the range of 100 m to 125 m for both copper and zinc. The variography results were used to support the search ranges and anisotropy directions.
| 25.1.2.4 | Continuity and Trends |
The McIlvenna Bay mineralized zones exhibit fairly stable strike and dip directions, with mild variations. For the most part, both CS and L2 zones are contiguous, with the remaining zones running as parallel structures with well-defined geometries. Continuity of the zones is supported not only by geology, but also by mineralization, with the regular drill hole intercepts providing sufficient confidence to the continuity of grade both along strike and down dip. The overall deposit bearings and dips are 315º strike direction and -68º dip, with a general plunge of -40º northwest.
| 25.1.2.5 | Capping |
All outlier assay values for copper, zinc, lead, gold, and silver were analyzed individually by zone using log probability plots and histograms. Outlier assays were capped based on the data grouped by zone. To identify true outliers and reduce the effect of short sample bias, the data were reviewed after compositing to a constant interval length of 1.0 m.
| 25.1.2.6 | Density |
A total of 11,270 density measurements were taken from which average densities were calculated for each zone. The overall average density for the entire deposit is 3.03 g/cm3.
| Page 459 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 25.2 | Mineral Resource Estimate |
The commodities of economic interest at the McIlvenna Bay Project are primarily copper and zinc, with secondary recoveries of gold and silver. The estimation of the deposit tonnage and grade was completed using Leapfrog Geo/EDGE software.
| 25.2.1 | Block Model |
A block model was constructed to represent the grade and densities within the five zones. The drill hole intercepts used to model the wireframes were flagged into the corresponding mineral envelope. Each zone was interpolated using only the composites within that zone.
25.2.2 Prospects for Economic Extraction
The mineral resource has been constrained by reasonable mining shapes, using economic assumptions appropriate for an underground mining scenario. The potential mining shapes are conceptual in nature, not stope designs, and are based on constraining volumes generated using DSO with a $70.00 cut-off value and a minimum 3 m true width.
The metal prices and other costs were provided by Foran and accepted by the Micon QP are considered appropriate for use as the economic parameters for the mineral resource estimate.
| 25.2.2 | Mineral Resource Classification |
Micon has classified the mineral resource at the McIlvenna Bay Project in the indicated and inferred categories. No measured resource is declared at this time. The FW, L3, and SZ zones are classified entirely as indicated resources.
Indicated resources were restricted to those blocks informed by at least four drill holes and within 100 m to 120 m spacing based on the ranges obtained in the variograms. The results were then smoothed to remove small, isolated blocks and produce coherent shapes of reasonable volume, eliminating the spotted dog effect. All other blocks were classified in the inferred category.
| 25.2.3 | Mineral Resource Estimate |
Micon’s updated mineral resource estimate is summarized in Table 25-2. The effective date of this mineral resource estimate is November 16, 2024, reported within DSO constraining volumes generated with an NSR cut-off of US$70/t and a minimum 3 m true width.
| Page 460 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Table 25-2: Mineral Resources for the McIlvenna Bay Deposit, Reported at an NSR of US$ 70/t
| Category | Zone | Mass (Mt) | NSR (US$/t) |
Average Grades | Contained Metal | |||||||||
| Cu (%) |
Zn (%) |
Pb (%) |
Au (g/t) |
Ag (g/t) |
CuEq (%) |
Cu (Mlb) |
Zn (Mlb) |
Pb (Mlb) |
Au (Moz) |
Ag (Moz) | ||||
| Indicated | L2 | 10.7 | 220.4 | 1.00 | 6.28 | 0.40 | 0.53 | 26.7 | 2.65 | 236 | 1,484 | 95 | 0.18 | 9.2 |
| CS | 22.7 | 148.3 | 1.30 | 0.38 | 0.02 | 0.37 | 9.1 | 1.78 | 652 | 190 | 10 | 0.27 | 6.6 | |
| SZ | 1.3 | 115.4 | 1.15 | 0.47 | 0.06 | 0.28 | 12.0 | 1.39 | 34 | 14 | 2 | 0.01 | 0.5 | |
| L3 | 2.0 | 138.7 | 0.87 | 3.27 | 0.15 | 0.26 | 15.5 | 1.67 | 39 | 146 | 7 | 0.02 | 1.0 | |
| FW | 1.8 | 169 | 1.42 | 0.60 | 0.04 | 0.45 | 8.9 | 2.03 | 55 | 23 | 1 | 0.03 | 0.5 | |
| Total | 38.6 | 167.6 | 1.19 | 2.18 | 0.13 | 0.41 | 14.4 | 2.02 | 1,016 | 1,858 | 115 | 0.51 | 17.9 | |
| Inferred | L2 | 1.4 | 182.9 | 0.71 | 6.69 | 0.46 | 0.30 | 27.8 | 2.20 | 21 | 201 | 14 | 0.01 | 1.2 |
| CS | 3.2 | 124.3 | 1.03 | 0.85 | 0.04 | 0.27 | 10.7 | 1.50 | 72 | 60 | 3 | 0.03 | 1.1 | |
| Total | 4.5 | 141.8 | 0.93 | 2.60 | 0.16 | 0.28 | 15.8 | 1.77 | 93 | 260 | 16 | 0.04 | 2.3 | |
Notes:
Effective date November 16, 2024; CIM definitions were followed for Mineral Resources; CuEq = copper equivalent; NSR = Net Smelter Return.
The mineral resource is estimated based on 271 diamond drill holes and a NSR cut-off of US$70/t. NSR grades values derived, and high-grade caps were applied as per the discussion in Estimation Methodology and Parameters and include provisions for metallurgical recovery and estimates of current shipping terms and smelter rates for similar concentrates. Metal prices used are US$4.83/lb. Cu, US$1.37/lb. Zn, US$2,336/oz. Au, and US$29.72/oz. Ag. Lead contributes no value.
Rock density was interpolated for each block based on measurements taken from core specimens, with an average value of 3.56 g/cm3 for the main L2 lens and 2.86 g/cm3 for the CS..
Mineral resources which are not mineral reserves do not have demonstrated economic viability.
Cu.Eq values were calculated from the NSR values for each zone, using both concentrate and recovery curves that were developed during prefeasibility-level metallurgical studies.
The block model grades were estimated using the Ordinary Kriging interpolation method, with search parameters derived from geostatistical analysis performed within the mineralization wireframes. Variogram ranges are from 65 m to 85 m for Au and Ag in the major axis and up to 100 m to 120 m for Cu and Zn.
Micon has not identified any legal, political, environmental, or other factors that could materially affect the potential development of the mineral resource estimate.
The mineral resource estimates are classified according to the CIM Definition Standards
The mineral resource was categorized based on geological confidence into inferred and indicated categories. An inferred mineral resource has the lowest level of confidence. An indicated mineral resource has a higher level of confidence than an inferred mineral resource. It is reasonably expected that most of the inferred mineral resources could be upgraded to indicated mineral resources with additional infill drilling.
| Page 461 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 25.2.4 | Conclusion |
Foran’s exploration activities have been successful in increasing the confidence in the geological interpretation of the McIlvenna Bay deposit, as well as expanding upon the previous mineral resource estimates. Micon and its QPs consider the current mineral resource estimate is robust.
| 25.3 | Mineral Processing and Metallurgical Testing |
Based on the metallurgical testwork completed to date, the following conclusions are drawn.
| · | Copper in the Stockwork and Massive Sulphide zones is mainly present as chalcopyrite, with minor amounts of secondary copper sulphides. Copper minerals are mainly associated with pyrite, and to a lesser extent pyrrhotite and sphalerite. |
| · | Zinc is present in the Copper Stockwork Zones in minor quantities, primarily as sphalerite. Higher zinc grades are observed in the Massive Sulphides, with the majority of zinc present as sphalerite and minor amounts of the zinc oxide mineral gahnite. |
| · | Grindability testwork has indicated the Copper Stockwork Zones is hard in terms of SMC and BBWI. The Massive Sulphide zone is of moderate hardness by comparison. |
| · | Flotation testwork on samples from the McIlvenna Bay Deposit have indicated that a primary grind size P80 of 75 µm followed sequential flowsheet consisting of copper flotation followed by zinc activation and flotation can achieve good recoveries to separate copper and zinc concentrates. |
| · | Regrinding of both the copper and zinc rougher concentrates to a P80 of 20–25 µm is sufficient to achieve good sulphide liberation and yield typical copper and zinc concentrate grades. |
| · | Locked cycle testing on zone and blended composites has confirmed the flowsheet and reagent additions, as well as grades and recoveries of the final concentrates. Minor element analysis has indicated the zinc and copper concentrates may contain elevated concentrations of mercury and selenium, respectively, that may attract a smelter penalty. |
| · | Sulphide flotation tests on zinc rougher tailings has indicated that a desulphurized tailings can be generated, achieving up to 98% stage recovery of the remaining sulphides. |
| 25.4 | Mineral Reserve Estimate |
The mineral reserves estimate for the McIlvenna Bay Project has been completed in accordance with accepted practice and meets the CIM Definition Standards for Mineral Resources and Reserves (CIM Council 2014).
Many factors may affect the mineral reserves estimate such as dilution, metal prices, metallurgical recoveries, geotechnical characteristics of the deposit and host rock, and the capital and operating cost assumptions. These factors have been taken into account subject to the information and means available to QPs at the time of this study, as described in this report.
The reserves were estimated by designing mineable stope shapes in Deswik using DSO. The dimensions of the shapes were determined using geotechnical modelling and modifying factors such as dilution and mining recovery were applied. The shapes were then interrogated against the resource block model and included in the mine plan where the NSR value exceeded the cut-off value. The result was the reserve estimate on which the mine plan was based.
| Page 462 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
As with the resources, the multi-element nature of the McIlvenna Bay Deposit requires that an NSR value was used for the application of a cut-off grade to the block model. The NSR was estimated for each block using metallurgical recovery formulas, smelter charges and payable metal values, refining costs, freight, and applicable royalties. Smelter terms and freight costs were market-based. Metal prices used for the mineral reserves were based on consensus long-term forecasts from banks, financial institutions, and other sources. The calculation was based on the assumption that two products—a copper and a zinc concentrate—would be produced using a processing facility at site. The mineral reserve estimate is shown in Table 25-3.
Table 25-3: Mineral Reserve Estimate – Reported at an NSR Cut-off of US$92.5/t
| Classification | Recovered
Ore Tonnes (MT) |
Grade Cu (%) | Zn (%) | Au (g/t) | Ag (g/t) |
| Massive Sulphide | 10,4 | 0.99 % | 5.44 % | 0.50 | 23.8 |
| Copper Stockwork | 19.3 | 1.32% | 0.40 % | 0.40 | 9.3 |
| Total | 29.7 | 1.21 % | 2.17 % | 0.44 | 14.4 |
CIM definitions were followed for mineral reserves.
| · | Mineral reserves include long hole transverse and longitudinal, and Avoca stopes, as well as ore development, marginal development, and incremental stopes. | |
| · | Stopes were estimated at a cut-off value of US$92.50/tonne NSR. | |
| · | Marginal tonnes were estimated at a cut-off value of US$73.97/tonne NSR. | |
| · | A minimum mining width of 3.0 m was applied for all stoping. | |
| · | Numbers may not sum due to rounding. | |
| · | NSR Reserve Prices ($US) |
| ‒ | Cu $9.26/kg ($4.20/lb) | |
| ‒ | Zn $2.62/kg ($1.19/lb) | |
| ‒ | Ag $0.91/g ($25.84/oz) | |
| ‒ | Au $71.64/g ($2,031/oz) |
| 25.5 | Mining |
The McIlvenna Bay Deposit is a narrow, steeply dipping ore body hosted in competent ground conditions and is highly amenable to the proposed mining methods of sublevel longhole transverse and longitudinal stoping and Avoca stoping.
Initial access to the McIlvenna Bay Deposit will be via a ramp from surface .In Year 5 of the project, construction of a production and service shaft will begin. The shaft will extend from surface to the 0630 Level and be equipped with skip and cage conveyances.
| Page 463 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The project will be an early adaptor of BEV in the form of the underground haulage trucks, LHDs and drilling equipment. This technology has been proven in other industries and has been in use in underground mining since 2012. BEVs have yet to be widely adopted in existing operating mines as the benefits are limited because the cost of existing ventilation infrastructure has already been incurred. The capital cost for a new project must weigh the higher initial cost for BEV equipment compared to diesel equipment against the savings achieved through lower capital and operating costs for the ventilation system.
The McIlvenna Bay Deposit will be extracted using conventional longhole mining methods including sublevel transverse and longitudinal stoping and Avoca stoping. Stopes will be drilled using a combination of ITH and top hammer drills, blasted using emulsion explosives, and mucked using BEV LHD vehicles.
Ore will be hauled to surface using BEV haulage trucks early in the mine life. Once the shaft is commissioned, the BEV trucks will haul to the 0570 Level rock breaker stations feeding the shaft loading pocket. Waste rock will be hauled either to surface or to an active production level for use as stope backfill.
Mine dewatering will be achieved using a multilevel clean water system. Main sumps and pump stations will be located on the 0060, 0420, 0780, and 0960 Levels. The 0060 Level sump will collect surface run-off water that enters the mine via the ramp as well as most of the water transmitted through the sandstone layer. This sump will feed water into the process water system and pump the surplus water to surface. The 0420, 0780, and 0960 Level sumps will collect any remaining rock mass inflow water, plus the process water used during mining activities. The run-of-mine water will decant from the sumps through membranes. The clean water will be pumped to the next main sump (i.e., 0960 Level to 0780 Level, and 0780 Level to 0420 Level). The 0420 Level sump will feed water into the process water system and pump the surplus water to surface. The residual solids in the sumps will be mucked using an LHD and placed into a nearby empty stope for disposal.
Transverse and longitudinal longhole stopes will be backfilled with paste fill, using filtered tailings and pyrite concentrate from the processing facility. Some secondary stopes will be filled with unconsolidated development waste. Avoca stopes will be backfilled with waste rock generated from underground development. Conventional trackless mining equipment will be used to execute lateral development required to access the ore body. The targeted mine production rate is 4,900 tonnes per day (tpd) ore and the mine life will be approximately 20 years, including an initial ramp-up period of two years. To achieve this target, the mine plan will include longhole production from multiple mining blocks, with multiple stopes available per block.
The inclusion of the production shaft to hoist material to surface reduces truck haulage costs and provides a low cost and efficient means of transferring ore from the deeper levels to the surface processing facilities with a minimum of rehandling.
| 25.5.1 | Geotechnical |
The McIlvenna Bay geotechnical site characterization has incorporated geological and geotechnical drill core logs and laboratory strength testing data. Detailed review and analyses of all available data have led to the following conclusions:
There are three broad structural domains:
| 25.5.1.1 | Dolomite Cap |
Sub-horizontal bedding plane joints.
| Page 464 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 25.5.1.2 | Ore Zone Domain |
Foliation parallel jointing – typically 69° dip with 29° dip direction. The orientation of this set is variable in dip and dip direction.
| 25.5.1.3 | FW Zone Domain |
| · | Foliation-parallel jointing – typically 63° to 76° dip with 14° dip direction. The orientation of this set is variable in dip and dip direction. | |
| · | A weakly defined set dips of roughly 53° with dip direction of 125°. | |
| · | A sub-horizontal set with a dip of 13° to 22° with SSW to SSE dip direction. |
Joint surface conditions are most commonly rough and joint surface alteration ranges from clean to coated with softening or clay minerals.
The only major structural feature delineated in the geological model is the Koziol fault which is located approximately 50 m into the HW (minimum 20 m from deposit). Geotechnical logs characterize this feature as rubble and gouge on the order of 1 m thick; the geology shape of this fault is wider than 1 m and likely captures a larger area of influence. It is uncertain whether other large-scale faults exist near the deposit. Low RQD and fault intervals, as logged in the exploration database, indicate other possible faults. It is recommended that efforts be made to develop a fault model.
| 25.5.2 | Hydrogeological |
A hydrogeological model was prepared in the PFS and was rebuilt in the FS. More refined shallow geological layering and geological features such as faulting were also incorporated in the FS model. No additional work has been completed on the hydrogeological models for this NI 43-101 Refresh.
The understanding of site geology has not changed significantly since the completion of the PFS hydrogeological model. The 2021 geologic drilling activities onsite have resulted in no major changes in the interpretation of stratigraphy or faulting.
During the FS modeling, several refinements were made to the model to improve representation of the mine activities and surrounding geology.
The two-layer PFS model was refined vertically to consist of five layers in the FS model: Overburden, Dolostone, Sandstone, Regolith, and Bedrock. This refinement was completed to better represent the local shallow geology. A minimum thickness of 0.1 m was used for all layers, and the Koziol fault was simulated cutting across all the layers in the model. Zones of higher hydraulic conductivity were used to represent the fault, and finer mesh discretization was conducted along the fault line to increase model precision over this area.
| Page 465 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The FS model simulation predicted a total of approximately 2,000 L/min of steady-state inflow into the mine workings, which is in general agreement with the value predicted by the PFS model (2,394 L/min).
When geological surfaces from two sources are stitched together, interpolation artifacts at the stitching boundary are established. As such, the accuracy of the geologic interpretation at the stitching boundary may be limited. Additionally, the formation surfaces outside of the mine project area were projected based on the best available isopach data. Consequently, the model should not be relied upon to make detailed predictions outside of the mine project area or Leapfrog geologic model domain.
| 25.6 | Recovery Methods |
The interpretation of metallurgical testwork results has been used to prepare a detailed process design criteria for the plant. This information was used together with mass and water balances to prepare plant specifications and equipment listings that then formed the basis for capital cost estimation. A conceptual plant layout has been developed that provides sufficient detail for the appropriate estimation of steel, civil, and earthwork capital costs.
The selected process utilizes conventional mineral processing techniques and is similar to other VMS operations in the vicinity. Primary surface crushing operations are followed by coarse ore storage, ore blending (to deal with potential copper and zinc grade variability), secondary crushing, fine ore storage, grinding, sequential selective flotation, and flotation products dewatering. Since the day-to-day mix of CS and MS tonnage is expected to vary, a practical blending strategy is proposed using online grade measurement equipment (PGNAA technology) to allow for the separate stockpiling of “copper-rich” and “zinc-rich” ores on surface, and selectively draw from these piles to stabilize the grade of the mill feed. The monitoring of Cu/Zn grade on the blended mill feed stream provides feedback regarding the effectiveness of the overall blending procedure, thereby improving efficiency. This grade management strategy will assist to ensure that mill feed grade deviations are minimized.
Copper and zinc flotation concentrates contain minor concentrations of certain penalty elements, but in general can be considered high quality with 26% Cu in the copper concentrate and 50% Zn in the zinc concentrate (both life-of-mine average grades).
A pyrite flotation circuit at the back-end of the flotation plant circuit ensures that tailings destined for the filtered tailing storage facility include low concentrations of sulphur and can be treated as non-acid generating. Thickened underflow slurry (approximately 55% solids) will then be pumped to a storage tank at the paste plant. At the paste plant, the low concentrated sulphur flotation tailings will be used to produce a filtered cake suitable for stacking at the surface tailings facility, and for inclusion in the paste backfill material for use underground. Approximately half the processed tonnage is mixed with binder and used underground as a paste backfill.
| 25.7 | Project Infrastructure |
The McIlvenna Bay Project is located in one of Canada’s oldest mining districts, and near the town of Flin Flon, Manitoba. Flin Flon and its surrounds have well established infrastructure for road and rail transport, hydropower, and mining-related service providers.
| Page 466 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The site is connected to public road SK-106 via an existing 18 km all-season gravel road. Supplies will be trucked to site via Flin Flon and/or Saskatoon, Saskatchewan. Flotation concentrate products will be shipped to market via road to Flin Flon.
The McIlvenna Bay Project will include a relatively compact site with major features including the tailings storage facility, ore and waste rock storage pad, mine water treatment plant, and buildings such as admin and dry, gate house, truck shop and warehouse. The process facilities will include primary crusher, ore bin, process & paste plant building. The site will contain a 324-person camp with associated canteen, recreation, and sewage and potable water treatment infrastructure.
Phase I power will be supplied primarily through a power purchase agreement utilizing an onsite LNG 11.1 MW power plant, supplemented by the existing 25 kV distribution line. Phase II power will be provided from the Saskatchewan provincial grid via 77 km of new 138 kV transmission line from the Pelican Narrows substation.
The current mine production plan indicates that approximately 23.8 Mt of tailings will be produced from the on-site mineral processing plant over the life-of-mine.
To mitigate the risk of complications arising from generation of acid within the surface TSF, the sulphur content of the material to be stored on surface will be reduced within the process plant via a simple bulk sulphide flotation processing step. The small volume of sulphide flotation concentrate from this process will be bled into the underground paste backfill volume within the paste plant.
Approximately 8.5 Mt of the tailings will be separated into a higher-sulphur pyrite concentrate tailings stream that will be mixed with cement binder and utilized as underground backfill. In addition, 4.2 Mt of desulphurized tailings will also be used in the backfill. The remaining 11.1 Mt of tailings filter cake will be placed and compacted in an engineered Tailings Storage Facility (TSF) that will be constructed on the site of the closed sand quarry previously owned and operated by Preferred Sands Ltd.
| 25.8 | Market Studies and Contracts |
McIlvenna Bay will produce two saleable concentrates from the mineral processing facility: a copper concentrate and a zinc concentrate. A market study for copper and zinc concentrates was not conducted as part of the study, as these products are commonly traded at prevailing market rates. NSR calculations and economic modelling of the project used generic commercial terms as described within this report.
Pricing for metals contained in the concentrate will be based on market price at the time of sales, when the concentrate is received at the smelters.
The metal price assumptions used in this feasibility study are based on consensus pricing from a number of banking institutions to arrive at a reasonable long-term estimate. Metal price estimates are considered conservative based on supply and demand fundamentals.
| Page 467 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 25.9 | Environmental Studies, Permitting, and Social Impact |
Current exploration and construction activities are fully permitted and in good standing. The baseline environmental work completed for the project has been conducted over a period of several years by qualified independent consultants. Site-monitoring activities will continue as the project develops.
The baseline work completed for the project described a typical northern Saskatchewan setting and did not identify any issues that could materially impact the Project, assuming that proper planning, permitting, and mitigations are incorporated into the project design. Such mitigations may include, but are not limited to, habitat compensation for any fish habitat impacted by the project, possible mitigation strategies for vegetation and wildlife SOCC impacted by the project, and consultation with local First Nations and communities.
| 25.10 | Capital and Operating Costs |
Capital cost estimates were prepared by Stantec, G Mining Services, Paterson and Cooke, and Knight Piésold, with contributions from Foran.
The capital cost estimate meets the criteria to be classified as a Class 3 estimate, as defined by AACE International with an approximate accuracy of ±15%. All costs included in the estimate are reported in Q1 2025 Canadian dollars.
The capital cost estimate reflects a detailed bottom-up approach based on key engineering deliverables that define the project scope. This scope is described and quantified within material takeoffs (MTOs) in a series of line items.
The operating costs are based on mine and process plant design criteria, and engineering and unit cost information derived from various sources. The operating cost estimate meets the criteria to be classified as a Class 3 estimate, as defined by AACE International with an approximate accuracy of ±15%. All costs included in the estimate are reported in Q1 2025 Canadian dollars.
The operating cost estimate reflects a detailed bottom-up approach based on key engineering deliverables that define the project scope. This scope was described and quantified within MTOs in a series of line items.
| 25.11 | Economic Analysis |
A discounted cashflow analysis model has been developed for the project using Microsoft Excel, with revenues and costs input on an annual basis, commencing on a nominal date that corresponds to the continuation of detail design and construction after the completion of the ADEX program.
The model indicates the Project as described by this refresh, including all stated assumptions, is economically viable. The post-tax NPV (7.0% discount rate) is calculated to be $654.4M with an IRR of 23%.
Pre-production capital expenditures total $635.0M, including a $45.9M contingency allowance.
| Page 468 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
The project economics are sensitive to exchange rate, commodity prices (copper and zinc) and the metallurgical recovery.
| 25.12 | Adjacent Properties |
There are no producing metal mines adjacent to the McIlvenna Bay property
Other base metal and/or precious metal occurrences and prospects are known to exist on Foran’s claims and on adjacent ground. The more significant of these include the Balsam / Thunder Zone, located to the southeast along trend of McIlvenna Bay and the Miskat Zone, located approximately 10km to the south.
The past producing Hanson Lake Mine is located approximately 5 km to the northwest of McIlvenna Bay. The mine operated between 1967 and 1969 and produced 162,200 tonnes of ore averaging 9.99% Zn, 5.83% Pb, 0.51% Cu, and 4.0 oz/t Ag prior to being shut down. An undisclosed tonnage of unmined resource exists below the workings of the mine.
On January 23, 2020, Copper Reef Mining Corporation (Copper Reef) announced in a press release the commencement of a 4,300 m drilling program in the Flin Flon Camp of Manitoba and Saskatchewan (Copper Reef 2020a). Copper Reef started with a 630 m program of five holes at its 100% owned Hanson Lake Property in Saskatchewan where Copper Reef has outlined two horizons each 2.5 km long.
On August 14, 2020, Copper Reef announced that it had changed its name to Voyageur Mineral Explorers Corp. (Voyager; Copper Reef 2020B). There were no further press releases by copper Reef or Voyager regarding the results of the drilling at its Hanson Lake property in 2020 or subsequent years.
| Page 469 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 26 | Recommendations |
| 26.1 | General |
The work completed as part of this Technical Report Refresh outlines a project that is economically feasible given the stated inputs and assumptions. The work conducted over recent months has involved updating infrastructure, production rates, capital and operating costs, updating commodity pricing and exchange rates, and including updates on other opportunities.
Stantec recommends that the preferred project configuration, described within this report, should continue to be constructed as engineered. Estimates of cost and schedule for this are outlined in Section 26.6.
| 26.2 | Further Exploration |
Since acquiring the McIlvenna Bay Property, Foran has completed a number of economic studies as well as exploration and drilling programs on both the McIlvenna Bay Deposit and a number of secondary targets or zones including the Tesla and Bridge Zones. Foran has outlined potentially economic mineralization at the McIlvenna Bay Deposit, which continues to remain open down dip and plunge at depth, while the Tesla Zone remains the focus of most exploration expenditure as work continues towards a maiden resource estimate.
At the McIlvenna Bay Deposit, there has been sufficient drilling to continue to classify a large portion of the mineralization as indicated, according to the current (2014) CIM guidelines. The mineralization encountered at depth within the deposit continues to be classified as inferred, at this time. It is believed that future underground drilling programs will be able to upgrade at least a portion of the inferred material to indicated and to define further mineralization, both down dip and down plunge of the current mineral resource estimate.
Micon’s QPs make the following recommendations:
| · | Micon recommends that any future exploration drilling on the McIlvenna Bay Deposit should be conducted from underground. |
| · | Micon recommends that Foran continue to conduct exploration on the secondary deposits (Tesla) on the McIlvenna Bay property, including the Tesla and Bridge Zones, since these may contribute to mining production in the future. |
| 26.3 | Mining |
| 26.3.1 | Hydrogeology |
Stantec QP recommends that development completed through the sandstone in the decline, be monitored on a continual basis to ensure structural integrity of the access/decline. Cement and chemical grouting efforts have been successful in mitigating inflow in specific areas of the mine. Work completed in the Fresh Air Raise (FAR) was successful and will also require continual monitoring to ensure structural integrity. Learnings from the excavation in the decline and FAR will support a successful excavation in the Return Air Raise (RAR). If water inflow conditions change, additional hydrogeological assessments may be required.
| Page 470 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 26.3.2 | Underground Mining |
Stantec’s QP has identified various opportunities that have the potential to further improve project economics:
| · | Further optimization of the mine plan and stope sequence to identify and realize higher NPV. |
| · | Continue optimizing the cut-off NSR to improve resource conversion, extend the mine life, and determine the optimal cut-off grade that balances profitability and sustainability. |
| · | Based on the results through project execution, continue to evaluate the methodology for excavation and supporting the collars for shaft and RAR. The FS methodology is based on the sandstone and regolith layers being of very poor quality, requiring a combination of concrete and steel lining for support. |
| · | With the purchase of the major equipment fleet being BEV, performance will need to be continuously monitored and analyzed. Battery management will need to be a focus to ensure performance rates are maintained as outlined in this report. . |
| · | Continue to evaluate emerging technology that will increase automation in the operations to improve efficiency and safety. This could include more autonomous production equipment, as well as support equipment, such as boom trucks for transporting materials underground. |
| · | Complete the installation of a control room onsite, where semi-autonomous equipment could be operated from surface. Certain other non-production functions could also be performed from the site which would potentially help the company to attract and retain top-tier talent. |
| · | Foran should investigate and conduct trade-off studies adding locally sourced sand (dolomite) in the backfill to reduce binder cost. While further test work is required, the geochemical properties of the dolomite, combined with the cement used in the paste, can create a stronger product compared to using only tailings. This would result in a lower binder requirement. |
| 26.3.3 | Shaft / Hoisting Configuration |
The hoisting system carried in Technical Report is a vertical shaft, which is proposed to be Alimak raised in two legs. The shaft consists of three compartments, two for skips and one for the cage, along with two hoists and the related infrastructure. Foran should investigate the potential to raisebore the shaft. Foran should also consider options to reduce the number of hoists, by either eliminating the cage or considering a cage/skip combination in one compartment.
With the potential conversion from target areas including Tesla and Bridge, the size, depth, and location of the shaft should be re-evaluated.
Conduct trade-off studies to evaluate various material handling options at the shaft loading station. Explore opportunities for the BEV fleet to enhance overall productivity during downhill hauling operations, considering aspects such as route optimization, energy consumption, and load management. This analysis will help identify the most effective strategies for improving material handling processes and maximizing the performance of the BEV fleet.
| Page 471 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 26.4 | Metallurgy and Process |
Based on the test work completed to date and the results achieved, the following recommendations are made.
| · | Additional bench scale confirmation testing of zone and early year production composites from the advance exploration program currently underway. |
| · | Collection of additional grindability data, specifically for SAG and regrind mills. |
| · | Pilot flotation test work on the bulk sample material to provide confirmation of the following: |
| ‒ | Reagent dosages |
| ‒ | Circuit configuration |
| ‒ | Effect of process water recycling |
| ‒ | Tailings desulphurization |
| · | An opportunity may potentially exist to reject non-sulphide gangue and increase mill feed head grade using pre-concentration methods such as ore-sorting. |
| · | Paste uniaxial compression test show comparable strength with addition of on-site quarry sand and reduced binder content. Examine availability of quarry sand and impact on backfill and TMF volumes. |
| 26.5 | Infrastructure |
The following are potential opportunities, related to surface infrastructure, that should be investigated as new technology or information become available. Since these recommendations are considered long term, and will rely upon information from other sources, there have not been any cost estimates associated with this work.
| · | Continue effluent water quality modelling to optimize effluent discharge limits to Winn Bay per Metal and Diamond Mining Effluent Regulations (SOR/2002-222) as design input to permanent effluent treatment plant (ETP). |
| · | Initial test work conducted on core samples indicated amenability to ore sorting technology. More test work will be undertaken, using material from the planned bulk sample, to investigate sorting in the flowsheet. The benefit would be upgrading ore before it is milled, reducing costs. |
| · | The processing plant is being designed as an initial 4,900 tpd plant that could accommodate future potential phased expansions as Foran advances and delineates additional near-mine deposits across the Hanson Lake District. |
| 26.6 | Further Studies |
It is recommended that Foran continue with current construction activities to build the McIlvenna Bay Mine. The work will include the following.
Completing detailed engineering, procurement and construction of surface and underground infrastructure as part of the defined project.
| Page 472 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Continue to evaluate potential shaft locations and related infrastructure including developing a Class 2 CAPEX estimate.
Conduct an evaluation of WROP expansion throughout the entire operational life of mine. Analyze the long-term economic viability of the WROP expansion, including the costs associated with handling and mitigating the effects of the PAG material, as well as potential remediation strategies.
Finally, it is recommended that research continues into refining the depositional context and genetic models relating to the McIlvenna Bay Deposit, Tesla and Bridge Zones, including consideration of additional or overprinting mineralization styles that may occur in the district.
| Page 473 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 27 | References |
| 27.1 | Technical Reports, Papers and Other Sources |
Acton, D. F., G. A. Padbury, and C. T. Stushoff. 1998. The Ecoregions of Saskatchewan. Regina, Saskatchewan: Canadian Plains Research Centre.
Adamson, D.W., 1988. Volcanogenic Mineralization in the Limestone Lake Area, Saskatchewan, Canada: Thesis submitted for the degree of Doctor of Philosophy, University of Aston in Birmingham.
AGP Mining Consultants Inc., 2020. NI 43-101 Technical Report, Pre-feasibility Study for the McIlvenna Bay Project, Saskatchewan, Canada, Effective Date 12 March 2020, Report Date 27 April 2020, and Amended 14 July 2021. 436 p.
ALS Metallurgy – G&T Metallurgical Services. 2012. ”Scoping Level Metallurgical Assessment of the McIlvenna Bay Project,” Foran, KM3125, 28 May 2012.
ASKI Resources Management and Environmental Services LP (ASKI). 2012. McIlvenna Bay Project Tradition Land Use/Knowledge Inventory. Prepared for Foran Gold, Vancouver, British Columbia.
Balyasny Asset Management [J. Adams]. 2022. Commercial Assumptions: Foran McIlvenna Bay Concentrate Sales Market Condition [Email]. Received by D. Myerson, 22 February 2022.
Barrie, C.T., Hannington, M.D., 1999. Classification of volcanic-associated massive sulfide deposits based on host rock composition In: Barrie CT, Hannington MD (Eds.) Volcanic-associated massive sulfide deposits; processes and examples in modern and ancient settings. Society Economic Geologists, pp. 2–12.
Base Metallurgical Laboratories (BML). 2015. Preliminary Metallurgical Assessment Bigstone Copper-Zinc Deposit. Prepared for Foran Mining Corp., November 19, 2015.
Base Metallurgical Laboratories (BML). 2022. Metallurgical Study: McIlvenna Bay Project –BL0770. Report # BL0770, 01 April 2022.
Cameco – BHP – Foran. 2005. Property Option Agreement. Between Cameco Corporation, Billiton Metals Canada Inc., and Foran. Effective date: 24 January 2005.
Cameco – Rio Algom – Foran. 2015. Notice of Assignment of Royalty Interest: Cameco Corporation, Rio Algom Limited, and Foran. Effective date: 24 April 2005.
Canada North Environmental Services (CanNorth). 2013. McIlvenna Bay Project Environmental Baseline Assessment. Prepared for Foran, Vancouver, British Columbia.
CanNorth. 2022a. McIlvenna Bay Project 2021 Climate, Air Quality, and Light report. Prepared for Foran.
| Page 474 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
CanNorth. 2022b. McIlvenna Bay Project 2021 Environmental Baseline Report. Prepared for Foran.
CanNorth. 2022c. McIlvenna Bay Project 2022 Environmental Baseline Investigations: Bat Survey Results. Prepared for McIlvenna Bay Operating Ltd., Project No. 3755-1, Final Report, March.
CanNorth. 2022d. McIlvenna Bay Project Socio-Economic and Land Use Baseline Study. Prepared for McIlvenna Bay Operating Limited, November.
CanNorth. 2022e. McIlvenna Bay Project 2022 Environmental Baseline Investigations. Prepared for Foran.
CanNorth. 2023. McIlvenna Bay Project 2022 Fall Environmental Baseline Investigations. Prepared for Foran.
CanNorth. 2024a. Human Health and Ecological Risk Assessment for the PLS project Environmental Impact Assessment. Proj. No. 4110, Prepared for Fission Uranium Corp., Kelowna, BC. July.
CanNorth. 2024b. McIlvenna Bay 2024 Wetland Vegetation Before-After-Control-Impact Monitoring Program.
CIM Council. 2014. CIM Definition Standards for Mineral Resources and Mineral Reserves. Prepared by the CIM Standing Committee on Reserve Definitions, Canadian Institute of Mining, Metallurgy and Petroleum.
CIM Council. 2019. CIM Estimation of Mineral Resources and Mineral Reserves Best Practices Guidelines. Prepared by the CIM Mineral Resource & Mineral Reserve Committee, Canadian Institute of Mining, Metallurgy and Petroleum.
Committee on the Status of Endangered Wildlife in Canada (COSEWIC). 2021. COSEWIC Status Reports. https://cosewic.ca/index.php/en-ca/statusreports.
Conor Pacific. 1999. Upper and Lower Link Lakes Fisheries Investigation.
Cook, R. B., and C. M. Moore. 2006. Technical Report on McIlvenna Bay, Saskatchewan, 2006: NI 43-101 Technical Report Prepared for Eldorado Gold. Report Prepared by Scott Wilson RPA. Effective Date 16 November 2006.
Copper Reef Mining Corporation (Copper Reef). 2020a. “Copper Reef to Begin Large Drill Program in The Flin Flon Belt,” 23 January 2020. https://voyageurexplorers.com/news/copper-reef-to-begin-large-drill-program-in-the-flin-flon-belt/
Copper Reef Mining Corporation (Copper Reef). 2020b. “Copper Reef Changes Name To Voyageur Mineral Explorers Corp.,” 14 August 2020. https://voyageurexplorers.com/news/copper-reef-changes-name-to-voyageur-mineral-explorers-corp/
| Page 475 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Di Prisco, G. 2019. Mineral Characterization of Mineralization Types and Predictive Metallurgy Evaluation of Core Samples Used for Metallurgical Testing the McIlvenna Bay VMS Deposit, Saskatchewan.
Dudek, D., 2003: Bigstone Project Diamond Drilling - Winter 2002: Aur Resources Inc. Private Report.
Environment Canada (EC). 2009. Petroleum Industry Activity Guidelines for Wildlife Species at Risk in the Prairie and Northern Region. Canadian Wildlife Service, Environment Canada, Prairie and Northern Region, Edmonton Alberta. 64p.
Environment Canada (EC). 2011a. Guidelines for the Assessment of Alternatives for Mine Waste Disposal. Environment Canada, September 2011.
Environment Canada (EC). 2011b. Recovery Strategy for the Woodland Caribou, Boreal Population (Rangifer tarandus caribou) in Canada [Proposed]. Species at Risk Act Recovery Strategy Series. Environment Canada, Ottawa. vi + 55 pp.
Ernst & Young LLP (EY) [H. Pandya]. 2021. Life of Mine Model : High Level Review on the Tax Logic [Email]. Received by A. Karbovskiy, 15 September 2021.
Foran – Copper Reef. 2010. Asset Purchase Agreement. Between Foran and Copper Reef Mining Corporation. 17 October 2010.
Foran - Foran Mining: McIlvenna Bay Project, Site Wide Water Balance Final Report H371884-0000-2B0-066-0001, Rev. C. 2024
Galley, A. G., M. D. Hannington, and I. R. Jonasson. 2006. Volcanogenic Massive Sulphide Deposits. Ottawa: Geological Survey of Canada. https://explorationinsights.com/site/assets/files/4062/vms_deposits.pdf.
Golder Associates, Ltd., B. Wickland, and D. Winston. 2012. Technical Memorandum on Phase 1 of TSF Siting Study of McIlvenna Bay Project, Saskatchewan.
Golder Associates, Ltd. 2013. Report on Preliminary Study on Mine Waste Management, McIlvenna Bay Project.
Golder Associates, Ltd., M. Shang, B. Wickland, and J. Hull. 2014. Technical Memorandum on Tailings Storage Facility Cost Estimate, PEA, McIlvenna Bay Project, Saskatchewan.
Golder Associates, Ltd., and D. Winston. 2014. Technical Memorandum on Design Basis for Preliminary Study on Mine Waste Management, McIlvenna Bay Project, Saskatchewan, Canada.
Government of Canada (GC). 1991. The Federal Policy on Wetland Conservation. https://publications.gc.ca/site/eng/100725/publication.html
Government of Canada (GC). 1994. Migratory Birds Convention Act. http://laws-lois.justice.gc.ca/eng/acts/M-7.01/.
| Page 476 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Government of Canada (GC). 2019. Impact Assessment Act. https://laws.justice.gc.ca/eng/acts/I-2.75/FullText.html.
Government of Saskatchewan (GS). 1980. Environmental Assessment Act. Chapter E-10.1 of the Statutes of Saskatchewan 1979-80 (effective August 25, 1980) as amended by the Statutes of Saskatchewan, 1983 c.77; 1988-89 c.42 and c.55; 1996 c.F-19.1; 2002, c.C-11.1; 2010, c.11; 2013, c.27; and 2018, c.42.
Government of Saskatchewan (GS). 1998. Wildlife Act. http://www.publications.gov.sk.ca/details.cfm?p=938.
Hamilton, A., 2015: Database Compilation and Data Verification for the Bigstone Copper-Zinc Project Saskatchewan, Canada. Prepared for Foran. May 27, 2015.
Healey, C.M., 1990: Granges Inc. Bigstone Deposit Estimate of In Situ Reserves and Additional Potential.
Health Canada. 2016a. Guidance for Evaluating Human Health Impacts in Environmental Assessment: air quality. Ottawa.
Health Canada. 2016b. Guidance for Evaluating Human Health Impacts in Environmental Assessment: drinking and recreational water quality. Ottawa.
Health Canada. 2017a. Guidance for Evaluating Human Health Impacts in Environmental Assessment: Noise. Ottawa.
Health Canada. 2017b. Guidance for Evaluating Human Health Impacts in Environmental Assessment: country foods. Ottawa.
Health Canada. 2019. Guidance for Evaluating Human Health Impacts in Environmental Assessment: Human Health Risk Assessment.
HudBay. 2021. Hudbay releases first quarter 2021 results. TMX, NYSE - HBM 2021 No. 8. https://s23.q4cdn.com/405985100/files/doc_news/2021/HBMNR8_AnnualReserveResourceUpdate_FINAL.pdf.
Indigenous and Northern Affairs Canada (INAC). 2021. First Nations Profile : Peter Ballantyne Cree Nation. https://www12.statcan.gc.ca/census-recensement/2016/dp-pd/prof/details/page.cfm?Lang=E&Geo1=CSD&Code1=4718052&Geo2=CD&Code2=4718&SearchText=Flin Flon&SearchType=Begins&SearchPR=01&B1=All&TABID=1&type=0.
ISRM. 2007. The Complete ISRM Suggested Methods for Rock Characterization, Testing and Monitoring: 1974-2006. (eds. R. Ulusay & J.A. Hudson). ISRM Turkish National Group, Ankara, Turkey.
| Page 477 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Knight Piésold. 2022. Preliminary ADEX Geochemical Characterization - McIlvenna Bay Project - Update. File No. NB101-00734/05-A.01, Memorandum from A. Blackwell to G. Lamarche, September 30.
Kociumbas, M. 2000. WGM Review of Resource Estimate for McIlvenna Bay. Unpublished Internal Report to Foran Mining Corp. 7p.
Kooyman, B. P. 2000. Understanding Stone Tools and Archaeological Sites. University of Calgary Press, Calgary, Alberta.
Koziol, M., D. Bell, and K. Wasyliuk. 1991. Hanson Lake Project, Winter 1991 Diamond Drilling Program Groups 44830 & 44925, Northern Mining District, Saskatchewan, NTS 63L/10. Cameco Corporation Internal Report, May 1991, 3v.
Large, R.R., Blundell, D., (Eds.), 2000, Database on Global VMS districts. CODES-GEODE, Hobart.
Lemaitre, R., 2000, Resource Estimates of McIlvenna Bay, July 2000: Hanson Lake, Saskatchewan; internal report by M’Ore Exploration Services Ltd, Foran. 51 p., plus 6 Appendices Lewis, W. J., A. J. San Martin, and L. Jones. 2021. Technical Report for the 2021 Mineral Resource Estimate on the McIlvenna Bay Project Saskatchewan, Canada. Technical Report Prepared for Foran. Effective Date 6 September 2021.
Lewis, W., A. J. San Martin, and R. M Gowans. 2019. Technical Report for the 2019 Mineral Resource Estimate on the McIlvenna Bay Project, Saskatchewan, Canada. Technical Report Prepared for Foran. Effective Date 7 May 2019. 174p.
Lewis, W.J., A., Cole, S. Holloway, D. Flood, M. Patel, J. Howery, and A. McIntyre. 2020. Technical Report on The Pre-feasibility Study on the McIlvenna Bay Project Saskatchewan, Canada. Technical Report Prepared for Foran, Effective Date 12 March 2020.
Lewis, W., A. J. San Martin, and L. Jones. Technical Report for the 2021 Mineral Resource Estimate on the McIlvenna Bay Project Saskatchewan, Canada. Technical Report Prepared for Foran. Effective Date 6 September 2021
Lydon, J. W., 1984, Ore Deposit Models - 8. Volcanogenic Massive Sulphide Deposits Part I: A Descriptive Model.
Lydon, J. W. 1990. Volcanogenic Massive Sulphide Deposits Part 1: A Descriptive Model. Vol. 3, in Ore Deposits Models, edited by R. G. Roberts and P. A. Sheahan. Geoscience Canada Reprint Series.
Makarenko, M., D. Kennard, M. Bender, D. Rennie, J. Hull, L. Correia, and K. Major. 2015. Technical Report on the Preliminary Economic Assessment on the McIlvenna Bay Project Saskatchewan, Canada. Technical Report Prepared for Foran. Effective Date 21 January 2015.
March, R., 2019. Gemcom Database – Data Adjustment. Internal Memorandum, Foran Mining Corp.
| Page 478 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Marles, R. 1984. The Ethnobotany of the Chipewyan of Northern Saskatchewan (Unpublished). M.Sc. Thesis, Department of Biology, University of Saskatchewan, Saskatoon, Saskatchewan.
Marles, R., C. Clavelle, L. Monteleone, N. Tays, and D. Burns. 2008, Aboriginal Plant Use in Canada's Northwest Boreal Forest. Natural Resources Canada, Edmonton, Alberta.
Masun, K. M. and D. W. Rennie. 2021. NI 43-101 Technical Report on the Bigstone Project, East Central Saskatchewan, Canada. 139 p.
Maxeiner, R.O., Sibbald, T.I., William L.S., Heaman, L.M., and Watters B.R., 1995: Lithogeochemistry of volcano-plutonic assemblages of the southern Hanson Lake Block and southeastern Glennie Domain, Trans-Hudsonian Orogen: evidence for a single island arc complex, Canadian Journal of Earth Sciences, v. 36, pp 209-225.
Maxeiner, R. O., T. I. Sibbald, L. S. William, L. M. Heaman, and B. R. Watters. 1999. Lithogeochemistry of Volcano-Plutonic Assemblages of the Southern Hanson Lake Block and Southeastern Glennie Domain, Trans-Hudsonian Orogen: Evidence for a Single Island Arc Complex. Canadian Journal of Earth Sciences 36: 209-225.
McIlvenna Bay Operating Ltd. (MBO), 2022. Revised Technical Proposal and Terms of Reference: McIlvenna Bay Project. Submitted to Saskatchewan Ministry of Environment, September.
McIlvenna Bay Operating Ltd. (MBO), 2023. McIlvenna Bay Project Environmental Impact Statement. Final Report for Public Review.
McMartin, I., P. J. Henderson, and E. Neilson. 1999. Impact of a Base Metal Smelter on the Geochemistry of Soils in the Flin Flon Region, Manitoba, and Saskatchewan. Canadian Journal of Earth Sciences 35: 141-160.
MNP. 2022. Peter Ballantyne Cree Nation Assessment Report: McIlvenna Bay Project. July 28.
Morrelli, R., and MacLlachlan, K., 2008: Towards a Revised Geological Map of Buried Precambrian Basement of the Flin Flon and Glennie Domains; in Summary of Investigations. Regina: Saskatchewan Geological Survey, Sask. Ministry of Energy and Resources.
Moerman, D. 2010. Native American Plant Foods. Timber Press, Portland, Oregon.
MRDI. 1998. Hanson Lake Due Diligence and Scoping Study L313-2A000-01 for Foran. Report prepared by MRDI, Saskatoon, Saskatchewan, April 1998, 164 p.
Peter Ballantyne Cree Nation (PBCN). 2021. Communities: Deschambault Lake. https://www.peterballantyne.ca/deschambault-lake/ Accessed 03 November 2021.
PBCN and LGL. Monitoring Report Hanson Lake Environmental Performance Report. Prepared for the Saskatchewan Ministry of Energy and Resources. 2024
| Page 479 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Peter Ballantyne Cree Nation Health Services (PBCN Health Services). 2021. Communities: Deschambault Lake. http://www.pbcnhealthservices.org/index.php/communities/deschambault-lake/ Accessed 03 November 2021.
Peter Ballantyne Cree Nation (PBCN). 2024 Communities: https://pbcn.ca/communities.html/ Accessed 28 January 2025
Rennie, D. W. 2011. Technical Report for the 2011 Mineral Resource Estimate on the McIlvenna Bay Project Saskatchewan, Canada. Technical Report prepared for Foran. Effective date: 09 December 2011.
Rennie, D. W. 2013. McIlvenna Bay Project Mineral Resource Estimate Update, internal letter report to Foran, April 16, 2013. Report Issued by RPA, 18 p.
Rennie, D. W. 2014. Revised sections of the 2011 RPA Technical Report for Inclusion in the 2014 JDS Technical Report. Undated Internal Draft Sections.
Rio Algom – BHP – Foran – Cameco. 2015. Deed of Assumption and Assignment. Between Rio Algom Limited, BHP Billiton Royalty Investments Pty Ltd, Foran, and Cameco Corporation.
Rio Algom – BHP. 2015. Sale and Purchase Deed. Between Rio Algom Limited, BHP Billiton Royalty Investments Pty Ltd.
RockEng. 2022. Geomechanical Support for the McIlvenna Bay Feasibility Study - March 2022.
Sangster, D. F., and S. D. Scott. 1976. Precambrian Stratabound Massive Cu-Zn-Pb Sulphide Ores of North America. In Handbook of Stratabound and Stratiform Ore Deposits, edited by K. H. Wolf, 130-221. Amsterdam: Elsevier Scientific Publishing Co.
Species at Risk Public Registry (SARPR). 2011. Species Profile: Woodland Caribou Boreal Population. Environment Canada. http://www.sararegistry.gc.ca/species/speciesDetails_e.cfm?sid=636
Species at Risk Public Registry (SARPR). 2014. Species List. Environment Canada, Ottawa, Ontario. http://www.sararegistry.gc.ca/species/default_e.cfm.
Species at Risk Public Registry (SARPR). 2020. Species List. Environment and Climate Change Canada. https://species-registry.canada.ca/index-en.html#/species?sortBy=commonNameSort&sortDirection=asc&pageSize=10.
Saskatchewan Conservation Data Centre (SKCDC). 2020a. Taxa list for vertebrates. http://www.biodiversity.sk.ca/SppList/verts.pdf (accessed 06 June 2018).
Saskatchewan Conservation Data Centre (SKCDC). 2020b. Saskatchewan vascular plant taxa list. Regina, Saskatchewan. http://www.biodiversity.sk.ca/SppList.htm (accessed 20 March 2018).
| Page 480 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Saskatchewan Gazette. 2002. Struck Off the Register Pursuant to Section 290. December 27, 98(52): 1486.
Saskatchewan Ministry of Environment (SKMOE). 2008. Northern Mine Decommissioning and Reclamation Guidelines. EPB 381. https://pubsaskdev.blob.core.windows.net/pubsask-prod/96788/96788-Northern_Mine_Decomissioning_and_Reclamation_Guidelines.pdf.
Saskatchewan Ministry of Environment (SKMOE). 2012. Saskatchewan Air Quality Modelling Guideline. March.
Saskatchewan Ministry of Environment (SKMOE). 2014a. Environmental Assessment in Saskatchewan. A High-Level Overview of the Environmental Assessment Process for Developments within Saskatchewan under the Environmental Assessment Act. Environmental Assessment Branch, Regina, SK.
Saskatchewan Ministry of Environment (SKMOE). 2014b. Environmental Monitoring Guidelines for Mining / Industrial Operations (Draft). Version 4.3, November 5, 2014.
Saskatchewan Ministry of Environment (SKMOE). 2014c. Consultation with First Nations and Métis in Saskatchewan Environmental Impact Assessment.
Saskatchewan Ministry of Environment (SKMOE), 2014d, Activity Restriction Guidelines for Sensitive Species. February 2014. Fish and Wildlife Branch, Ministry of Environment, Regina, Saskatchewan.
Saskatchewan Ministry of Environment (SKMOE). 2017. Saskatchewan Activity Restriction Guidelines for Sensitive Species. https://publications.saskatchewan.ca/#/products/79241.
Saskatchewan Ministry of Environment (SKMOE). 2019. Rare vascular plant survey protocol. http://www.publications.gov.sk.ca/details.cfm?p=79238.
SRK. 2025. McIlvenna Bay Project Supplemental Geochemistry Report.
Stehwien, B., 2021. Memorandum – Land status of mineral claims held by Foran at its Bigstone exploration property as of November 30, 2020. Prepared for Foran. May 21, 2021.
Stantec. 2021. Groundwater Model Update: Foran, McIlvenna Bay, Underground Mine Feasibility Study, Project 169521520. Issued 19 November 2021.
Stantec. 2022. McIlvenna Bay Hydrogeology Baseline Technical Data Report. Prepared for McIlvenna Bay Operating Limited, April 30.
Statistics Canada (StatsCan). 2021. Census Profile, 2021 Census of Population. Retrieved from https://www12.statcan.gc.ca/census-recensement/2021/dp-pd/prof/index.cfm?Lang=E.
| Page 481 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Strong Pine Energy Services (SPES). 2019. Strong Pine Energy Services Environmental Impact Statement; Silica Sand Project, Hanson Lake, Saskatchewan.
Syme, E. C., S. B. Lucas, A. H. Bailes, and R. A. Stern. 1999. Contrasting Arc and MORB-like Assemblages in the Paleoproterozoic Flin Flon Belt, Manitoba, and the Role of Intra-Arc Extension in Localizing Volcanic-Hosted Massive Sulphide Deposits. Canadian Journal of Earth Sciences 36: 1767-1788.
Taylor, C.D., Zierenberg, R.A., Goldfarb, R.J., Kilburn, J.E., Seal, R.R., II, and Kleinkopf, M.D., 1995, Volcanic-associated massive sulfide deposits, in du Bray, E.A., ed., Preliminary compilation of descriptive geo-environmental mineral deposit models: U.S. Geological Survey Open-File Report 95–851, pp. 137–144.
Terra Mineralogical Services Inc. 2012. Initial Ore Characterization and Predictive Metallurgy Evaluation of the Drill Core Samples from the McIlvenna Bay VMS Deposit.
Terrestrial and Aquatic Ecosystem Managers (TAEM). 1990a. Aquatic biological resources of the Hanson Lake project area, Saskatchewan. Prepared for Cameco Corporation, Saskatoon, Saskatchewan.
Terrestrial and Aquatic Ecosystem Managers (TAEM). 1990b. Aquatic biological resources of the Hanson Lake Project Area, Spring Spawning Investigations. Prepared for Cameco Corporation, Saskatoon, Saskatchewan.
Wood Mackenzie. 2019. “Global zinc long-term outlook.” June 26. https://www.woodmac.com/reports/metals-global-zinc-long-term-outlook-q2-2019-319195.
Wood Mackenzie. 2021. “Will a lack of supply growth come back to bite the copper industry?” March 23. https://www.woodmac.com/news/opinion/will-a-lack-of-supply-growth-come-back-to-bite-the-copper-industry/.
Westerhaver, Eric. 2021. ”Hudbay starts plan to shift jobs to Snow Lake, announces update for Snow Lake area.” The Reminder, April 7. https://www.thereminder.ca/local-news/hudbay-starts-plan-to-shift-jobs-to-snow-lake-announces-updates-for-snow-lake-area-4210827.
Westerhaver, Eric. 2022. "Zinc plant to shut down in May, 777 and mill in June, about 275 layoffs expected, shop and admin to stay open: Hudbay." The Reminder, February 11. https://www.thereminder.ca/local-news/hudbay-set-to-shut-down-zinc-plant-in-may-777-and-mill-in-june-about-275-layoffs-expected-shop-and-admin-to-stay-open-hudbay-5051581.
Zwanzig, H. V., and D. C. Schledewitz. 1997. Geological Compilation of Parts of the Flin Flon Terrane and Kisseynew Gneisses, Trans Hudson Orogen, Manitoba. GAC-MAC Annual Meeting Abstract Volume 22: A163.
| Page 482 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 27.2 | Internet Sources |
Foran website: www.foranmining.com, (2014 to 2021) Press Releases.
Hudbay Minerals Inc. website: www.hudbayminerals.com, (2018 and 2019) Press Releases.
Kitco website: www.kitco.com
SEDAR website: www.sedar.com
Voyageur Mineral Explorers Corp. website: www.voyageurexplorers.com, (2020 and 2021 Press Releases)
| Page 483 of 483 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
| 28 | Certificates of Qualification |
Certificate of Qualified Person
I, Mark Hatton, P.Eng., do hereby certify that:
| 1. | I am currently employed as Mining Engineer by Stantec Consulting Ltd. (Stantec), 1-1760 Regent St., Sudbury, ON, Canada P3E 3Z8. |
| 2. | I graduated with a Bachelor of Science Degree in Mining Engineering from the Queen’s University in Kingston Ontario in 1994. |
| 3. | I am a member in-good-standing of the Professional Engineers Ontario (Registration #90433939). |
| 4. | I have practiced my profession continuously since 1994 and have experience in mining operations and consulting. I have worked as a Mining Engineer with Stantec for 30 years working on studies for most commodities in many different countries, with 4 years of on-site operations experience at nickel, gold, potash and zinc mines in Canada, Tanzania, and Turkey. My relevant experience includes underground mine design, surface and underground related infrastructure, capital and operating cost estimates, and cash flow modelling and financial analysis for gold, nickel, zinc, copper, and uranium mines in Canada, and Mexico. |
| 5. | I have read the definition of “qualified person” set out in National Instrument 43-101 (NI 43-101) and certify that by reason of my education, affiliation with a professional association (as defined in NI 43-101), and past relevant work experience, I meet the requirements to be a “qualified person” for the purposes of NI 43-101. |
| 6. | I am the co-author of the Report and am responsible for Sections 1.1, 1.2, 1.9 to 1.12 to 1.17, 2, 3, 15, 16.1, 16.3 to 16.16, 18.5, 19, 20, 21.1.1, 21.1.2, 21.1.6, 21.1.7, 21.2.1, 21.2.3, 22, 24, 25.2, 25.4, 25.5, 25.8, 25.9, 25.10, 25.11, 26.1, 26.3 and 26.6 of the report titled “Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada” with an effective date of March 12, 2025, prepared for Foran Mining Corp. and readdressed to Eldorado Gold Corporation on May 29, 2026. |
| 7. | I have read NI 43-101 and Form 43-101F1, and the Technical Report has been prepared in compliance with that instrument and form. |
| 8. | I personally inspected the property during a site visit on August 23, 2021. |
| 9. | I have had no prior involvement with the McIlvenna Bay Project that is subject to this Report. |
| 10. | At the effective date of the Technical Report, to the best of my knowledge, information, and belief, the Technical Report contains all scientific and technical information that is required to be disclosed to make the Technical Report not misleading. |
| 11. | I am not aware of any material fact or material change with respect to the subject matter of the Technical Report that is not reflected in the Report, the omission to disclose which makes the Report misleading. |
| 12. | I am independent of the issuer applying all of the tests in Section 1.5 of NI 43-101. |
| Dated this June 8, 2026. | |
| (signed) "Mark Hatton" | |
| Mark Hatton, P.Eng. |
| June 2026 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Certificate of Qualified Person
I, Neil Lincoln, P.Eng., do hereby certify that:
| 1. | I am Consulting Metallurgist at Lincoln Metallurgical Inc, located at 1565 Lords Manor Lane, Ottawa, Ontario, K4M 1K3, Canada. |
| 2. | I graduated from the University of the Witwatersrand, South Africa, in 1994 with a Bachelor of Science in Metallurgy and Materials Engineering (Minerals Process Engineering) degree. |
| 3. | I am a professional engineer in good standing with the Professional Engineers Ontario (PEO), no. 100039153 and Association of Professional Engineers and Geoscientists of Saskatchewan (APEGS), no. 21937. |
| 4. | I have practiced my profession in the mining industry continuously since graduation. I have over 30 years experience as a metallurgist and study manager. I have sufficient relevant experience having worked on numerous projects ranging from scoping studies, prefeasibility and feasibility studies to project implementation related to mineral processing plants. My mineral processing commodity and unit operations experience includes precious metals, base metals and industrial minerals covering metallurgical test work to process plant design. As a result of my experience and qualifications, I am a Qualified Person as defined in NI 43 101. Select recent base metal projects include: |
| · | Loma Larga Project (Feasibility Study) for Dundee Precious Metals, Ecuador |
| · | Vares Project (Pre-feasibility Study) for Adriatic Metals, Bosnia and Herzegovina |
| · | Back Forty Project (Feasibility Study) for Aquila Resources, Michigan, USA |
| 5. | I have read the definition of “qualified person” set out in National Instrument 43-101 (NI 43-101) and certify that by reason of my education, affiliation with a professional association (as defined in NI 43-101), and past relevant work experience, I meet the requirements to be a “qualified person” for the purposes of NI 43-101. |
| 6. | I am responsible for the preparation of Sections 1.6, 1.10, 13, 17 and 26.4 of the report titled “Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada” with an effective date of March 12, 2025, prepared for Foran Mining Corp. and readdressed to Eldorado Gold Corporation on May 29, 2026. |
| 7. | I have read NI 43-101 and Form 43-101F1, and the Technical Report has been prepared in compliance with that instrument and form. |
| 8. | I have not visited the property. |
| 9. | I have had no prior involvement with the McIlvenna Bay Project that is subject to this Report. |
| 10. | At the effective date of the Technical Report, to the best of my knowledge, information, and belief, the Technical Report contains all scientific and technical information that is required to be disclosed to make the Technical Report not misleading. |
| 11. | I am not aware of any material fact or material change with respect to the subject matter of the Technical Report that is not reflected in the Report, the omission to disclose which makes the Report misleading. |
| 12. | I am independent of the issuer applying all of the tests in Section 1.5 of NI 43-101. |
| Dated this June 8, 2026. | |
| (signed) "Neil Lincoln" | |
| Neil Lincoln, P.Eng. |
| June 2026 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Certificate of Qualified Person
I, William J. Lewis, P.Geo., do hereby certify that:
| 1. | I, William J. Lewis, B.Sc., P.Geo., am employed as a Principal Geologist with Micon International Limited located at #601–90 Eglinton Ave East, Toronto, ON, M4P 2Y3 Canada. |
| 2. | I graduated from The University of British Columbia with a B.Sc. (Geology) in 1985. |
| 3. | I am a member in good standing of a number of Canadian Professional Associations: The Association of Professional Engineers and Geoscientists of Manitoba, membership #1450, Association of Professional Engineers and Geoscientists of British Columbia (Membership # 20333), Association of Professional Engineers, Geologists and Geophysicists of the Northwest Territories (Membership # 1450) and the Professional Association of Geoscientists of Ontario (Membership # 1522). |
| 4. | I have practiced my profession continuously since 1985. I have sufficient relevant experience having worked as an exploration geologist, an underground mine geologist and as a surficial and consulting geologist on precious and base metal deposits, industrial and specialty minerals. |
| 5. | I have read the definition of “qualified person” set out in National Instrument 43-101 (NI 43-101) and certify that by reason of my education, affiliation with a professional association (as defined in NI 43-101), and past relevant work experience, I meet the requirements to be a “qualified person” for the purposes of NI 43-101. |
| 6. | I am responsible for Sections 1.3 to 1.5, 1.7, 1.8, 4 to 12, 14, 23, 25.1, 25.12 and 26.2 of the report titled “Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada” with an effective date of March 12, 2025, prepared for Foran Mining Corp. and readdressed to Eldorado Gold Corporation on May 29, 2026. |
| 7. | I last visited the McIlvenna Bay Project from August 16 to 18, 2018 and again from November 17 to 19, 2021. |
| 8. | I am independent of the issuer and its subsidiaries as described by Section 1.5 of the instrument. |
| 9. | I have previous involvement with the McIlvenna Bay Project as a co-author of a number of previous Technical Reports related to the project. |
| 10. | I have read NI 43–101 and the sections of the Technical Report for which I am responsible have been prepared in compliance with that Instrument. |
| 11. | I am not aware of any material fact or material change with respect to the subject matter of the Technical Report that is not reflected in the Report, the omission to disclose which makes the Report misleading |
| 12. | As of the effective date of the Technical Report, to the best of my knowledge, information, and belief, the sections of the Technical Report that I am responsible for, contain all scientific and technical information that is required to be disclosed to make those sections of the Technical Report not misleading. |
| Dated this June 8, 2026. | |
| (signed) "William J. Lewis" | |
| William J. Lewis, P.Geo. |
| June 2026 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Certificate of Qualified Person
I, Charles Wilson Muir, P.Eng. do hereby certify that:
| 1. | I am currently employed as Senior Engineer by Knight Piésold Ltd. at Suite 200 - 1164 Devonshire Avenue, North Bay, Ontario, P1B 6X7, Canada. |
| 2. | I graduated with a Geological Engineering degree from the University of British Columbia in 1994. |
| 3. | I am a member in-good-standing of the Association of Professional Engineers & Geoscientists of Saskatchewan (Member #74788). |
| 4. | I have worked as an Engineer continuously since graduating from my degree in Geological Engineering. I have 27 years of experience in the evaluation and analysis of tailings and water management. |
| 5. | I have read the definition of “qualified person” set out in National Instrument 43-101 (NI 43-101) and certify that by reason of my education, affiliation with a professional association (as defined in NI 43-101), and past relevant work experience, I meet the requirements to be a “qualified person” for the purposes of NI 43-101. |
| 6. | I am responsible for the preparation of Section 18.9, 18.10, 21.1.4, 21.2.4, 25.3 and 25.6 of the report titled “Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada” with an effective date of March 12, 2025, prepared for Foran Mining Corp. and readdressed to Eldorado Gold Corporation on May 29, 2026. |
| 7. | I have read NI 43-101 and Form 43-101F1, and the Technical Report has been prepared in compliance with that instrument and form. |
| 8. | I personally inspected the property during a site visit in May 2023. |
| 9. | I have had no prior involvement with the McIlvenna Bay Project that is subject to this Report. |
| 10. | At the effective date of the Technical Report, to the best of my knowledge, information, and belief, the Technical Report contains all scientific and technical information that is required to be disclosed to make the Technical Report not misleading. |
| 11. | I am not aware of any material fact or material change with respect to the subject matter of the Technical Report that is not reflected in the Report, the omission to disclose which makes the Report misleading. |
| 12. | I am independent of the issuer applying all of the tests in Section 1.5 of NI 43-101. |
| Dated this June 8, 2026. | |
| (signed) "Wilson Muir" | |
| Wilson Muir, P.Eng. |
| June 2026 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Certificate of Qualified Person
I, Lindsay Moreau-Verlaan, P.Eng., do hereby certify that:
| 1. | I am currently employed as a Principal Geomechanic Consultant by RockEng Inc. (RockEng), 920 Princess St., Suite 310, Kingston, ON, Canada K7L1H1. |
| 2. | I graduated with a Master of Applied Science degree from the University of British Columbia in 2006. |
| 3. | I am a member in-good-standing of the Professional Engineers Ontario (Member #100115198). |
| 4. | I have worked as an Engineer since graduating from my undergraduate degree in Mining Engineering. I have 20 years of experience in underground geomechanical engineering. |
| 5. | I have read the definition of “qualified person” set out in National Instrument 43-101 (NI 43-101) and certify that by reason of my education, affiliation with a professional association (as defined in NI 43-101), and past relevant work experience, I meet the requirements to be a “qualified person” for the purposes of NI 43-101. |
| 6. | I am responsible for the preparation of Section 16.2 of the report titled “Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada” with an effective date of March 12, 2025, prepared for Foran Mining Corp. and readdressed to Eldorado Gold Corporation on May 29, 2026. |
| 7. | I have read NI 43-101 and Form 43-101F1, and the Technical Report has been prepared in compliance with that instrument and form. |
| 8. | I have not personally inspected the property. |
| 9. | I have had no prior involvement with the McIlvenna Bay Project that is subject to this Report. |
| 10. | At the effective date of the Technical Report, to the best of my knowledge, information, and belief, the Technical Report contains all scientific and technical information that is required to be disclosed to make the Technical Report not misleading. |
| 11. | I am not aware of any material fact or material change with respect to the subject matter of the Technical Report that is not reflected in the Report, the omission to disclose which makes the Report misleading. |
| 12. | I am independent of the issuer applying all of the tests in Section 1.5 of NI 43-101. |
| Dated this June 8, 2026. | |
| (signed) "Lindsay Moreau-Verlaan" | |
| Lindsay Moreau-Verlaan, P.Eng. |
| June 2026 | ||
| Project Number: 169524701 |
McIlvenna Bay Project Saskatchewan Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada |
Certificate of Qualified Person
I, Luc Binette, P. Eng., do hereby certify that:
| 1. | I am currently employed as Mechanical & Piping Engineering Manager with G Mining Services, 5025 Lapinière Blvd., Suite 1010, Brossard, QC, J4Z 0N5. |
| 2. | I graduated with a Bachelor of Engineering degree (Mechanical Engineering) from Ecole Polytechnique de Montreal in 2002. |
| 3. | I am a member in-good-standing of the Association of Professional Engineers & Geoscientists of Saskatchewan (Registration Number 76464). |
| 4. | I have practiced my profession in the engineering, aerospace and mining industry since my graduation from university. I have 22 years of experience in project management, engineering and quality control. |
| 5. | I have read the definition of “qualified person” set out in National Instrument 43-101 (NI 43-101) and certify that by reason of my education, affiliation with a professional association (as defined in NI 43-101), and past relevant work experience, I meet the requirements to be a “qualified person” for the purposes of NI 43-101. |
| 6. | I am responsible for the preparation of Sections 1.11, 18.1 to 18.4, 18.6 to 18.8, 21.1.3, 21.1.5, 21.2.2, 25.7 and 26.5 of the report titled “Technical Report on the McIlvenna Bay Project, Saskatchewan, Canada” with an effective date of March 12, 2025, prepared for Foran Mining Corp. and readdressed to Eldorado Gold Corporation on May 29, 2026. |
| 7. | I have read NI 43-101 and Form 43-101F1, and the Technical Report has been prepared in compliance with that instrument and form. |
| 8. | I personally inspected the property during a site visit on November 21st, 2024. |
| 9. | I have had no prior involvement with the McIlvenna Bay Project that is subject to this Report. |
| 10. | At the effective date of the Technical Report, to the best of my knowledge, information, and belief, the Technical Report contains all scientific and technical information that is required to be disclosed to make the Technical Report not misleading. |
| 11. | I am not aware of any material fact or material change with respect to the subject matter of the Technical Report that is not reflected in the Report, the omission to disclose which makes the Report misleading. |
| 12. | I am independent of the issuer applying all of the tests in Section 1.5 of NI 43-101. |
| Dated this June 8, 2026. | |
| (signed) "Luc Binette" | |
| Luc Binette, P. Eng. |
| June 2026 | ||
| Project Number: 169524701 |

Stantec is a global leader in sustainable engineering, architecture, and environmental consulting. The diverse perspectives of our partners and interested parties drive us to think beyond what’s previously been done on critical issues like climate change, digital transformation, and future-proofing our cities and infrastructure. We innovate at the intersection of community, creativity, and client relationships to advance communities everywhere, so that together we can redefine what’s possible.
Stantec Consulting Ltd.
101-255 2nd Avenue North,
Saskatoon, SK
S7K 3P2
stantec.com