Registered in England and Wales No. 3688365

Exhibit 96.2
| AMC Consultants (UK) Limited Registered in England and Wales No. 3688365 |
|
| Office 336a, Davidson House, Forbury Square | |
| Reading RG1 3EU | |
| United Kingdom | |
| T +44 1628 778 256 | |
| E unitedkingdom@amcconsultants.com | |
| amcconsultants.com |
Report
S-K 1300 Technical Report Summary: KCM Integrated Operations (Preliminary Feasibility Study)
Konkola Copper Mines Plc
AMC Project 0424076
2 June 2026
mine smarter
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
QUALIFIED PERSON — DATE AND SIGNATURE PAGE
This Technical Report Summary has been prepared by AMC Consultants (UK) Limited, acting as the Qualified Person for all sections of this report. In accordance with Instruction 5 to Item 601(b)(96) of Regulation S-K, AMC Consultants (UK) Limited is an entity that satisfies the requirements of a qualified person under § 229.1300(b) and assumes responsibility for the Technical Report Summary as a whole.
AMC Consultants (UK) Limited confirms that it has the relevant experience, competence, and professional qualifications required to prepare and take responsibility for all sections of this TRS. The individual professionals within AMC who contributed to this report possess qualifications and experience appropriate to the subject matter of their contributions and are members of recognised professional organizations.
| Qualified Person: | Sections Responsible: |
|
AMC Consultants (UK) Limited Registered in England and Wales No. 3688365 Office 336a, Davidson House, Forbury Square Reading RG1 3EU, United Kingdom |
All sections (Sections 1 through 25) |
| Signature: | Date: |
| Karl van Olden | 2 June 2026 |
|
Authorised Signatory AMC Consultants (UK) Limited |
| Effective Date of TRS: | 1 April 2026 |
| Date of Report: | 2 June 2026 |
| AMC Project Number: | 0424076 |
Note: Pursuant to Instruction 5 to Item 601(b)(96), where an entity rather than an individual serves as the qualified person, the entity assumes responsibility for the Technical Report Summary. The authorised signatory executes this page on behalf of AMC Consultants (UK) Limited in its capacity as Qualified Person.
amcconsultants.com | i |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Contents
| 1 | Executive summary | 15 | ||
| 1.1 | Introduction | 15 | ||
| 1.2 | Property description and ownership | 15 | ||
| 1.3 | Mineral rights | 16 | ||
| 1.4 | Geology and mineralisation | 16 | ||
| 1.5 | Exploration status | 16 | ||
| 1.6 | Development and operations status | 17 | ||
| 1.7 | Mineral Reserve estimate | 17 | ||
| 1.8 | Mineral Resources | 19 | ||
| 1.9 | Mining methods | 20 | ||
| 1.10 | Processing and recovery methods | 21 | ||
| 1.11 | Infrastructure | 22 | ||
| 1.12 | Economic analysis summary | 22 | ||
| 1.13 | Sensitivity analysis | 25 | ||
| 1.14 | Environmental studies, permitting, and social or community impact | 26 | ||
| 1.15 | Qualified Person's conclusions | 26 | ||
| 2 | Introduction | 27 | ||
| 2.1 | Registrant for whom the TRS was prepared | 27 | ||
| 2.2 | Terms of reference and purpose | 27 | ||
| 2.3 | Units of measure | 27 | ||
| 2.4 | Defined terms and abbreviations | 27 | ||
| 2.5 | Sources of information | 28 | ||
| 2.6 | Personal inspection of the property | 29 | ||
| 2.7 | Summary of previously filed technical report | 29 | ||
| 2.8 | Qualified Persons | 29 | ||
| 2.9 | Reliance on the registrant | 29 | ||
| 3 | Property description | 30 | ||
| 3.1 | Property description | 30 | ||
| 3.2 | Project location | 30 | ||
| 3.3 | Description of property rights | 32 | ||
| 3.3.1 | Surface and access rights | 33 | ||
| 3.4 | Mineral rights | 33 | ||
| 3.5 | Royalty payments | 34 | ||
| 3.6 | Significant encumbrances to the property | 34 | ||
| 3.6.1 | Environmental compliance obligations | 35 | ||
| 3.6.2 | Permit conditions | 35 | ||
| 3.6.3 | Social and land use obligations | 35 | ||
| 3.7 | Significant factors and risks affecting access | 35 | ||
| 3.7.1 | Operational risks | 35 | ||
| 3.7.2 | Regulatory and social risks | 36 | ||
| 4 | Accessibility, climate, local resources, infrastructure, and physiography | 37 | ||
| 4.1 | Topography and land description | 37 | ||
| 4.1.1 | Flora and fauna | 37 | ||
| 4.2 | Access to the property | 37 | ||
| 4.2.1 | Regional access | 37 | ||
| 4.2.2 | Highways and roads | 37 | ||
| 4.2.3 | Rivers and waterways | 38 | ||
| 4.2.4 | Railroads | 38 | ||
| 4.2.5 | Airports and air access | 38 | ||
| 4.2.6 | Inter-site access and product transport routes | 39 | ||
| 4.3 | Climate description | 41 | ||
amcconsultants.com | ii |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 4.4 | Availability of required infrastructure | 41 | |||
| 4.4.1 | Power | 41 | |||
| 4.4.2 | Water | 41 | |||
| 4.4.3 | Supplies | 41 | |||
| 4.4.4 | Personnel | 41 | |||
| 5 | History | 42 | |||
| 5.1 | Early exploration and discovery (pre-1950) | 42 | |||
| 5.1.1 | Nchanga | 42 | |||
| 5.1.2 | Konkola | 42 | |||
| 5.2 | Systematic development and state ownership (1950s–1999) | 42 | |||
| 5.2.1 | Expansion under colonial and early independence era (1950s–1969) | 42 | |||
| 5.2.2 | Nationalisation and ZCCM era (1969–1999) | 43 | |||
| 5.3 | Privatisation and Anglo American Corporation (2000–2002) | 43 | |||
| 5.4 | Vedanta Resources (2004–2019) | 43 | |||
| 5.5 | Provisional liquidation (2019–2024) | 44 | |||
| 5.5.1 | Production curtailment | 44 | |||
| 5.5.2 | Exploration and development activity | 45 | |||
| 5.5.3 | Infrastructure condition | 45 | |||
| 5.5.4 | Resolution and resumption of control | 45 | |||
| 5.6 | Production history | 45 | |||
| 5.7 | Key development milestones | 47 | |||
| 6 | Geological setting, mineralisation, and deposit | 48 | |||
| 6.1 | Regional geology | 48 | |||
| 6.1.1 | Lithostratigraphy of the Central African Copperbelt | 50 | |||
| 6.1.2 | Mineralisation genesis | 51 | |||
| 6.1.3 | Structural and tectonic evolution | 51 | |||
| 6.2 | Local and property geology | 52 | |||
| 6.2.1 | Stratigraphy | 52 | |||
| 6.2.2 | Mineralisation | 53 | |||
| 6.2.2.1 | Primary sulfide mineralisation | 54 | |||
| 6.2.2.2 | Supergene enrichment and secondary mineralisation | 55 | |||
| 6.2.2.3 | Hydrothermal alteration | 56 | |||
| 6.2.2.4 | Variability in mineralisation across mining areas | 56 | |||
| 6.2.3 | Major structural controls on mineralisation | 56 | |||
| 6.2.3.1 | Summary of geological characteristics | 57 | |||
| 6.3 | Nchanga – deposit geology summary | 59 | |||
| 6.4 | TD03 and TD04 – tailings characterisation | 60 | |||
| 6.5 | Nampundwe – pyrite deposit summary | 60 | |||
| 7 | Exploration | 61 | |||
| 7.1 | Konkola Mine | 61 | |||
| 7.1.1 | Exploration history | 61 | |||
| 7.1.2 | Drilling methods | 62 | |||
| 7.1.3 | Core recovery | 62 | |||
| 7.1.4 | Core logging | 62 | |||
| 7.1.5 | Sample selection | 62 | |||
| 7.1.6 | QAQC program | 63 | |||
| 7.1.7 | Drillhole locations | 63 | |||
| 7.1.8 | Hydrogeology | 64 | |||
| 7.1.8.1 | Hydrogeological setting | 64 | |||
| 7.1.8.2 | Stratigraphic hydrogeological units | 64 | |||
| 7.1.8.3 | Hydrogeological investigations and data | 66 | |||
| 7.1.8.4 | Groundwater inflow summary | 66 | |||
| 7.1.8.5 | Aquifer characterisation | 67 | |||
| 7.1.8.6 | Assessment status and data gaps | 67 | |||
amcconsultants.com | iii |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 7.1.9 | Geotechnical data, testing, and analysis | 68 | |||
| 7.1.9.1 | Geotechnical data sources | 68 | |||
| 7.1.9.2 | Geotechnical testing – rock properties | 69 | |||
| 7.1.9.3 | Rock mass classification summary by domain | 71 | |||
| 7.1.9.4 | Seismicity | 71 | |||
| 7.1.9.5 | In situ stress | 72 | |||
| 7.1.9.6 | Geotechnical data gaps and recommended actions | 72 | |||
| 7.2 | TD03 and TD04 – exploration and characterisation | 73 | |||
| 7.3 | Nchanga – exploration summary | 73 | |||
| 7.4 | Nampundwe – exploration summary | 74 | |||
| 8 | Sample preparation, analyses, and security | 75 | |||
| 8.1 | Sample preparation and analysis | 75 | |||
| 8.2 | Sample preparation method | 75 | |||
| 8.3 | Analytical method | 75 | |||
| 8.4 | Bulk density measurement | 75 | |||
| 8.5 | Quality assurance quality control | 76 | |||
| 8.5.1 | QAQC protocols | 76 | |||
| 8.5.2 | QAQC assessment — Konkola | 76 | |||
| 8.5.2.1 | CRM analysis — Konkola | 77 | |||
| 8.5.2.2 | Repeat analysis — Konkola | 80 | |||
| 8.5.2.3 | Blank analysis — Konkola | 81 | |||
| 8.5.3 | QAQC conclusion | 81 | |||
| 8.6 | Qualified Person’s opinion | 82 | |||
| 8.6.1 | Historical data | 82 | |||
| 8.6.2 | QP’s opinion on sample preparation, security and analytical procedures | 82 | |||
| 8.6.3 | Assessment of QAQC findings | 82 | |||
| 8.6.4 | Implication for Mineral Resource confidence | 83 | |||
| 8.6.5 | Laboratory condition and umpire laboratory | 83 | |||
| 8.6.6 | QAQC recommendations for DFS | 83 | |||
| 9 | Data verification | 85 | |||
| 9.1 | Historic data | 85 | |||
| 9.2 | Modern data | 85 | |||
| 9.2.1 | Database | 85 | |||
| 9.2.2 | Exported data validation | 85 | |||
| 9.2.3 | Data verification | 86 | |||
| 9.2.4 | Database security | 86 | |||
| 9.3 | Data verification limitations | 86 | |||
| 9.4 | Qualified Person’s opinion | 87 | |||
| 10 | Mineral processing and metallurgical testing | 89 | |||
| 10.1 | Testing nature, extent, and analytical procedures | 89 | |||
| 10.2 | Testing laboratories | 89 | |||
| 10.3 | Test sample representativity | 89 | |||
| 10.4 | Testing results, assumptions, and deleterious elements | 90 | |||
| 10.4.1 | Konkola Concentrator | 90 | |||
| 10.4.1.1 | Processing factors | 91 | |||
| 10.4.1.2 | Deleterious elements and gangue mineralogy | 91 | |||
| 10.4.1.3 | Qualified Person’s opinion | 92 | |||
| 10.4.2 | Nchanga TLP | 93 | |||
| 10.4.2.1 | Processing factors | 95 | |||
| 10.4.2.2 | Deleterious elements and gangue factors | 96 | |||
| 10.4.2.3 | Qualified Person’s opinion | 96 | |||
| 10.5 | Qualified Person’s opinion — Mineral processing and metallurgical testing | 97 | |||
amcconsultants.com | iv |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11 | Mineral Resource estimates | 99 | |||
| 11.1 | Context | 99 | |||
| 11.2 | Konkola Mineral Resource estimate | 100 | |||
| 11.2.1 | Classification criteria | 101 | |||
| 11.2.2 | Cut-off grade derivation | 102 | |||
| 11.2.2.1 | Mineral Resource cut-off grade | 102 | |||
| 11.2.2.2 | Mineral Reserve cut-off — relationship to Mineral Resource COG | 103 | |||
| 11.2.3 | Mineral Resource uncertainty | 103 | |||
| 11.2.3.1 | Data | 103 | |||
| 11.2.3.2 | Data quality and QAQC | 104 | |||
| 11.2.3.3 | Geological model | 104 | |||
| 11.2.3.4 | Estimation | 104 | |||
| 11.2.3.5 | Economic assumptions | 104 | |||
| 11.2.4 | Uncertainty by classification — integrated assessment | 105 | |||
| 11.2.5 | Mineral Resource estimate | 107 | |||
| 11.3 | TD03 and TD04 | 108 | |||
| 11.3.1 | Data | 108 | |||
| 11.3.2 | Generation of volume / tonnage and grade | 108 | |||
| 11.3.3 | Mining, processing, and recovery | 109 | |||
| 11.3.4 | Classification criteria | 109 | |||
| 11.3.5 | Mineral Resource uncertainty | 110 | |||
| 11.3.6 | Mineral Resource estimate | 110 | |||
| 11.4 | Qualified Person’s opinion | 111 | |||
| 12 | Mineral Reserve estimates | 112 | |||
| 12.1 | Konkola Mine - Mineral Reserves | 112 | |||
| 12.1.1 | Scope of Mineral Reserves and relationship to companion IA TRS | 112 | |||
| 12.1.2 | Reserve classification and statement | 113 | |||
| 12.2 | Key assumptions, parameters, and methods used | 114 | |||
| 12.3 | Modifying factors | 115 | |||
| 12.3.1 | Dilution and mining recovery | 115 | |||
| 12.3.2 | Cut-off value | 115 | |||
| 12.3.3 | Konkola NSR | 116 | |||
| 12.3.4 | Royalty payments | 117 | |||
| 12.3.5 | NSR cut-off value | 117 | |||
| 12.4 | Mineral Reserve risk factors | 117 | |||
| 13 | Mining methods | 118 | |||
| 13.1 | Cautionary statement regarding forward-looking information | 118 | |||
| 13.2 | Mining method selection | 118 | |||
| 13.3 | Geotechnical models and parameters | 121 | |||
| 13.3.1 | Rock mass classification | 121 | |||
| 13.3.2 | Geotechnical domains | 121 | |||
| 13.3.3 | Structural geology | 130 | |||
| 13.3.4 | Geotechnical considerations for mining | 130 | |||
| 13.3.5 | Ground support and numerical modelling | 131 | |||
| 13.4 | Hydrogeology | 131 | |||
| 13.4.1 | Hydrogeology - Konkola Mine | 132 | |||
| 13.4.2 | Aquifer parameters and testing | 132 | |||
| 13.4.3 | Dewatering volumes and rates | 132 | |||
| 13.4.4 | Chingola dolomite | 133 | |||
| 13.4.5 | Recharge | 133 | |||
amcconsultants.com | v |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.4.6 | Dewatering system and boreholes | 134 | |||
| 13.4.7 | Water Balance and groundwater model status | 135 | |||
| 13.4.8 | Water quality | 136 | |||
| 13.4.9 | Mine schedule and dewatering plan | 136 | |||
| 13.4.10 | Future dewatering rates | 138 | |||
| 13.4.11 | Pumping infrastructure – Konkola Mine | 139 | |||
| 13.4.12 | Konkola Mine water management infrastructure | 140 | |||
| 13.4.13 | Upgrade of existing pumping infrastructure | 141 | |||
| 13.4.14 | Dewatering risks | 142 | |||
| 13.5 | Existing mining operations | 142 | |||
| 13.6 | Production rates, mine life, mining unit dimensions, and dilution and recovery factors | 143 | |||
| 13.6.1 | Production rates and expected mine life | 143 | |||
| 13.6.2 | Mining unit dimensions | 144 | |||
| 13.6.3 | Mining dilution and recovery factors | 145 | |||
| 13.7 | Underground development and backfilling requirements | 145 | |||
| 13.7.1 | Underground development | 145 | |||
| 13.7.1.1 | Materials handling | 148 | |||
| 13.7.2 | Backfill requirements | 148 | |||
| 13.7.2.1 | Paste fill geomechanics and fill strength | 148 | |||
| 13.7.2.2 | Paste fill placement and retention | 150 | |||
| 13.7.2.3 | Paste fill costs | 150 | |||
| 13.7.2.4 | Paste fill project timeline and future test work | 151 | |||
| 13.8 | Ventilation | 151 | |||
| 13.8.1 | Air requirements | 151 | |||
| 13.8.2 | Ventilation design parameters | 151 | |||
| 13.8.3 | Development ventilation | 151 | |||
| 13.8.4 | Stoping ventilation | 152 | |||
| 13.8.5 | Temperature and refrigeration requirements | 152 | |||
| 13.8.6 | Ventilation requirements for diesel equipment | 152 | |||
| 13.8.7 | Primary ventilation | 153 | |||
| 13.9 | Mining equipment fleet | 155 | |||
| 13.10 | Mining personnel | 155 | |||
| 13.11 | Mining development and production schedule | 156 | |||
| 13.12 | Nchanga mining operations (Excluded from PFS) | 159 | |||
| 13.13 | Tailings reclamation | 159 | |||
| 13.13.1 | Sources of production TD03, TD04 | 159 | |||
| 13.13.2 | Tailings dam inventory | 160 | |||
| 13.13.3 | Processing methodology and plant design | 160 | |||
| 13.13.4 | Production schedule | 161 | |||
| 13.13.5 | Materials handling, slurry pumping | 161 | |||
| 13.13.6 | Tailings reclamation - Capital and operating costs | 161 | |||
| 13.13.6.1 | TD03 reclaim costs | 161 | |||
| 13.13.6.2 | TD04 reclaim costs | 161 | |||
| 13.13.6.3 | Capital provisions for TD04 | 161 | |||
| 14 | Processing and recovery methods | 162 | |||
| 14.1 | Konkola Concentrator | 163 | |||
| 14.1.1 | Konkola process description | 163 | |||
| 14.1.1.1 | Historical performance | 164 | |||
| 14.1.1.2 | Restart performance | 165 | |||
| 14.1.2 | Plant design and equipment | 168 | |||
| 14.1.3 | Plant operations | 168 | |||
| 14.1.4 | Konkola Concentrator production schedule | 170 | |||
| 14.2 | Nchanga concentrators | 172 | |||
amcconsultants.com | vi |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.3 | Nchanga TLP | 172 | |||
| 14.3.1 | Historical performance | 174 | |||
| 14.3.2 | Restart performance | 175 | |||
| 14.3.2.1 | Plant design and equipment | 177 | |||
| 14.3.2.2 | Nchanga TLP production schedule | 177 | |||
| 14.4 | Nchanga Smelter | 178 | |||
| 14.4.1 | Recent smelter performance | 179 | |||
| 14.4.2 | Smelter condition | 183 | |||
| 14.4.3 | Concentrate blending and third-party feed requirements | 183 | |||
| 14.4.3.1 | Sources of third-party concentrate | 184 | |||
| 14.4.3.2 | Availability of third-party concentrate | 185 | |||
| 14.4.3.3 | Existing contracts and commercial terms | 186 | |||
| 14.4.3.4 | Alternatives to third-party concentrate procurement | 187 | |||
| 14.4.3.5 | Assessment of supply certainty | 188 | |||
| 14.5 | Nkana Refinery | 188 | |||
| 14.5.1 | Mode of operation, general condition | 188 | |||
| 14.5.2 | Production | 190 | |||
| 14.6 | Nampundwe Mine – pyrite flux production | 192 | |||
| 14.7 | Sulfuric acid plant | 192 | |||
| 14.8 | Proposed processing methods | 192 | |||
| 14.9 | Proposed flow sheet | 192 | |||
| 14.10 | Plant design and equipment | 192 | |||
| 14.11 | Plant operations | 193 | |||
| 15 | Infrastructure | 194 | |||
| 15.1 | Roads | 194 | |||
| 15.2 | Rail | 195 | |||
| 15.3 | Port facilities | 196 | |||
| 15.4 | Water dams | 196 | |||
| 15.5 | Dumps | 196 | |||
| 15.6 | Licensing and permitting | 197 | |||
| 15.7 | Konkola operation waste dumps | 197 | |||
| 15.8 | Tailings disposal | 198 | |||
| 15.8.1 | Tailings deposition locations | 198 | |||
| 15.8.2 | LOM capacity and expansion opportunities | 201 | |||
| 15.8.3 | Licensing and permitting | 202 | |||
| 15.8.3.1 | Stability and TSF management processes | 202 | |||
| 15.9 | Power | 203 | |||
| 15.9.1 | Existing operating power supply capacity and expansion | 204 | |||
| 15.9.2 | Emergency power supply and expansion | 204 | |||
| 15.10 | Water | 204 | |||
| 15.10.1 | Raw water | 204 | |||
| 15.10.2 | Konkola Mine raw water balance | 205 | |||
| 15.10.3 | Potable water (domestic water) | 205 | |||
| 15.11 | Pipelines | 205 | |||
| 15.12 | Ancillary surface infrastructure and expansions | 206 | |||
| 15.12.1 | Internal rail network | 206 | |||
| 15.12.2 | Office building | 206 | |||
| 15.12.3 | Change houses and other buildings | 206 | |||
| 15.13 | Nampundwe Mine infrastructure | 207 | |||
| 16 | Market studies | 208 | |||
| 16.1 | Market information | 208 | |||
| 16.1.1 | Market for KCM’s products | 208 | |||
| 16.1.2 | Copper demand | 208 | |||
amcconsultants.com | vii |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 16.1.3 | Copper supply | 209 | |||
| 16.1.4 | Cobalt demand | 210 | |||
| 16.1.5 | Cobalt supply | 210 | |||
| 16.1.6 | Study price and sales terms | 210 | |||
| 16.1.7 | Copper pricing for NSR cut-off grade estimation | 211 | |||
| 16.2 | Contracts and status | 211 | |||
| 16.2.1 | Forward sales and hedging | 211 | |||
| 16.2.2 | Site development contracts | 212 | |||
| 16.2.3 | Operating contracts | 214 | |||
| 16.2.4 | Other agreements and contracts | 216 | |||
| 17 | Environmental studies, permitting, and social or community impact | 217 | |||
| 17.1 | Environmental studies, permitting, and social or community impact | 217 | |||
| 17.2 | Environmental studies, permitting, and social or community impact | 217 | |||
| 17.3 | Permitting requirements | 218 | |||
| 17.4 | Rehabilitation, closure, and post closure planning | 218 | |||
| 18 | Capital and operating costs | 219 | |||
| 18.1 | Cost estimate basis and accuracy | 219 | |||
| 18.1.1 | Estimation methodology | 219 | |||
| 18.1.2 | Cost estimate accuracy and contingency disclosure | 219 | |||
| 18.1.3 | Key assumptions and exclusions | 219 | |||
| 18.2 | Operating cost summary | 220 | |||
| 18.2.1 | Operating development | 220 | |||
| 18.2.2 | Stoping production cost | 220 | |||
| 18.2.3 | Power supply and consumption | 221 | |||
| 18.2.3.1 | Dewatering power consumption | 223 | |||
| 18.2.3.2 | Ventilation power consumption | 223 | |||
| 18.2.4 | Backfill | 223 | |||
| 18.2.5 | Underground rail tramming operations | 224 | |||
| 18.2.6 | Mine service functions | 224 | |||
| 18.2.7 | Labor and workforce costs | 224 | |||
| 18.2.8 | Mill consumable costs | 224 | |||
| 18.2.9 | Freight cost of concentrate | 224 | |||
| 18.2.10 | Maintenance services and operating lease hire | 224 | |||
| 18.2.11 | Water | 225 | |||
| 18.2.12 | Stores and spares and operating projects | 225 | |||
| 18.2.13 | Administrative operating costs | 225 | |||
| 18.2.14 | Corporate allocations | 225 | |||
| 18.2.15 | Summary | 225 | |||
| 18.3 | Capital cost summary | 227 | |||
| 18.3.1 | Growth capital | 227 | |||
| 18.3.2 | Sustaining capital and capitalised mining development | 228 | |||
| 18.3.3 | Form of capital cost estimate | 229 | |||
| 18.3.4 | Capital cost estimation methodology | 229 | |||
| 18.3.5 | Lateral and vertical underground development | 229 | |||
| 18.3.6 | Konkola Mine capital fit out | 229 | |||
| 18.3.7 | Konkola diamond drilling capital campaigns | 230 | |||
| 18.3.8 | Konkola Concentrator facility capital estimate | 230 | |||
| 18.3.9 | TD03 AND TD04 tailings reclamation capital costs | 230 | |||
| 18.3.10 | Smelter and refinery capital costs | 230 | |||
| 18.4 | Mine closure | 231 | |||
| 18.5 | Risk mitigation and cost control measures | 231 | |||
amcconsultants.com | viii |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 19 | Economic analysis | 232 | |||
| 19.1 | Basis of economic analysis | 232 | |||
| 19.2 | Key assumptions | 232 | |||
| 19.2.1 | Byproducts included in the cash flow model | 232 | |||
| 19.2.2 | Production plan | 233 | |||
| 19.2.3 | Revenue | 235 | |||
| 19.2.4 | Third-party concentrate: basis for inclusion in economic analysis | 236 | |||
| 19.2.4.1 | Third-party concentrate sensitivity | 237 | |||
| 19.2.5 | Taxation and royalties | 238 | |||
| 19.3 | Economic results | 238 | |||
| 19.4 | Sensitivity analysis | 243 | |||
| 20 | Adjacent properties | 244 | |||
| 20.1 | Chililabombwe area | 244 | |||
| 20.1.1 | Lubambe Copper Mine | 245 | |||
| 20.1.2 | Mingomba Project | 246 | |||
| 20.2 | Chingola area | 246 | |||
| 20.2.1 | Mimbula Copper Project | 246 | |||
| 20.3 | Kitwe area | 246 | |||
| 20.3.1 | Mopani Copper Mines – Nkana Complex | 246 | |||
| 20.4 | Qualified Person’s statement on adjacent properties | 246 | |||
| 21 | Other relevant data and information | 247 | |||
| 22 | Interpretation and conclusions | 248 | |||
| 22.1 | Mineral Resource data | 248 | |||
| 22.2 | Mineral Reserves | 248 | |||
| 22.3 | Mining and infrastructure | 249 | |||
| 22.4 | Processing and recovery methods | 249 | |||
| 22.5 | Project economics | 249 | |||
| 22.6 | Effective date and subsequent events | 249 | |||
| 23 | Recommendations | 250 | |||
| 23.1 | Mineral Resource and geological recommendations | 250 | |||
| 23.1.1 | Resource infill and extension drilling | 250 | |||
| 23.1.2 | QAQC and data management | 250 | |||
| 23.2 | Mining recommendations | 251 | |||
| 23.2.1 | Konkola Mine | 251 | |||
| 23.2.2 | TD03 AND TD04 tailings reclamation | 251 | |||
| 23.3 | Processing and metallurgical recommendations | 251 | |||
| 23.3.1 | Konkola Concentrator | 251 | |||
| 23.3.2 | Nchanga TLP | 251 | |||
| 23.4 | Infrastructure recommendations | 251 | |||
| 23.5 | Economic and commercial recommendations | 251 | |||
| 23.6 | Summary of recommended work program | 252 | |||
| 24 | References | 253 | |||
| 24.1 | List of references | 253 | |||
| 24.2 | Units of measurement and abbreviations | 254 | |||
| 24.2.1 | Units of measurement | 254 | |||
| 24.2.2 | Abbreviations | 254 | |||
| 25 | Reliance on information provided by the Registrant | 256 | |||
| 25.1 | Legal matters | 256 | |||
| 25.2 | Environmental Management and Community Engagement | 256 | |||
| 25.2.1 | Environmental and community matters | 256 | |||
| 25.2.2 | Tailings storage facility facilities | 256 | |||
| 25.3 | Economic assumptions | 257 | |||
| 25.3.1 | Macroeconomic assumptions | 257 | |||
| 25.3.2 | Market information | 257 | |||
| 25.4 | Community accommodations | 257 | |||
| 25.5 | Governmental Factors | 257 | |||
amcconsultants.com | ix |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Tables
| Table 1.1 | KCM mineral rights and licenses | 16 |
| Table 1.2 | KCM Mineral Reserve estimate summary – 1 April 2026 | 18 |
| Table 1.3 | KCM Mineral Resource estimate summary (Exclusive of Mineral Reserves) – 1 April 2026 | 20 |
| Table 1.4 | Capital cost summary – Mineral Reserve case | 23 |
| Table 1.5 | Operating cost summary – Mineral Reserve case | 23 |
| Table 1.6 | Summarised economic results | 24 |
| Table 1.7 | Sensitivity analysis results | 25 |
| Table 2.1 | Defined terms and abbreviations | 28 |
| Table 3.1 | KCM Integrated Operations — facility coordinates (WGS84 datum) | 32 |
| Table 3.2 | KCM mineral rights and tenure details | 34 |
| Table 4.1 | Inter-site distances and access routes | 39 |
| Table 5.1 | Principal capital investments by Vedanta Resources (2004–2019) | 44 |
| Table 5.2 | Cumulative copper production by operation | 46 |
| Table 5.3 | Key development milestones | 47 |
| Table 6.1 | KCM deposit mineralisation extent | 57 |
| Table 6.2 | Summary of geological characteristics of KCM operations | 57 |
| Table 6.3 | Summary of TCu variogram ranges by estimation domain — Konkola | 58 |
| Table 7.1 | Local geology and hydrogeological units — Konkola | 64 |
| Table 7.2 | Summary of hydrogeological investigations — Konkola | 66 |
| Table 7.3 | Principal aquifer units — Konkola | 67 |
| Table 7.4 | Hydrogeological data gaps and recommended actions | 68 |
| Table 7.5 | Geotechnical data sources — Konkola | 69 |
| Table 7.6 | Elastic rock properties | 69 |
| Table 7.7 | Material geotechnical assumptions - Konkola | 70 |
| Table 7.8 | Rock mass conditions by geotechnical domain - Konkola | 71 |
| Table 7.9 | Geotechnical data gaps and recommended actions | 73 |
| Table 8.1 | List of corrected outcomes for 16 GBM911-16 CRMs | 77 |
| Table 8.2 | Summary of QAQC performance by deposit | 82 |
| Table 8.3 | QP assessment of QAQC findings by deposit | 82 |
| Table 8.4 | QAQC recommendations for DFS | 84 |
| Table 9.1 | QP assessment of data verification limitations | 88 |
| Table 10.1 | Key processing factors — Konkola Concentrator | 91 |
| Table 10.2 | Deleterious elements and gangue — Konkola concentrate | 92 |
| Table 10.3 | Historical, restart, and planed Nchanga TLP recoveries | 94 |
| Table 10.4 | Key processing factors — Nchanga TLP | 95 |
| Table 10.5 | Deleterious factors — Nchanga TLP | 96 |
| Table 11.1 | Key assumptions, parameters, and methods — Mineral Resource estimation | 100 |
amcconsultants.com | x |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 11.2 | Cut-off grade input assumptions by asset | 102 |
| Table 11.3 | Uncertainty factor assessment by Mineral Resource classification — Konkola Mine | 103 |
| Table 11.4 | Mineral Resource Konkola Mine (Exclusive of Mineral Reserves) – 1 April 2026 | 107 |
| Table 11.5 | Summary statistics total copper tailings dam samples | 108 |
| Table 11.6 | Summary statistics acid soluble copper tailings dam samples | 109 |
| Table 11.7 | Mineral Resource TD03 and TD04 (exclusive of Reserves) – 1 April 2026 | 110 |
| Table 11.8 | Mineral Resource TD03 and TD04 (inclusive of Reserves) – 1 April 2026 | 111 |
| Table 12.1 | Konkola Mineral Reserve estimate – 1 April 2026 | 113 |
| Table 12.2 | Mining dilution and recovery factors | 115 |
| Table 12.3 | Konkola NSR elements (average across mining blocks) | 116 |
| Table 12.4 | Royalty charge relation to copper price | 117 |
| Table 12.5 | NSR cut-off by mining block | 117 |
| Table 13.1 | Mining method selection assessment | 119 |
| Table 13.2 | Mining method assignment by zone | 120 |
| Table 13.3 | KCM Shaft 3 summary of rock mass properties | 123 |
| Table 13.4 | KCM Shaft 4 summary of rock mass properties | 125 |
| Table 13.5 | Summary of water capture extrapolated over time | 136 |
| Table 13.6 | Indicative future mine inflow rates for the next 7-year mine plan | 139 |
| Table 13.7 | Mining methods currently employed by mining area at Konkola Mine | 142 |
| Table 13.8 | Typical stope dimensions | 144 |
| Table 13.9 | Mining dilution and recovery factors | 145 |
| Table 13.10 | Key development designs | 146 |
| Table 13.11 | Konkola paste fill design strengths (FoS=1.5) and paste fill recipes at 28 days curing | 150 |
| Table 13.12 | Paste fill capital cost estimation | 150 |
| Table 13.13 | Planned velocity ranges for different mine airways | 151 |
| Table 13.14 | Maximum temperature limits for acclimatised and non-acclimatised workers | 152 |
| Table 13.15 | Ventilation design criteria for diesel-powered equipment | 153 |
| Table 13.16 | Machine types, counts, and utilisation factors | 153 |
| Table 13.17 | Summary of primary ventilation airflows | 153 |
| Table 13.18 | Mining equipment fleet — steady state | 155 |
| Table 13.19 | Estimated mining workforce summary | 155 |
| Table 13.20 | Available inventory from TD03 and TD04 for the Nchanga TLP from 1 April 2026 | 160 |
| Table 14.1 | Konkola Concentrator major equipment | 168 |
| Table 14.2 | Capacity criteria | 168 |
| Table 14.3 | Comminution criteria | 169 |
| Table 14.4 | Flotation criteria | 169 |
| Table 14.5 | Konkola Concentrator key assumptions | 170 |
| Table 14.6 | Nchanga Concentrator nominal capacities | 172 |
| Table 14.7 | Nchanga TLP highest annual performance | 175 |
| Table 14.8 | Copper production estimate | 175 |
| Table 14.9 | Nchanga TLP major unit processes | 177 |
| Table 14.10 | Nchanga Smelter – basic design production parameters | 179 |
| Table 14.11 | Nchanga Smelter – historical production | 180 |
| Table 14.12 | Nchanga Smelter production – October 2024 | 182 |
amcconsultants.com | xi |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 14.13 | Smelter rebuild CAPEX – by section | 183 |
| Table 14.14 | Example monthly concentrate blend plan – June 2025 | 184 |
| Table 14.15 | Concentrate blending plan – FY25/26 business plan | 187 |
| Table 14.16 | Nkana Refinery production – 2024-2025 | 191 |
| Table 15.1 | Summary of infrastructure by operating site | 194 |
| Table 15.2 | Operational TSF conditions, TD05 (Muntimpa) and Lubengele | 202 |
| Table 16.1 | Five-year copper forward prices (real US$ 2025) | 211 |
| Table 16.2 | Five-year copper trailing prices | 211 |
| Table 16.3 | Copper payability terms for Konkola and Nchanga Copper Concentrate | 211 |
| Table 16.4 | Major development contracts | 212 |
| Table 16.5 | Example of long-term contract components | 214 |
| Table 16.6 | Royalty charge relation to copper price | 216 |
| Table 18.1 | Cost estimate accuracy and contingency disclosure | 219 |
| Table 18.2 | Rates assumed for operating lateral development | 220 |
| Table 18.3 | Stoping production cost | 221 |
| Table 18.4 | Konkola applicable power tariff assumptions | 221 |
| Table 18.5 | Konkola power estimate | 222 |
| Table 18.6 | Konkola operating costs – Mineral Reserve case | 225 |
| Table 18.7 | Capital cost summary | 227 |
| Table 18.8 | Growth capital summary for the Mineral Reserve | 227 |
| Table 18.9 | Development, sustaining and growth capital by complex (5 year and LOM) for Mineral Reserve | 228 |
| Table 18.10 | Summary by category | 228 |
| Table 18.11 | Smelter and refinery capital estimate schedule (first five years) | 231 |
| Table 19.1 | Byproducts: Type, quantity, and price assumption | 232 |
| Table 19.2 | Consensus pricing forecast – Mineral Reserve case | 235 |
| Table 19.3 | Economic analysis summary – Mineral Reserve case | 239 |
| Table 19.4 | Mineral Reserve production and cashflow schedule | 242 |
| Table 19.5 | Sensitivity analysis table – Mineral Reserve | 243 |
| Table 20.1 | Summary of adjacent properties | 244 |
| Table 23.1 | Recommended work program | 252 |
| Table 24.1 | TRS data and information sources | 253 |
Figures
| Figure 1.1 | Sensitivity analysis graph | 25 |
| Figure 3.1 | Map of Zambia showing the Copperbelt Region | 30 |
| Figure 3.2 | Property location map – KCM Integrated Operations | 31 |
| Figure 4.1 | Inter site logistics map | 40 |
| Figure 5.1 | KCM historical production FY06-FY24 | 46 |
| Figure 6.1 | Location of Lufilian Arc within Pan-African Belts of Central and Southern Africa | 48 |
| Figure 6.2 | Schematic cross section of the Lufilian fold belt | 49 |
| Figure 6.3 | Simplified Katanga Supergroup stratigraphy | 51 |
| Figure 6.4 | Geological map of the greater Konkola area | 52 |
| Figure 6.5 | Stratigraphic column of the Konkola geology | 53 |
amcconsultants.com | xii |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 7.1 | Drillhole location plan - Konkola | 63 |
| Figure 7.2 | Location of three main aquifers in the Konkola Mine, section looking north | 65 |
| Figure 7.3 | Seismic system schematics at Konkola | 72 |
| Figure 8.1 | Location plan of holes drilled from 2016 to 2023 - Konkola | 78 |
| Figure 8.2 | Shewhart plots for CRMs A, B, C, and D - Konkola | 79 |
| Figure 8.3 | Shewhart plots for CRMs E, F, and G - Konkola | 79 |
| Figure 8.4 | RPD plot TCu repeat samples no cut-off and at 1.5% TCu- Konkola - post 2016 data | 80 |
| Figure 8.5 | Blank samples plot showing 0.5% TCu upper limit | 81 |
| Figure 10.1 | Nchanga TLP copper production and recoveries - Restart and FY25-26 plan | 93 |
| Figure 10.2 | Historical Nchanga TLP copper recoveries | 94 |
| Figure 11.1 | Average distance to sample support - Konkola | 101 |
| Figure 13.1 | Final mine outline map - plan view showing mining zone boundaries & key infrastructure | 120 |
| Figure 13.2 | Plan view map of the Konkola Mine showing the geotechnical domains | 122 |
| Figure 13.3 | Cross section showing the interconnected nature of the Chingola dolomite (light blue) between KCM (right) and Lubambe (left) | 133 |
| Figure 13.4 | Subsidence area shown on InSAR ascending image | 134 |
| Figure 13.5 | Conceptual water balance | 136 |
| Figure 13.6 | Currently inferred phreatic surface based on measurements from shut in holes | 137 |
| Figure 13.7 | Rotated section showing the planned footwall dewatering drilling | 138 |
| Figure 13.8 | Konkola Mine dewatered, developed, and mined | 140 |
| Figure 13.9 | Dewatering schematic, with required upgrades shown in red | 141 |
| Figure 13.10 | Konkola Mine production schedule by area | 143 |
| Figure 13.11 | Konkola Mine hoisting schedule by shaft | 144 |
| Figure 13.12 | Plan view of a loading level | 146 |
| Figure 13.13 | Isometric view of the loading system (LHOS) | 147 |
| Figure 13.14 | Isometric view of the loading system (panel stoping) | 148 |
| Figure 13.15 | Target paste design strength – 2 Exposures | 149 |
| Figure 13.16 | Target paste design strength – 1 Exposure | 149 |
| Figure 13.17 | Paste fill arched shotcrete barricades | 150 |
| Figure 13.18 | Visual presentation of air flow through the mine | 154 |
| Figure 13.19 | Ventilation compared to production | 154 |
| Figure 13.20 | Konkola Mine development schedule | 156 |
| Figure 13.21 | Konkola Mine production schedule by area | 157 |
| Figure 13.22 | Ore hoisted by shaft | 157 |
| Figure 13.23 | Total hoisting (ore and waste) by shaft | 158 |
| Figure 13.24 | TD03 and TD04 mining schedule | 158 |
| Figure 13.25 | Total project ore mining schedule | 159 |
| Figure 13.26 | Nchanga site layout | 160 |
| Figure 14.1 | KCM total flowsheet | 162 |
| Figure 14.2 | Konkola Concentrator flowsheet | 163 |
| Figure 14.3 | Konkola historical ore treatment | 165 |
| Figure 14.4 | Konkola daily ore received since restart | 165 |
| Figure 14.5 | Konkola ore processed since restart | 166 |
amcconsultants.com | xiii |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.6 | Konkola recoveries since restart | 166 |
| Figure 14.7 | Konkola concentrate produced since restart | 166 |
| Figure 14.8 | Concentrate production and grade - Restart and FY25-25 plan | 167 |
| Figure 14.9 | Copper production and recoveries - Restart and FY25-26 plan | 167 |
| Figure 14.10 | Konkola Concentrator ore feed schedule | 170 |
| Figure 14.11 | Konkola concentrate production | 171 |
| Figure 14.12 | Total copper metal in Konkola concentrate | 171 |
| Figure 14.13 | Nchanga TLP flowsheet | 173 |
| Figure 14.14 | Historical Nchanga TLP throughput | 174 |
| Figure 14.15 | Nchanga historical recoveries | 174 |
| Figure 14.16 | Nchanga TLP copper recovery since restart | 176 |
| Figure 14.17 | Nchanga TLP throughput since restart | 176 |
| Figure 14.18 | Nchanga TLP feed schedule – Mineral Reserve case | 177 |
| Figure 14.19 | Nchanga TLP Mineral Reserve mine plan copper production and recovery | 178 |
| Figure 14.20 | Nchanga Smelter block flow diagram – design rates shown | 179 |
| Figure 14.21 | Smelter downtime - FY22, FY23, FY24 | 182 |
| Figure 14.22 | Nkana Refinery – process flowsheet | 189 |
| Figure 15.1 | Map showing main roads connecting towns of Chingola and Chililabombwe | 195 |
| Figure 15.2 | Map showing rail infrastructure of Zambia Railways Limited | 196 |
| Figure 15.3 | Map showing waste dump locations at KCM | 198 |
| Figure 15.4 | Map showing locations of all TSFs of Konkola and Nchanga Operations | 199 |
| Figure 15.5 | Map showing detail view of TD05 Muntimpa TSF | 200 |
| Figure 15.6 | Map showing detail view of Lubengele TSF | 201 |
| Figure 18.1 | Konkola Mine operating cost profile – Mineral Reserve case | 226 |
| Figure 18.2 | Konkola Mine cost breakdown – Mineral Reserve case | 226 |
| Figure 19.1 | KCM Smelter Feed Profile – Mineral Reserve Case (incl. external purchased concentrates) | 234 |
| Figure 19.2 | Projected overall mining schedule | 234 |
| Figure 19.3 | KCM Mineral Reserve production profile | 235 |
| Figure 19.4 | Copper price forecast – consensus range | 236 |
| Figure 19.5 | Mineral Reserve cashflow | 242 |
| Figure 19.6 | Sensitivity analysis graph – Mineral Reserve | 243 |
| Figure 20.1 | Konkola deposit and surrounding properties | 245 |
amcconsultants.com | xiv |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 1 | Executive summary |
| 1.1 | Introduction |
AMC Consultants (UK) Limited (AMC) was engaged by Vedanta Resources Limited (Vedanta) to prepare this Preliminary Feasibility Study (PFS) Technical Report Summary (TRS) for the Konkola Mine and associated TD03 and TD04 tailings dam operations located in the Zambian Copperbelt. This report has been prepared in compliance with Subpart 1300 of Regulation S-K (S-K 1300) as mandated by the United States Securities and Exchange Commission (SEC).
This PFS TRS presents the economic viability of mining Mineral Reserves at the Konkola Mine and the recovery of copper from TD03 and TD04 tailings dams. The technical contents of this report adhere to requirements for reporting on Mineral Reserves, as required by S-K 1300. The effective date of this report is 1 April 2026.
| 1.2 | Property description and ownership |
The Konkola Copper Mines Plc (KCM) Integrated Operations constitutes a single material property comprising an integrated copper production complex from ore extraction through to refined copper metal. KCM is an integrated copper mining, processing, and refining operation located in the Copperbelt Province of the Republic of Zambia. KCM’s operations produce refined copper cathode (LME Grade A) and cobalt alloy from two principal sources: underground mining at the Konkola Mine and recovery of copper from historical tailings dams at the Nchanga site. Run-of-mine ore from the Konkola Mine is processed through the Konkola Concentrator to produce copper concentrate, which is smelted at the Nchanga Smelter (an Outotec flash smelting facility) and refined at the Nkana Refinery in Kitwe. Oxide copper from tailings is recovered through the Nchanga Tailings Leach Plant (the Nchanga TLP) via sulfuric acid leaching, solvent extraction, and electrowinning.
KCM’s broader operations also include the Nchanga Business Unit (NBU), which comprises the Chingola Open Pit D and F (COP DF), underground operations (Nchanga Upper and Lower Ore Bodies), and several brownfield development prospects including COP E Extension, and Kakosa. These operations are covered in the companion Initial Assessment TRS. The Nchanga Business Unit mining operations are excluded from this PFS as they do not currently support Mineral Reserves.
KCM was privatised in March 2000 when assets were acquired from the state-owned Zambia Consolidated Copper Mines Limited (ZCCM). Following the exit of Anglo American in September 2002, Vedanta Resources assumed operational control from November 2004, investing in smelter construction, the Konkola Concentrator, Nchanga Concentrators, and the Konkola Mine, Konkola Deep Mining Project (No. 4 Shaft, 6 Mtpa hoisting capacity). KCM’s integrated metal production peaked at 160,000 tonnes per annum in FY 2013. In 2019, Zambia Consolidated Copper Mines Investment Holdings Plc (ZCCM-IH) commenced provisional liquidation proceedings, and operations were managed by a provisional liquidator until July 2024, when they were returned to Vedanta with shareholding restored to pre-liquidation status. Further details are provided in Section 5.
The properties covered by this PFS TRS are:
| · | Konkola Mine: Located near Chililabombwe, Republic of Zambia, approximately 20 kilometers (km) north of Chingola and 5 km south of the Democratic Republic of the Congo (DRC) border. The mine lies within the Zambian Copperbelt, a region known for its extensive copper deposits and well-established mining infrastructure. |
| · | TD03 and TD04: Historical tailings dams located at the Nchanga site near Chingola, containing oxide copper deposited from past Nchanga Concentrators operations. Reclaimed tailings are reclaimed and processed through the Nchanga TLP to produce copper cathode. |
KCM is a subsidiary of CopperTech Metals Inc. (the registrant). Mineral rights associated with the Konkola and Nchanga license areas are held by Konkola Mineral Resources Limited (KMRL), a subsidiary of KCM. As of the effective date of this report, Vedanta Resources holds 79.42% of KCM’s issued share capital, with ZCCM-IH holding 20.58%. Further details on the registrant are provided in Section 2.1 and on operational history, including ownership transitions, in Section 5.
amcconsultants.com | 15 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The Konkola Mine and adjacent mineral processing facilities contribute approximately 90% of recovered copper production over the life of the Mineral Reserve mine plan.
| 1.3 | Mineral rights |
KCM's mineral rights are governed by the Republic of Zambia's Minerals Regulation Commission Act (2024) and operate under Large-Scale Mining Licenses (LSMLs). The key licenses relevant to this PFS are shown in Table 1.1.
| Table 1.1 | KCM mineral rights and licenses |
Asset | License | Description | Area (ha) | Expiry | ||||
| Konkola | 7076-HQ-LML | Mining and concentrator operations | 4,054 | 30 Mar 2050 | ||||
| Nchanga | 7075-HQ-LML | Nchanga mining operations | 10,659 | 30 Mar 2050 | ||||
| Nchanga TLP | 28174-HQ-MPL | Nchanga TLP operations | 177 | 16 Dec 2045 | ||||
| Nkana Refinery | 20945-HQ-MPL | Refining activities at Kitwe | 50 | 18 Apr 2050 |
As of the effective date of this report, and to the Qualified Person's (QP) knowledge, there are no material encumbrances, legal proceedings, or compliance issues that would adversely affect the standing of these licenses or KCM's ability to conduct operations. Standard regulatory and environmental obligations applicable to mining operations in Zambia are described in Section 3.
| 1.4 | Geology and mineralisation |
The Konkola deposit is a stratiform, sediment-hosted copper-cobalt deposit located within the Central African Copperbelt. Mineralisation is hosted in Neoproterozoic metasedimentary rocks of the Katanga Supergroup, primarily within the Ore Shale Unit (OSU). Copper mineralisation occurs as disseminated and vein-hosted chalcopyrite and bornite, with associated cobalt mineralisation. The orebody dips between 35° and 70° with an average thickness of approximately 9 meters (m). TD03 and TD04 comprise historical tailings from Nchanga Concentrators operations containing residual copper amenable to acid leaching.
| 1.5 | Exploration status |
Exploration at the Konkola deposit has been ongoing since its discovery in 1924, with systematic diamond drilling programs conducted from the 1950s through 2019. The drilling database comprises historical and modern diamond core data collected across multiple campaigns by successive asset owners, including ZCCM (pre-2000), Anglo American (2000-2002), and Vedanta Resources (2004-2019). No exploration, infill, or extension drilling has been undertaken since the commencement of provisional liquidation in May 2019.
Drilling methods employed at Konkola include pneumatic and electric hydraulic diamond coring using BQ, NQ, HQ, and PQ diameter core, with a minimum core recovery expectation of 90% in mineralised zones. Core logging records lithology, rock type, visible mineralisation, degree of weathering, RQD, and joint density. Sampling intervals are a maximum of 1 m within mineralisation, with 0.5 m intervals in the immediate footwall and hangingwall formations.
A quality assurance and quality control (QAQC) program is in place, incorporating blank and certified reference material (CRM) samples inserted at a rate of one per five primary samples (for batches of fewer than 20 samples) or one per ten primary samples (for batches exceeding 30 samples). Repeat analyses of coarse rejects and pulp samples comprise at least 20% of combined samples. Details of the QAQC program and sample preparation methods are provided in Sections 7 and 8.
amcconsultants.com | 16 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Infill drilling to convert Inferred Mineral Resources to Indicated, and subsequently to support additional Mineral Reserve conversion re-commenced in late 2025 and is ongoing. This is from both underground and surface. Further drilling is recommended as a priority activity (Section 23.1.1).
| 1.6 | Development and operations status |
KCM is a brownfield operation with over 95 years of continuous mining history. The Konkola Mine, Nchanga smelter, Nkana refinery, and associated processing infrastructure are established, operational facilities. Following the return of operational control to Vedanta in July 2024, KCM has commenced a restart and ramp-up of operations.
Konkola is an established underground copper mining operation located near Chililabombwe, Republic of Zambia. Underground mining is currently operational, with ore hoisted via No. 4 Shaft, No. 3 Shaft and No. 1 Shaft. Development activities are centred on the Konkola Deep Mining Project (KDMP), which provides access to deeper sections of the orebody via underground declines, with No. 4 Shaft already extending to the lower levels of the known mineral resource. Mining is primarily undertaken using longitudinal longhole open stoping (LHOS) methods, with a planned transition from Post Pillar Cut and Fill (PPCF) to Panel Stoping with Paste Fill in flatly dipping areas of the orebody to increase resource recovery and improve the ore-to-waste development ratio. Paste fill is not currently used at the operation; however, it is a critical component for future extraction of flatly dipping areas, where panel stoping is planned, and will enable secondary stope extraction and assist with regional geotechnical stability.
The operation is characterised by exceptionally high groundwater inflows and is regarded as one of the wettest underground mines globally. A comprehensive dewatering system is in place, including staged pumping stations, sumps, and water management infrastructure to maintain mine access and safety. Ventilation systems have been progressively expanded to address increasing depth and the use of underground diesel fleets. Personnel access is provided via shaft hoisting systems and declines, supported by underground refuge chambers and surface infrastructure.
Surface processing facilities are operational, including the Konkola Concentrator (crushing, milling, flotation, and dewatering), the Nchanga Flash Smelter, the Nkana Refinery (electrorefining), and the Nchanga Tailings Leach Plant (TLP) for acid soluble copper recovery from TD03 and TD04. The integrated processing route produces LME Grade A refined copper cathode and cobalt alloy.
Key infrastructure supporting operations includes a long-term power supply agreement with Copperbelt Energy Corporation (CEC) providing 200 MW capacity, a comprehensive dewatering system managing approximately 350,000 m³/day of groundwater inflows at the Konkola Mine, and established road and logistics infrastructure connecting the Konkola, Nchanga, and Nkana sites across the Copperbelt Province.
The PFS mine plan contemplates sustained production from the existing infrastructure with capital investment in underground development, dewatering expansion (including the critical 1390 level pumping infrastructure), and sustaining capital across all facilities. No new greenfield infrastructure or major expansion capital beyond the existing operational footprint is required for the activities contemplated in this PFS.
| 1.7 | Mineral Reserve estimate |
This sub-section contains forward-looking information related to the Mineral Reserve estimates for the KCM Integrated Operations. The material factors that could cause actual results to differ materially from the conclusions, estimates, designs, forecasts, or projections in the forward-looking information include any significant differences from one or more of the material factors or assumptions set forth in this sub-section, including geological and grade interpretations, commodity prices, mining dilution and recovery assumptions, and forecasts associated with establishing the economic viability of the project.
amcconsultants.com | 17 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The Mineral Reserve estimates presented herein have been prepared in accordance with the U.S. SEC S-K 1300 and have been reviewed and approved by the QPs. Mineral Reserves represent the economically mineable parts of Measured and Indicated Mineral Resources and include allowances for dilution and mining losses. Mineral Reserves based on Measured Mineral Resources have been classified as Proven Mineral Reserves, and Mineral Reserves based on Indicated Mineral Resources have been classified as Probable Mineral Reserves, consistent with S-K 1300 definitions. No Inferred Mineral Resources have been included in the Mineral Reserve estimate, the production schedule, or the economic analysis presented in this PFS. The Mineral Reserve estimate has been completed to a level appropriate for a Preliminary Feasibility Study and reflects the application of modifying factors, including mine design, production scheduling, metallurgical recovery, and economic parameters, to the Measured and Indicated Mineral Resources.
The Mineral Reserve estimates are based on a copper price assumption of US$9,000/t (US$4.08/lb) for Net Smelter Return (NSR) cut-off determination and US$28,000/t (US$12.70/lb) for cobalt. The economic analysis supporting the Mineral Reserve is based on P75 consensus copper price forecasts as detailed in Section 16. In the opinion of the QP, these price assumptions provide a reasonable basis for establishing the economic viability of the project and satisfy S-K 1300 requirements for commodity price disclosure.
The Mineral Reserve estimate as of 1 April 2026 is summarised in Table 1.2. The point of reference for Mineral Reserves is defined at the point where ore is delivered to the processing plant. As of the effective date of this report, Measured and Indicated Mineral Resources represent approximately 23% of the total Mineral Resource. The QPs consider that there is potential to increase Mineral Reserves through continued resource definition drilling as recommended in Section 23.1.1.
| Table 1.2 | KCM Mineral Reserve estimate summary – 1 April 2026 |
| Deposit | Classification | Tonnes (Mt) | TCu% | Cu (kt) | TCo% | Co (kt) | ||||||
| Konkola UG | Proven | 2.1 | 2.5 | 54.6 | 0.06 | 1.36 | ||||||
| Konkola UG | Probable | 27 | 2.9 | 784 | 0.06 | 15.5 | ||||||
| Konkola UG Total | Proven + Probable | 29 | 2.9 | 839 | 0.06 | 16.8 | ||||||
| TD03 Tailings Complex | Proven | - | - | - | - | - | ||||||
| TD03 Tailings Complex | Probable | 2.8 | 0.8 | 22 | - | - | ||||||
| TD04 Tailings Complex | Proven | - | - | - | - | - | ||||||
| TD04 Tailings Complex | Probable | 22 | 0.6 | 135 | - | - | ||||||
| Tailings Complex (Total) | Proven | - | - | - | - | - | ||||||
| Tailings Complex (Total) | Probable | 25 | 0.6 | 157 | - | - | ||||||
| Tailings Complex (Total) | Proven & Probable | 25 | 0.6 | 157 | - | - | ||||||
| KCM Total | Proven | 2.1 | 2.5 | 54.6 | 0.06 | 1.36 | ||||||
| KCM Total | Probable | 51 | 1.8 | 941 | 0.03 | 15.5 | ||||||
| KCM Total | Proven + Probable | 54 | 1.9 | 995 | 0.03 | 16.8 |
amcconsultants.com | 18 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Notes:
| · | Mineral Reserves are reported with an effective date of 1 April 2026. |
| · | Classification in accordance with S-K 1300. Mineral Reserves are derived from Measured and Indicated Mineral Resources by application of mining, processing, metallurgical, infrastructure, economic, marketing, legal, environmental, social, and governmental modifying factors. Inferred Mineral Resources are not included in Mineral Reserves and are not included in this table. |
| · | Mineral Reserves are reported on a 100% basis as the Mineral Reserves of Konkola Copper Mines Plc. |
| · | Cut-off grade, Konkola Mine: NSR cut-off values of US$50–125/t ROM apply, calculated using a copper price of US$9,000/t (US$4.08/lb) and a cobalt price of US$28,000/t (US$12.70/lb). Cut-off range varies by mining area and reflects underground access cost and depth. |
| · | Cut-off grade, TD03 and TD04: No cut-off applied. The Mineral Reserve represents 100% of the TD04 and TD03 Mineral Resource. |
| · | Metallurgical recovery, Konkola Mine: Concentrator 89.2% Cu (Mineral Reserve mine plan average), 60% Co; Smelter 98.1% Cu, 30% Co; Concentrate payable Cu 96.8%. |
| · | Metallurgical recovery, Nchanga TLP (ambient leach, TD03 and TD04 only): 74.8% Acid Soluble Copper (ASCu) recovery, equivalent to approximately 48.5% Total Copper (TCu) recovery to cathode, derived from the 10-year historical average TLP performance (2010–2019) and consistent with FY2025/26 actual. The Elevated Temperature Leach retrofit described in the companion Initial Assessment Technical Report Summary is not part of the Mineral Reserve scope. |
| · | Cobalt in TD03 and TD04: Cobalt is present in TD03 and TD04 tailings but is not recovered in the TLP electrowinning process. No cobalt revenue is attributed to TD03 or TD04 in the economic analysis. The "–" entries in the cobalt grade and content columns reflect non-recovery in the Mineral Reserve scope, not absence of cobalt mineralisation. |
| · | Processing route for Konkola Mineral Reserves: Konkola Concentrator → Nchanga Smelter → Nkana Refinery. Processing route for TD03 and TD04 Mineral Reserves: existing Nchanga TLP (ambient leach) → copper cathode. |
| · | Point of reference: Ore delivered to the processing plant (mill feed). For TD03 and TD04, point of reference is the reclaimed tailings stream delivered to the Nchanga TLP feed. |
| · | Pricing convention: Mineral Reserves are reported using a copper price of US$9,000/t (US$4.08/lb) and a cobalt price of US$28,000/t (US$12.70/lb) for NSR cut-off grade determination. The economic analysis in Section 19 applies P75 consensus copper pricing of US$11,101/t to US$12,793/t over the production period. The lower NSR cut-off price provides a conservative reserve declaration boundary that holds under reasonable downside copper price scenarios; the higher P75 consensus pricing applied in the economic analysis represents the consensus market view over the production period and is the appropriate basis for evaluating project NPV and IRR. This convention is consistent with industry practice for SK1300 Mineral Reserve disclosure. |
| · | Tonnage and grade are rounded; this may result in minor apparent computational discrepancies in totals. |
| · | Mineral Reserves are 100% attributable to Konkola Copper Mines Plc. |
The Measured and Indicated portion of TD05 (198 Mt - refer companion Initial Assessment TRS Table 11.28) is reported as a Mineral Resource in the companion IA TRS but has not been declared as a Mineral Reserve in this PFS. The QPs consider that the engineering and economic definition required for TD05 Mineral Reserve declaration is below the PFS threshold at the effective date, and a prefeasibility-level study addressing TD05 reclamation through the existing Nchanga TLP is identified in Section 23 as essential to support a future Mineral Reserve declaration. Accordingly, the M&I Case in the companion IA TRS - which incorporates TD05 M&I via the existing Nchanga TLP and runs approximately 15 years - has a broader scope than the Mineral Reserve case presented in this PFS (approximately 11 years).
The QPs are not aware of any environmental, permitting, legal, title, taxation, socio-political, marketing, or other relevant factors that could materially affect the Mineral Reserve estimates, other than as disclosed elsewhere in this report.
| 1.8 | Mineral Resources |
Mineral Resources for the KCM Integrated Operations are detailed in Section 11. Mineral Resources are reported exclusive of Mineral Reserves and do not have demonstrated economic viability. Inferred Mineral Resources are considered too speculative geologically to have the economic considerations applied to them that would enable them to be categorised as Mineral Reserves, and there is no certainty that all or any part of the Inferred Mineral Resources will be converted to Measured or Indicated Mineral Resources with additional exploration. Mineral Resources that are not Mineral Reserves have not been included in the production schedule, mine plan, or economic analysis presented in this PFS. The full Mineral Resource case is assessed in the companion Initial Assessment TRS (AMC, 2026). The Mineral Resource estimate as of 1 April 2026 is summarised in Table 1.3.
amcconsultants.com | 19 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 1.3 | KCM Mineral Resource estimate summary (Exclusive of Mineral Reserves) – 1 April 2026 |
| Deposit | Classification | Tonnes (Mt) | TCu (%) | Cu (kt) | TCo (%) | Co (kt) | ||||||
| Konkola Mine | Measured | 1.4 | 3.7 | 52 | 0.06 | 1 | ||||||
| Konkola Mine | Indicated | 5.9 | 3.8 | 221 | 0.07 | 4 | ||||||
| Konkola Mine | M + I | 7.3 | 3.8 | 273 | 0.06 | 4 | ||||||
| Konkola Mine | Inferred | 248 | 3.4 | 8,322 | 0.06 | 149 | ||||||
| Tailings Dam 03 (“TD03”) | Indicated | 0.0 | - | - | - | - | ||||||
| Tailings Dam 04 (“TD04”) | Indicated | 0.0 | - | - | - | - | ||||||
| KCM Total | M + I | 7.3 | 3.8 | 273 | 0.06 | 4 | ||||||
| KCM Total | Inferred | 248 | 3.4 | 8,322 | 0.06 | 149 |
Notes:
| · | Mineral Resources are reported with an effective date of 1 April 2026. |
| · | Mineral Resources are reported exclusive of Mineral Reserves. Mineral Resources that are not Mineral Reserves do not have demonstrated economic viability. |
| · | Classification in accordance with S-K 1300. |
| · | Point of reference: in situ material. |
| · | Cut-off grade, Konkola Mine: 1.1% TCu, based on a copper price of US$10,000/t (US$4.54/lb). |
| · | Cut-off grade, TD03 and TD04: no cut-off applied; tailings inventory not classified by grade. |
| · | TD04 Mineral Resources have been fully converted to Probable Mineral Reserves (Table 1.2; Section 12). |
| · | Inferred Mineral Resources are considered too speculative geologically to be categorised as Mineral Reserves at this time, and there is no certainty that Inferred Mineral Resources will be converted to higher confidence categories with additional exploration. As of the effective date, approximately 97% of the total Mineral Resource (exclusive of Mineral Reserves) is classified as Inferred and is concentrated at the Konkola Mine. Inferred Mineral Resources are excluded from the PFS mine plan and economic assessment; any Inferred material within mine designs has been treated as waste and assigned zero grade. The full Mineral Resource case (including Inferred) is assessed in the companion Initial Assessment Technical Report Summary (AMC, 2026). |
| · | Metallurgical recovery, Konkola Mine: Concentrator 89.2% Cu, 60% Co; Smelter 98.1% Cu, 30% Co; Concentrate payable Cu 96.8%. Overall ROM to payable Cu: 84.7%; ROM to refined Co: 18.0%. |
| · | Metallurgical recovery, Nchanga TLP (ambient leach, TD03 and TD04 only): 74.8% Acid Soluble Copper (ASCu) recovery, equivalent to approximately 48.5% Total Copper (TCu) recovery to cathode. |
| · | Mineral Resources are 100% attributable to Konkola Copper Mines Plc. |
| · | Tonnage and grade are rounded; this may result in minor apparent computational discrepancies in totals. |
As of the effective date of this report, approximately 63% of total KCM Mineral Resources are classified as Inferred and have not been included in the Mineral Reserve estimate; the Measured and Indicated Mineral Resources represent approximately 37% of the total Mineral Resource. The QPs consider that there is potential to increase Mineral Reserves through continued resource definition drilling as recommended in Section 23.1.1.
| 1.9 | Mining methods |
Konkola Mine is an established underground copper mining operation. Development activities are centered on the Konkola Deep Mining Project (KDMP), which provides access to deeper sections of the orebody via vertical shafts and underground declines. Mining is primarily undertaken using longitudinal longhole open stoping (LHOS) methods.
The orebody dips between 35° and 70°, with average thickness of 9 meters (m). A mine plan redesign of KDMP formed an integral component of the PFS. The mining method applied to flatly dipping (<40°) parts of the orebody has been changed from Post Pillar Cut and Fill (PPCF) to Panel Stoping with paste fill as a key enabler. The change in mining method increases resource recovery, thereby improving the ore to waste development ratio.
The operation is characterised by exceptionally high groundwater inflows and is regarded as one of the wettest underground mines globally, with an ore hoist-to-water pumping ratio of approximately 1:49. A comprehensive dewatering system is in place, including staged pumping stations, sumps, and water management infrastructure to maintain mine access and safety.
amcconsultants.com | 20 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 1.10 | Processing and recovery methods |
KCM's processing infrastructure comprises the Konkola Concentrator, Nchanga concentrators, Nchanga TLP, Nchanga flash smelter, and Nkana refinery. These assets are operationally integrated and cannot be economically separated. Surface facilities at the Konkola Complex process run-of-mine (ROM) ore through crushing, milling, flotation, and dewatering. The produced concentrate is transported to the Nchanga Smelter, with final copper production completed at the Nkana Refinery via electrorefining.
Key processing parameters:
| · | Konkola Concentrator Recovery: 89.2% copper recovery to concentrate. |
| · | Concentrate Grade: Approximately 33% copper. |
| · | Smelter Recovery: 98.1% copper recovery. |
| · | Concentrate Payable Cu: 96.8% payable copper. |
| · | Nchanga TLP Recovery: 48.5% total copper recovery (refer to Section 10 for acid soluble copper recovery details). |
The LOM plan assumes purchase of 300,000–315,000 tpa of third-party concentrate from regional Zambian and DRC Copperbelt mines to supplement KCM's own internal feed. This is a process requirement of the Nchanga Flash Smelting Furnace, which requires a specific Fe / SiO₂ ratio in the feed blend that cannot be achieved using KCM's own concentrates alone, as both the Konkola and Nchanga concentrators produce high-silica concentrate (typically 20–22% SiO₂ against a preferred limit of less than 15% SiO₂). Third-party concentrate is purchased on a metal-return basis, KCM takes ownership of the concentrate and bears the associated price risk, and is not a toll processing arrangement.
Third-party concentrate has been sourced historically from large-scale open pit and underground copper producers in the Zambian and DRC Copperbelt, providing a diverse regional supply base within 200 to 500 kilometres of the Nchanga Smelter. The Copperbelt region represents one of the world's largest copper-producing areas and output is forecast to grow across the Mineral Reserve LOM period. A structural dynamic supporting supply continuity is the Zambian government's 10% export levy on copper concentrate, which creates a material economic incentive for Zambian producers to supply domestic smelters rather than export, and the comparatively high logistics cost of shipping DRC-origin concentrate to overseas smelters relative to regional Copperbelt facilities. However, a number of the largest Copperbelt mine expansions are expected to be accompanied by dedicated on-site smelting capacity over the LOM period, which would reduce the volume of concentrate available to third-party buyers. In particular, Ivanhoe Mines has announced plans to commission an on-site direct-to-blister smelter at the Kamoa-Kakula Copper Complex in the DRC (500,000 tpa capacity), which, once operational, is expected to process Kamoa-Kakula's own concentrate internally rather than making it available to regional third-party smelters. Kamoa-Kakula concentrate has historically been one of the most desirable high-grade, low-silica feeds available to the Nchanga Flash Smelting Furnace (FSF) and its anticipated withdrawal from the regional market represents a material change in the third-party concentrate supply landscape over the LOM. Active management of the regional supply base will accordingly be required throughout the LOM to maintain the assumed 300,000–315,000 tpa of third-party concentrate.
amcconsultants.com | 21 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The QPs consider there is a reasonable basis to expect that sufficient concentrate will remain available at commercially reasonable terms given the scale of regional Copperbelt production, the structural inability of many smaller producers to develop proprietary smelting capacity, and the structural supply dynamics described in Section 14.4.3. However, the absence of binding supply contracts beyond FY2026 introduces commercial uncertainty that the QPs consider to be a material risk to the LOM plan, and securing ongoing supply arrangements is identified as an essential commercial requirement. The sensitivity of project economics to this dependency is assessed in Section 19.2.4, which models the removal of third-party concentrate from the LOM plan entirely. The total NPV₈% impact comprises two components: the direct smelter contribution accounts for approximately US$140M or approximately 9% of the post-tax base case NPV₈% of US$1,588M; the incremental acid procurement cost arising from reduced smelter throughput accounts for a further approximately US$70M, reflecting the delta between the external market price of US$175/t and the internal transfer price of US$130/t applied to the acid shortfall of approximately 1.6 Mt over the Mineral Reserve life of mine. The combined post-tax NPV₈% reduction is approximately US$210M or approximately 13%, reducing the post-tax base case NPV₈% to approximately US$1,378M. The KCM Integrated Operations remain economic under this sensitivity on the basis of KCM's own Mineral Reserve production, and the uninterrupted sourcing of third-party concentrate is identified as an essential operational and commercial requirement throughout the life of mine.
| 1.11 | Infrastructure |
KCM’s integrated operations span three principal sites connected by established road infrastructure across the Copperbelt Province. Run-of-mine ore from the Konkola Mine at Chililabombwe is processed through the on-site Konkola Concentrator. Copper concentrate is transported approximately 20 km by road to the Nchanga Flash Smelter at Chingola, with blister copper then transported approximately 55 km to the Nkana Refinery at Kitwe for electrorefining to LME Grade A cathode. All inter-site routes utilise high-quality tarmac roads capable of supporting loads up to 50 tonnes.
Power is supplied under a long-term agreement with CEC, providing 200 MW capacity to all KCM sites. This agreement has been in place for over 20 years. Water supply for processing operations is sourced primarily from the Kafue River system and from dewatering operations at the Konkola Mine, which pumps approximately 350,000 m³/day. The Konkola Mine operates a comprehensive staged dewatering system including pumping stations, sumps, and water management infrastructure critical to maintaining mine access and safety.
Export logistics for refined copper cathode rely on road freight to rail transfer points and onward transport to regional ports, including Dar-es-Salaam (Tanzania), Walvis Bay (Namibia), and Durban (South Africa). Further details on infrastructure and logistics are provided in Sections 4 and 15.
| 1.12 | Economic analysis summary |
The before-tax economic analysis is based on the Mineral Reserve mine plan only. The economic model incorporates the operating cost, capital cost, and pricing inputs described in this report. Revenue assumptions are:
| · | Copper Price: P75 consensus pricing as per Table 19.2 (ranging from US$11,101/t to US$12,793/t over the Mineral Reserve production period). |
| · | Cobalt Price: P50 consensus pricing (ranging from US$42,262/t to US$52,465/t over the Mineral Reserve production period). |
| · | Discount Rate: 8% real, pre-tax. |
Capital expenditure for the Mineral Reserve mine plan totals US$1,238M, comprising growth capital, capitalised mining development, and sustaining capital. A summary by category is presented in Table 1.4.
amcconsultants.com | 22 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 1.4 | Capital cost summary – Mineral Reserve case |
| Capital category | Amount (US$M) | % of Total | ||
| Growth Capital | 208 | 16.6 | ||
| 1390 mL Pump Chamber (Konkola) | 55 | 4.4 | ||
| Tramming Upgrade Phase 2 (875 mL) (Konkola) | 22 | 1.7 | ||
| Concentrator Stream 2 Refurbishment (Konkola) | 3.6 | 0.3 | ||
| Permanent Cathodes (TLP) | 20 | 1.6 | ||
| Other growth projects (incl. EPCM & contingency) | 109 | 8.7 | ||
| Capitalised Mining Development (Sub-total) | 569 | 45.3 | ||
| Lateral Development | 505 | 40.2 | ||
| Vertical Development | 64 | 5.1 | ||
| Sustaining Capital (Sub-total) | 461 | 36.7 | ||
| KCM Underground Sustaining | 302 | 24.1 | ||
| Nchanga Smelter Sustaining | 142 | 11.3 | ||
| Other sustaining (TLP) | 17 | 1.4 | ||
| Total Capital | 1,238 | 100 | ||
| Closure Costs (additional) | 133 | - |
Note: All values in US$M. Capital cost estimates are at PFS accuracy level (±25%) with contingency of 10–15%. Totals may not sum due to rounding. Refer to Section 18 for detail.
Growth capital of US$208MM comprises investments to support planned production rates, with the largest single item being the 1390 mL Pump Chamber (US$55M) for primary dewatering infrastructure. Capitalised mining development of US$569M reflects the underground lateral and vertical development required to access Mineral Reserves at the Konkola Mine. Approximately 60% of life-of-mine capital expenditure (US$742M of US$1,238M) is scheduled in the first three years (fiscal years 2027 through 2029), reflecting the front-loaded nature of the dewatering, shaft, and lateral development program. Sustaining capital of US$461M covers ongoing equipment replacement and infrastructure maintenance across both the KCM underground operations and the Nchanga Smelter and Refinery.
Life-of-mine operating costs total US$4,816, comprising KCM underground mining, Nchanga TLP tailings reclamation, and Nchanga Smelter and refinery operations, and excluding royalties. A summary by operational unit is presented in Table 1.5.
| Table 1.5 | Operating cost summary – Mineral Reserve case |
| Operating Cost Category | LOM Total (US$M) | Unit Cost | Unit | |||
| Konkola Underground Mining (Mining + G&A) | 3,639 | 125 | US$/t ore | |||
| Nchanga Business Unit (NBU) | 11 | N/A | ||||
| Nchanga TLP Operations | 519 | 15 | US$/t ore | |||
| Subtotal — Mining Operating Costs | 4,169 | - | - | |||
| Smelter & Refinery Operating Costs | 1,376 | - | - | |||
| Smelter & Refinery Credits | (729) | - | - | |||
| Total Operating Costs | 4,816 | - | - | |||
| C1 Cash Cost1 | 4,415 | 2.46 | US$/lb Cu | |||
| All-in Sustaining Cost (AISC)1 | 5,583 | 3.11 | US$/lb Cu |
Note: 1 C1 and AISC are non-GAAP measures. C1 Cash Cost includes all direct mining, processing, and site G&A costs, net of by-product credits. AISC includes C1 plus sustaining capital, and royalties. Full definitions and reconciliation provided in Section 18. Refer to Section 18 for annual cost profiles.
KCM underground mining costs of US$3,639M (US$125/t ore average) include operating development, stoping, power, dewatering, backfill, and mine services. Nchanga TLP operating costs of US$519M, equivalent to approximately US$15/t of total TLP mill throughput, cover tailings reclamation, leach circuit processing, and site administration. Smelter and refinery operating costs of US$1376M include the Nchanga Smelter, sulfuric acid plant, and Nkana Refinery.
amcconsultants.com | 23 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The Mineral Reserve case economic results are summarised in Table 1.6.
| Table 1.6 | Summarised economic results |
| Item | Unit | Value | ||
| Production | ||||
| Konkola Ore Mined | kt | 29,066 | ||
| Konkola Underground Head Grade | %TCu | 2.89 | ||
| Konkola Underground Recovery | % | 89.2 | ||
| Nchanga TLP Ore Mined | kt | 24,522 | ||
| Nchanga TLP Head Grade | %TCu | 0.64 | ||
| Nchanga TLP Recovery (Total Cu Recovery) | % | 48.50 | ||
| Total Integrated Copper Production(1) | kt | 814 | ||
| Mine Life | years | ~11 | ||
| Economic Metrics | ||||
| Net Revenue | US$M | 9,914 | ||
| Total Operating Costs(2) | US$M | 4,816 | ||
| Total Capital Expenditure | US$M | 1,238 | ||
| C1 Cash Cost(3) | US$/lb Cu | 2.46 | ||
| All-in Sustaining Cost(3) | US$/lb Cu | 3.11 | ||
| Free Cash Flow (post-tax) | US$M | 2,425 | ||
| NPV₈% (post-tax, real) | US$M | 1,588 | ||
| IRR (post-tax) | % | N/A(4) | ||
| Payback Period | years | ~2.0 |
Notes:
| 1 | Integrated Metal Production is KCM's own payable copper (Konkola Mine 734 kt + Nchanga TLP 80 kt). Excludes copper from third-party concentrate processed at the Nchanga Smelter and Nkana Refinery (Third-Party Metal Production: 1,112 kt; Total Metal: 1,925 kt). Refer to Table 19.2 for full breakdown. |
| 2 | Total Operating Costs of US$4,816M comprises mining operating costs, smelter and refinery operating costs net of by-product credits, and treatment and refining charges (TC/RC). Refer to Table 19.2 for the full operating cost build. |
| 3 | C1 Cash Cost and AISC are non-GAAP measures calculated on KCM's own payable copper production (Integrated Metal Production basis: 814 kt). Refer to Table 19.2 and Section 18. |
| 4 | IRR is not reported for the Reserve Case. KCM is a brownfield producing operation, with capital distributed across the mine plan rather than concentrated in an initial construction phase. The modest Year 1 negative pre-tax free cash flow reflects incremental investment timing rather than a greenfield-type construction outflow, and a conventional IRR does not produce a meaningful measure of economic viability. |
The Mineral Reserve Case demonstrates economic viability based on the Proven and Probable Mineral Reserves declared at the Konkola Mine and Tailings Dams TD03 and TD04, with an ~11 year mine life. An 8% annual real discount rate has been applied to the cashflows in the Mineral Reserve Case to yield a post-tax NPV of US$1.6B (US$2.0B pre-tax) and a post-tax free cash flow of approximately US$2.4B. The economic analysis includes the processing of third-party purchased concentrate through the Nchanga Smelter and Nkana Refinery, which contributes approximately US$140M to post-tax NPV₈% (approximately 9% of total post-tax NPV). No third-party material is included in any Mineral Reserve or Mineral Resource estimate. Excluding the third-party contribution, the post-tax NPV₈% attributable to KCM's own copper production is approximately US$1.4B; refer to Section 19 for further detail.
amcconsultants.com | 24 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 1.13 | Sensitivity analysis |
A sensitivity analysis on the NPV₈% was undertaken on copper price, cobalt price, operating costs and capital costs. The results are shown in Figure 1.1 and summarised in Table 1.7. The project is most sensitive to changes in copper prices and operating costs.
| Figure 1.1 | Sensitivity analysis graph |
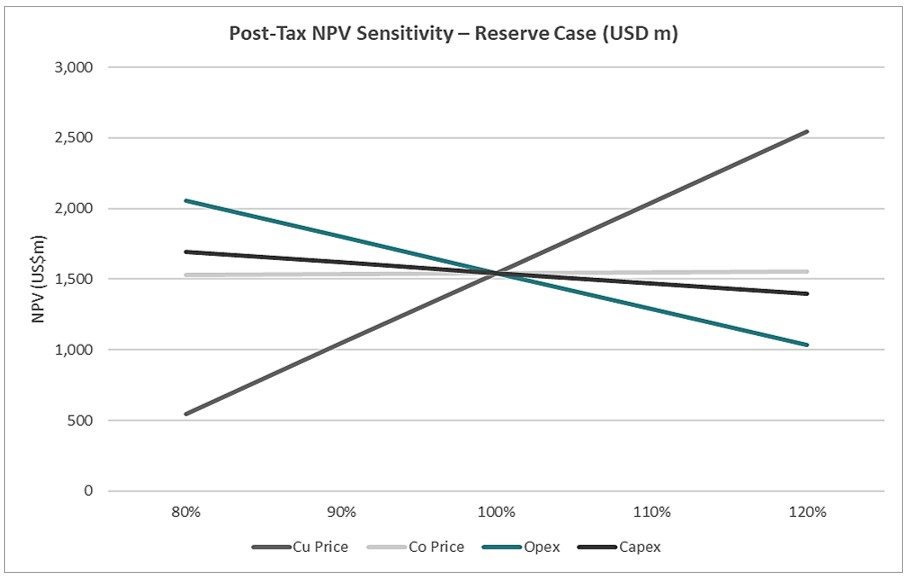
Source: AMC, 2026.
| Table 1.7 | Sensitivity analysis results |
| Parameter | 80% | 90% | 100% | 110% | 120% | |||||
| Cu Price (NPV US$M) | 626 | 1,107 | 1,588 | 2,069 | 2,550 | |||||
| Co Price (NPV US$M) | 1,577 | 1,582 | 1,588 | 1,594 | 1,600 | |||||
| OPEX (NPV US$M) | 2,079 | 1,833 | 1,588 | 1,342 | 1,098 | |||||
| CAPEX (NPV US$M) | 1,730 | 1,660 | 1,588 | 1,517 | 1,446 |
amcconsultants.com | 25 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 1.14 | Environmental studies, permitting, and social or community impact |
KCM operates under valid Large-Scale Mining Licenses issued by the Zambian Ministry of Mines. Key permits include environmental authorisations under the Zambia Environmental Management Agency (ZEMA), water abstraction permits for dewatering operations, and tailings storage facility (TSF) operating permits. All required permits for current operations are in place. The Konkola license (7076-HQ-LML) expires 30 March 2050, and the Nchanga TLP license (28174-HQ-MPL) expires 16 December 2045. No new permits are required for the activities contemplated in this PFS. Environmental management at KCM is governed by the Environmental Management Act (EMA) of 2011 and its subsidiary regulations. Based on the 2020 EPF audit report, KCM's total EPF liability across all locations was US$129M. As per the assessment, Nkana was classified under Category 1, while Nchanga, Konkola and Nampundwe were classified under Category 2, with a total cash contribution liability of US$12,037,058. KCM made a cash contribution of US$5,464,682, leaving an outstanding balance of US$6,572,376 during the liquidation period. The outstanding balance has been filed as a claim under the Creditors' Scheme of Arrangement by the Mines Safety Department (MSD), which falls under the Government of the Republic of Zambia (GRZ), and will be settled in accordance with the waterfall mechanism provided thereunder. In relation to the period of provisional liquidation, during which KCM was not under the control of Vedanta, KCM has been granted a two-year moratorium on liabilities from the date of Board reinstatement (31 July 2024), during which no payments in respect of such liabilities are required. KCM is actively working across all operational sites to improve compliance with EPF requirements and enhance site categorisation, which is expected to reduce future cash contribution obligations. To strengthen compliance and provide an updated position, KCM commissioned an independent third-party assessment of EPF liabilities as at 31 December 2025, which assessed the total EPF liability at US$144M. The increase from the 2020 audit is attributable primarily to updated closure cost assumptions, revised scope of rehabilitation activities, inflationary adjustments, and expanded environmental obligations identified during the reassessment. Estimated closure costs of US$133M have been included in the economic analysis (Section 19) and are based on preliminary closure planning, which may be refined in subsequent studies. Tailings storage facilities are managed in accordance with the Global Industry Standard on Tailings Management (GISTM), with quarterly independent assessments conducted on all operational TSFs. Two operational TSFs (TD05 Muntimpa and Lubengele) are subject to ongoing stability monitoring and statutory compliance inspections. Further details on TSF conditions and management are provided in Section 15.8.
KCM’s operations are located within established Copperbelt mining towns (Chililabombwe, Chingola, and Kitwe) with long-standing community relationships. Community development, resettlement programs, and stakeholder engagement activities are managed by KCM as described in Section 17. The QPs have relied on the Registrant for information regarding environmental and community matters as disclosed in Section 25.
| 1.15 | Qualified Person's conclusions |
The QP concludes that:
| · | The Konkola Mine Mineral Reserve estimate is based on the mine plan and adjusted mining methods and systems described in this document. |
| · | Mineral Reserves are currently derived exclusively from Measured and Indicated Mineral Resources, which represent approximately 2.8% of the total Konkola Mineral Resource (exclusive of Reserves). The remaining, approximately 97.2%, is classified as Inferred and has not been included in the Mineral Reserve estimate or the PFS mine plan. Conversion of Inferred Mineral Resources to higher confidence categories through infill drilling, as recommended in Section 23.1.1, has the potential to materially increase future Mineral Reserve estimates, subject to the application of applicable modifying factors. |
| · | The economic analysis for the Mineral Reserve case demonstrates a positive outcome, with a post-tax NPV₈% of US$1,588M, pre-tax NPV₈% of US$1,998 and a payback period of ~2.0years. |
| · | The timely and effective installation of the 1390 level pumping infrastructure is critical to achieving the required dewatering rates. |
| · | Underground water management remains the principal technical risk to sustained production at the planned rates. The dewatering strategy is described in Section 13 and its capital requirements in Section 18. |
The QP recommends:
| · | A systematic infill drilling program targeting conversion of Inferred Mineral Resources to Indicated, prioritizing areas adjacent to existing development and planned stoping blocks, to support future Mineral Reserve growth (Section 23.1.1). |
| · | Prioritisation of the 1390 level pumping infrastructure installation. |
| · | Ongoing monitoring of groundwater conditions and dewatering system performance. |
| · | Continued geotechnical data collection and analysis to refine stope design parameters and dilution assumptions as mining advances into new areas (Section 23.2.1). |
amcconsultants.com | 26 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 2 | Introduction |
AMC Consultants (UK) Limited (AMC) was engaged by Vedanta Resources Limited (Vedanta) to prepare this Preliminary Feasibility Study (PFS) Technical Report Summary (TRS) for the Konkola Mine and associated TD03 and TD04 operations located in the Zambian Copperbelt. This report has been prepared in compliance with Subpart 1300 of Regulation S-K (S-K 1300) as mandated by the United States Securities and Exchange Commission (SEC).
This PFS TRS presents the economic viability of mining Mineral Reserves at the Konkola Mine and the recovery of copper from TD03 and TD04. The Mineral Reserve mine plan and cash flow analysis are based exclusively on Mineral Reserves and do not include any Mineral Resources that have not been converted to Mineral Reserves.
The technical contents of this report adhere to requirements for reporting on Mineral Reserves, as required by S-K 1300. The effective date of this report is 1 April 2026.
| 2.1 | Registrant for whom the TRS was prepared |
This TRS has been prepared for the registrant, CopperTech Metals Inc., and its subsidiary, Konkola Copper Mines Plc (KCM). KCM is the operator of the Konkola Mine and associated TD03 and TD04 operations located in the Copperbelt Province of Zambia. KCM, and its subsidiary company Konkola Mineral Resources Limited (KMRL) is the legal holder of the mineral rights associated with the Konkola and Nchanga license areas and operates under large-scale mining licenses.
| 2.2 | Terms of reference and purpose |
This report has been prepared in accordance with S-K 1300 of the U.S. SEC and provides a TRS for the Konkola Mine and Konkola Concentrator, TD03, TD04, and the associated processing infrastructure including the Nchanga Smelter and Nkana Refinery.
The purpose of this report is to report information regarding Mineral Reserves, development progress, and associated technical assessments, including risk factors and economic considerations. The report constitutes a PFS focused on the Mineral Reserve estimate for the Konkola Mine, TD03 and TD04, incorporating revised mine planning, extraction rates, and modifying factors.
This report was prepared by AMC, an independent mining consultancy, on behalf of KCM. AMC has no material interest in KCM or its affiliates.
| 2.3 | Units of measure |
Unless otherwise stated, all units in this report are in metric (SI) units. Currency is presented in United States Dollars (US$). The exchange rate used for financial modelling and conversions is the FY2025/26 average exchange rate (12-months ended 31 March 2026) of ZMW 22.40 to US$1.00, unless stated otherwise.
Grades are reported as total copper (TCu) in percent (%), total cobalt (TCo) in percent and acid soluble copper (ASCu) in percent. Tonnages (t) are reported as dry metric tonnes (t) unless otherwise explicitly stated.
The unit mL refers to meter level and is the vertical elevation with reference to the collar position of 4 Shaft at the Konkola Mine.
| 2.4 | Defined terms and abbreviations |
Table 2.1 defines the principal facility names, abbreviations, and technical terms used throughout this TRS. Each term is defined at first use in the body of the report; the standardised form shown in Table 2.1 is used thereafter.
amcconsultants.com | 27 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 2.1 | Defined terms and abbreviations |
| Defined Term | Abbreviation | Description | ||
| KCM Integrated Operations | - | The integrated mining, processing, smelting, and refining operations of Konkola Copper Mines Plc, comprising the Konkola Mine, Nchanga Concentrators, TD03, TD04, the Nchanga TLP, the Nchanga Smelter, and the Nkana Refinery, as described in Section 1.2. | ||
| Konkola Mine | - | The underground copper mine at Chililabombwe, Copperbelt Province, Zambia, operated by KCM. Includes all underground workings accessed via No. 1, No. 3, and No. 4 Shafts. | ||
| Konkola Deep Mining Project | KDMP | The development project providing deep-level access to the Konkola orebody via No. 4 Shaft and associated underground infrastructure. | ||
| Konkola Concentrator | - | The sulfide flotation concentrator located at the Konkola Mine site, processing run-of-mine ore from the Konkola Mine. | ||
| Tailings Dam 03 | TD03 | The historical tailings storage facility at the Nchanga site, from which tailings are reclaimed for processing through the Nchanga TLP. | ||
| Tailings Dam 04 | TD04 | The historical tailings storage facility at the Nchanga site, from which tailings are reclaimed for processing through the Nchanga TLP. | ||
| Nchanga TLP | Nchanga TLP | The acid leach and solvent extraction–electrowinning (SX-EW) facility at Nchanga that processes reclaimed tailings from TD03 and TD04 and current Nchanga Concentrators tailings. | ||
| Nchanga Smelter | - | The Outotec flash smelting facility at Nchanga, Chingola, with nameplate capacity of 312,000 tpa concentrate. Includes the sulfuric acid plant. | ||
| Nkana Refinery | - | The electrolytic copper refinery at Kitwe, producing LME Grade A copper cathode from Nchanga Smelter anode. | ||
| Nchanga Concentrators | - | The three concentrating mills at the Nchanga site: Open Pit East Mill (OEM), Nchanga East Mill (NEM), and North West Mill (NWM). Excluded from the PFS mine plan; included in infrastructure descriptions. | ||
| Nchanga Business Unit | NBU | The Nchanga mining and processing operations at Chingola, including underground and open pit mines. Excluded from the PFS Mineral Reserve and mine plan. | ||
| Nampundwe Mine | - | The underground pyrite mine located approximately 50 km west of Lusaka, supplying flux to the Nchanga Smelter. Excluded from the PFS Mineral Reserve and mine plan. | ||
| Longitudinal longhole open stoping | LHOS | The primary underground mining method applied at Konkola Mine. | ||
| Post pillar cut and fill | PPCF | A secondary mining method historically applied at Konkola Mine for flatly dipping sections; replaced by panel stoping with paste fill in the PFS mine plan. | ||
| Ore Shale Unit | OSU | The principal mineralised horizon at Konkola, a carbonaceous and dolomitic shale unit within the Lower Roan Group. | ||
| S-K 1300 | - | Regulation S-K, subpart 1300 of the U.S. Securities and Exchange Commission, governing disclosure of mining-related information. | ||
| Qualified Person | QP | As defined in S-K 1300 §1300(a). | ||
| Fiscal year | FY | The financial year of Konkola Copper Mines Plc, running from 1 April to 31 March of the following calendar year. For example, FY2026/27 refers to the period 1 April 2026 to 31 March 2027. All production schedules and financial projections in this TRS are reported on this basis unless otherwise stated. |
| 2.5 | Sources of information |
This report is based on data and information provided by KCM as outlined in Section 25 of this report, supplemented by AMC's own analysis, site inspections, historical reports, and public domain references. Sources include:
| · | KCM geological models, drillhole databases, and quality assurance / quality control (QAQC) records. |
| · | Processing plant flow sheets, production records, and metallurgical test work. |
| · | Cost models, operating assumptions, and infrastructure documentation. |
| · | Site visits, interviews with KCM technical teams, and historical technical studies. |
Data verification steps were conducted in accordance with S-K 1300, and the Qualified Persons (QPs) have reviewed all relevant datasets for consistency and completeness.
amcconsultants.com | 28 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 2.6 | Personal inspection of the property |
In accordance with Item 1302(b)(2)(iii) of Regulation S-K, AMC confirms that personal inspections of the KCM operations were conducted by the technical professionals responsible for the preparation of this TRS.
AMC personnel conducted site inspections at the Konkola and Nchanga operations on the following occasions:
| · | November 2024: Initial site inspection covering Konkola Underground mine workings (including active development headings, shaft systems, and ore passes), the Konkola Concentrator, surface infrastructure, and the Nchanga Smelter and Refinery. The inspection included review of core storage facilities, geological logging practices, and sample preparation procedures at the on-site laboratory. |
| · | February 2025: Follow-up inspection focused on underground mining operations at Konkola, including observation of longhole open stoping and panel stoping methods, rail haulage and tramming systems, dewatering infrastructure, and ventilation circuits. Processing operations at the Nchanga Tailings Leach Plant (TLP) and tailings reclamation activities at TD03 and TD04 were also inspected. Meetings were held with KCM operational and technical teams to verify production data, cost assumptions, and contractor arrangements. |
| · | April 2025: This inspection covered the Konkola Concentrator refurbishment progress, paste fill plant site, Nchanga Smelter operations, and the Lubengele tailings storage facility (TSF). Updated geological models and mine plans were reviewed with KCM's geology and mine planning teams, and datasets used in the preparation of this TRS were verified against site records. |
| · | July 2025: Follow-up inspection focused on geological data collection and collation for Mineral Resource estimation, incorporating audit and review of inputs for Konkola and Nchanga hard rock assets. Including an inspection of the core storage facilities and Konkola on-site laboratory. Review of geological logging practices, sample preparation procedures and QAQC procedures. Inspection of ongoing core drilling at TD05 TSF. |
IBIS Environmental personnel conducted site inspections during 2025 in support of the environmental and social assessments presented in Sections 16 and 20 of this report, including baseline environmental monitoring, stakeholder engagement activities, and assessment of tailings storage facility conditions.
All inspections occurred during active operational periods. Observations made during site visits were cross-referenced with geological models, mine plans, production records, and historical datasets to validate the assumptions used in Mineral Resource and Mineral Reserve estimation, mine planning, cost estimation, and economic analysis. The AMC professionals who conducted the site inspections are the same individuals responsible for the technical content of this TRS and who contributed to the conclusions and recommendations presented herein.
The QP is satisfied that the site inspections were of sufficient scope, frequency, and duration to support the conclusions presented in this report.
| 2.7 | Summary of previously filed technical report |
This report updates and supersedes any previous technical reports prepared for KCM in the United States of America or other jurisdictions, based on earlier geological models and classification criteria relying primarily on variogram ranges. The current assessment includes revised drillhole data, updated estimation methods, and a stricter classification framework as applied by AMC in line with current industry practice.
| 2.8 | Qualified Persons |
AMC is an independent third-party consulting firm comprising mining experts, including professional geologists and mining engineers. In accordance with S-K Item 1302(b)(1)(ii), AMC signs this TRS as a firm.
The AMC personnel who prepared this report are specialists in geology, Mineral Resource and Reserve estimation, underground mining, geotechnical engineering, mineral processing, and mineral economics. All contributing personnel have more than five years of relevant experience in sediment-hosted copper deposits and underground mining operations and are members in good standing of recognised professional organizations including the Australasian Institute of Mining and Metallurgy (AusIMM) and the Australian Institute of Geoscientists (AIG).
AMC takes responsibility for all sections of this Report.
| 2.9 | Reliance on the registrant |
AMC have relied on information and assurance provided by KCM and several specialists employed by KCM. The detail of this reliance is provided in Section 25 of this document.
amcconsultants.com | 29 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 3 | Property description |
| 3.1 | Property description |
The KCM Integrated Operations is located in the Copperbelt Province of the Republic of Zambia. The properties covered by this PFS comprise the Konkola Mine and Concentrator near Chililabombwe, the Nchanga TLP and Nchanga Smelter near Chingola, the Nkana Refinery in Kitwe, and historical TD03 and TD04 at the Nchanga site. The total combined license area of the KCM operations is approximately 14,967 hectares (ha). Infrastructure, access, and climate conditions are described in Section 4.
| 3.2 | Project location |
The Konkola operations are located in the Copperbelt Province of Zambia, Africa (Figure 3.1), within a region known for its extensive copper mining operations. This region has historically been the backbone of Zambia’s economy and continues to be a key player in global copper production.
| Figure 3.1 | Map of Zambia showing the Copperbelt Region |
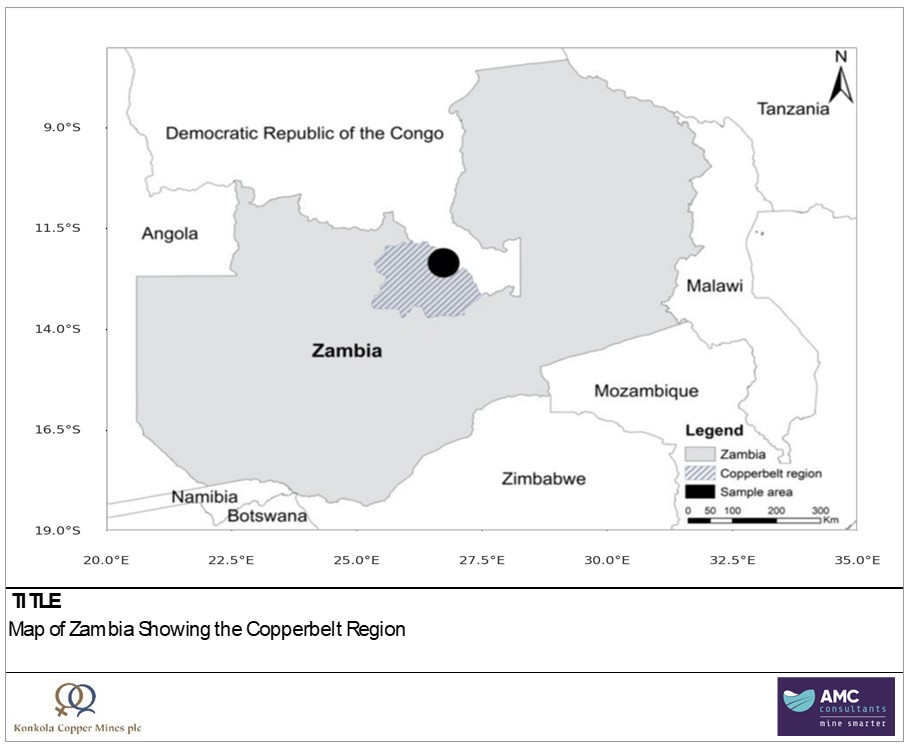
Source: Post-Mining Restoration in Zambia Screening native tree species for phytoremediation potential. 2021. ResearchGate. Retrieved from https://www.researchgate.net/figure/Map-of-Zambia-The-Copperbelt-region-is-marked-in-the-stripped-grey-and-the-sampled-areas_fig1_341293959. Accessed: 24 Mar 2025.
The Konkola Mine and concentrator is located at Chililabombwe, approximately 20 km north of Chingola and 5 km south of the Zambia–DRC border. The site lies at approximately latitude 12.375005°S and longitude 27.830647°E.
amcconsultants.com | 30 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The Nchanga Complex, including open pit and underground mines, concentrators, smelter, and the Nchanga TLP, is located approximately 4 km from the town of Chingola at latitude 12.512792°S and longitude 27.857893°E. The tailings storage facilities (TD03 and TD04) are situated between Konkola and Nchanga at latitude 12.501449°S and longitude 27.794603°E. The Nkana Refinery, where final copper cathode production is completed, is located in Kitwe at latitude 12.808555°S and longitude 28.251682°E. The Nampundwe Pyrite Mine, which supplies flux to the Nchanga Smelter, is located in the Shibuyunji District at latitude 15.491742°S and longitude 27.909511°E, approximately 320 km south of the Copperbelt operations. Geographic coordinates for all major facilities are presented in Table 3.1 and shown on the property location map (Figure 3.2).
| Figure 3.2 | Property location map – KCM Integrated Operations |
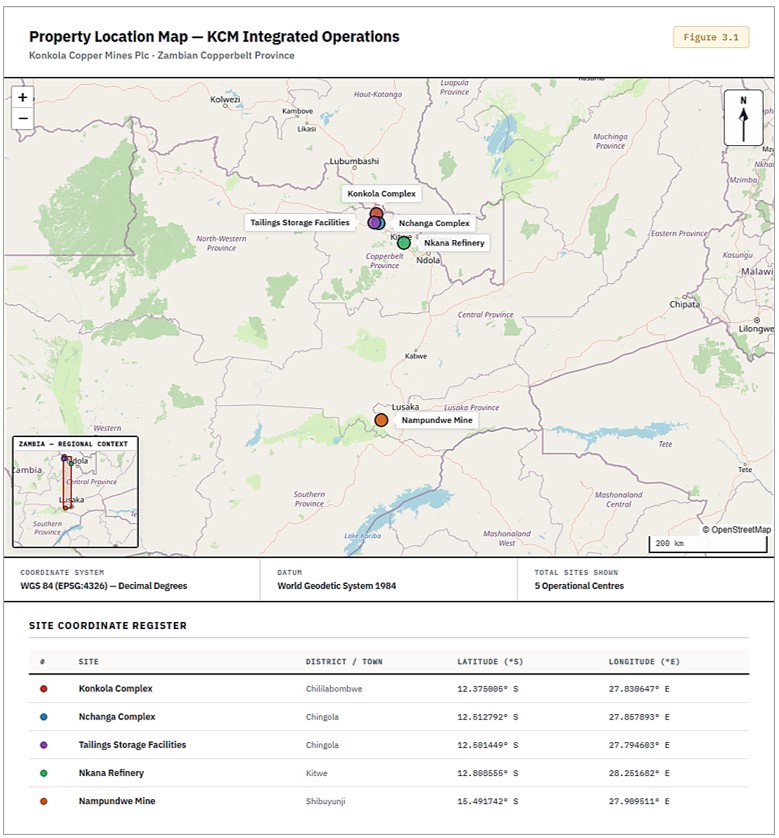
Source: Base map tiles © OpenStreetMap contributors. Coordinate system: WGS 84 (EPSG:4326), Decimal Degrees. Map accuracy within ±50 m of stated coordinates.
amcconsultants.com | 31 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 3.1 | KCM Integrated Operations — facility coordinates (WGS84 datum) |
| Site / Facility | Latitude | Longitude | License No. | |||
| Konkola Complex — Chililabombwe | ||||||
| Konkola Mine (No. 4 Shaft) | 12.378820°S | 27.829329°E | 7076-HQ-LML | |||
| Konkola Mine (No. 1 Shaft) | 12.380048°S | 27.829103°E | 7076-HQ-LML | |||
| Konkola Mine (No. 3 Shaft) | 12.359064°S | 27.818375°E | 7076-HQ-LML | |||
| Konkola Concentrator | 12.375666°S | 27.829844°E | 7076-HQ-LML | |||
| Nchanga Complex — Chingola | ||||||
| Nchanga Underground (D Shaft) | 12.524812°S | 27.854832°E | 7075-HQ-LML | |||
| Chingola Open Pit DF (COP DF) | 12.555909°S | 27.815651°E | 7075-HQ-LML | |||
| Chingola Open Pit E Extension | 12.542381°S | 27.814069°E | 7075-HQ-LML | |||
| Nchanga East Mill (Concentrator) | 12.526696°S | 27.858325°E | 28173-HQ-MPL | |||
| Nchanga West Mill (Concentrator) | 12.525773°S | 27.857918°E | 28173-HQ-MPL | |||
| Nchanga Smelter | 12.530508°S | 27.855137°E | 7075-HQ-LML | |||
| Nchanga TLP | 12.532698°S | 27.847922°E | 28174-HQ-MPL | |||
| Tailings storage facility Facilities — Chingola | ||||||
| TD03 — centroid | 12.502871°S | 27.794465°E | 7075-HQ-LML | |||
| TD04 — centroid | 12.513000°S | 27.797564°E | 7075-HQ-LML | |||
| TD05 — centroid | 12.618307°S | 27.885647°E | 7075-HQ-LML | |||
| Nkana Refinery — Kitwe | ||||||
| Nkana Refinery (Electrorefinery) | 12.657859°S | 28.082655°E | 20945-HQ-MPL | |||
| Nampundwe Mine — Shibuyunji District | ||||||
| Nampundwe Pyrite Mine | 15.492062°S | 27.909868°E | 7074-HQ-LML |
Notes: All coordinates in WGS84 decimal degrees. Complex-level coordinates represent the approximate centroid of each operational area. Areas sourced from Large-Scale Mining License schedules.
| 3.3 | Description of property rights |
KCM holds exclusive rights to explore for, extract, process, and sell copper ores and related products within the boundaries of its large-scale mining licenses. These rights are granted under the Mines and Minerals Development Act (2015) of Zambia and are administered by the Ministry of Mines and Minerals Development.
The licenses provide legal authority for both surface and underground mining activities, as well as construction and operation of associated infrastructure including processing plants, TSFs, waste management areas, and water abstraction systems.
KCM's rights include:
| · | The exclusive right to access and extract copper-bearing ore within the defined license areas. |
| · | The right to process ore and produce copper concentrates and cathodes. |
| · | The right to construct, operate, and maintain infrastructure for mining, processing, tailings, and logistics. |
| · | The authority to sell and export copper products in line with national export guidelines. |
Surface rights within the license areas are secured either directly through the mining licenses or through agreements with local authorities and landholders where required. As of the effective date of this report, all property rights are considered to be in good legal standing. To the QP's knowledge, there are no known material encumbrances, legal proceedings, or compliance issues that would adversely affect the standing of these licenses or KCM's ability to conduct operations.
amcconsultants.com | 32 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
KCM is an indirect subsidiary of CopperTech Metals Inc. (the Registrant). CopperTech holds its interest in KCM through Vedanta Resources (Jersey) Limited (VRJL). As of the effective date of this report, VRJL holds 79.42% of KCM’s issued share capital, with Zambia Consolidated Copper Mines Investment Holdings Plc (ZCCM-IH) holding 20.58%. The Government of the Republic of Zambia holds one special share in KCM.
Mineral rights associated with the Konkola and Nchanga license areas are held by Konkola Mineral Resources Limited (KMRL), a wholly owned subsidiary of KCM. A complete schedule of mining licenses, mineral processing licenses, and associated areas is provided in Table 3.1.
In May 2019, ZCCM-IH petitioned the High Court of Zambia seeking to wind up KCM, and a provisional liquidator was appointed to oversee operations. On 6 November 2023, the parties entered into the KCM Shareholders Agreement, establishing the terms for the resumption of operational control by VRHL. The Scheme of Arrangement was sanctioned by the High Court on 28 June 2024 and became effective on 31 July 2024, at which point the provisional liquidator was removed and the board of directors of KCM was reinstated. In connection with the Scheme of Arrangement, VRHL entered into loan agreements with KCM for an aggregate principal amount of up to US$1.27 billion to fund capital expenditure, creditor settlement, and community support. Further details on the Scheme of Arrangement and KCM Shareholders Agreement are provided in the Registrant’s Registration Statement on Form S-1.
| 3.3.1 | Surface and access rights |
KCM has secured surface rights through long-term leases with the Zambian Government. These rights permit the construction of mining infrastructure, roads, and processing facilities necessary for efficient operations. Additionally, water abstraction rights have been obtained to support dewatering and processing operations, which are critical to underground mining viability.
Land access agreements have been established with local communities and traditional authorities to ensure uninterrupted mining and exploration activities. These agreements outline land-use policies, compensation frameworks, and sustainability commitments.
In areas where project development has affected local landholders or settlements, resettlement action plans (RAPs) have been developed in line with Zambian regulatory requirements and international standards. These plans include structured consultation processes, physical relocation (where applicable), livelihood restoration programs, and monitoring mechanisms. Ongoing engagement with local communities is maintained to support KCM’s social license to operate.
| 3.4 | Mineral rights |
KCM's mineral rights are governed by Zambia's Minerals Regulation Commission Act (2024). The company operates under Large-Scale Mining Licenses (LSML) issued by the Ministry of Mines and Minerals Development (MMMD). These licenses grant KCM exclusive rights to explore, mine, and process copper within its designated areas.
amcconsultants.com | 33 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 3.2 | KCM mineral rights and tenure details |
| Asset | License | Description | Area (ha) | Expiry date | ||||
| Konkola Mine License | 7076-HQ-LML | Covers mining and concentrator operations at the Konkola Mine site in Chililabombwe | 4,054 | 30 March 2050 | ||||
| Nchanga License | 7075-HQ-LML | Covers Nchanga mining and tailings reclamation operations in Chingola | 10,659 | 30 March 2050 | ||||
| Nchanga TLP License | 28174-HQ-MPL | Covers Nchanga TLP in Chingola | 177.0 | 16 December 2045 | ||||
| Nchanga Old East Mill License | 28173-HQ-MPL | Covers all Nchanga Concentrators operations in Chingola | 27.0 | 16 December 2045 | ||||
| Nkana Refinery License | 20945-HQ-MPL | Covers refining activities at the Nkana smelter and electrorefining in Kitwe | 50 | 18 April 2050 |
All licenses are held in the name of KCM, the registrant, and are associated with relevant surface rights and environmental approvals. As of the effective date of this report, there are no known material encumbrances, legal proceedings, or compliance issues that would adversely affect the standing of these licenses or KCM's ability to conduct operations.
| 3.5 | Royalty payments |
KCM's mineral rights are governed by Zambia's Minerals Regulation Commission Act (2024), which mandates royalty payments based on copper production revenue:
| · | 4.0% for copper prices below $4,000/t. |
| · | 6.5% for copper prices between $4,000/t and $5,000/t. |
| · | 8.5% for copper prices between $5,000/t and $7,000/t. |
| · | 10% for copper prices above $7,000/t. |
Additionally, KCM is subject to a 30% corporate income tax and a 16% value-added tax (VAT) on applicable transactions. Compliance with these obligations is integral to the company's financial planning and investment strategy.
KCM’s surface access agreements with local communities and authorities ensure continued mining and processing operations with minimal disruptions.
These fiscal obligations form part of the national revenue system and are not tied directly to community investment schemes. Community development initiatives are administered through separate corporate social responsibility (CSR) frameworks.
| 3.6 | Significant encumbrances to the property |
To the QP's knowledge, as of the effective date of this report, there are no material encumbrances to the KCM mining licenses or property rights that would adversely affect the ability to conduct mining operations.
KCM is subject to standard regulatory and environmental obligations that are typical for mining operations in Zambia, including contributions to the Environmental Protection Fund (EPF), compliance with environmental permits issued under the Environmental Management Act, and community engagement obligations associated with surface access agreements. These obligations are described below and are not considered encumbrances to the property.
amcconsultants.com | 34 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 3.6.1 | Environmental compliance obligations |
Based on the 2020 EPF audit report, KCM’s total EPF liability across all locations was US$129 million (M). As per the assessment, Nkana was classified under Category 1, while Nchanga, Konkola, and Nampundwe were classified under Category 2, with a total cash contribution liability of US$12,037,058. KCM made a cash contribution of US$5,464,682, leaving an outstanding balance of US$6,572,376 during the liquidation period. Following the introduction of the Creditors’ Scheme of Arrangement, the Mines Safety Department (MSD) successfully filed a claim for US$6,572,376 under the Scheme. As MSD falls under the Government of the Republic of Zambia (GRZ), settlement of this claim will be governed by the waterfall mechanism provided under the approved Scheme of Arrangement and will be affected in accordance with the structure set out therein. In relation to the period of provisional liquidation, during which KCM was not under the control of Vedanta, KCM has been granted a two-year moratorium on liabilities from the date of Board reinstatement (31 July 2024). During this moratorium period, no payments in respect of such liabilities are required to be made. KCM is actively working across all operational sites to improve compliance with EPF requirements and enhance site categorisation, which is expected to reduce future cash contribution obligations. KCM is actively working across all operational sites to improve compliance with EPF requirements and enhance site categorisation, which is expected to reduce future cash contribution obligations. To strengthen compliance and provide an updated position, KCM commissioned an independent third-party assessment of EPF liabilities as at 31 December 2025, which assessed the total EPF liability at US$144M. The increase from the 2020 audit is attributable primarily to updated closure cost assumptions, revised scope of rehabilitation activities, inflationary adjustments, and expanded environmental obligations identified during the reassessment.
The recognised asset retirement obligation as of 31 March 2026 is US$66.6M. Environmental compliance is governed by permits issued under the Environmental Management Act, including conditions related to tailings management, water quality, air emissions, and waste handling. KCM is subject to compliance and prevention orders issued by ZEMA requiring, among other things, rehabilitation of TD05, desilting and ecological restoration of natural streams, installation of off-gas cleaning systems at the Nchanga Smelter anode furnaces, and measures to ensure dam stability and zero discharge from pollution control dam areas. KCM has planned capital expenditures of approximately US$28M over the next five years to address these compliance requirements. The PFS estimates total closure costs of US$133M (Section 18). Updated closure plans have been prepared in line with IFC Environmental and Social Performance Standards. Detailed rehabilitation, closure, and post-closure planning is presented in in Section 1.
| 3.6.2 | Permit conditions |
Mining and processing operations are subject to conditions outlined in licenses and permits issued by ZEMA and other regulatory authorities. These conditions address issues such as land disturbance, air and water discharge limits, hazardous materials management, and occupational health and safety standards. Non-compliance may result in fines, suspension of activities, or legal enforcement actions.
| 3.6.3 | Social and land use obligations |
KCM engages with local communities and traditional authorities on matters relating to land access, displacement, and environmental impacts. Where resettlement is required, KCM implements RAPs that include compensation mechanisms, livelihood restoration, and post-resettlement monitoring. These obligations are considered an integral part of maintaining the company's social license to operate.
| 3.7 | Significant factors and risks affecting access |
Several factors may impact KCM's ability to access and operate within its mining licenses.
| 3.7.1 | Operational risks |
KCM’s operations at Konkola are exposed to a range of technical, environmental, and infrastructure-related risks that may affect the consistency of production and cost management. These include inherent geological complexity, the scale of dewatering required to maintain safe access, and dependence on stable power supply. Broader factors such as power load-shedding events and infrastructure constraints in Zambia’s energy network may further exacerbate operational challenges, particularly given the continuous pumping requirements to manage high groundwater inflows.
amcconsultants.com | 35 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Additionally, while Zambia has a long-standing mining regulatory framework, changes in government policy or economic conditions may impact fiscal terms, permit timelines, or broader infrastructure availability (e.g. energy and logistics). These macro-level risks, though external to the immediate operation, can influence KCM’s ability to meet production and development targets.
Geological complexity: The Konkola deposit is characterised by folded and faulted stratigraphy, variable mineralisation thickness, and locally disrupted mineralisation associated with thrust zones and synclinal folding. These geological features complicate stope layout, sequencing, and dilution control, particularly in areas where the mineralisation is pinched or offset. Variability in lithological contacts and the presence of soft interbedded units also pose geotechnical challenges for ground support and hangingwall stability. Ongoing reconciliation between modelled and actual mineralisation geometry is required to maintain operational efficiency and accurate reserve forecasting.
Dewatering requirements: The Konkola Mine is recognised as one of the wettest underground mines globally, with groundwater inflows averaging approximately 350,000 cubic meters per day (m³/day), resulting in a hoisted ore-to-water ratio of 1:49. Effective mine access and safety are contingent on continuous operation of multi-stage dewatering infrastructure, including underground pump chambers and high-capacity surface discharge systems. The scale and cost of dewatering represent a persistent operational and financial risk, particularly if equipment reliability, power supply, or maintenance programs are compromised. Dewatering limitations may also restrict access to deeper sections of the deposit and influence the achievable mining rate.
Power supply reliability: The operation is reliant on grid-connected hydroelectric power, which is subject to seasonal variability due to rainfall-dependent reservoir levels. Periodic national power shortages and scheduled load-shedding events can disrupt production and impact critical systems such as dewatering, hoisting, ventilation, and ore processing. As the mine cannot operate without constant dewatering, interruptions to power supply present a significant operational risk. Existing backup capacity is limited and not sufficient to maintain full dewatering or production rates. A power reliability assessment and contingency planning will be required to support sustained production, particularly during ramp-up phases.
| 3.7.2 | Regulatory and social risks |
KCM's ability to maintain uninterrupted access to its mining tenements and sustain long-term operations is subject to regulatory stability, community engagement, and ongoing compliance with environmental and license obligations. While Zambia has an established mining regulatory framework and a supportive investment environment, shifts in government policy, fiscal regimes, or local stakeholder dynamics can introduce risks that impact financial planning, project timelines, or social license to operate.
The regulatory environment continues to evolve in response to economic pressures, global commodity prices, and stakeholder expectations. KCM must maintain alignment with both statutory requirements and community expectations to minimise the risk of operational delays or reputational harm.
Government policy changes: Zambia’s mining sector has experienced policy and fiscal shifts over the past decade, including changes to royalty structures, VAT rules, and corporate tax rates. These adjustments have sometimes occurred with limited notice, affecting financial models and operational planning. Uncertainty in taxation, foreign exchange controls, or investment regulations may impact investor confidence or capital allocation strategies. In addition, future policy reforms—particularly around beneficiation, local content, or energy use—could introduce new compliance requirements.
Community relations: KCM operates in proximity to densely populated communities, some of which are directly affected by land access, water usage, or environmental outcomes from mining operations. While community engagement frameworks are in place, there remains a risk that local concerns regarding resettlement, employment, or environmental impacts could escalate into resistance or protest, particularly in areas earmarked for expansion or infrastructure upgrades. Proactive engagement, grievance resolution mechanisms, and ongoing social investment are necessary to maintain trust and operational continuity.
License renewals and regulatory compliance: Retention of mineral rights is subject to compliance with license conditions, including reporting obligations, environmental monitoring, and demonstration of continued exploration or development activity. Failure to meet these obligations may lead to penalties, delays in license renewal, or revocation. Environmental permits, in particular, are subject to periodic review and may include evolving requirements on air quality, tailings management, or water discharge limits. Sustained compliance is critical to maintaining the right to operate.
Artisanal mining: Artisanal and small-scale mining activity along the Zambian Copperbelt is commonplace and may impact licensing and mining rights, surface access, and community relations in areas adjacent to KCM’s operations.
amcconsultants.com | 36 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 4 | Accessibility, climate, local resources, infrastructure, and physiography |
| 4.1 | Topography and land description |
KCM operations (including Nchanga and Konkola) are located on the Copperbelt and Central Provinces which are in North-Central Zambia and Central Zambia respectively. The Copperbelt Province is 13.06°S and 27.55°E and is host to the Konkola operations in the town of Chililabombwe and the Nchanga Mine in the town of Chingola. The Central Province which is home to the Nampundwe Mine is in the district of Shibuyunji, which lies between 15°S and 26°E.
The town of Chililabombwe lies at an elevation of 1,360 meters (m) on the Central African Plateau. It is a low-lying land which extends to the border with the DRC. The topography between the hills is gently undulating with deeply weathered red lateritic soils. The top-soils are generally sandy but with a heavier textured subsoil. Most of these lateritic soils are leached because of the high rainfall and hence tend to be acidic and relatively infertile. The town has a population of ~100,000 people.
The town of Chingola lies at an elevation of 1,363 m and has a topography that is generally hilly with steep slopes along the Kafue River. The soils are sandy in some areas and loamy in others. It has a population of ~157,000 people making it the third most populated town on the Copperbelt Province.
Shibuyunji District is located at an elevation of 1,202 m along the Great West Road. Its topography is generally flat and swampy with fertile soils conducive for farming. The district is bound by the Kafue River on one side and has a population of ~177,000 people.
| 4.1.1 | Flora and fauna |
Miombo woodland is principally the vegetation type found in the Copperbelt region. The common tree species found in this vegetation type are Brachystegia, Isoberliriia, and Julbernardia. The natural vegetation patterns of the region have, however, been extensively disturbed by human activities that include mining activities, wood harvesting for fuel (charcoal production), subsistence / shifting agriculture and plantations among other activities.
The vegetation within the KCM Nchanga Mining License Area has equally been significantly disturbed through mining, charcoal production, subsistence agriculture and other human activities. The diversity of wildlife species within the Nchanga mining license area is poor mainly because of mining operations, human settlements, agriculture and other human activities that have resulted in loss of wildlife habitat and subsequent loss in species diversity.
| 4.2 | Access to the property |
| 4.2.1 | Regional access |
The KCM Copperbelt operations are located within the towns of Chililabombwe (population approximately 100,000), Chingola (population approximately 157,000), and Kitwe (population approximately 520,000) in the Copperbelt Province of Zambia. Kitwe is the largest city on the Copperbelt and serves as the regional commercial and administrative centre. The Nampundwe pyrite mine is located in the Shibuyunji District of Central Province, approximately 50 km west of Lusaka (population approximately 3.5 million), the national capital.
| 4.2.2 | Highways and roads |
The primary regional access route is the T3 Highway (Chingola–Chililabombwe Road), a sealed, all-weather tarmac road with a carriageway width of approximately 10 m, capable of supporting loads of up to 50 tonnes with maximum transport dimensions of 12 m length, 5 m width, and 4.5 m height. The T3 Highway connects the Konkola and Nchanga operations over approximately 25 km and provides onward access to the Kasumbalesa Border Post to the north, which serves as a key point for imports from the DRC and copper product exports.
amcconsultants.com | 37 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The T2/T3 trunk road system connects the Copperbelt Province southward through Kapiri Mposhi to Lusaka and provides the principal road corridor for copper product export via the Kasumbalesa border (DRC) and, via the T2, onward to Dar es Salaam (Tanzania) and Durban (South Africa). The Nampundwe pyrite mine is accessed from Chingola via the T2/T3 route (approximately 350 km via Kapiri Mposhi).
Local roads connecting the Nchanga complex to the Nkana Refinery in Kitwe (approximately 55 km) are a mix of sealed regional road and sealed urban road, maintained by the Road Development Agency and the municipal authority, respectively. Local roads within the Copperbelt towns are generally maintained but are subject to deterioration during the wet season (November to March), with potholes a known hazard. Road conditions are not considered a material constraint on operations.
| 4.2.3 | Rivers and waterways |
The Kafue River, one of the principal tributaries of the Zambezi River, traverses the KCM operational area. The river passes through the Chingola district approximately 4 km south of the Nchanga complex, where its floodplain and steep valley slopes define the local topography (Section 4.1). The Kafue crosses the T3 Highway corridor between Chingola and Kitwe and continues southward through the Shibuyunji District, where it bounds the Nampundwe mining license area.
The Kafue River system is the primary source of process water for KCM’s mining and processing operations (Section 4.4.2). Part of the Kafue recharge derives from the Konkola Mine dewatering system, which pumps approximately 350,000 m³/day. The river system maintains adequate flow for KCM’s water requirements throughout the year, including during dry seasons.
The Kafue and its tributaries are not navigable for commercial purposes in the KCM operational area and do not serve as a means of transport access. Rivers are not a constraint on access to any of KCM’s sites; all inter-site transport is by road (Section 4.2.5).
| 4.2.4 | Railroads |
The Copperbelt is served by the Tanzania–Zambia Railway Authority (TAZARA) and Zambia Railways Limited (ZRL) rail networks, which connect the province to the ports of Dar es Salaam (Tanzania), Durban and Richards Bay (South Africa), and Beira and Nacala (Mozambique) via interchange points at Kapiri Mposhi and Lusaka.
However, local railway infrastructure in the Chililabombwe–Chingola corridor is not currently operational for concentrate or product haulage due to the deteriorated condition of rolling stock and track. The rehabilitation of local rail links is identified as a potential logistics improvement in Section 15.2 but does not form part of the Mineral Reserve mine plan. Road freight is the primary logistics mode for all inter-site intermediate product movement and final product export.
The regional rail network remains available for inbound transport of bulk consumables (reagents, grinding media) and heavy equipment, subject to scheduling and capacity constraints on the national network.
| 4.2.5 | Airports and air access |
Air access is provided by Simon Mwansa Kapwepwe International Airport (IATA: NLA) in Ndola, situated approximately 65 km from Kitwe, 120 km from Chingola, and 150 km from Chililabombwe. The airport provides scheduled domestic and international passenger and cargo flights, facilitating personnel movement and time-sensitive materials logistics. Ndola is connected to Lusaka by daily scheduled services, and to Johannesburg (South Africa) by regular international services.
amcconsultants.com | 38 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The Kenneth Kaunda International Airport in Lusaka provides additional international connectivity for personnel and air freight, located approximately 400 km south of the Copperbelt.
| 4.2.6 | Inter-site access and product transport routes |
The KCM Integrated Operations require the routine transport of intermediate products between sites. Copper concentrate produced at the Konkola Concentrator is transported by road to the Nchanga Smelter in Chingola. Copper anodes produced by the smelter are transported by road to the Nkana Refinery in Kitwe for electrorefining to copper cathode. Pyrite concentrate from the Nampundwe Mine is transported by road to the Nchanga Smelter for use in concentrate blending. Table 4.1 summarises the inter-site distances and access routes.
| Table 4.1 | Inter-site distances and access routes |
| Route | Distance¹ | Road type | Product / purpose | |||
| Konkola → Nchanga (Chililabombwe → Chingola) | ~25 km | Sealed (T3 Highway) | Copper concentrate (Konkola Concentrator to Nchanga Smelter) | |||
| Nchanga → Nkana Refinery (Chingola → Kitwe) | ~55 km | Sealed (regional road) | Copper anodes (Nchanga Smelter to Nkana Refinery for electrorefining) | |||
| Konkola → Nkana Refinery (Chililabombwe → Kitwe) | ~80 km | Sealed (via Chingola) | Personnel; combined route for concentrate and anode transport | |||
| Nampundwe → Nchanga (Shibuyunji → Chingola) | ~350 km | Sealed (T2/T3 via Kapiri Mposhi) | Pyrite concentrate (Nampundwe Mine to Nchanga Smelter for blending) | |||
| Nchanga → Kasumbalesa Border Post (Chingola → DRC border) | ~40 km | Sealed (T3 Highway) | Copper product export; equipment and reagent imports from DRC | |||
| Kitwe → Simon Mwansa Kapwepwe Airport (Ndola) | ~65 km | Sealed | Personnel, time-sensitive materials |
Note: ¹Road distances are approximate road distances between town centers. Facility gate-to-gate distances may vary.
All inter-site product transport is by road. The local railway infrastructure in the Copperbelt is not currently operational for concentrate or product haulage due to the deteriorated condition of rolling stock and track in the Chililabombwe–Chingola corridor (refer to Section 15.2). Road freight is the primary logistics mode for both inter-site intermediate product movement and final product export.
The T3 Highway provides reliable year-round access between the Konkola and Nchanga operations. Local roads within the Copperbelt towns are generally maintained but are subject to deterioration during the wet season (November to March), with potholes a known hazard. Road conditions are not considered a material constraint on operations.
Detailed descriptions of road, rail, and port infrastructure are provided in Section 15. Export logistics, including routes to the ports of Dar es Salaam (Tanzania), Durban (South Africa), and Walvis Bay (Namibia), are described in Section 15.3.
Figure 4.1 illustrates the principal inter-site product transport routes connecting the KCM Integrated Operations, including the movement of copper concentrate, copper anodes, and pyrite concentrate between facilities.
amcconsultants.com | 39 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 4.1 | Inter site logistics map |
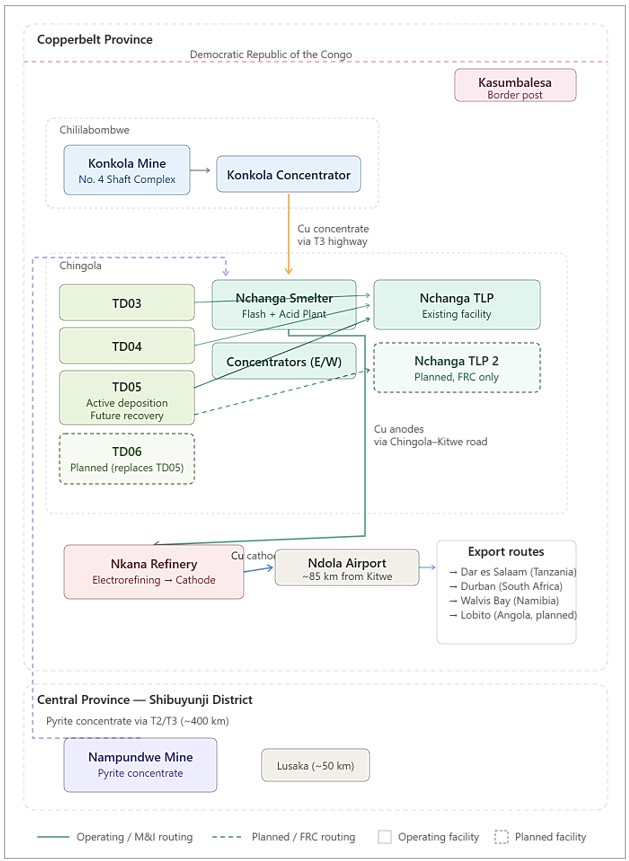
Notes: Schematic representation; facilities not to geographic scale. All inter-site product transport is by road. Local rail infrastructure is not currently operational for product haulage (refer Section 15.2).
Source: AMC, 2026. Adapted from KCM operational data and S-1 Registration Statement.
amcconsultants.com | 40 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 4.3 | Climate description |
The KCM operations are situated within a subtropical climate zone characterised by distinct wet and dry seasons. The wet season extends from approximately November to April, with the dry season from May to October. Mean annual rainfall across the Copperbelt region is approximately 1,200 mm, with the majority falling between December and March.
At the Konkola and Nchanga operations in the northern Copperbelt, average temperatures range from approximately 17°C in the cool dry season (June–August) to 27°C during the hot wet season (October-December). Conditions at the Nkana Refinery in Kitwe are broadly comparable given its proximity within the Copperbelt Province. The Nampundwe Mine, located approximately 320 km to the south in the Shibuyunji District, experiences a similar seasonal pattern but with marginally lower annual rainfall and slightly higher dry-season temperatures.
Increased rainfall during the wet season can affect surface transport between sites, tailings deposition rates, and water management at the TD03 and TD04 tailings storage facilities. However, all KCM operations, including Konkola underground mining, the Nchanga open pit and concentrators, and the Nkana Refinery, operate on a year-round basis. There is no seasonal restriction to the operating season.
| 4.4 | Availability of required infrastructure |
The mine site is within the districts of Chingola, Chililabombwe, Kitwe, and Shibuyunji, infrastructure availability is detailed below. Utilities required for operation, including power and water, are provided through established regional infrastructure. Access to tailings and backfill facilities, as well as haul and access roads linking to the processing and smelting operations, is also in place.
| 4.4.1 | Power |
The mining area of interest has access to grid power. Copperbelt towns get their power through Copperbelt Energy Corporation (CEC) under a long-term power supply agreement. All infrastructure is well established and has been providing 200 megawatts (MW) for over 20 years.
| 4.4.2 | Water |
The Kafue River system passes through all Copperbelt towns and remains a source of water for all mining operations associated with KCM. Part of Kafue recharge water comes from the Konkola Mine which pumps approximately 350,000 m³/day. Even in drought seasons, the Kafue River still maintains a reasonable recharge to adequately cater for KCM mining and processing requirements.
| 4.4.3 | Supplies |
The Copperbelt regions have historically housed mining houses since 1925. Over the years other support industries have been established to supply consumables such as Mill Balls, Bolts and Nuts, Rubber and other mining consumables. Further, a number of companies have come up to supply valves, fuels and other materials requirement to support the Mineral Reserve mine plan. Other supplies coming from overseas are transported through available international roads while some are air freighted through available airports.
| 4.4.4 | Personnel |
Surrounding areas have colleges that have consistently trained human resources for the mining industry. Of interest are institutions such as: The University of Zambia, The Copperbelt University, Northern Technical College all located within 500 km radius. KCM runs the Kitwe Trades School.
Over the years, Zambia has produced mining personnel with relevant experience. KCM has retained significant human capital in all fields in Sustainability, Human Capital Management, Metallurgy, Mining, Maintenance, Electrical to support the Mineral Reserve mine plan. There is a clear succession plan in place and training is provided to ensure sustained performance.
amcconsultants.com | 41 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 5 | History |
The KCM Integrated Operations encompass three mining license areas in Zambia: the Nchanga Large-scale Mining License (7075-HQ-LML) in Chingola, the Konkola Large-scale Mining License (7076-HQ-LML) in Chililabombwe, and the Nampundwe Large-scale Mining License (7074-HQ-LML) in Nampundwe. The mining history of these properties spans over nine decades and is closely tied to the broader development of the Zambian Copperbelt as one of the world’s major copper-producing regions.
This section describes the type, amount, quality, and general results of exploration, development, and mining undertaken by previous owners. A detailed exploration history, including drilling campaigns and geological modelling, is presented in Section 7. Production history is discussed in Section 5.6.
| 5.1 | Early exploration and discovery (pre-1950) |
Copper prospecting in the Zambian Copperbelt intensified during the 1920s and 1930s under British colonial interests. In 1923, exclusive prospecting concessions were granted to the Anglo American Corporation (Anglo) for the Rhokana Concession and to Roan Selection Trust (RST) for the Rhodesia Congo Border Concession. Anglo operated the Nchanga and Konkola deposits; RST operated mines at Roan Antelope (Luanshya), Mufulira, and Chambishi.
| 5.1.1 | Nchanga |
Exploration at Nchanga commenced in 1923 with surface reconnaissance, geological mapping, and trenching that identified copper anomalies within the Lower Roan Group sediments. Development of the underground mine began in 1927. Initial underground mining commenced in 1931 but was suspended shortly thereafter due to catastrophic flooding and depressed copper prices. The mine was rehabilitated and underground mining recommenced in 1937 under Nchanga Consolidated Copper Mines Limited (NCCM). The town of Chingola was founded in 1943 to service the expanding Nchanga operations.
| 5.1.2 | Konkola |
Early exploration at Konkola (then known as Bancroft) was limited to surface mapping, trenching, and basic geochemical sampling. These activities identified copper anomalies within sedimentary formations and led to the recognition of the Ore Shale Unit (OSU) as the primary host of copper mineralisation. Shaft sinking commenced with No. 1 Shaft in 1953, with ore production beginning from the No. 1 and No. 2 Shafts in 1957. The mine was operated by Anglo under the Bancroft name until Zambia’s independence in 1964, after which the town was renamed Chililabombwe.
| 5.2 | Systematic development and state ownership (1950s–1999) |
| 5.2.1 | Expansion under colonial and early independence era (1950s–1969) |
From the 1950s onwards, exploration at both Nchanga and Konkola transitioned towards systematic diamond drilling aimed at confirming the continuity and thickness of the mineralised horizons. Early drilling programs used spacings of 200–300 m, which were progressively reduced as the deposits became better defined. These programs confirmed the stratiform nature of the mineralisation and identified key structural controls including faults, folds, and lithological variations.
At Nchanga, open pit mining commenced in 1955 from the Nchanga Open Pit (NOP), targeting extensive near-surface oxide and supergene-enriched copper mineralisation. Subsequently, additional satellite open pits were developed around the Chingola arc, making the Nchanga complex one of the largest open pit copper operations in Africa. Underground mining continued in parallel, targeting deeper sulfide zones including what later became the Nchanga block cave.
amcconsultants.com | 42 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
At Konkola, the No. 3 Shaft commenced production in 1963, accessing the Kirila Bombwe North ore body. Infrastructure expansion included rail links integrated into the colonial network connecting the Copperbelt to southern export ports. By the late 1960s, Zambian national copper production had reached approximately 769,000 tonnes per annum, with the Nchanga and Konkola operations contributing materially to this total.
| 5.2.2 | Nationalisation and ZCCM era (1969–1999) |
Following the Matero Reforms of August 1969, the GRZ acquired a 51% interest in the two major foreign mining corporations. Anglo’s Zambian operations were reorganised as Nchanga Consolidated Copper Mines (NCCM), encompassing the Nchanga, Nkana, and Konkola Mines. RST’s operations became Roan Consolidated Mines (RCM). In 1973, the GRZ redeemed all outstanding bonds and assumed full management control. In 1982, NCCM and RCM merged to form Zambia Consolidated Copper Mines Limited (ZCCM), a state-controlled parastatal.
During the ZCCM era, capital investment in exploration and development was severely constrained. No new mines were opened after 1979. The mining operations were used to fund social services and employment programs, reducing the capital available for reinvestment in geological exploration, equipment maintenance, and mine development. National copper production declined from a peak of approximately 750,000 tonnes in 1973 to approximately 250,000 tonnes in 2000. Throughout this period, limited exploration drilling was undertaken at the KCM properties and little investment was made in processing infrastructure or shaft deepening.
| 5.3 | Privatisation and Anglo American Corporation (2000–2002) |
The privatisation of ZCCM’s operating divisions commenced in the late 1990s under the Mines and Minerals Act of 1995. KCM was formed in March 2000 to acquire the assets of the Konkola Mine, Nchanga Mine, and Nampundwe Mine from ZCCM. KCM was initially 65% owned by ZCI Holdings SA (a wholly owned subsidiary of Zambia Copper Investment Limited, itself 50.9% owned by Anglo), 20% by ZCCM, and 7.5% each by the International Finance Corporation (IFC) and CDC Financial Services (Mauritius) Limited. Anglo was the largest individual shareholder with an effective 33% interest.
During this short ownership period, Anglo initiated planning for the Konkola Deep Mining Project (KDMP), which envisaged deepening the Konkola Mine to access higher-grade ore below existing workings. However, depressed copper prices and the capital requirements of the project led Anglo to withdraw its investment in KCM on 16 September 2002. IFC and CDC exited at the same time. Following these departures, KCM was restructured with approximately 42% held by ZCCM-IH and approximately 58% by ZCI Holdings SA, with GRZ holding one special share.
| 5.4 | Vedanta Resources (2004–2019) |
Following a search for a strategic equity partner, Vedanta Resources (Vedanta) took over management of KCM in November 2004. Vedanta’s shareholding subsequently increased to 79.42%, with ZCCM-IH retaining 20.58%. In 2003, prior to Vedanta’s operational takeover, KCM had acquired the Nkana metallurgical complex (SmelterCo) comprising a smelter, refinery, and associated sulfuric acid plants and infrastructure in Kitwe.
amcconsultants.com | 43 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Vedanta undertook significant capital investment in both development and processing infrastructure:
| Table 5.1 | Principal capital investments by Vedanta Resources (2004–2019) |
Investment |
Description | |
| Nchanga Smelter | New flash furnace smelter commissioned in 2008 incorporating Outotec technology, with nominal capacity of 312,000 tpa. Replaced the former Nkana smelter as the primary smelting facility. Integrated sulfuric acid plant producing approximately 1,850 tonnes per day (tpd) of sulfuric acid for leaching operations at the Nchanga TLP. | |
| Konkola No. 4 Shaft | Sinking commenced in June 2006 as part of the KDMP. Designed with 6 Mtpa hoisting capacity to access the deeper Kirila Bombwe South ore body. The shaft provides access to mineralisation at approximately 1,000 m depth, with the ore body traced to below 1,800 m. | |
| Konkola Concentrator | New 6 Mtpa nameplate capacity concentrator commissioned in 2008 at the Konkola site, employing conventional milling and flotation to produce copper concentrate for the Nchanga Smelter. | |
| Nchanga Concentrators | Upgrades to the three existing concentrators (Old East Mill, New East Mill, and New West Mill), with a combined capacity of 13 Mtpa. | |
| KDMP (partial) | Partial development of the Konkola Deep Mining Project, including No. 4 Shaft sinking and initial underground infrastructure development. The full KDMP, requiring dewatering and extension of underground infrastructure to access deeper mineralisation, was not completed. |
Source: KCM, 2026.
Vedanta also invested in brownfield exploration studies for several satellite deposits within the existing license areas, including Kakosa North and South, Chingola Open Pit ‘E’ Extension (COP E Extension), COP DF underground, and the Upper Ore Body. Extension and infill drilling of known mineralisation was undertaken throughout this period, focused on geological development below and along strike of mineralisation in and around active mining areas. None of the brownfield projects had advanced to construction by the time of provisional liquidation in 2019.
Exploration during the Vedanta period (2004–2019) is described in detail in Section 7.1.1. The key exploration activities included higher-density infill and extension diamond drilling programs at Konkola and Nchanga, supported by improved drill rig technology, core recovery techniques, and enhanced geostatistical modelling. These programs allowed the systematic classification of Mineral Resources into Measured, Indicated, and Inferred categories.
Integrated metal production reached a high of approximately 160,000 tonnes of copper in Financial Year (FY) 2013, reflecting the benefit of the Vedanta-era capital investments. However, production subsequently declined to approximately 90,000 tonnes in FY 2019, driven by mining challenges at Konkola (including water management), declining open pit inventory at Nchanga, and reduced smelter feed.
| 5.5 | Provisional liquidation (2019–2024) |
In May 2019, ZCCM-IH filed a winding-up petition in the High Court of Zambia, resulting from a shareholder dispute with Vedanta. The High Court appointed a provisional liquidator (the Provisional Liquidator) to oversee KCM’s operations. During this period, KCM’s board was suspended and the company operated outside of Vedanta’s direct management.
| 5.5.1 | Production curtailment |
Under the Provisional Liquidator’s control, total copper production declined significantly, falling from approximately 90,000 tonnes in FY 2019 to a low of approximately 54,000 tonnes in FY 2024. The principal factors contributing to the production decline were:
| · | Reduced capital investment in mine development, equipment replacement, and infrastructure maintenance, resulting in declining ore production from both Konkola Mine and the Nchanga open pit and underground operations. |
amcconsultants.com | 44 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| · | Less concentrate delivered to the Nchanga Smelter, leading to the smelter operating at less than 50% of its nominal capacity. |
| · | Minimal acid production from the smelter, restricting feed to the Nchanga TLP and curtailing cathode output from Nchanga TLP operations. |
| · | Failure to pay third-party concentrate suppliers on time, further reducing smelter utilisation of available concentrate. |
| · | A four-month care and maintenance period during FY 2025, prior to the resumption of normal operations. |
| 5.5.2 | Exploration and development activity |
No exploration, infill, or extension drilling was undertaken by KCM during the provisional liquidation period. Geological and structural mapping was continued at Konkola to refine lithological contacts, structural deformation, and alteration patterns. The mapping program focused on surface and underground geological observations, detailed core logging, and high-resolution core photography to document lithological variations and structural controls on mineralisation.
Capital development expenditure was minimal. Net cash used in investing activities during FY 2024 (under the Provisional Liquidator) was approximately US$28M, declining to approximately US$13M in FY 2025 due to care and maintenance activities.
| 5.5.3 | Infrastructure condition |
During the provisional liquidation, limited investment in equipment maintenance and infrastructure refurbishment resulted in deterioration of key mining and processing assets. Underground mining equipment at Konkola experienced reduced availability, and the Nchanga processing circuits operated below designed capacity. The condition of the Nkana Refinery tank house and the Nchanga Smelter required substantial refurbishment upon resumption of control.
| 5.5.4 | Resolution and resumption of control |
In 2023, Vedanta and ZCCM-IH resolved the shareholder dispute through a scheme of arrangement under which Vedanta committed to a revised investment program. The scheme was sanctioned by the High Court of Zambia on 28 June 2024 and became effective on 31 July 2024 (the “Scheme Effective Date”). On that date, the Provisional Liquidator was removed and Vedanta’s control and ownership of KCM was reinstated, with shareholding restored to 79.4% Vedanta (through VRHL) and 20.6% ZCCM-IH. The board was reconstituted.
Since the resumption of control, Vedanta has deployed approximately US$125M to refurbish assets across the integrated operations and restore production. Under Vedanta’s management from 31 July 2024 through 31 December 2025, KCM has achieved a production run rate of approximately 140,000 tonnes per annum of copper.
| 5.6 | Production history |
Mining and metal production from the KCM properties is summarised below. Production data prior to FY 2006 is limited due to the transition from ZCCM records. Detailed exploration history from the pre-1950s through the current period is discussed in Section 7.
amcconsultants.com | 45 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Cumulative copper production from the KCM properties since commencement of operations is substantial:
| Table 5.2 | Cumulative copper production by operation |
| Operation | First Production | Cumulative Cu Extracted | ||
| Konkola Complex | 1957 | ~3.2 Mt | ||
| Nchanga Complex | 1937 (UG); 1955 (OP) | ~14.3 Mt |
Source: KCM historical operational records; first production dates corroborated by KCM corporate website (kcm.co.zm) and publicly available Zambian Copperbelt mining history sources. Cumulative extraction includes all production since commencement.
KCM integrated metal production was highest in FY 2013 at approximately 160,000 tonnes of copper. Production continued on a downward trajectory to approximately 90,000 tonnes in FY 2019, at which point provisional liquidation commenced. During the provisional liquidation period (FY 2020–FY 2024), metal production averaged approximately 55,000 tonnes per annum and reached a low of approximately 54,000 tonnes in FY 2024. Production has remained below historic levels during the restart period.
A summary of KCM’s historical production from FY 2006 to FY 2024 is shown in Figure 5.1.
| Figure 5.1 | KCM historical production FY06-FY24 |
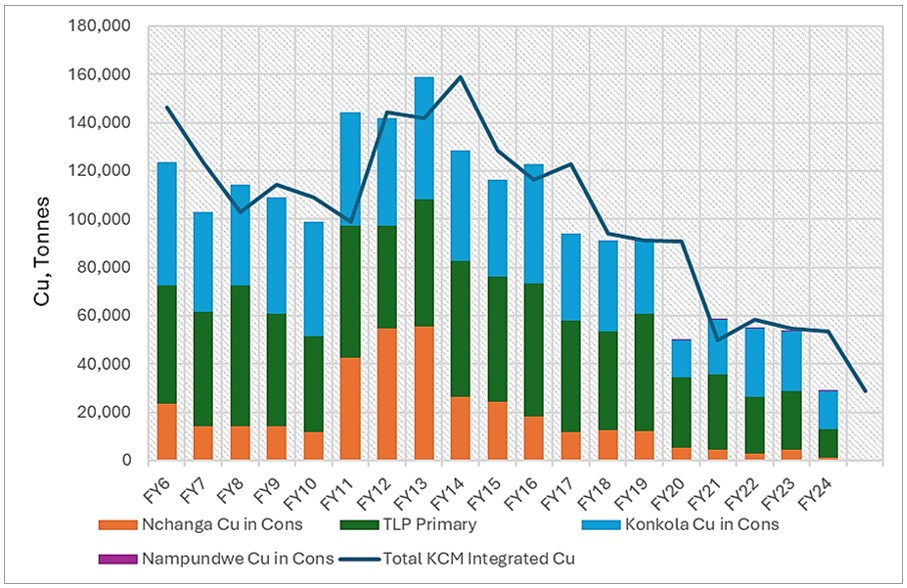
Source: KCM, 2025.
Due to mining challenges during the provisional liquidation, less concentrate was delivered to the smelter, leading to the smelter operating at less than 50% capacity. This led to minimal acid production, restricting Nchanga TLP production. The smelter did not adequately utilise available concentrate in the country due to failure to pay concentrate suppliers on time.
amcconsultants.com | 46 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
KCM has demonstrated production capability of 160,000 tonnes per annum with all operations running optimally. The installed smelting and refining capacity is 300,000 tonnes per annum. KCM has installed capacity to produce in excess of 200,000 tonnes per annum of copper in concentrates at Konkola and 100,000 tonnes of copper cathodes from the tailings leach facility at Nchanga. With planned investment in mining and processing facilities, KCM is positioned to produce over 300,000 tonnes per annum of finished copper.
| 5.7 | Key development milestones |
Table 5.3 summarises the principal development milestones for the KCM Integrated Operations.
| Table 5.3 | Key development milestones |
| Year | Operation | Milestone | ||
| 1923 | Nchanga | Exploration commenced; surface reconnaissance and geological mapping. | ||
| 1927 | Nchanga | Underground mine development commenced. | ||
| 1931 | Nchanga | Initial underground mining commenced; suspended due to flooding and low copper prices. | ||
| 1937 | Nchanga | Underground mining recommenced under NCCM. | ||
| 1943 | Nchanga | Town of Chingola founded to service Nchanga operations. | ||
| 1953 | Konkola | No. 1 Shaft sinking commenced (Bancroft Mine). | ||
| 1955 | Nchanga | Open pit mining commenced from the Nchanga Open Pit. | ||
| 1957 | Konkola | First ore production from No. 1 and No. 2 Shafts. | ||
| 1963 | Konkola | No. 3 Shaft commenced production. | ||
| 1969 | All | GRZ acquired 51% interest in mining companies (Matero Reforms). Anglo operations reorganised as NCCM. | ||
| 1982 | All | NCCM and RCM merged to form ZCCM. | ||
| 2000 | All | KCM formed; acquired Konkola, Nchanga, and Nampundwe assets from ZCCM. Anglo American as strategic partner. | ||
| 2002 | All | Anglo American, IFC, and CDC withdrew from KCM. | ||
| 2003 | Nkana | KCM acquired Nkana metallurgical complex (SmelterCo) comprising smelter, refinery, and sulfuric acid plants. | ||
| 2004 | All | Vedanta assumed management of KCM (November). | ||
| 2006 | Konkola | Sinking of No. 4 Shaft commenced (KDMP). | ||
| 2008 | Nchanga | New Nchanga Smelter commissioned (Outotec technology, 312,000 tpa capacity). | ||
| 2008 | Konkola | New 6 Mtpa Konkola concentrator commissioned. | ||
| 2019 | All | Provisional liquidation commenced (May). Production decline accelerated. | ||
| 2024 | All | Scheme of arrangement sanctioned (June). Provisional Liquidator removed; Vedanta control restored (July). |
Source: KCM, 2025; public sources. Nampundwe development milestones are not available in sufficient detail for inclusion.
amcconsultants.com | 47 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 6 | Geological setting, mineralisation, and deposit |
| 6.1 | Regional geology |
The KCM operations are part of the Zambian Copperbelt, a major segment of the Central African Copperbelt, one of the world’s most significant sediment-hosted copper provinces, Figure 6.1. The Central African Copperbelt forms part of the Lufilian Arc, a large Neoproterozoic fold-and-thrust belt that developed due to the collision between the Congo and Kalahari cratons during the Pan-African Orogeny (~650-500 Ma). This collision shaped the arcuate Copperbelt structure, characterised by large-scale recumbent folding, thrust faulting, and shear zones, which significantly influenced copper mineralisation distribution. The Copperbelt comprises Neoproterozoic-age sedimentary sequences that were initially deposited in an ancient rift environment and later subjected to regional tectonic deformation, further impacting the structural and mineralisation framework of the region.
| Figure 6.1 | Location of Lufilian Arc within Pan-African Belts of Central and Southern Africa |
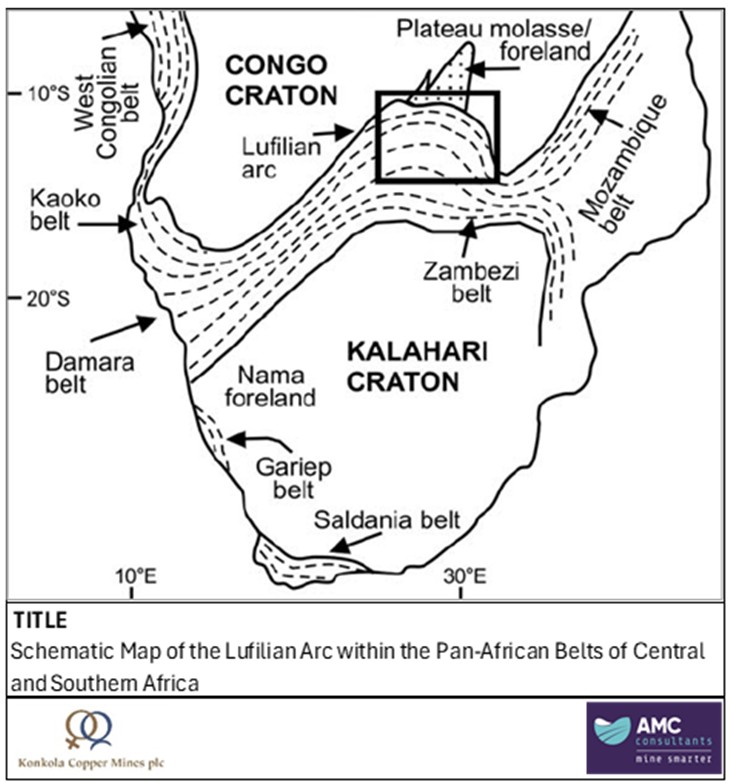
Source: Wendorff, M., 2011. Tectonosedimentary expressions of the evolution of the Fungurume foreland basin in the Lufilian Arc, Neoproterozoic-Lower Palaeozoic, Central Africa. Geological Society of London Special Publications, 357, 69-83. https://doi.org/10.1144/SP357.5.
The primary host rocks for copper-cobalt mineralisation belong to the Katanga Supergroup, a thick succession of marine sedimentary sequences that unconformably overlie the older Basement Complex, which consists of metamorphic and igneous rocks such as schists, gneisses, and granitic intrusions. These basement rocks form the structural foundation for the overlying stratigraphic sequences and influence local deposit geometry. The Katanga Supergroup is subdivided into several formations, with the most economically significant being the Lower Roan Subgroup, which hosts the bulk of copper mineralisation within sandstones, siltstones, and carbonate-rich rocks. The overlying Mwashia and Kundelungu Groups contain additional sedimentary sequences that play roles in fluid migration and structural modification of mineral deposits.
amcconsultants.com | 48 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The geological evolution of the Central African Copperbelt is defined by key processes that influenced mineralisation:
| · | Initial rift-related deposition (880-750 Ma): The formation of the Katanga Supergroup occurred within a rift basin, leading to the accumulation of thick siliciclastic and carbonate sediments that laid the foundation for later mineralisation. |
| · | Main phase of basin subsidence (750-650 Ma): Continued deposition of marine sediments, including black shales, carbonates, and siltstones, established the stratigraphic framework that would later host copper deposits. |
| · | Orogenic compression and mineral remobilisation (~650-500 Ma): The Lufilian Orogeny deformed the Katanga rocks, inducing folding, thrusting, and faulting that created structural traps, facilitating fluid migration and concentrating copper-cobalt mineralisation. |
The copper deposits of the Zambian Copperbelt are classified as sediment-hosted stratiform copper deposits, with mineralisation occurring as disseminated sulfides within shales, siltstones, and dolomitic horizons. These deposits formed through the interaction of metal-bearing hydrothermal fluids with sulfur-rich reductants, leading to the precipitation of copper sulfides (Figure 6.2). The complex structural modifications from the Lufilian Orogeny played a crucial role in shaping the distribution and quality of mineralisation zones, making structural controls a key factor in the localisation of mineralisation.
| Figure 6.2 | Schematic cross section of the Lufilian fold belt |
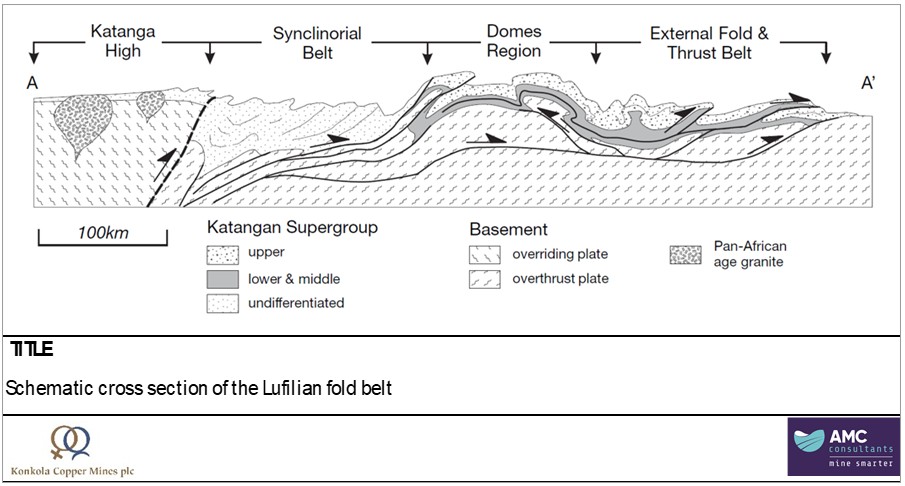
Source: Selley, D., Broughton, D., Scott, R., Hitzman, M., Bull, S., Large, R., McGoldrick, P., Croaker, M., & Pollington, N. (2005). A new look at the geology of the Zambian Copperbelt. Society of Economic Geologists, 100th Anniversary Volume, pp. 000-000.
amcconsultants.com | 49 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 6.1.1 | Lithostratigraphy of the Central African Copperbelt |
The Katanga Supergroup is subdivided into three major stratigraphic groups that play a crucial role in copper mineralisation.
Roan Group (dominant copper host) consisting of:
| · | Lower Roan Subgroup (Mindola and Kitwe Formations) in Zambia, has a mixed upper and a predominantly siliciclastic lower. With: |
| ¾ | Basal conglomerate arkoses of coarse clastic sediments of alluvial fans deposited in an intra-cratonic rift basin forming a porous and permeable unit that later acted as a conduit for mineralizing fluids. |
| ¾ | Quartzite and feldspathic sandstones from braided streams, interbedded with conglomerates. |
| ¾ | Organically rich finely laminated dolomitic shales, dolomites and siltstones. This unit contains the Ore Shale Unit (OSU), which hosts the stratiform copper-cobalt mineralisation found in the Konkola area. The high organic content created a reducing environment, leading to sulfide precipitation and the formation of extensive copper-rich zones. |
| · | Upper Roan Subgroup overlies the Lower Roan, in Zambia it is a predominantly carbonate unit. Consisting of thick often massive and recrystallised carbonate sequences, with interbedded shales and siltstones. With the change between the two formations marked by the presence of by a conglomerate breccia. |
Nguba Group (overlying marine sequences) composed of carbonates, black shales, and calcareous siltstones, deposited in a deeper marine setting. Acting as a regional aquitard, restricted hydrothermal fluid flow and impacting mineralisation patterns. Some zones within the Nguba Group contain secondary copper enrichment, where remobilised fluids have introduced additional mineralisation.
Kundelungu Group (late-stage overlying sequences) consisting of thick quartzites, sandstones, and glaciogenic diamictites, representing deposition in a post-orogenic setting. These units do not host significant copper mineralisation but provide structural control by acting as competent layers that influence the development of folds and thrust faults.
Figure 6.3 illustrates a simplified stratigraphic column of the Kataga Supergroup and geological units containing copper mineralisation.
amcconsultants.com | 50 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 6.3 | Simplified Katanga Supergroup stratigraphy |
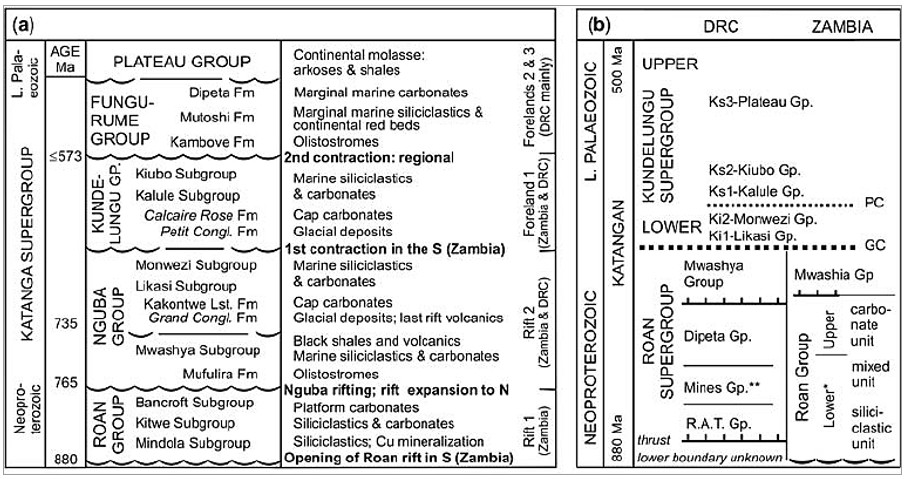
Source: Wendorff, M. (2011). Tectonosedimentary expressions of the evolution of the Fungurume foreland basin in the Lufilian Arc, Neoproterozoic-Lower Palaeozoic, Central Africa. Geological Society of London Special Publications, 357, 69-83. https://doi.org/10.1144/SP357.5.
| 6.1.2 | Mineralisation genesis |
Copper deposits of the Zambian Copperbelt are sediment-hosted stratiform deposits, formed through the interplay of sedimentation, basin evolution, and hydrothermal fluid migration. During Neoproterozoic rifting, metal-bearing basinal brines circulated through permeable Roan Group sediments. Copper and cobalt were leached from basement rocks and precipitated upon reacting with sulfur-rich reductants (such as organic matter and pyrite) within the OSU. Near-surface oxidation led to the formation of oxide copper minerals (malachite, azurite, and chrysocolla). Supergene enrichment enhanced chalcocite-dominated mineralisation, improving mineralisation grades.
| 6.1.3 | Structural and tectonic evolution |
The Central African Copperbelt has experienced multiple deformational events. Key structural features include:
| · | The Lufilian Orogeny (~650-500 Ma) - deforming the Copperbelt with crustal shortening and folding that led to the formation of broad northwest-trending synclines and anticlines. |
| · | Compression resulted in the development of thrust faults, which served as secondary pathways for fluid movement and mineralisation deposition. |
| · | The Konkola Syncline preserves high-grade copper mineralisation by trapping mineralisation within fold closures. |
| · | Thrust faults and shear zones have segmented the mineralised horizons, resulting in localised enrichment zones and structural complexity. |
| · | The Nguba Group functions as a major aquitard, restricting hydrothermal fluid flow and impacting mineralisation deposition. |
Primary mineralisation is hosted within the OSU. Regional-scale shear zones and low-angle thrust faults have influenced the redistribution of mineralisation, creating high-grade copper zones. Reactivated fault structures have remobilised copper-cobalt mineralisation, leading to the formation of secondary enrichment zones.
amcconsultants.com | 51 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 6.2 | Local and property geology |
| 6.2.1 | Stratigraphy |
The geological map of the greater Konkola areas is shown in Figure 6.4. The Konkola deposit (shown in grey) is adjacent to the Kirilabombwe anticline.
| Figure 6.4 | Geological map of the greater Konkola area |
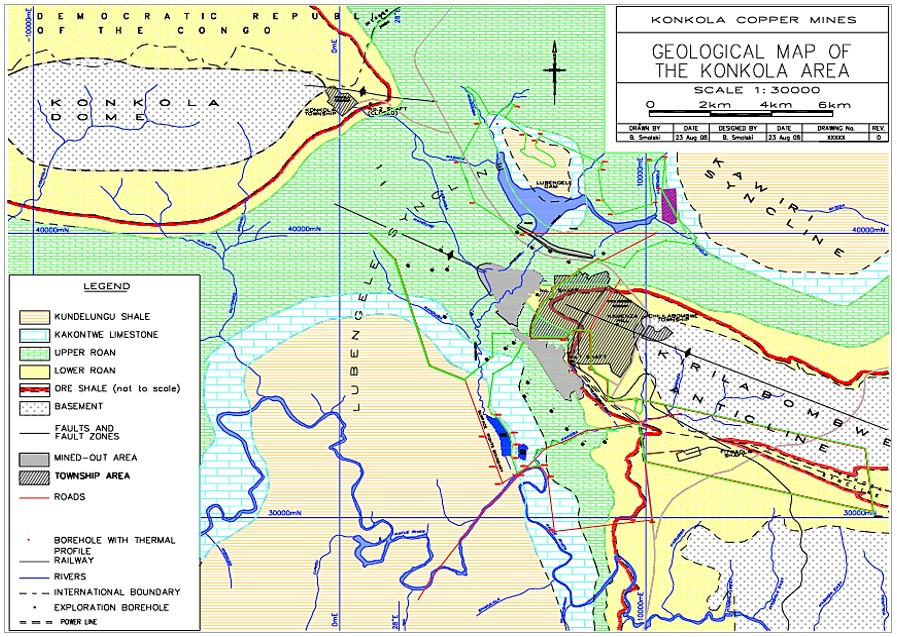
Source: KCM, 2026.
Konkola Mineralisation is hosted within the Lower Roan Subgroup, see the stratigraphic column in Figure 6.5. Key geological units include:
Lower Roan Subgroup consisting of:
| · | Multiple coarse-grained conglomerates and sandstones at the base of the sequence. |
| · | Footwall Quartzite (FWQ) a thick, well-cemented quartzite, forming a structurally competent horizon beneath the main mineralised zones. |
| · | Ore Shale Unit (OSU), the primary copper-bearing unit, composed of carbonaceous shales and interbedded siltstones. The mineralised OSU is characterised by fine-grained sulfide dissemination and bedding-parallel veinlets, with mineral deposition controlled by sedimentary permeability, organic matter content, and structural influences. Key geological features include: |
| ¾ | Primary host rock: Carbonaceous black shale interbedded with dolomite and siltstone. |
| ¾ | Structural complexity: Folding and thrust faulting create zones of enhanced mineralisation. |
| ¾ | Hydrothermal alteration: Carbonate veining, and minor sericite alteration. |
| · | Hangingwall Quartzite (HWQ), a sequence of arkosic and cherty sandstones above the OSU, influencing groundwater movement and structural stability. |
amcconsultants.com | 52 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 6.5 | Stratigraphic column of the Konkola geology |
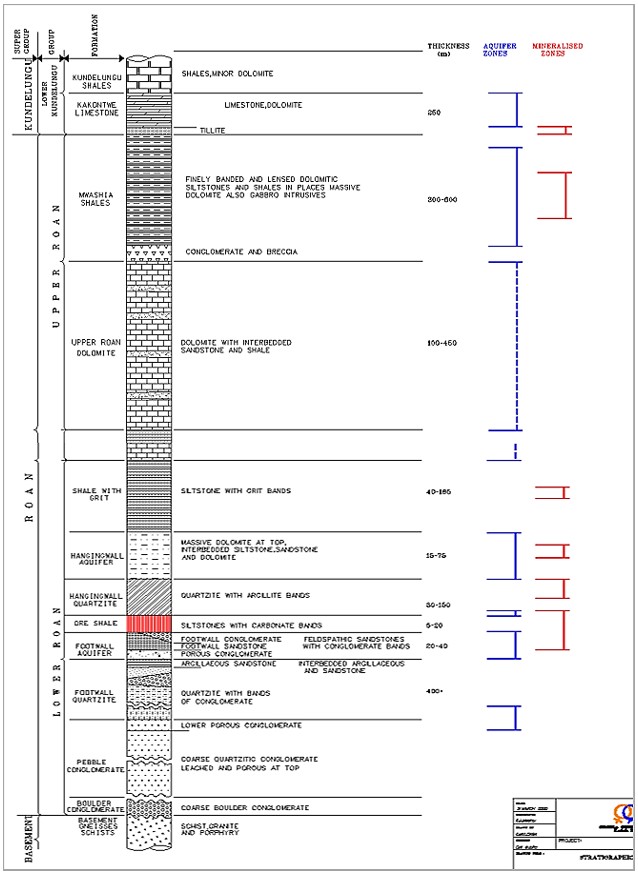
Source: KCM, 2026.
| 6.2.2 | Mineralisation |
The Konkola deposit is classified as a sediment hosted stratiform copper deposit, formed in low-energy, reducing sedimentary environments. Mineralisation is primarily hosted within fine-grained sedimentary units, where copper sulfides precipitated under anoxic conditions. The deposit exhibits two distinct styles of mineralisation, influenced by lithological and structural controls: shale-hosted and sandstone-hosted copper mineralisation.
amcconsultants.com | 53 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Shale-hosted fine grained copper mineralisation occurs within carbonaceous siltstones and shales of the OSU, forming laterally extensive, stratiform deposits. Copper deposition took place in multiple phases, beginning with primary hypogene sulfide mineralisation, followed by supergene enrichment, which enhanced mineralisation grades near the surface. Structural remobilisation further concentrated copper within fold hinges and fault intersections, creating localised high-grade zones.
In contrast, sandstone-hosted copper mineralisation is found in porous quarzitic sandstones of the FWQ, where mineralizing fluids migrated into high-permeability zones, leading to structurally controlled, localised mineralisation deposition. Although less laterally extensive than shale-hosted mineralisation, these zones often contain higher-grade copper concentrations.
The dominant economic minerals at Konkola include chalcopyrite, bornite, and chalcocite. These primary copper sulfide minerals define the economic potential of the deposit, with bornite and chalcocite typically associated with higher copper grades, while chalcopyrite remains the most widespread. Cobalt is present often occurring as the copper cobalt sulfide (CuCo2S4) carrollite.
The mineralogy of the KCM operation varies significantly across different mining areas, reflecting differences in host rock composition, structural complexity, hydrothermal alteration, and secondary enrichment processes.
| 6.2.2.1 | Primary sulfide mineralisation |
The primary (hypogene) mineralisation at Konkola is characterised by the deposition of copper-bearing sulfide minerals within the OSU under reducing conditions during the initial formation of the deposit. This mineralisation style represents the earliest stage of copper enrichment and is largely controlled by the chemical composition of the host rock, basin-scale fluid migration, and diagenetic processes. Unlike secondary mineralisation, which results from later enrichment or oxidation, primary mineralisation is associated with the original precipitation of copper sulfides from hydrothermal fluids during the deposit’s formation.
The distribution of chalcopyrite, bornite, and pyrite varies according to temperature, fluid composition, and permeability at the time of deposition. Chalcopyrite-dominant zones represent the earliest sulfide mineralisation, forming as a stable copper-iron sulfide under moderate-temperature conditions. Bornite-rich zones indicate higher copper enrichment, often associated with hydrothermal upgrading, while pyrite-dominant areas suggest less copper availability during early diagenesis.
In addition to its layer-parallel stratiform distribution, primary mineralisation at Konkola has also been affected by later structural reworking. In some areas, copper sulfides have been remobilised along shear zones and fault intersections, locally increasing mineralisation grades. These structural features, combined with hydrothermal alteration, have influenced the spatial variability of primary mineralisation and its transition into enriched secondary mineralisation zones. Key sources of copper from primary mineralisation are summarised below:
| · | Chalcopyrite (CuFeS₂): |
| ¾ | The most abundant copper-bearing sulfide at Konkola, particularly in deeper, unaltered hypogene zones. |
| ¾ | Typically forms as fine-grained disseminations within the shale matrix or as vein-hosted mineralisation along bedding planes and fractures. |
| ¾ | Chalcopyrite is the primary mineral in lower-grade areas but can be locally enriched where it has been altered by later hydrothermal or supergene processes. |
| · | Bornite (Cu₅FeS₄): |
| ¾ | Occurs in regions of increased thermal alteration, often in association with chalcopyrite. |
| ¾ | Found in higher-grade copper zones, where it partially replaces chalcopyrite, increasing the copper-to-iron ratio in the ore. |
| ¾ | Bornite is particularly notable in areas affected by hydrothermal fluid influx, where its formation is linked to sulfidation reactions and temperature variations. |
amcconsultants.com | 54 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| · | Pyrite (FeS₂): |
| ¾ | Widespread across the OSU, with higher concentrations in lower-grade areas where it formed as an early diagenetic phase before copper mineralisation. |
| ¾ | Acts as an indicator of reducing conditions, which were crucial for the precipitation of copper sulfides. |
| ¾ | While not an economic source of copper, pyrite plays a role in buffering sulfur activity within the mineralizing system and influencing later enrichment processes. |
| 6.2.2.2 | Supergene enrichment and secondary mineralisation |
The process of supergene enrichment enhances copper grades at Konkola by transforming primary sulfides into secondary, more copper-rich minerals. This enrichment occurs when meteoric water infiltrates the deposit, dissolving copper from upper oxidised zones and redepositing it at deeper levels where chemical conditions shift from oxidizing to reducing. This results in the conversion of chalcopyrite and bornite into higher-grade chalcocite and covellite, which has greater copper content per unit mass.
At Konkola, supergene enrichment is particularly evident in structurally favorable zones, such as areas with increased fracture permeability, shear zones, and fold hinges. These geological features provide pathways for descending copper-rich solutions and serve as natural deposition sites where secondary sulfides precipitate. As a result, supergene-enriched horizons often exhibit higher copper grades than the original primary sulfide mineralisation, making them economically significant for mining.
Secondary mineralisation, a broader term that encompasses supergene enrichment, refers to all mineral changes that occur after the initial formation of the deposit. This includes both sulfide transformations and the development of oxidised copper minerals. In the near-surface portions of the Konkola deposit, prolonged exposure to oxygen and acidic groundwater has altered sulfides into secondary copper oxides and carbonates, such as malachite, azurite, and chrysocolla.
| · | Chalcocite (Cu₂S) and Covellite (CuS): Formed due to the leaching of primary sulfides and redeposition in enrichment blankets. |
| · | Malachite (Cu₂(CO₃)(OH)₂) and Azurite (Cu₃(CO₃)₂(OH)₂): Common in weathered zones, particularly in the Nchanga Open Pit and Kakosa deposits. |
| · | Chrysocolla and Cuprite: Found in oxidised portions, particularly along structural conduits where groundwater movement has promoted oxidation. |
These oxidised minerals mark the transition from the weathered surface layers down to the enriched sulfide zone.
While secondary sulfide mineralisation generally improves copper recovery through flotation due to the higher copper-to-iron ratio of minerals like chalcocite and digenite, oxide mineralisation poses different processing challenges. Copper oxides are less responsive to flotation and require acid leaching methods for effective recovery. The extent of oxidation and supergene enrichment at Konkola influences metallurgical performance, with some areas containing both highly reactive secondary sulfides and less flotation-efficient oxidised copper zones.
The structural complexity of the Konkola deposit has a significant impact on the distribution of supergene enrichment and secondary mineralisation. Fault networks and shear zones have facilitated the downward migration of copper-bearing fluids, leading to localised zones of high-grade enrichment. At the same time, impermeable lithological boundaries, such as certain carbonate-rich layers, have acted as barriers, influencing where secondary mineralisation is concentrated.
amcconsultants.com | 55 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Together, these processes have resulted in a vertically zoned deposit, with near-surface oxidised minerals transitioning into secondary sulfide-rich enrichment zones, which in turn grade into the deeper primary hypogene sulfides. Understanding the interplay between these mineralisation styles is critical for mine planning and processing, as different zones require distinct extraction strategies to optimise recovery.
| 6.2.2.3 | Hydrothermal alteration |
Hydrothermal alteration plays a role in modifying and upgrading mineralisation, particularly near shear zones and fault-controlled structural corridors. These alterations have influenced both the primary and secondary mineralisation processes, affecting mineral assemblages, metal mobility, and grade distribution.
These alteration zones often mark fluid pathways that controlled sulfide precipitation and redistribution, making them critical for targeting high-grade mineralisation shoots.
The primary hydrothermal alteration phases linked to mineralisation in the Konkola region include:
| · | Silicification: |
| ¾ | Quartz veining and silica flooding occur in and around ore-bearing units, enhancing rock competency but reducing permeability. |
| ¾ | This process often preserves sulfide mineralisation and is commonly associated with chalcopyrite-rich zones in the OSU. |
| · | Sericite-carbonate replacement: |
| ¾ | Fine-grained sericite (white mica) and carbonate minerals replace original feldspar and clay-rich components within shale and sandstone units. |
| ¾ | This alteration is associated with early-stage copper precipitation, often forming a chalcopyrite-pyrite assemblage, later overprinted by more copper-rich phases such as bornite and chalcocite. |
| · | Chloritic overprinting: |
| ¾ | Localised along shear zones and fault boundaries, chlorite alteration is indicative of hydrothermal fluid interaction and mechanical deformation. |
| ¾ | This alteration style is frequently linked to structural remobilisation of copper, where early-deposited chalcopyrite is upgraded to bornite and chalcocite, enhancing mineralisation grades in these zones. |
| 6.2.2.4 | Variability in mineralisation across mining areas |
The mineralisation styles in the OSU vary significantly depending on lithology, alteration intensity, and structural influences thus there are distinct differences existing between mineralisation in the different mining areas.
Konkola retains a predominantly primary sulfide assemblage, with disseminated chalcopyrite and bornite hosted in the OSU. Minimal supergene alteration has occurred due to limited fluid penetration and deep burial, preserving the hypogene mineralisation style.
| 6.2.3 | Major structural controls on mineralisation |
The dominant structural feature shaping mineralisation at Konkola is the Konkola Syncline, a large-scale fold that has helped preserve mineralised horizons by shielding them from erosion and oxidation. The syncline geometry has also acted as a mineralisation trap, concentrating copper-bearing fluids along the fold axis.
amcconsultants.com | 56 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
In addition to folding, thrust faulting has played a role in mineralisation. Several major fault systems cut across the deposit, creating structural traps where mineralizing fluids were focused along shear zones, fault intersections, and competency contrasts between rock units. These faults have led to:
| · | Thickening of mineralised zones, particularly in areas where repeated thrusting has stacked ore-bearing units. |
| · | Structural reworking of sulfides, with some areas experiencing remobilisation, resulting in localised grade increases. |
| · | Formation of high-grade lenses, particularly where faults intersect with lithological permeability contrasts, enhancing fluid-rock interaction. |
| 6.2.3.1 | Summary of geological characteristics |
The geographic extents of the Konkola deposit reported as Mineral Resources are summarised in Table 6.1.
| Table 6.1 | KCM deposit mineralisation extent |
| Deposit | Strike Length (km) | True Thickness (m) | Dip (°) | Depth Below Surface (m) | Primary Mineralisation | Geological Continuity | ||||||
| Konkola | ~5 | 5–50 (avg. ~9) | 35–70 | >1,000 | Chalcopyrite, bornite | Stratiform; laterally extensive within OSU; structurally segmented by thrust faulting; confirmed by 60+ years mining |
Table 6.2 summarises the variable geological conditions across the Konkola asset.
| Table 6.2 | Summary of geological characteristics of KCM operations |
|
Operation |
Geological characteristics | |
| Konkola |
Location: Centrally located in the Konkola mining district.
Host lithology: The OSU hosts the majority of copper mineralisation, overlain by the Hangingwall Quartzite. Dominated by chalcopyrite-pyrite mineralisation, with bornite becoming more prominent in structurally complex zones. Structural deformation, particularly thrust faulting, has created zones of higher permeability, allowing for localised remobilisation of copper and increased grade variability. Deep-seated hydrothermal fluids have contributed to minor silicification and sericite alteration, modifying the host rock and influencing metallurgical properties.
Structural controls: The deposit is preserved within the Konkola Syncline, a broad northwest-trending fold structure. Thrust faulting and shear zones segment the mineralisation, creating localised enrichment and structural complexity.
Deposit geometry and dip: The mineralisation is moderately to steeply dipping (45-70°), conforming to the synclinal structure. The dip increases sharply at depth, requiring specialised mining techniques.
Hydrogeology: Konkola is among the wettest underground mines, with high groundwater inflows along faulted and fractured zones, necessitating intensive dewatering measures. |
Geological continuity
The Konkola deposit is a stratiform, sediment-hosted copper system in which mineralisation is hosted within the Ore Shale Unit (OSU) of the Lower Roan Subgroup. The stratiform geometry of the deposit — a laterally extensive, gently folded tabular body conforming to the Konkola Syncline — provides a strong basis for geological continuity along strike and down dip. The OSU has been confirmed as a continuous mineralised horizon over the full approximately 5 km strike extent of the deposit through diamond drilling, underground mapping, and over six decades of continuous mining activity since 1957. Development exposures and production reconciliation data provide direct physical confirmation of geological continuity within the actively mined areas (Shaft 3 and Shaft 4).
amcconsultants.com | 57 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The principal structural control is the Konkola Syncline, a broad northwest-trending fold that has preserved mineralised horizons and concentrated copper-bearing fluids along its axis. Thrust faulting segments the deposit into discrete structural blocks, with 11 significant faults modelled within the mine area trending northeast–southwest with steep dips (Section 13.3.3). These faults locally offset, thicken, or attenuate the OSU but do not disrupt overall deposit-scale continuity. In structurally complex zones, repeated thrusting has stacked ore-bearing units, creating localised thickening and high-grade lenses at fault intersections.
The OSU comprises five sub-units (A through E) with distinct compositional and mechanical properties. Sub-unit A is a weak, clay-altered siltstone that correlates with higher dilution potential; sub-unit B is the most massive and competent. This internal stratigraphy is laterally persistent and provides predictable geological layering for mine planning. The Hangingwall Quartzite (HWQ), a sequence of arkosic and cherty sandstones overlying the OSU, provides a reliable structural and stratigraphic marker that assists in geological interpretation and confirms continuity of the host sequence.
Uncertainty in geological continuity is greatest in areas distant from underground workings and drillhole intersections, particularly in the deeper and peripheral portions of the deposit where structural complexity may not be fully resolved. This geological uncertainty is reflected in the Mineral Resource classification, with Measured classification restricted to well-drilled and actively mined areas and Inferred classification applied to areas of lower geological confidence (Section 11).
Grade continuity
Grade continuity has been characterised through directional variogram analysis across seven estimation domains for total copper (TCu), acid-soluble copper (ASCu), and total cobalt (TCo) (Section 11). Variogram models were developed from composited drillhole data at 1 m intervals, with directional variograms generated along horizontal, across-strike, and dip-plane orientations using Supervisor® software.
The variogram analysis demonstrates that the maximum range of spatial correlation for TCu varies from approximately 60 m (Domain 7) to approximately 725 m (Domain 6) in the major continuity direction (Structure 2). The domain-by-domain variogram parameters are summarised in Table 6.3 below; the full variogram model parameters are presented in Section 11.
| Table 6.3 | Summary of TCu variogram ranges by estimation domain — Konkola |
| Domain | Nugget / Total Sill | Structure 2 Major Range (m) | Structure 2 Semi-Major Range (m) | Structure 2 Minor Range (m) | Classification Implication | QP Comment | ||||||
| 1 | 0.15 / 0.85 | 150 | 50 | 15 | Supports Indicated at ≤150 m spacing | Moderate along-strike range | ||||||
| 2 | 0.20 / 0.82 | 150 | 120 | 8 | Supports Indicated at ≤150 m spacing | Thin minor range reflects tabular geometry | ||||||
| 3 | 0.10 / 0.90 | 300 | 150 | 8 | Supports Indicated; potential Measured with infill | Long major range; well-structured deposit zone | ||||||
| 4 | 0.10 / 0.90 | 220 | 180 | 25 | Supports Indicated; good isotropic character | Largest minor range; thicker mineralisation zone | ||||||
| 5 | 0.20 / 0.80 | 500 | 300 | 10 | Supports Indicated to Measured with progressive infill | Strong along-strike continuity | ||||||
| 6 | 0.10 / 0.90 | 725 | 650 | 20 | Longest range; supports classification at wider spacing | Exceptional lateral continuity; low nugget | ||||||
| 7 | 0.20 / 0.80 | 60 | 50 | 15 | Shortest range; higher spacing sensitivity | Structurally complex zone; limited lateral extent |
Note: Full parameters in Section 11.
amcconsultants.com | 58 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Nugget-to-total-sill ratios range from approximately 0.10 to 0.25 across the seven TCu domains, indicating moderate short-range variability relative to total spatial variance. This is consistent with the disseminated nature of chalcopyrite–bornite mineralisation within a stratiform host, where grade variation is primarily controlled by stratigraphic position and proximity to structural enrichment zones rather than by erratic or nugget-dominated distributions.
The semi-major and minor direction ranges are materially shorter than the major direction, reflecting the tabular geometry of the OSU. Minor direction ranges are typically 6–25 m, approximating the true thickness of the mineralised horizon, while semi-major ranges are typically 50–650 m.
The observed grade continuity supports the classification thresholds established by a conditional simulation-based drillhole spacing study completed in 2019. That study concluded that an average distance of 50 m to sample support is appropriate for Measured classification and 150 m for Indicated classification. The QP considers these thresholds appropriate given the demonstrated geological and grade continuity, and notes that they are consistent with the variogram ranges for the majority of estimation domains (Domains 1–6). Domain 7, with a maximum range of only 60 m, represents a structurally complex zone of limited lateral extent where classification at wider spacing carries greater uncertainty.
Continuity limitations — inferred Mineral Resources
It is noted that the average distance to the nearest sample support for the Inferred Mineral Resources varies from several hundred meters to approximately 1,700 m, with a material portion of the Inferred Resource located beyond the demonstrated maximum variogram range of approximately 750 m (Section 11, Figure 11.1). In these distal areas, grade interpolation is not constrained by demonstrated spatial correlation, and the ordinary kriging estimates effectively revert toward the domain mean. This introduces material estimation uncertainty for the more distal Inferred blocks.
Swath plot (moving window) validation in Inferred areas shows poor correlation between composite grades and block model estimates (Section 11), consistent with the variography indicating no spatial correlation between sample pairs beyond the modelled range. In contrast, estimation validation in well-informed Measured and Indicated areas confirms reasonable correlation between drillhole data and block model grades, supporting the classification at those confidence levels.
The implication for investors is that the Inferred Mineral Resource tonnage and grade estimates in areas beyond the variogram range carry a level of geological uncertainty that is materially higher than for Measured or Indicated Resources, and there is no certainty that these Inferred Resources will be upgraded to higher-confidence categories with additional exploration. The recommended infill drilling program (Section 23.1.1) is designed to reduce drillhole spacing in priority areas and progressively convert Inferred Resources to Indicated classification.
| 6.3 | Nchanga – deposit geology summary |
The Nchanga mining complex is situated at the northwestern edge of the Kafue Anticline, approximately 22 km south of the Konkola Mine. Mineralisation is hosted within the Lower Roan Subgroup of the Katanga Supergroup, principally in two horizons: the Upper Ore Body (UOB) and the Lower Ore Body (LOB). The geological setting is broadly analogous to Konkola, with stratiform, sediment-hosted copper-cobalt mineralisation, but the Nchanga deposits display greater geological variability across multiple deposit areas including COP DF, COP E Extension, and several underground prospects in both the UOB and LOB.
amcconsultants.com | 59 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Mineralisation at Nchanga comprises a heterogeneous mix of oxide, supergene, and primary sulfide copper minerals reflecting prolonged weathering and groundwater interaction. Near-surface copper occurs in oxidised forms (malachite, chrysocolla), transitioning to supergene sulfides (chalcocite, covellite) in the enrichment zone and primary chalcopyrite and bornite at greater depth. The COP DF deposit is situated within a fault-bounded basin where thrust faulting and folding have enhanced the preservation of mineralisation in structural trap sites, with steep dips of 50–70°. The COP E Extension follows the regional synclinal trend with dips varying between 45–70°, shallowing to 30–40° where the syncline flattens.
The geographic extents and principal mineralisation characteristics of the Nchanga deposits are summarised in Table 6.1 of the companion IA TRS. A detailed description of Nchanga local geology, mineralisation, and structural controls is provided in Section 3 of the IA TRS.
| 6.4 | TD03 and TD04 – tailings characterisation |
TD03 and TD04 are historical tailings storage facilities located at the Nchanga site, approximately 7 km west of the main processing facilities. Both dams contain tailings deposited from historical Nchanga concentrator operations dating from the mid-20th century. The deposited material comprises fine-grained flotation tailings with residual copper mineralisation amenable to acid leaching.
TD03 contains approximately 3 Mt of material at a mean grade of 0.75% total copper (TCu) with 0.6% acid-soluble copper (ASCu). TD04 contains approximately 22 Mt at a mean grade of 0.6% TCu with 0.4% ASCu. The grade distributions for both dams are largely normal, with a small higher-grade tail observed in TD03. Total copper and acid-soluble copper exhibit a strong positive correlation, confirming the oxide-dominant character of the residual copper mineralisation.
The tailings material is characterised by relatively uniform particle size distribution reflecting the historical milling and flotation processes. Gangue acid consumption (GAC) has been determined from composite samples at an effective spacing of 300 m × 300 m, providing input to the leach circuit design parameters described in Section 14.2. The mineral assemblage, grade distribution, and leach amenability of TD03 and TD04 are described in further detail in Section 11.3 of this report.
| 6.5 | Nampundwe – pyrite deposit summary |
The Nampundwe Mine is an underground pyrite mining operation located approximately 50 km west of Lusaka in the Central Province of Zambia, within the district of Shibuyunji. The deposit is hosted in Neoproterozoic metasedimentary rocks and comprises massive to semi-massive pyrite mineralisation exploited primarily as a source of sulfur-bearing flux for the Nchanga Smelter.
Nampundwe pyrite concentrate is an essential component of the smelter feed blend, providing the sulfur balance required for stable thermodynamic operation of the Outotec flash smelting process. The concentrate is transported by road from Nampundwe to the Nchanga site, a distance of approximately 350 km.
The Nampundwe deposit is excluded from the PFS Mineral Reserve estimate and mine plan. No Mineral Resources have been estimated for Nampundwe under S-K 1300 for this TRS. The mine operates under Large-scale Mining License 7074-HQ-LML (area: 962 ha, expiry: 30 March 2050).
amcconsultants.com | 60 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 7 | Exploration |
Exploration at Konkola has been ongoing since the deposit's discovery in 1924. The drilling database contains both historical and modern data, with drilling conducted using diamond core methods.
Modern drilling programs have focused on resource definition and upgrading classification, with emphasis on reducing drill spacing in areas planned for near-term production.
There is no active exploration being undertaken at Konkola. All exploration described below is historic and conducted by previous asset owners. All proposed drilling is resource infill or resource extension drilling. This includes all other means of exploration, for example geophysics.
| 7.1 | Konkola Mine |
| 7.1.1 | Exploration history |
The exploration history of Konkola spans over a century and includes:
| · | Multiple phases of geophysical surveys, geological mapping, hydrogeochemical sampling, and diamond drilling. |
| · | Surface mapping and trenching, which provided the first indications of copper anomalies. |
| · | Geochemical sampling, used to establish baseline geochemical signatures. |
| · | Diamond drilling campaigns (1950s–1980s), which confirmed the stratiform nature of the OSU and outlined the structural framework of the deposit. |
| · | Higher-density drilling programs (1990s–2000s), improving confidence in grade continuity and allowing for systematic Mineral Resource classification. |
| · | Geostatistical modelling, integrating conditional simulation and variography techniques to refine resource estimates. |
Early exploration (pre-1950s): Initial Surface Reconnaissance: The earliest exploration efforts at Konkola were limited to surface mapping, trenching, and basic geochemical sampling. These activities aimed to identify copper anomalies and determine potential mineralised zones. Mapping efforts focused on understanding lithological and structural features; while trenching and shallow sampling confirmed the presence of copper within sedimentary formations. Although these early techniques were rudimentary, they led to the identification of the OSU, which was later recognised as the primary host of copper mineralisation at Konkola.
Systematic diamond drilling phase (1950s–1980s): From the 1950s onwards, exploration transitioned towards systematic diamond drilling, aimed at confirming the continuity and thickness of the OSU. Early drilling programs initially used wider spacing of 200–300 m, which was progressively reduced as the deposit was better defined. These programs provided critical insights into the stratiform nature of the deposit, confirming that copper mineralisation was laterally extensive and relatively continuous over several kilometers. Through this phase, key structural controls on mineralisation were identified, including faults, folds, and lithological variations, which were recognised as significant influences on grade distribution.
Advancements in geological modelling (1990s–2004): The 1990s marked a significant shift in geological strategy, coinciding with the privatisation of Zambian mining assets, which increased investment in geological studies. Higher-density infill and extension diamond drilling programs were undertaken, supported by improved drill rig technology, core recovery techniques, and enhanced geostatistical modelling. These advancements allowed for the systematic classification of Mineral Resources into Measured, Indicated, and Inferred categories, reducing uncertainty and improving the reliability of resource estimates.
amcconsultants.com | 61 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
In November 2004 KCM commenced management of Konkola. From this time focus has been on production, then the development of smaller brownfields assets within and around the existing mining areas including COP E Extension, COP DF underground, Kakosa North and South, Upper Ore Body and tailings dams.
Recent production from 2006 onwards is discussed in Section 5.1.
Drilling (2004 to 2019): Extension and infill drilling of known mineralisation was undertaken prior to provisional liquidation through ZCCM-IH in May 2019. The geological development focused on infill drilling below and along strike of mineralisation in and around active mining areas.
Since 2019: No exploration, infill and extension drilling has been undertaken by KCM. Geological and structural mapping has been undertaken at Konkola to refine lithological contacts, structural deformation, and alteration patterns to update the geological interpretation. The mapping program has focused on surface and underground geological observations, detailed core logging and high-resolution core photography to documenting lithological variations and structural controls on mineralisation.
| 7.1.2 | Drilling methods |
Infill and extension drillholes are drilled using pneumatic or electric hydraulic diamond coring underground drill rigs. Drill rod sizes include BQ, NQ, HQ, and PQ diameter depending on length and purpose of hole (dewatering or resource infill) which are specified by site geologists / hydrogeologists. Diamond drilling is outsourced to specialist drilling companies.
All drilled core is cleaned, measured and placed in appropriately labelled core boxes and transported from underground to the surface core yard facilities. The contractor performs all the work necessary to complete or abandon each hole in the manner specified by KCM.
| 7.1.3 | Core recovery |
A minimum core recovery of 90% is expected in the mineralisation. Core recovery is measured and checked during core logging.
| 7.1.4 | Core logging |
Core logging procedure includes recording information such as lithology, rock type, visible mineralisation, degree of weathering, RQD, and joint density. The logging is done manually on paper log template. Drill logs are then checked and verified by the supervising geologist and approved. The logs are then entered into Excel spread sheets and are again checked for transcription errors.
| 7.1.5 | Sample selection |
After logging the drillhole, the geologist prepares a sampling sheet. The entire mineralisation unit is sampled, including some portion of the footwall and hangingwall so as to have a clear definition of the mineralisation boundary. The sample interval is a maximum of 1 m in mineralisation, and 0.5 centimeters (cm) in the immediate footwall and hangingwall formations.
Generally, for infill and extension drilling whole core is submitted for sample preparation and analysis. From mid-2025, for example sections, half core is being submitted so as to retain material in the core tray for audit purposes.
amcconsultants.com | 62 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 7.1.6 | QAQC program |
As part of QAQC, blank and certified reference material (CRM) samples are inserted consecutively for every five primary samples for small batches <20 samples or every ten primary samples for batches >30 samples. As a general guide, a minimum of three and a maximum of five CRM samples are used per batch. CRMs are used for counterchecking the accuracy of analytical method applied. Repeats are also used as part of QAQC and are prepared by retrieving coarse rejects and pulp samples from the laboratory and re-submitting them for assaying. At least 20% of combined course and pulps samples are submitted to the laboratory. Repeat samples are aimed at checking reproducibility or precision of the laboratory. Repeat samples are repacked and assigned different sample numbers prior to resubmission to the laboratory for re-assay. CRMs are inserted after every tenth sample in all the drillholes within the mineralisation.
After logging the core, the core is sampled as per sampling procedure and is dispatched to the analytical laboratory for assaying.
| 7.1.7 | Drillhole locations |
Drillhole location plan for Konkola, showing 4,245
drillholes, see Figure 7.1. Drillholes pre-2016 are black. Drillholes from 2016 onwards are shown in red. Further detail is provided in
context in
Section 11.2.
| Figure 7.1 | Drillhole location plan - Konkola |
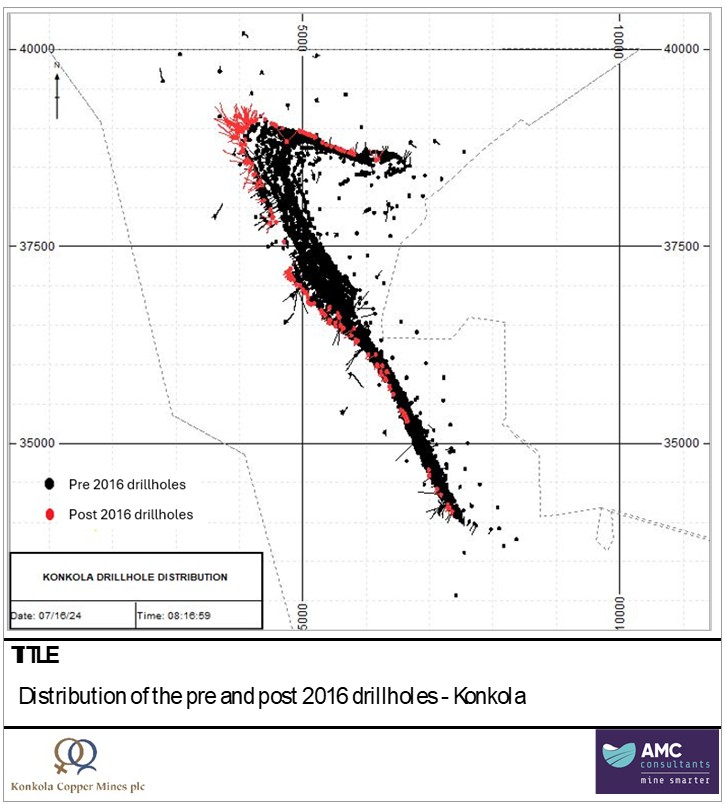
Source: AMC, 2026.
amcconsultants.com | 63 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 7.1.8 | Hydrogeology |
The Konkola Mine is one of the wettest underground copper mines globally, with hydrogeological conditions that represent a defining operational characteristic and a material technical risk. Hydrogeological assessment is accordingly a central component of the data collection program, with ongoing investigations designed to characterise aquifer behavior, quantify groundwater inflows, and inform the dewatering strategy described in Section 13.3.
| 7.1.8.1 | Hydrogeological setting |
The hydrogeological regime at Konkola is controlled by fractured, permeable fault zones within schists and dolomites that act as principal groundwater conduits, while less permeable lithologies (quartzites and the Ore Shale) act as partial hydraulic barriers. The dominant aquifer system is the Chingola Dolomite, a regionally connected carbonate aquifer with a flat water table at approximately the 500 m level (500L). The Mwashia Shale acts as a semi-confining layer between the dolomite aquifer and the underlying mine workings (Section 13.3).
Subsidence-related cracking above historical mining areas has compromised the integrity of the semi-confining layer in places, creating secondary pathways for recharge from the Chingola Dolomite into the mine system. InSAR satellite imagery confirms surface deformation and infiltration across the subsidence zone (Section 13).
| 7.1.8.2 | Stratigraphic hydrogeological units |
The stratigraphic units of the Konkola Mine area and their hydrogeological significance are summarised in Table 7.1. The sequence comprises alternating aquifer and aquiclude units, with the three principal aquifer horizons being the Upper Roan Dolomite / Chingola Dolomite, the Upper and Lower Banded Sandstones (hosting the Hangingwall Aquifer), and the Arkose (hosting the Footwall Aquifer). The aquiclude units (shales, quartzites) provide partial hydraulic barriers between aquifer horizons, although these barriers are locally compromised by faulting and fracturing (GCMP, 2020).
| Table 7.1 | Local geology and hydrogeological units — Konkola |
| PleaStratigraphy | Avg. thickness (m) | Hydrogeological unit | Significance for mine dewatering | |||
| Upper Roan Dolomite | >400 | Aquifer | Major regional aquifer; regionally connected to Chingola Dolomite system. Primary long-term recharge source. | |||
| Shale with Grit | 70 | Aquiclude | Thick shale unit providing primary vertical hydraulic barrier between Upper Roan Dolomite and underlying sequence. | |||
| Chingola Dolomite | 15 | Aquifer | Regionally connected carbonate aquifer; flat water table at ~500L. High hydraulic conductivity confirmed by DW01 pump test (~1,800 m³/day, minimal drawdown). Principal groundwater contributor to mine system. | |||
| Dolomitic Schist | 20 | Minor aquifer | Secondary water-bearing unit; contributes to diffuse inflow. | |||
| Upper Banded Shale | 18 | Aquiclude | Partial barrier between Chingola Dolomite and Hangingwall Aquifer horizons. | |||
| Feldspathic Quartzite | 18 | Aquiclude | Low-permeability unit within Hangingwall Quartzite sequence. | |||
| Upper Banded Sandstone | 15 | Aquifer (HWA) | Upper component of the Hangingwall Aquifer. Base of modelled HWA structure is ~40 m above the OSU with very high flow rates (~2,000 mL/s). Drainage holes drilled upward from crosscuts into this horizon. | |||
| Pink Quartzite | 5 | Aquiclude | Thin aquitard between upper and lower sandstone aquifers. | |||
| Lower Banded Sandstone | 10 | Aquifer (HWA) | Lower component of Hangingwall Aquifer. Together with Upper Banded Sandstone, forms the principal near-orebody aquifer requiring active depressurisation. | |||
| Lower Banded Shale | 10 | Aquiclude | Barrier between Hangingwall Aquifer and ore horizon. Integrity controls direct inflow to stoping areas. | |||
| Ore Shale Unit — OSU | 5–50 (avg. ~9) | Mineralised host | Low primary permeability; acts as partial hydraulic barrier but does not fully isolate workings from adjacent aquifers. Mine workings within this unit. | |||
| Arkose | 15 | Minor aquifer (FWA) | Footwall Aquifer. Slightly cemented sands; characterised as "damp" conditions. Hosts mine infrastructure (declines, pump stations). Drainage holes drilled downward from crosscuts. | |||
| Footwall Quartzite / LPC | — | Minor aquifer | Minimum distance of approximately 100 m from mine workings. Characterised as "dripping" groundwater conditions. Does not require active dewatering at current mining levels. | |||
| Basement | >400 | Impermeable | Crystalline basement; no significant groundwater contribution. |
Source: KCM GCMP, 2020; AMC, 2026. OSU row inserted by AMC for stratigraphic context; not a hydrogeological unit. Thicknesses are averages for the mine area.
amcconsultants.com | 64 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The spatial relationship between the three principal aquifer horizons and the mine workings is illustrated in Figure 7.2.
| Figure 7.2 | Location of three main aquifers in the Konkola Mine, section looking north |
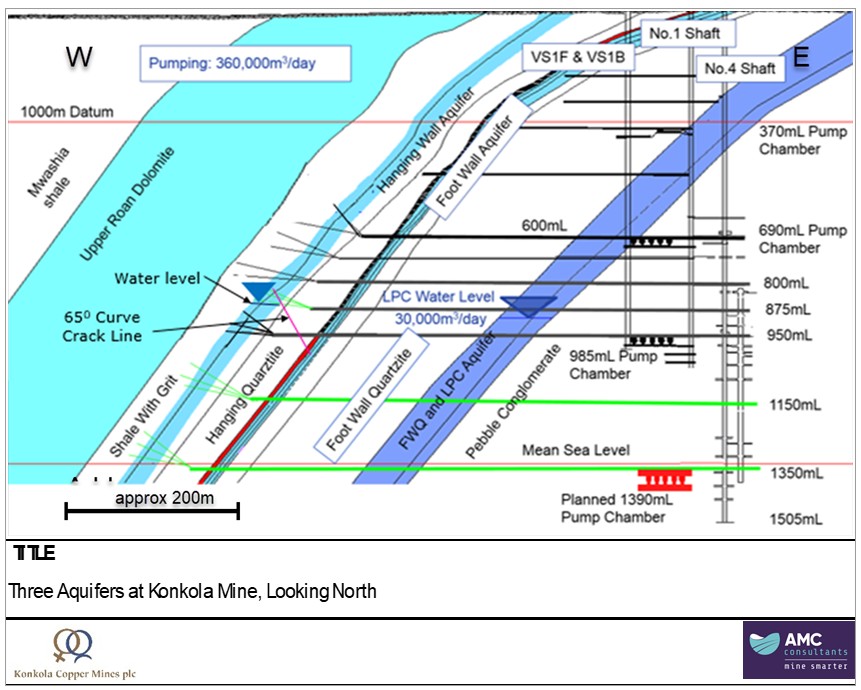
Source: KCM, 2026.
amcconsultants.com | 65 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 7.1.8.3 | Hydrogeological investigations and data |
The following hydrogeological investigation program (Table 7.2) has been established at Konkola to support characterisation of the groundwater regime and inform dewatering design.
| Table 7.2 | Summary of hydrogeological investigations — Konkola |
Investigation type |
Scope and methodology | Key findings / status | ||
| Piezometer installation and monitoring | Monitoring wells installed across footwall aquifer (FWA) and hangingwall aquifer (HWA) to measure groundwater levels, pore pressures, and flow rates. Shut-in hole pressure measurements used to infer phreatic surface. | Pressure head of approximately 150 m (200 psi) inferred at the 720L level from available shut-in hole data (Section 13, Figure 13.7). Data used to calibrate numerical groundwater model. | ||
| Pump testing | Constant-rate and step-drawdown pump tests conducted to determine aquifer permeability, hydraulic conductivity, and transmissivity. Test well DW01 drilled into the Chingola Dolomite for dedicated aquifer characterisation. |
DW01 demonstrates high hydraulic conductivity with minimal drawdown under current pumping conditions (~1,800 m³/day per well). Low drawdown confirms regional interconnectivity of the Chingola Dolomite and its role as the principal groundwater contributor. | ||
| Recharge assessment | Combination of water balance analysis, rainfall correlation, and InSAR satellite deformation monitoring to estimate recharge rates and identify infiltration pathways. |
Estimated recharge of ~200–300 mm/year across an approximately 250 km² catchment. 50–75% of mine water originates from surface infiltration; 25–50% from recirculation of previously pumped water. | ||
| Underground drainage drilling |
Crosscut and drainage hole systems targeting FWA and HWA. Crosscuts spaced approximately every 500 m along strike; ~12 drainage holes per crosscut, hole lengths 200–350 m, drilled upward into HWA and downward into FWA. |
Future programme targets ~48,000 m/year of drainage drilling to achieve sustained depressurisation ahead of production development. Critical for managing inflows as mining progresses to deeper levels. | ||
| Numerical groundwater modelling | Three-dimensional numerical groundwater flow model under development to simulate aquifer behaviour, predict inflow response to mine advance, and optimise dewatering infrastructure requirements. | Model under development. To be calibrated against historical inflow records and piezometric data. Will inform dewatering capital planning for deeper mining (Bancroft sector below 950L). | ||
| Water quality monitoring | Routine sampling of mine discharge water from HWA and FWA sources. Parameters include pH, major ions, total suspended solids (TSS), and dissolved metals (Cu, Zn). | Discharge water near-neutral pH; major ions within target limits for both HWA and FWA. TSS is the key challenge. Copper and zinc levels occasionally exceed guideline limit of 100 mg/L. TSF return water alkaline with elevated nitrate and chloride (beneficial for separation from UG water). | ||
| Groundwater condition characterisation | Groundwater inflows collected and classified as "damp", "dripping", or "wet" by unit. Used for Q-system water inflow parameter and geotechnical stability analysis (GCMP, 2022). |
HWA: wet to very wet (~2,000 mL/s at modelled structure ~40 m above OSU). FWA (Arkose): damp. FWQ/LPC: dripping (~100 m standoff from workings). Classifications feed into geotechnical design (Section 7.1.9). |
Source: AMC, 2026. Compiled from KCM operational data, DW01 pump test results, and InSAR analysis.
| 7.1.8.4 | Groundwater inflow summary |
Current groundwater inflows at Konkola average approximately 350,000 m³/day (approximately 4.1 m³/s), making it one of the highest-inflow underground mines in the world. Inflows are concentrated at the 720L and 950L mining levels, where fractured dolomite and fault zone intersections provide the primary conduits for groundwater ingress. The dewatering system discharges via the VS1F shaft (approximately 60% of total flow) and the VS1B shaft (approximately 30%), using three staged pump stations at the 950L, 690L, and 370L levels.
amcconsultants.com | 66 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The estimated annual power cost for dewatering is approximately US$95 million, representing a material component of the Konkola operating cost structure. Future inflows are projected to increase moderately with depth as mining advances into the Bancroft sector below 950L, with short-term peak inflows projected to exceed 450,000 m³/day during periods of wet-season recharge and mine advance into new aquifer zones (Section 13.3.3).
| 7.1.8.5 | Aquifer characterisation |
The principal aquifer units and their hydrogeological characteristics are summarised below.
| Table 7.3 | Principal aquifer units — Konkola |
Hydrogeological unit |
Lithology | Hydraulic character | Significance | |||
| Chingola Dolomite (principal aquifer) | Dolomite; regionally extensive carbonate unit |
High hydraulic conductivity; regionally connected; flat water table at ~500L; minimal drawdown under pumping (DW01) |
Principal groundwater contributor to the mine system. Regional interconnectivity confirmed — extends laterally to adjacent Lubambe mine area (Figure 13.5) | |||
| Mwashia Shale (semi-confining layer) | Argillaceous shale; low permeability | Acts as aquitard between Chingola Dolomite and underlying mine workings; locally compromised by subsidence cracking | Integrity of semi-confining layer is critical to controlling vertical recharge. Subsidence damage creates secondary flow paths | |||
| Hangingwall Quartzite (HWA) | Arkosic and cherty sandstones; fractured | Moderate permeability; fracture-dominated flow along fault zones | Drainage holes drilled upward from crosscuts into HWA to depressurise ahead of stoping | |||
| Footwall Quartzite (FWA) | Conglomerates, sandstones; hosts infrastructure | Moderate permeability; aquifer-hosting formations at lithological contacts | Drainage holes drilled downward from crosscuts into FWA. Supports mine infrastructure; reduced strength at contacts | |||
| Ore Shale (OSU) | Carbonaceous siltstone/shale; five sub-units (A–E) | Low primary permeability; acts as partial hydraulic barrier | Mineralised host unit. Low permeability reduces direct inflow into stopes but does not fully isolate workings from adjacent aquifers | |||
| Fault zones (secondary conduits) | Brecciated zones with gouge infill; 11 modelled faults (§13.1.2.2) | High localised permeability; preferential flow paths; steep dips; NE–SW trending | Concentrate inflows at fault–excavation intersections. Cross Fault brecciated zone (up to 2 m wide) presents particular risk |
Source: AMC, 2026. Compiled from KCM geological and hydrogeological data.
| 7.1.8.6 | Assessment status and data gaps |
The hydrogeological understanding of the Konkola Mine is supported by over six decades of operational dewatering data, which provides a substantial empirical basis for characterizing inflow behavior and aquifer response. The principal data strengths are the long-term pumping records from the three-stage pump station system, the DW01 pump test results confirming Chingola Dolomite connectivity, the InSAR-based recharge assessment, and the ongoing piezometric monitoring program.
The following data gaps and limitations have been identified by the QP:
amcconsultants.com | 67 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 7.4 | Hydrogeological data gaps and recommended actions |
Data Gap / Limitation |
Recommended Action / Implication | |
| Numerical groundwater model not yet completed | Model under development. Completion and calibration against historical data is required to support dewatering infrastructure capital planning for Bancroft sector (below 950L) and to validate projected inflow increases with depth. This is a prerequisite for the Definitive Feasibility Study (Section 23). | |
| Limited piezometric coverage in deeper zones (below 950L) | Additional piezometer installations recommended as development advances into Bancroft sector to characterise aquifer pressures ahead of mining. Pressure head data from shut-in holes is currently limited to existing workings. | |
| Inflow prediction uncertainty for new mining areas | Short-term peak inflows projected to exceed 450,000 m³/day are based on empirical extrapolation, not yet validated by calibrated numerical modelling. Actual inflows may differ materially, particularly in structurally complex zones with fault intersections. | |
| Subsidence zone extent and recharge pathway characterisation | InSAR monitoring provides surface deformation data but does not directly quantify vertical recharge through the compromised Mwashia Shale. Additional investigation of recharge pathways and their sensitivity to seasonal variation is recommended. | |
| Water quality — TSS and dissolved metals exceedances | Copper and zinc occasionally exceed guideline limits of 100 mg/L. Ongoing monitoring required; water treatment options may be needed to meet evolving environmental discharge standards (Section 17). |
Source: AMC, 2026.
The dewatering strategy, pumping infrastructure, mine schedule integration, and emergency water management systems are described in detail in Section 13.4. The interaction between hydrogeological conditions and the mine plan, including the planned 1,390L pump station development required to enable mining below 950L in the Bancroft sector.
| 7.1.9 | Geotechnical data, testing, and analysis |
Geotechnical characterisation of the Konkola Mine has been developed progressively over several decades of underground mining activity, supplemented by dedicated geotechnical drilling, laboratory testing, underground mapping, and rock mass classification programs. The geotechnical assessment supporting this PFS was completed by AMC, incorporating data from the AMC (2012) KDMP Life-of-Mine Plan and additional rock mass data collected by the KCM site geotechnical team through ongoing underground mapping and logging.
| 7.1.9.1 | Geotechnical data sources |
The geotechnical database supporting this PFS comprises data from the sources summarised in Table 7.5.
amcconsultants.com | 68 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 7.5 | Geotechnical data sources — Konkola |
Data Source |
Description | QP Assessment of Adequacy | ||
| Geotechnical core logging | RQD, fracture frequency, joint condition, and lithological boundaries recorded from diamond drill core. Logging follows standard geotechnical procedures for Q-system and RMR input parameters. | Adequate for current study level. AMC has identified gaps in spatial coverage, particularly in deeper Bancroft sector. A geotechnical data collection program has been recommended to support KDMP mine expansion (Section 7.1.9.5). | ||
| Underground mapping | Face mapping, structural logging, and rock mass classification conducted by KCM site geotechnical team in active development headings and stope exposures (KCM GCMP, 2022). | Provides direct observation of ground conditions in Shaft 3 and Shaft 4 areas. Coverage limited to accessible workings; unmapped areas rely on extrapolation from drilling. | ||
| Laboratory rock property testing | Uniaxial compressive strength (UCS), elastic modulus, Poisson’s ratio, cohesion, and friction angle determined from intact rock specimens. Testing performed by Itasca (1997) and AMC (2012). See Table 7.1. | Data vintage is a limitation — most recent laboratory testing dates from 2012 (AMC) and some parameters from 1997 (Itasca). Adequate for PFS-level assessment but new testing recommended for DFS (Section 7.1.9.5).Adequate for PFS-level assessment but new testing recommended for DFS (Section 7.1.9.5). | ||
| Rock mass classification (Q-system) | Barton Q-system (Barton et al., 1974) applied to assess rock mass quality in development excavations. Incorporates RQD, joint sets, roughness, alteration, water inflow, and stress reduction. | Q-system classification applied across all geotechnical domains. Appropriate for development support design. See Section 7.1.9.2 for domain-level summary. | ||
| Modified Q′ system (stope stability) | Matthews / Potvin modified stability graph method (Matthews et al., 1981; Potvin, 1988). Omits water and stress terms; focuses on joint-controlled stability in HW and FW 10 m either side of orebody. | Applied for stope dimension assessment and ELOS overbreak estimation. Appropriate for PFS-level stope design. Results applied in Section 13.3.4. | ||
| Numerical stress modelling | Elastic and plastic stress analysis using rock properties in Table 7.6. Previous modelling by Itasca (1997) and AMC (2012); results used in Section 13.3. | Modelling provides conceptual understanding of stress redistribution with depth. Updated modelling with new rock property data recommended for DFS. | ||
| Seismic monitoring | Seismic monitoring system installed following first recorded event (8 January 1995). Four regional events >M6.0 Richter; mine-scale events up to ML 2.1 (most recent June 2020). See Section 7.1.9.4. | Operational seismic monitoring system in place. Data adequate for characterising current seismic regime; expanded coverage recommended as mining deepens. |
Source: AMC, 2026. Compiled from KCM geotechnical records, AMC (2012) KDMP LOM Plan, and Itasca (1997).
| 7.1.9.2 | Geotechnical testing – rock properties |
Elastic rock properties used in numerical modelling in 2012 are listed in Table 7.6. Any new data collected for rock properties should be used to revise the previous work. Previous rock property testing for Konkola provided by Itasca 1997 was utilised for numerical modelling in Section 13.1.4.
| Table 7.6 | Elastic rock properties |
| Rock unit | Rock Mass Modulus (MPa) | Poisson’s Ratio | UCS (MPa) | Cohesion (MPa) | Friction angle (°) | |||||
| Quartzite | 17,800 | 0.2 | 150 | 5.3 | 48.0 | |||||
| Ore Shale | 13,300 | 0.2 | 150 | 4.0 | 37.5 | |||||
| Conglomerate | 31,600 | 0.2 | 170 | 7.0 | 52.6 | |||||
| Unit ‘A’ | 168 | 0.3 | 5 | 2.4 | 3.0 |
Source: AMC, 2012.
amcconsultants.com | 69 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Qualified Person’s interpretation of results
The rock property data in Table 7.6 indicate a geotechnical environment characterised by competent quartzite and conglomerate host and infrastructure units (UCS 150–170 MPa, friction angles 48–53°), a moderately competent Ore Shale (UCS 150 MPa, friction angle 37.5°), and a critically weak Unit A siltstone (UCS 5 MPa, friction angle 3°). The contrast between Unit A and the surrounding rock mass is the single most significant geotechnical feature at Konkola. Unit A behaves mechanically as a shear surface, with strength properties approximately two orders of magnitude lower than the adjacent quartzite. This has the following material implications for mine design:
Dilution control: Unit A correlates with poor ground conditions and higher dilution potential. Its thickness increases with orebody dip, meaning dilution risk is greatest in the steeper Extension and Bancroft zones. The Equivalent Linear Overbreak / Slough (ELOS) method (Clark & Pakalnis, 1997) estimates overbreak of 0.5-1.0 m in fair ground, with higher values expected where stopes intersect Unit A or major structures (Section 13.3).
Stope stability: The low shear strength of Unit A requires that stope dimensions and sequencing account for the potential for hangingwall delamination along the Unit A contact. Paste backfill improves crown and hangingwall stability, particularly in flatter-dipping zones where the hangingwall span controls stability (Section 13.3).
Infrastructure placement: Major infrastructure (declines, pump stations) is designed to be placed in competent footwall quartzite with a minimum standoff of 20 m from major faults, avoiding Unit A where possible (Section 13.3).
| · | Stress behavior at depth: The low rock mass modulus of Unit A (168 MPa versus 17,800 MPa for quartzite) creates a significant stiffness contrast that concentrates stress at lithological contacts. Numerical modelling indicates increased plastic strain zones at depth, particularly in the hangingwall where structures intersect Unit A (Section 13.3). This drives the requirement for more robust support designs in deeper development. |
Material assumptions
The following material assumptions underpin the geotechnical assessment:
| Table 7.7 | Material geotechnical assumptions - Konkola |
Assumption |
Basis and QP comment | |
| Rock properties from 2012/1997 testing are representative of conditions across the full mine plan extent | Assumption is reasonable for PFS level given the relatively uniform stratigraphy of the OSU and host sequence. However, testing was conducted on specimens from accessible areas; properties at depth (below 950L) and in structurally complex Bancroft zones may differ. New testing recommended for DFS. | |
| Q-system and Q′ classification parameters are applicable across all geotechnical domains | Reasonable assumption. Both classification systems are industry-standard for underground mining. Q-system is appropriate for development support; Q′ is appropriate for open stope stability assessment. Each domain assessed independently. | |
| Ground conditions in unmapped Bancroft Deeps are extrapolated from shallower observations | Conservative assumption applied: deeper areas assigned the range "very poor to good" based on Shaft 4 observations. Actual conditions may be more variable due to increased stress magnitudes and proximity to faulted zones. This is a material source of geotechnical uncertainty. | |
| Paste backfill availability as assumed in mine design | Stope stability assessments assume paste backfill is available for sequential filling. If paste fill is delayed or unavailable, crown and hangingwall stability in flatter-dipping zones is materially reduced, potentially requiring tactical pillar placement and reduced stope dimensions. | |
| Stress field orientation assumed from regional data and 2012 modelling | In situ stress measurements have not been updated since 2012. The stress field at depth may differ from the assumed orientation, affecting excavation stability predictions and support requirements. Updated stress measurement program recommended. |
Source: AMC, 2026.
amcconsultants.com | 70 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 7.1.9.3 | Rock mass classification summary by domain |
The Konkola Mine is divided into geotechnical domains aligned with orebody dip, structural setting, and observed ground conditions (Section 13.1.2, Figure 13.2). Rock mass quality varies significantly across the mine, as summarised in Table 7.8.
| Table 7.8 | Rock mass conditions by geotechnical domain - Konkola |
Geotechnical
|
Dip (°) | Ground condition range |
Key geotechnical features | |||
| Konkola East / Flats | 35–45 | Fair to good; localised poor zones | Shallow dip; competent overall rock mass; manageable stress levels. Poor zones associated with Unit A and lithological variability. HW span controls stope stability. | |||
| Konkola Extension | 45–55 | Fair to poor (Shaft 3); variable (Shaft 4) | Orebody steepens; transitional zone. Shaft 3 conditions fair–poor with weaker performance at Flats contact. Shaft 4 highly variable — very good to very poor near faulted zones. | |||
| Bancroft North | 55–65 | Fair to good; poor zones at 2,700–2,800 mN | Steep dip; increased stress. Localised poor ground in FW quartzite near stoping. Increased overbreak potential where stopes intersect major structures. | |||
| Bancroft Central / South | 60–70 | Variable: very poor to good | Greatest depth and stress magnitudes. Rock mass relaxation and plastic strain zones in HW near Unit A. Fault Zone 2650 associated with poor–fair HW conditions. Robust support designs required. | |||
| Bancroft Deeps | 65–70 | Inferred: poor to fair (limited data) | Below 950L; limited direct observation. Ground conditions extrapolated from Bancroft South and structural modelling. Poor ground noted at 200 mS–1,000 mS. 1,390L pump station development required before mining. |
Source: AMC, 2026. Based on Q-system classification, underground mapping (KCM GCMP, 2022), and AMC (2012) KDMP data.
| 7.1.9.4 | Seismicity |
KCM has experienced seismicity, with the first recorded event on 8 January 1995. This prompted the purchase of a seismic monitoring system. Four events have since been recorded with Richter magnitudes greater than 6. The source of the earthquakes was found to be well outside the mine region. Mine scale seismic events have been recorded with local magnitudes up to 2.1 since November 1996. The most recent 2.1 event was in June 2020.
The Mine at No 1 Shaft and No 3 Shaft has previously identified a number of high stress pockets with seismic events recorded at No 1 Shaft. Seismic damage was predominantly observed in drives and included falls of ground, rock burst, fracturing and onion skin like unravelling.
Previous observations have noted that the intensity of ground damage from high stress conditions and seismic events reduces the further away the excavation is from the OSU and footwall (KCM, 2000).
Regions of the mine with relatively strong rock mass are likely to be associated with the seismicity. It is expected that seismicity will become more common as the mine develops deeper, particularly in this area.
Seismic monitoring continued during the KCM provisional liquidation proceedings period to allow a baseline prior to the mine restart. AMC recommends ongoing assessment of the seismic data in the future to understand the events and source in relation to rock mass, faults or dewatering. Figure 7.5 presents a schematic diagram of the Konkola IMS seismic system. The IMS system, commissioned in 2012 comprises of 12 sensors (triaxial and uniaxial 4.5 Hz geophones) and allows real time monitoring.
amcconsultants.com | 71 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 7.3 | Seismic system schematics at Konkola |
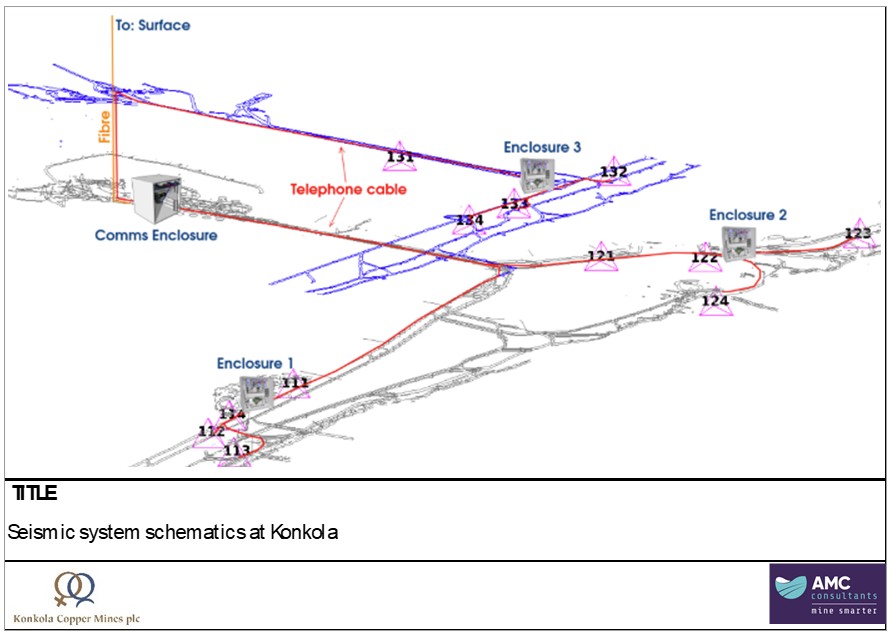
Source: GCMP, 2022b.
| 7.1.9.5 | In situ stress |
Previous modelling indicated that stress on closure pillars was likely to significantly increase with vertical depth. An updated Mineral Reserve mine plan will require a detailed review of the expected damage to closure pillars and ability to recover these.
Since the pause in production, AMC recommends that the underground operations undertake a review of development performance for general convergence and damage in drives due to the orientation of drives, and standoff distance of the drives from stoping areas, including stress mapping guidance. Horizontal stress is noted as sub-parallel to the foliation and mineralisation and is the dominant influence on damage to development within pillars and the footwall.
AMC recommends that in situ stress testing is undertaken at the lowest level in the future to confirm the orientation of the stress field at depth which is based on the current limited testing. In situ stress has critical implications (safety, production reliability, etc.) that higher induced stress will cause at these mining depths.
| 7.1.9.6 | Geotechnical data gaps and recommended actions |
AMC has identified gaps in the available geotechnical data across KCM. The following table summarises the principal data gaps, their implications, and recommended actions.
amcconsultants.com | 72 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 7.9 | Geotechnical data gaps and recommended actions |
Data Gap / Limitation |
Recommended Action and Timing | |
| Rock property data vintage (most recent: AMC 2012; some parameters: Itasca 1997) | New laboratory testing program recommended as part of future resource definition drilling. UCS, triaxial, Brazilian tensile, and direct shear tests on specimens from each geotechnical domain, including Bancroft Deeps. Required for DFS. | |
| Limited geotechnical core logging coverage in deeper Bancroft sector (below 950L) | AMC has designed a conceptual but executable resource definition program for the KDMP mining area (AMC Konkola KDMP Exploration Strategy, January 2025) which includes dedicated geotechnical logging. Geotechnical logging should be performed on all future resource definition holes. | |
| No updated in situ stress measurements since 2012 | Overcoring or hydraulic fracturing stress measurements recommended in the Bancroft sector to validate stress field assumptions used in numerical modelling. Required for DFS-level stress analysis. | |
| Underground mapping limited to accessible current workings | Systematic face mapping and rock mass classification should be incorporated into standard operating procedures for all new development headings as mining advances. Data to be entered into centralised geotechnical database. | |
| Limited twin hole or adjacent-hole geotechnical variability assessment | Spatial variability of rock mass quality not systematically quantified. Consider paired geotechnical logging at selected locations to assess local variability for support design confidence. | |
| Paste fill strength testing and quality control programme not yet established for PFS-level confidence | Paste fill mix design and unconfined compressive strength testing program required to confirm design fill strengths assumed in stope stability assessments. Required for DFS. |
Source: AMC, 2026.
The application of the geotechnical data and classification results summarised above to mine design is described in Section 13.2 including geotechnical domains, stope stability and dilution estimation, and ground support and numerical modelling (Section 13.3).
| 7.2 | TD03 and TD04 – exploration and characterisation |
In September 2000, auger drilling campaigns were completed at both tailings dams to characterise the grade distribution and physical properties of the deposited tailings material. A total of 78 drillholes (1,645.5 m) were completed at TD03 and 64 drillholes (1,090.5 m) at TD04 using a 50 mm auger on a 150 m × 150 m grid spacing. Drillholes were terminated upon reaching the underlying soil profile.
Samples were collected at 1.5 m intervals and riffle-split to a one-eighth portion using a Jones riffle splitter. Adjacent 1.5 m samples were combined to produce 3 m composite samples for analysis. Samples were prepared and analysed for total copper (TCu) and acid-soluble copper (ASCu) at the Alfred H Knight (AHK) Kitwe, with analysis limited to samples where TCu exceeded 0.5%.
Pulp rejects were composited into a four-drillhole grid pattern for gangue acid consumption (GAC) leach tests, completed at the KCM Nchanga analytical laboratory at 25°C. The effective sample spacing for GAC data is 300 m × 300 m.
No additional drilling has been completed at TD03 or TD04 since the 2000 campaign. The existing drill data forms the basis of the Mineral Resource estimates reported in Section 11.3 and the Mineral Reserves reported in Section 12. The QP considers that the 150 m × 150 m drill spacing is adequate for Indicated classification given the relatively uniform grade distribution within the tailings material. Detailed resource estimation methodology and classification criteria are provided in Section 11.3.
| 7.3 | Nchanga – exploration summary |
Exploration at the Nchanga deposits is covered in detail in Section 7.8 of the companion IA TRS. Nchanga mining operations (the Nchanga Business Unit, or NBU) are excluded from the PFS Mineral Reserve estimate and mine plan; accordingly, only a summary of exploration status is provided here for context.
amcconsultants.com | 73 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The Nchanga drillhole database comprises 445 drillholes at COP DF and 283 drillholes at COP E Extension. Drilling spans multiple generations from the 1950s through to recent infill campaigns. The older generation of drillholes (pre-1975) was not subject to modern QAQC protocols; however, much of this historical drilling is in areas where mining has been completed and the data has been reconciled against production records.
Planned drilling programmes at Nchanga are designed to upgrade the current Inferred Mineral Resources to Indicated classification and support future prefeasibility studies for underground development. The target drill spacings are 60–80 m for COP DF, 80–100 m for COP DF Underground and COP E Extension. The Nchanga exploration program and associated budgets are summarised in Section 7.8.3 and Table 7.2 of the IA TRS, with recommendations for further work provided in Section 23 of this report.
| 7.4 | Nampundwe – exploration summary |
The Nampundwe pyrite deposit has been explored and mined since the mid-20th century. The deposit is accessed via an underground decline and is exploited for pyrite concentrate used as smelter flux at the Nchanga Smelter. The Nampundwe deposit is excluded from the PFS Mineral Reserve estimate and mine plan, and no S-K 1300 compliant Mineral Resource estimate has been prepared for this TRS.
No exploration programs are currently planned for Nampundwe. The existing geological knowledge is considered adequate for the limited role of the deposit as a flux supply source. Readers are referred to the property description in Section 3 for license details.
amcconsultants.com | 74 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 8 | Sample preparation, analyses, and security |
| 8.1 | Sample preparation and analysis |
Sample preparation and analysis for Konkola analyses is undertaken at the KMRL laboratory at Konkola (Konkola analytical laboratory).
The laboratory is ISO/IEC 17025:2017 accredited by the Southern African Development Community Accreditation Service (SADCAS), representing internationally recognised standards for competence, impartiality, and consistent operation.
Future drilling analysis is planned to be analyzed by an internationally recognised external laboratory.
| 8.2 | Sample preparation method |
Sample preparation method:
| · | Drying the received samples at a temperature of 110°C plus or minus 5 degrees (110+/-5°C) for a period up to four hours. |
| · | Primary particle size reduction by crushing the samples from 150 mm to 12.7 mm. |
| · | Secondary particle size reduction by crushing the entire primary crusher product of 12.7 mm or less to than 4 mm. |
| · | Repeated riffling of the secondary crusher product until a final portion measuring about 250 grams (g) to 300 g is obtained. |
| · | The final riffle product is then pulverised to pulp of 90 percent passing 75 micron sieve (200 mesh), packed into envelops as laboratory samples, and finally submitted to main laboratory for analysis. |
| · | Coarse rejects and pulps are reclaimed where the coarse rejects are stored until it is confirmed they are not required to metallurgical test work. The pulp rejects are retained. |
| 8.3 | Analytical method |
The analytical method for each sample is a partial digestion via nitric and sulfuric acid for soluble copper, and complete digestion for total copper and total cobalt, with an Atomic Absorption Spectrometry (AAS) finish.
If total copper is greater than 10% Cu, the sample(s) are re-analyzed by using the electro-gravimetric method.
| 8.4 | Bulk density measurement |
Bulk density measurements are done at KMRL site mineralogy laboratory using the Archimedes method.
Samples are selected from the hangingwall and footwall formations and mineralised material. For mineralised material the sample is selected from HQ or a larger size drillhole. The core samples are cut using core cutting machine. One half of the sample is sent to the analytical laboratory for assaying, the other half is sent to the mineralogy laboratory for bulk density measurement. The samples used in the bulk density measurement range from 50 to 70 mm. Cracked and poor-quality samples are excluded.
The samples are cleaned, dried at 105°C for 12 hours, cooled, weighted in air, dipped in wax, which is allowed to set, weighed in air, then immersed in water and weighted.
amcconsultants.com | 75 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Bulk density is calculated using the following equation:

Where:
W1=weight of sample in air
Wa=weight of wax in air, that is =W2-W1
W2=weight of sample with wax in air
W3=weight of total sample in water after waxing
p=density of wax used
1=density of water
| 8.5 | Quality assurance quality control |
This section describes the QAQC protocols applied to assay data across the KCM Integrated Operations (§8.5.1) and presents the results of QAQC assessments for the Konkola Mine and Nchanga Business Unit deposits. The assessment covers analysis of certified reference materials (CRMs) for accuracy, repeat samples for precision, and blank samples for contamination.
| 8.5.1 | QAQC protocols |
QAQC is undertaken on TCu% and ASCu% analysis and is done via the submission of repeat samples and the submission of CRMs and blanks.
Repeats consist of fine rejects of samples within potentially economic mineralisation grade ranges. Samples for which laboratory assay results have been received are repacked and assigned different sample numbers then resubmitted to the laboratory for re-assay. The assay results of these samples are then compared to the original assays. Samples are submitted at a 1 in 10 ratio.
If the original and repeat assay differ by less than 10%, precision is regarded as acceptable, and the original assay results are cleared for use in resource estimation.
CRMs are inserted after every tenth sample in all the drillholes within the mineralisation. The analytical results of the CRMs are then plotted against the original CRM grades. A ±2 standard deviations (SD) error difference from the CRM grade is considered an acceptable range, especially when dealing with relatively high grades (above 2% TCu). With grades lower than 2% TCu, a ±3SD error difference is considered acceptable.
Additional quality controls include:
| · | Blind checks: For every 10 samples, one sample is randomly picked and inserted as a blind check by the sample preparers to measure reproducibility of the analysis. |
| · | Independent checks: Periodic insertion of previously analyzed samples as independent checks to measure reproducibility between analyses. |
| · | Internal laboratory CRMs: Use of internal laboratory CRMs within each batch. |
| 8.5.2 | QAQC assessment — Konkola |
During the audit of the 2020 Mineral Resource, KMRL provided the auditor with a cumulative database of all the QAQC work undertaken at Konkola Mine. In order to ascertain the quality of the post-2016 data, the auditor segmented the data to conduct separate analyses for the old and new data.
amcconsultants.com | 76 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
For the post-2016 data the following observations were made:
| · | The repeats showed 54% of TCu samples and 23% of the ASCu being within 10% deviation. This observation was deemed to be far short of the expectations for the assays to be included in the Mineral Resource work. |
| · | The analysis of CRMs STD_A (3.44% TCu) and STD_C (2.48% TCu) showed consistently lower than expected results. This is a concern and might indicate high-grade copper assays may be underestimated, that is a negative bias. |
A QAQC assessment undertaken in 2024, discussed below, incorporates the post-2016 drilling. The exercise covered analysis of the CRM for accuracy, repeats for precision, and blanks for contamination.
| 8.5.2.1 | CRM analysis — Konkola |
For CRMs, specific tasks include:
| · | QAQC records validation: To ensure all results are recorded in the database, the QC results on all the drillhole assay certificates for holes drilled after 2016 were examined. |
| · | CRM validation: Konkola Mine utilises a range of CRMs sourced from Geostats Pty Ltd to monitor the accuracy of the laboratory. Each CRM has a unique product ID associated with specific grade values and standard deviations. |
The CRM results database was meticulously checked to verify that all CRM laboratory results were correctly linked to their corresponding certified values. It was discovered that the certified values for 16 analyses of GBM911-16 were initially assigned incorrectly in the database. After the corrections, 12 out of the 16 results have passed, with the remaining four values being outside ±2SD.
Table 8.1 shows a list of the corrected CRM values in comparison to the incorrect entry.
| Table 8.1 | List of corrected outcomes for 16 GBM911-16 CRMs |
| Original | Corrected | |||||||||||||
| BHID | Sample ID | CRM | Laboratory (TCu%) | Certified (TCu%) | Status | Certified CRM | Status | |||||||
| BV1611 | MX9864 | GBM911-16 | 2.52 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1612 | MY33 | GBM911-16 | 2.42 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1614 | MX9864 | GBM911-16 | 2.40 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1615 | MY112 | GBM911-16 | 2.55 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1616 | MY318 | GBM911-16 | 2.32 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1619 | MY380 | GBM911-16 | 2.60 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1623 | MY433 | GBM911-16 | 2.57 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1631 | MY1077 | GBM911-16 | 2.24 | 3.44 | Fail | 2.48 | Fail | |||||||
| BV1631 | MY1093 | GBM911-16 | 2.35 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1633 | MY1199 | GBM911-16 | 2.92 | 3.44 | Fail | 2.48 | Fail | |||||||
| BV1635 | MY1242 | GBM911-16 | 2.33 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1635 | MY1257 | GBM911-16 | 2.60 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1636 | MY1311 | GBM911-16 | 2.52 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1637 | MY1363 | GBM911-16 | 2.59 | 3.44 | Fail | 2.48 | Pass | |||||||
| BV1637 | MY1389 | GBM911-16 | 2.75 | 3.44 | Fail | 2.48 | Fail | |||||||
| BV1638 | MY1400 | GBM911-16 | 2.74 | 3.44 | Fail | 2.48 | Fail | |||||||
Note: +/-1SD is between 2.39 to 2.56% TCu, +/-2SD is between 2.30 to 2.65% TCu.
Source: KCM.
amcconsultants.com | 77 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The rectified drillholes that passed the QAQC test were then plotted together with the failed drillholes and those without CRMs as shown in Figure 8.1. Also included are holes drilled up to November 2023.
| Figure 8.1 | Location plan of holes drilled from 2016 to 2023 - Konkola |
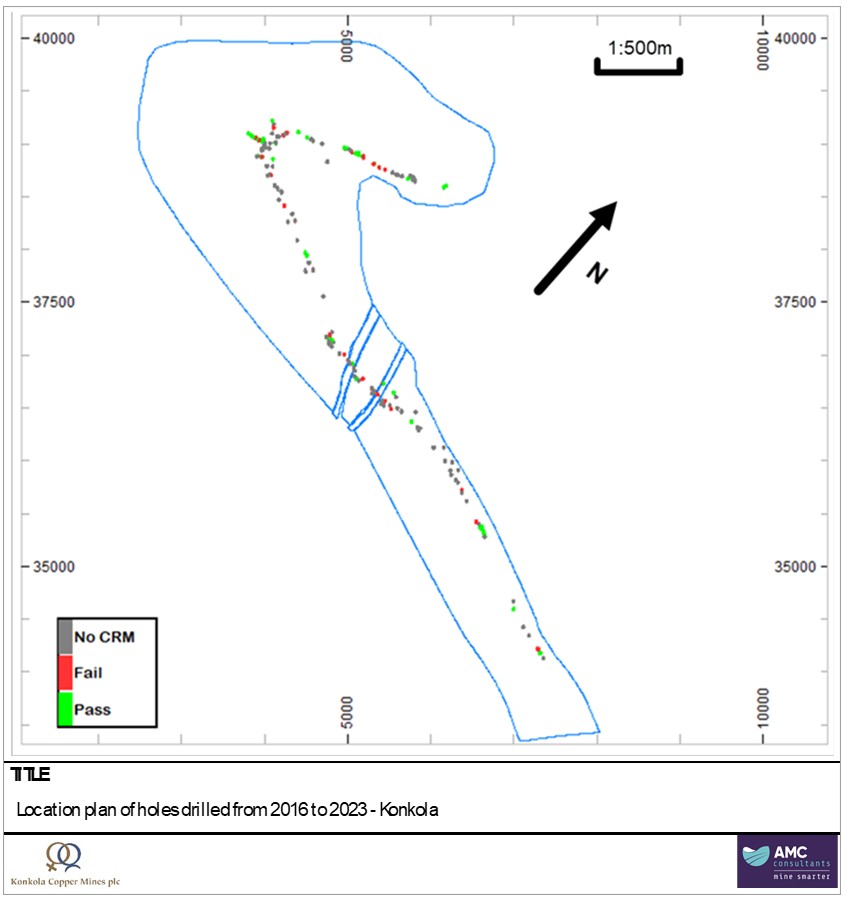
Source: AMC, 2026.
The analysis conducted on the entire database showed that the majority of CRM results from the laboratory were within the acceptable range of ±2SD of the CRM mean as shown in Figure 8.2. However, Standard A showed a number of CRM values outside 2SD. Another observation was that the majority of the laboratory results outside 2SD plotted below the mean value, indicating a conservative negative bias. Figure 8.2 shows the results for Standards A, B, C, and D from the analytical laboratory. Results for Standards E, F, and G are presented as Figure 8.3.
amcconsultants.com | 78 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 8.2 | Shewhart plots for CRMs A, B, C, and D - Konkola |
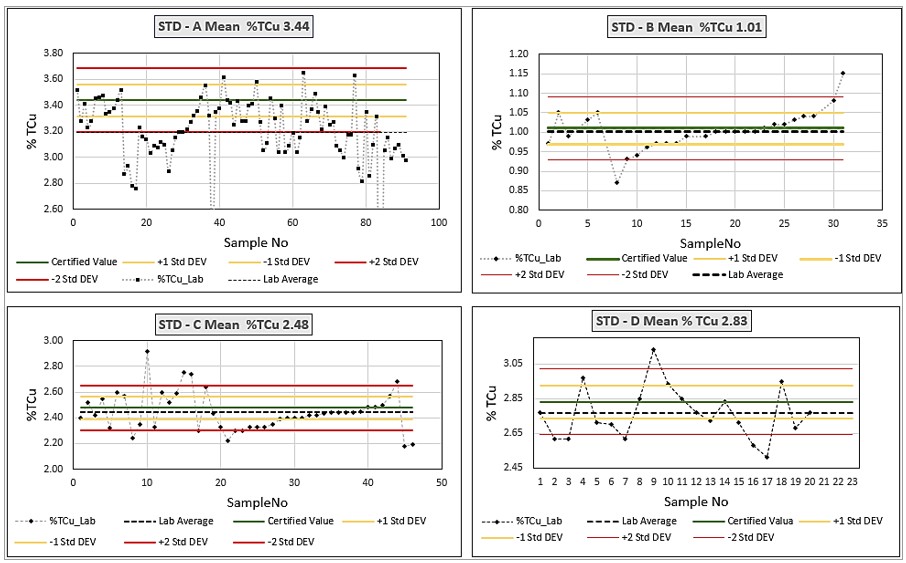
Source: AMC, 2026.
| Figure 8.3 | Shewhart plots for CRMs E, F, and G - Konkola |
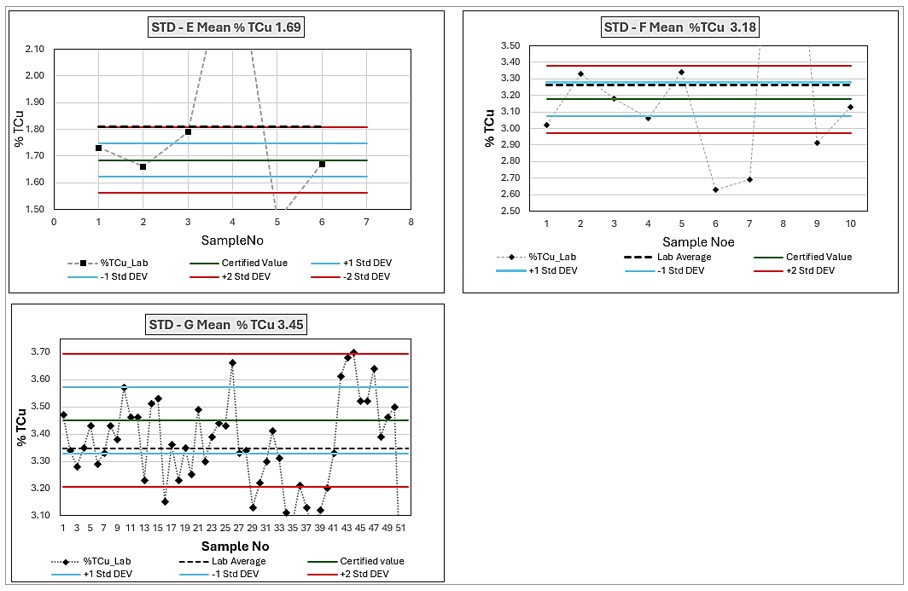
Source: AMC, 2026.
amcconsultants.com | 79 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 8.5.2.2 | Repeat analysis — Konkola |
Repeat samples at Konkola Mine are utilised to evaluate the laboratory’s precision. Samples submitted for re-assaying have been selected randomly without regard to the mineralisation or grade of the original sample. Therefore, the duplicate dataset comprises samples that are below the cut-off and outside the areas of mineralisation. The sample statistics indicate the below-cut-off assay values account for 35% of the entire dataset.
The repeatability analysis has shown that precision is very poor in the dataset with grades below cut-off. This is due to laboratory precision decreasing significantly for values proximal to the detection limit. Samples with values below cut-off are not regarded for most downstream processes and have minimal impact on geostatistical modelling and grade estimation.
Therefore, the inclusion of original sample assay values that are significantly below cut-off grade impacts the overall outlook of the level of precision of the data. Based on this observation, only samples with TCu% grades above cut-off of 1.5% were considered for precision analysis.
The relative paired difference (RPD) plot method was used to assess the precision for both unfiltered (no cut-off) and filtered (above cut-off) datasets.
The RPD plots for TCu% show that approximately 55% of the unfiltered sample results are within 10% of the half relative difference, whereas the filtered (above cut-off) dataset showed that approximately 76% of repeats fall within 10% of the half relative difference as shown in Figure 8.4. At 1.5% TCu cut-off, 75% of data passing 10% RPD is lower than ideal for an operating mine; 85 to 90% of the data at 10% RPD would be a good result.
| Figure 8.4 | RPD plot TCu repeat samples no cut-off and at 1.5% TCu- Konkola - post 2016 data |
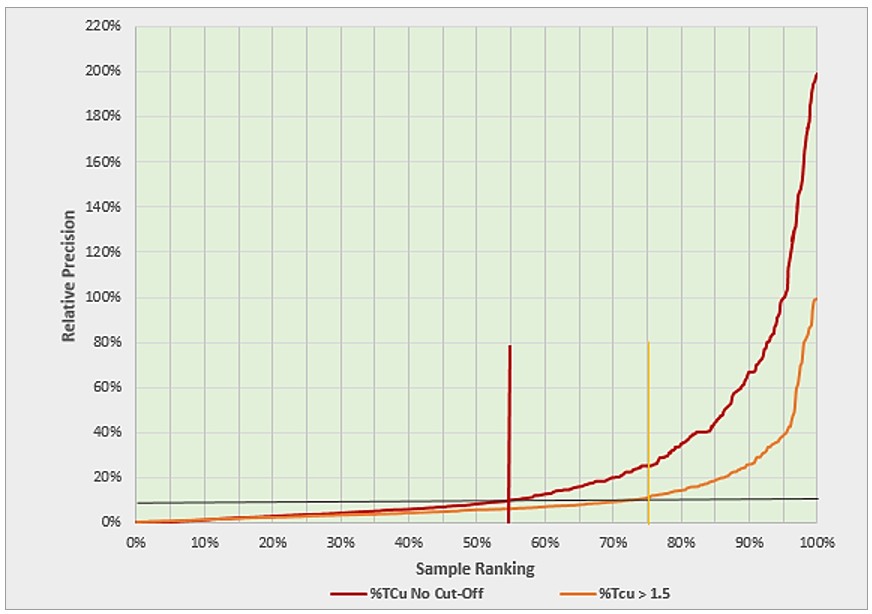
Source: AMC, 2026.
amcconsultants.com | 80 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 8.5.2.3 | Blank analysis — Konkola |
Blanks are comprised of local material. Analysis shows that blank sample analytical results are generally below the 0.5% TCu threshold which is used to define blank material. The variations observed are the result of using locally sourced non-mineralised material such as FWQ, AGSST, and PC. Figure 8.5 shows the blank sample plot, with the 0.5% TCu threshold line.
| Figure 8.5 | Blank samples plot showing 0.5% TCu upper limit |
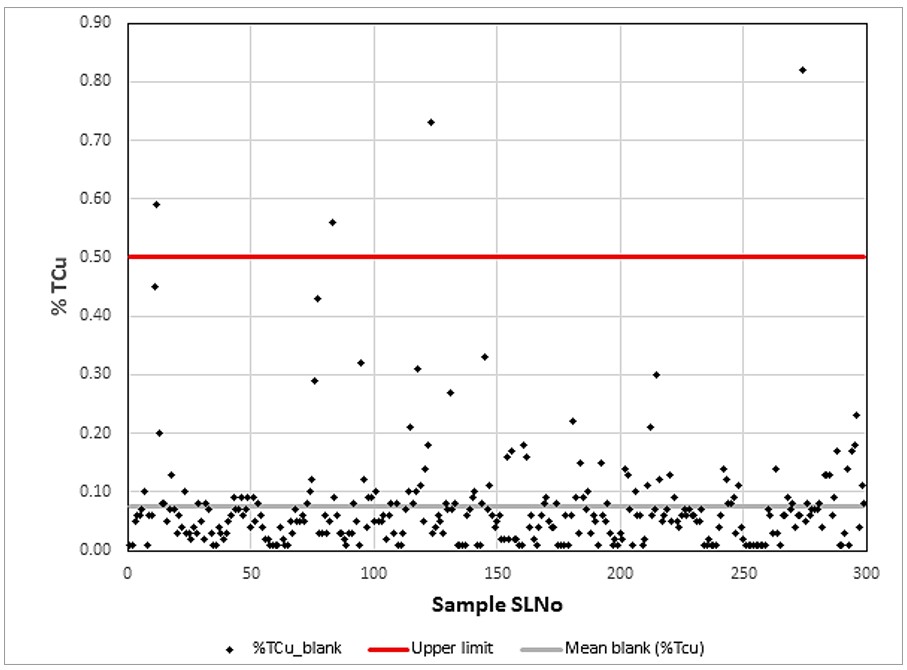
Source: AMC, 2026.
| 8.5.3 | QAQC conclusion |
In drilling completed since the 2000s, some QAQC has been completed. Blanks have not always been submitted. The CRM results range from good, reasonable with slight negative bias, to poor. Similarly, the pulp repeats (same laboratory and second laboratory) results are mixed with both good and poor results.
Results, whether good or poor, are consistent within each drilling programme. This indicates the internal laboratory standards and potentially age of equipment is key to improved laboratory performance. Batch-by-batch analysis of the QAQC on receipt of the data will provide the laboratory with real-time performance feedback.
Table 8.2 provides a summary of QAQC performance for this PFS.
amcconsultants.com | 81 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 8.2 | Summary of QAQC performance by deposit |
|
Deposit |
CRM Accuracy | Repeat Precision | Blank Contam. | QP Assessment | ||||
| Konkola | Moderate — negative bias at high grades (Std A) | Poor unfiltered (55% at 10% RPD); moderate filtered at 1.5% TCu (76% at 10% RPD) | Acceptable — generally below 0.5% TCu threshold | Adequate for PFS; negative bias is conservative for resource estimation. Repeat precision below ideal (target >85%). Equipment upgrade programme expected to improve performance. |
Source: AMC, 2026. Compiled from 2024 QAQC assessment results.
| 8.6 | Qualified Person’s opinion |
| 8.6.1 | Historical data |
There is limited, if any, sample preparation or analytical QAQC data for the historical samples. The QP notes that there has been no twin hole drilling to confirm the accuracy of the historical data. However, historical and modern/recent drilling are intermingled geographically, and at no time have recent drillholes provided results outside the values or range indicated by historic drilling.
| 8.6.2 | QP’s opinion on sample preparation, security and analytical procedures |
Modern and recent sample preparation, security, and analytical procedures applied are appropriate for the style of mineralisation and the analytes of interest (TCu, ASCu, TCo). The partial acid digestion for soluble copper and complete digestion for total copper with AAS finish is an industry-standard method for sediment-hosted copper deposits. The Archimedes method for bulk density measurement is appropriate.
| 8.6.3 | Assessment of QAQC findings |
The QP has reviewed the available QAQC data. Modern QAQC programs have some standards plotting outside ±2SD, with repeats showing poor performance for sub economic grades. However, the QP is of the opinion that although these deficiencies add a degree of uncertainty, they would not significantly affect the outcome of the grade estimation for the purposes of this IA. See Table 8.3 for the QP opinion of the QAQC results for each deposit.
| Table 8.3 | QP assessment of QAQC findings by deposit |
Deposit |
QP Assessment | |
| Konkola |
CRM accuracy: The majority of CRM results fall within ±2SD. Standard A shows values outside 2SD, predominantly plotting below the mean, indicating a conservative negative bias. The 2024 reassessment identified and corrected a database error affecting 16 GBM911-16 CRM entries (Table 8.1); after correction, 12 of 16 passed. The negative bias is conservative for resource estimation purposes — it implies that reported TCu grades at higher ranges may be slightly understated rather than overstated, which does not result in an overestimation of the resource. Repeat precision: At 1.5% TCu cut-off, 76% of repeats pass the 10% RPD threshold. This is below the ideal target of 85–90% for an operating mine. The poor precision in the unfiltered dataset (55%) is largely attributable to samples below cut-off (35% of the dataset), which have minimal impact on grade estimation for Mineral Resources where a 1.5% TCu cut-off applied in the resource model. Blanks: Results generally below the 0.08% TCu threshold. Four results exceed 0.5% TCu; it is not clear whether these are due to contamination or low-grade mineralisation within the locally sourced blank material. The number of anomalous samples is small and is not considered material. QP opinion: QAQC data for Konkola is adequate for PFS-level resource estimation. The identified deficiencies (negative CRM bias, below-ideal repeat precision) add uncertainty but do not materially compromise the grade estimates. The negative bias, if real, is conservative. |
Source: AMC, 2026. Based on 2024 QAQC assessment.
amcconsultants.com | 82 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 8.6.4 | Implication for Mineral Resource confidence |
The QP has considered the cumulative effect of the identified QAQC deficiencies on the reliability of the assay data used in the Mineral Resource estimates. The QP’s opinion is that the data is adequate for the purposes of this PFS for the following reasons:
The negative CRM bias observed at Konkola (the principal deposit) is conservative: it implies potential understatement of TCu grade at higher ranges rather than overstatement. This does not create a risk of resource overestimation.
Repeat precision, while below ideal, is within acceptable bounds when filtered for samples above the 1.5% TCu cut-off grade that is applied in the resource model. Below-cut-off samples, which dominate the poor precision statistics, have minimal influence on grade estimation for the declared resource.
Blank results at Konkola show no material contamination. Blank contamination at Nchanga is a minor concern and is flagged for DFS investigation.
The geographic intermingling of historical and modern drilling, with consistent grade ranges across both datasets, provides indirect validation of the historical data despite the absence of formal QAQC records for older samples.
Production reconciliation at Konkola, where the mine has operated continuously since 1957, provides over six decades of independent grade confirmation in mined areas. This operational validation carries significant weight in assessing the reliability of the underlying assay data.
The QP is satisfied that the QAQC deficiencies, individually and in aggregate, add a degree of uncertainty to the assay database but do not materially compromise the reliability of the Mineral Resource estimates at the PFS level of confidence.
| 8.6.5 | Laboratory condition and umpire laboratory |
A site visit to the KMRL analytical laboratory showed that the laboratory, due to age and use, requires physical maintenance and the replacement of old sample preparation and analytical equipment. Where there is doubt as to the condition of any of the site sample preparation and laboratory analytical equipment, an external third-party laboratory should be used.
Where there is a question about the performance of the QAQC for sample batches from the site laboratory, an umpire laboratory must be used. The QP recommends that external umpire laboratories (such as Société Générale de Surveillance SA (SGS) Kalulushi or AHK) be used for independent verification of assay results on a routine basis, particularly for batches where internal QAQC results fall outside acceptable deviation limits. This layered approach provides additional confidence in the reliability of assay data used in the geological and resource models.
| 8.6.6 | QAQC recommendations for DFS |
The QP recommends the following actions to improve assay data confidence for the Definitive Feasibility Study.
amcconsultants.com | 83 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 8.4 | QAQC recommendations for DFS |
# |
Recommendation | Priority / Timing | ||
| 1 | Implement batch-by-batch QAQC analysis with real-time performance feedback to KMRL. CRM, blank, and duplicate results to be reviewed before each batch is accepted / finalised | Immediate. Implement for all current and future drilling programs. | ||
| 2 | Failed batches to be re-assayed at an umpire laboratory. | Implement within 3 months. Required for DFS data confidence. | ||
| 3 | Submit blanks on all drilling programs. Use certified blank material rather than locally sourced non-mineralised rock to eliminate ambiguity in blank results. | Immediate. Implement for all current and future drilling programs. | ||
| 4 | Establish routine umpire laboratory program with AHK or SGS for independent check assays on a minimum 1:20 basis. Repeated should focus on economic grade ranges, with limited low-grade material. | Implement within 3 months. Required for DFS data confidence. | ||
| 5 | Complete laboratory equipment upgrade program at KMRL. Replace ageing sample preparation and analytical equipment identified during AMC site visit. Equipment condition directly correlates with precision performance. | Phased program; priority items before DFS drilling commences. | ||
| 6 | Include twin hole drilling in the KDMP resource definition program (Section 23) to provide independent confirmation of historical data accuracy in areas where pre-2016 drilling is the sole data source. | Include in DFS drill program design. | ||
| 7 | Investigate and characterise the negative CRM bias at Konkola (Standard A). Determine whether bias is systematic (method-related) or episodic (equipment/operator-related) and implement corrective measures to eliminate the bias source in future analytical work. | Before DFS resource estimation. Priority investigation. |
Source: AMC, 2026.
amcconsultants.com | 84 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 9 | Data verification |
| 9.1 | Historic data |
The bulk of the data informing the current Mineral Resource estimates for most of the KCM assets is historical and was collected over a period spanning 50 years that the assets have been in operation.
Prior to the privatisation of the Zambian Copperbelt mines, all the data for the operations of all the mines on the Zambian Copperbelt was maintained centrally in a Borehole Master File database. On privatisation in the early 1990s, each of the new operators was able to extract from the repository the data pertaining to their operations.
The data verification undertaken for each of the KCM assets includes:
| · | Comparison of the modern database entries for the collar, assay and survey records against printouts from the Borehole Master File downloads. |
| · | Plotting plans and sections using data from the modern database and comparing the position of the drillhole and geology with the drillhole and geology position on the historic manually generated plans and sections. |
A significant portion of the historic drill data relates to areas that have since been mined out.
| 9.2 | Modern data |
| 9.2.1 | Database |
After drillhole logging the drill log spread sheets are sent to the database administrator who imports the data into the AcQuire Database. The database has validations switched on for lithological and assay type names, project codes, sample depths, i.e. the ‘from’ and ‘to’ depths of the samples, etc. Any errors associated with these fields and others are highlighted at import stage. Records with errors are not written to the database. A check report is run, with the database administrator sending import errors back to the originator geologist for correction. Once all errors are corrected, verification is done by the originator’s supervisor, and the data is again sent to the database administrator for importation into the Acquire database. The check import method is run again, and if no further errors are detected, the entry method is changed to, insert, update or merge depending on the data type. The data is written into the database.
Consistency checks are done by extracting the newly imported data from the database, importing it into the mining software, e.g. Datamine®, de-surveying and displaying it in graphic windows for spatial and orientation visual validations.
| 9.2.2 | Exported data validation |
After data is exported from the database and imported to mining software the following validations are carried out to ensure data integrity:
| · | Check for missing data in collar file, survey file, geology file and assay file. |
| · | Check survey data for bearing beyond 360° and inclination beyond ±90°. |
| · | Check for data duplication. |
| · | Check for outliers in terms of spatial location. |
| · | Check for overlapping sample intervals. |
| · | Missing intervals. |
| · | Consistency in geological logging. |
| · | Check that drillhole length is not less than the sampling length. |
| · | Visual inspection of plotted drillhole trace. |
amcconsultants.com | 85 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
During validation, some drillholes were found to have missing assay values. A thorough check found that those missing values were also missing on the actual log sheets. Further analysis reviewed that the missing values were outside the 1% TCu and did not affect the downstream process. The checks also found several samples with very high-grades and physical checks were conducted which verified that there were no typographic errors and the high-grades in the database were as per the values provided on the laboratory certificates.
| 9.2.3 | Data verification |
Data validation has been undertaken on data provided. This included drillhole collar surveys, downhole geological logging observations, sample selection and preparation, sample analysis, analytical results, and other test data.
Random checking has been undertaken of the geological database against the drillhole log sheets. Analytical results in the database were reviewed against the laboratory output MS Excel files checking for importation and transcription errors.
Verification included reviewing adherence to the: geological logging procedures, and the sample selection and preparation procedures.
| 9.2.4 | Database security |
Database backup is done on a weekly basis. This is managed by the MS server support team Server Consultants.
Database changes are only done on request by the data originator, after discussing them with their supervisor, highlighting the changes that have been made which the data originator would like to have effect in the database, the changes are sent to the Database administrator together with the instructions for the changes. Once the changes are discussed and it’s agreed to update the records concerned, the update is made in the database and the instructions are filed on the Geology server for possible future reference. For some records like lithological name and assay values, the old record is maintained in columns, Formation_C, TCu1, ASCu1, TCo1, and ASCo1, while the updated record is maintained in Columns Formation, TCu, ASCu, TCo, and ASCo.
Corruption due to typographic error is avoided mainly by restricting the number of users that can write to the database. Most users are only assigned copy rights and usually work with extracted data. Currently only the database administrator has access to import data. Manual inputting of data into the database is avoided. The preference is to import data in CSV format as an output of Excel spread sheets. The Excel spreadsheets have gone a rigorous verification process as described below.
A sign-off check list is used by all geologists in the generation of geological data.
| 9.3 | Data verification limitations |
During the data verification process, several limitations and challenges were identified:
| · | CRM Supply Shortages: Some assay batches lacked sufficient CRMs, limiting the ability to systematically validate analytical accuracy. |
| · | Quartz Blank Contamination: Independent audits identified trace mineralisation in quartz blanks, raising concerns about their effectiveness in detecting contamination. |
| · | Historical Data Gaps: Some older drillhole records lack complete metadata, particularly in relation to core recovery rates and downhole surveys. |
| · | Inconsistent Twin Drilling Data: While some historical twin drilling has been conducted, the coverage is limited, reducing the ability to fully validate historical datasets. |
| · | Incomplete Sample Disposal Records: Records on sample reject and pulp retention times were found to be inconsistent, creating gaps in long-term data verification. |
amcconsultants.com | 86 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
These limitations impact on the ability to fully assess data reliability across all historical and current drilling programs.
| 9.4 | Qualified Person’s opinion |
The QP considers that the only potential material risk with respect to data verification relates to the QAQC issues discussed in Section 8. A small subset of historical data has been excluded from the resource estimation to address these concerns.
The QP has reviewed the data verification procedures applied to both the historical and modern drilling databases across the KCM Integrated Operations. The verification scope included collar, assay, and survey records for the Konkola deposit, TD03, TD04. The QP’s assessment of data adequacy for the purposes of this PFS TRS is set out below.
Historical data
The historical data has been verified by comparison of the modern AcQuire database entries against the Borehole Master File (original logs), and by plotting plans and sections from the database against historically generated hard-copy plans and sections. These verification methods are appropriate for the vintage of the data and are consistent with industry practice for long-operating Copperbelt mines where centralised data repositories (Borehole Master File) were maintained prior to individual mine privatisation.
A significant portion of the historical data relates to areas that have since been mined out, which reduces the reliance on historical data for the resource estimates supporting this PFS.
Modern data
The modern data management system is adequate for the purposes of this TRS. The AcQuire database incorporates validation controls at the import stage, including checks on lithological and assay type names, project codes, and sample interval depths. Records with errors are rejected prior to import. A two-stage verification process (originator correction followed by supervisor sign-off) is applied before data is written to the database. Post-import consistency checks are conducted in the mining software (Datamine®) including spatial and orientation visual validations. Exported data is subject to a further nine-point validation protocol covering missing data, survey errors, duplication, outliers, overlapping intervals, and drillhole trace integrity. The QP considers these procedures to be appropriate and consistent with good industry practice.
Assessment of identified verification limitations
The data verification process identified five limitations (Section 9.3) within the analytical areas only. The QP has assessed each limitation for its potential impact on the adequacy of the data used in this TRS:
amcconsultants.com | 87 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 9.1 | QP assessment of data verification limitations |
Limitation |
QP Assessment | Impact on Data Adequacy for PFS | ||
| CRM supply shortages: some assay batches lacked sufficient CRMs | CRM insertion rate target is 1:10. Shortages reduce the proportion of batches with independent accuracy checks. The 2024 QAQC reassessment (Section 8.5.2) reviewed the full CRM database and corrected identified errors. | Low. Shortages are episodic and do not invalidate the batches where CRMs were inserted. The negative CRM bias identified at Konkola is conservative. Does not compromise the PFS resource estimates. | ||
| Quartz blank contamination: trace mineralisation identified in quartz blanks | The blank material is locally sourced non-mineralised rock (FWQ, AGSST, PC). It is unclear whether elevated results reflect contamination or inherent low-grade mineralisation in the blank material itself. | Low. At Konkola, blank results are generally below the 0.5% TCu threshold (Section 8.5.2.3). | ||
| Historical data gaps: some older drillhole records lack complete metadata (core recovery, downhole surveys) | Older drillholes from the Borehole Master File era may lack core recovery and survey data. These holes are geographically intermingled with modern drilling that does have complete metadata. | Low. | ||
| Inconsistent twin drilling data: limited coverage reduces ability to fully validate historical datasets | Some historical twin drilling has been conducted but coverage is limited. No systematic twin hole program has been implemented. Modern drilling in the same areas as historical holes provides indirect validation. | Low to moderate. The absence of a systematic twin hole program is a recognised gap. However, the geographic consistency between historical and modern results, together with production reconciliation at Konkola, provides alternative validation. Twin hole drilling is recommended in the KDMP program (Section 23). | ||
| Incomplete sample disposal records: inconsistent reject and pulp retention records | Records on sample reject and pulp retention times are inconsistent. | Low. Sample disposal records do not affect the quality of the assay data already in the database. The limitation relates to the ability to perform retrospective verification, which is relevant only if re-assay is required. |
Source: AMC, 2026.
Data adequacy conclusion
The QP is of the opinion that the data verification procedures applied to the KCM drilling database are adequate for the purposes of this PFS TRS. The historical data verification (comparison against Borehole Master File and historical plans and sections) and the modern data verification (AcQuire database validation controls, two-stage import process, nine-point exported data validation, and random checking against log sheets and laboratory certificates) together provide reasonable assurance that the data used in the Mineral Resource estimates is reliable.
The identified verification limitations are individually and collectively of low materiality. None of the limitations introduces a systematic bias or error source that would materially affect the Mineral Resource estimates or the Mineral Reserve mine plan. The only area of moderate concern relates to the QAQC deficiencies discussed in Section 8, which are addressed in the QP’s opinion in §8.7. Those deficiencies add a degree of analytical uncertainty but, as discussed in that section, do not materially compromise the reliability of the grade estimates at the PFS level of confidence.
The data excluded from the resource estimation consists of a small subset of historical drilling where QAQC performance indicated unacceptable analytical accuracy or precision. The exclusion of this data is a conservative measure that removes potentially unreliable results from the estimation without materially reducing the spatial coverage of the drill database.
amcconsultants.com | 88 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 10 | Mineral processing and metallurgical testing |
The QP considers that the only potential material risk with respect to data verification relates to the QAQC issues discussed in Section 8. A small subset of historical data has been excluded from the resource estimation to address these concerns.
The QP considers that the only potential material risk with respect to data verification relates to the QAQC issues discussed in Section 8. A small subset of historical data has been excluded from the resource estimation to address these concerns.
The primary processing method employed at the KCM concentrator at Konkola is conventional froth flotation, a technique for the beneficiation of mixed sulfide and oxide copper ores. The current processing circuits consist of grinding, sulfide flotation in roughing, scavenging and cleaner configuration stages to recover primary copper sulfides. Tails from the sulfide flotation circuit containing unrecovered sulfides and oxide copper species undergo controlled potential sulfidation (CPS) with sodium hydrosulfide (NaHS), and are subsequently floated in an oxide rougher, scavenger with regrind, and cleaner flotation circuit to recover a portion of the oxide copper species. The processing circuit is described in detail in Section 14.1.
This two-stage approach has been validated through extensive operational performance at the site, with the sulfidation step tailored to optimise recovery from the mineral assemblage present within the Konkola deposit, which includes chalcopyrite, bornite, chalcocite, malachite, and azurite.
No novel or experimental processing routes have been introduced. The employed methodology is widely used within the copper industry, particularly for base metal operations processing transition ores with a blend of sulfide and oxide minerals. As such, no additional metallurgical test work has been deemed necessary to validate the general applicability of the process.
| 10.1 | Testing nature, extent, and analytical procedures |
KCM is an active operating mine with multiple process streams at the Konkola Concentrator. The current metallurgical performance inputs used in the production plan are derived from ongoing plant data obtained since operations resumed in August 2024 and historical metallurgical performance. As such, past test work has been superseded by current performance data, which reflects actual operating conditions and ore variability encountered during production.
| 10.2 | Testing laboratories |
All metallurgical and analytical testing is conducted on site. Konkola analyses is undertaken at the KMRL laboratory at Konkola (Konkola analytical laboratory).
The laboratory is a wholly owned facility of KCM and is independent of external influence. It operates under internationally recognised quality assurance standards and is certified to BSI ISO9001:2015.
The laboratory performs routine process monitoring, metallurgical accounting, and quality control testing, which directly informs plant adjustments and long-term production planning.
| 10.3 | Test sample representativity |
Test samples are collected for confirmation of metallurgical performance and for testing of potential changes in reagents and operating conditions.
Samples used for metallurgical tracking and process control are considered indicative of the ore being processed. Sampling is ongoing and responsive to mining progression. As new zones are accessed within the deposit, representative samples are taken and metallurgically assessed to ensure processing parameters are continuously optimised for maximum recovery and concentrate quality. This practice ensures metallurgical performance remains reliable over the life of the mine.
amcconsultants.com | 89 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Despite strong internal QAQC protocols, several limitations were identified during independent reviews. These include occasional shortages of CRMs, trace mineralisation detected in quartz blanks, inconsistent sample disposal records, and limited twin-drilling coverage for validation. In particular, the quality of some assay batches was previously impacted by equipment ageing, although this is being addressed through a phased equipment upgrade program.
To ensure precision and mitigate data bias, QAQC reviews conducted in 2024 included reassessment of CRM results and corrections to historical data mismatches. Additional confirmation steps involved reanalysis of failed batches and implementation of stricter reference standard controls.
Where further validation is required, external umpire laboratories are recommended for independent verification of assay results, especially where internal QAQC results fall outside acceptable deviation limits. This layered approach provides additional confidence in the reliability of assay data used in the geological and metallurgical models.
Monthly Mineralogical Composite Reports, issued for October 2024, January 2025, and February 2025, further reinforce the robustness of the metallurgical data. These reports are prepared by the ISO-certified Konkola Analytical Services Department and follow a standardised methodology (Ref. KCM / MD / SIQ / MM01) to quantify copper and cobalt minerals in flotation feeds, tailings, and concentrates. The repeatability of analytical methods and the monthly reconciliation of flotation performance with mineralogical observations provide internal validation of laboratory and plant data. Trends in acid-soluble copper, mineral liberation, and gangue composition across months offer critical insight into both ore variability and plant response. Each report is signed by project mineralogists and approved by the Head Mineralogist, strengthening confidence in the internal QA process.
| 10.4 | Testing results, assumptions, and deleterious elements |
| 10.4.1 | Konkola Concentrator |
Konkola Concentrator is operational and will continue to be in operation for the mine life. The primary data inputs for metallurgical forecasting are derived from plant operational data collected in the operational period up until 2022 and since the recommencement of production in August 2024. This real-time data supersedes earlier bench-scale test work. While historical metallurgical testing was performed during earlier phases and feasibility assessment, the operational data now used offers superior representativity by directly reflecting the current process streams and ore variability encountered across mining areas.
Total copper recovery is closely related to the acid soluble copper content (ASCu). As the ratio of AsCu to TCu increases the oxide copper (AsCu) negatively impacts the TCu recovery. The total copper recovery (TCu%) has been estimated in the Mineral Reserve using the following relationship:
TCu(%) = -95.824 x ASCu(%)/TCu(%) + 99.146
The Mineral Reserve mine plan has an average recovery of 89.2%. The metallurgical recovery from April 2025 to March 2026 averaged 89.39%. The feed to the processing plant for 2025/26 had an AsCu content of 0.28% and a TCu content of 2.97%. Based on the feed composition and the metallurgical recovery predictor, TCu recovery was estimated to be 89.34% and the actual recovery was 89.39%. The performance during 2025/26 correlates well with historical performance and with the assumptions applied to the Mineral Reserve estimate. The concentrate produced from the Konkola ore body is relatively free of deleterious elements and is a suitable feed for the Nchanga Smelter. The main controls required are for silica and MgO content. Main gangue minerals in concentrate are argillite and quartz / feldspars. Gangue minerals comprise approximately 1/3rd of the concentrate mass. High silica and MgO are deleterious to smelter operation. The preferred contents are <15% and <1.5% respectively. Typical Konkola concentrate has 20-22% silica and 2.5 to 3% MgO. This is controlled by blending at the smelter.
amcconsultants.com | 90 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 10.4.1.1 | Processing factors |
The key processing factors that influence metallurgical performance at the Konkola Concentrator are summarised in Table 10.1. The dominant factor controlling total copper recovery is the ratio of acid soluble copper to total copper (ASCu / TCu). As the ASCu / TCu ratio increases (indicating a higher proportion of oxide copper minerals relative to sulfide minerals), total copper recovery decreases. This relationship is quantified by the recovery equation presented above and is the basis for the recovery assumptions used in the Mineral Reserve mine plan (Section 14.1).
The mineral assemblage at Konkola comprises chalcopyrite, bornite, and chalcocite as the principal sulfide copper minerals, with malachite and azurite as the oxide copper species (Section 6.2). The two-stage flotation circuit (primary sulfide flotation followed by controlled potential sulfidation of the oxide fraction) is specifically configured for this assemblage. The CPS circuit using NaHS is an established technique for Copperbelt transition ores and is not considered novel or experimental.
Cobalt is present as a minor by-product, reporting to the concentrate at an estimated 60% recovery. Cobalt recovery is not a primary design parameter for the concentrator circuit but contributes to the revenue stream through subsequent smelter processing (Section 14.4).
| Table 10.1 | Key processing factors — Konkola Concentrator |
|
Processing factor |
Value / range | Influence on recovery | ||
| ASCu / TCu ratio | Variable by mining area; design basis per recovery equation | Primary recovery driver. Higher ASCu / TCu ratio reduces total Cu recovery due to oxide copper minerals being less amenable to conventional flotation. | ||
| Mineral assemblage | Chalcopyrite, bornite, chalcocite (sulfide); malachite, azurite (oxide) | Sulfide minerals recover well in primary flotation circuit. Oxide minerals require CPS sulfidation stage. Assemblage is typical of Zambian Copperbelt sediment-hosted deposits. | ||
| Grind size | Target P₈₀ determined by operational optimisation | Finer grind improves liberation and recovery but increases energy consumption and reduces throughput. Current grind targets are established through operational practice. | ||
| Ore hardness / work index | Variable by lithology and mining area | Affects grinding circuit throughput and energy consumption. Harder ore (e.g., silicified zones) may reduce mill throughput. | ||
| Cobalt grade |
By-product; ~60% recovery to concentrate |
Minor contributor to revenue. Cobalt recovery is not a primary circuit design parameter. |
Source: AMC, 2026.
| 10.4.1.2 | Deleterious elements and gangue mineralogy |
The Konkola concentrate is relatively free of penalty elements that would attract smelter deductions or restrict marketability. The primary deleterious constituents are silica (SiO₂) and magnesia (MgO), which are gangue minerals entrained in the concentrate rather than penalty trace elements. The concentrate is processed through the Nchanga Smelter (Section 14.4), which is an internal facility, and blending with third-party concentrates is used to manage gangue dilution.
Table 10.2 summarises the deleterious elements and gangue constituents identified in the Konkola concentrate. No penalty trace elements (such as arsenic, bismuth, antimony, or fluorine) have been identified at levels that would attract smelter penalties or require additional processing steps.
amcconsultants.com | 91 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 10.2 | Deleterious elements and gangue — Konkola concentrate |
|
Constituent |
Typical Level | Preferred Limit | Management | |||
| SiO₂ (silica) | 20–22% | <15% | Controlled by blending at smelter with lower-silica third-party concentrates. Silica sources are argillite and quartz/feldspar gangue, comprising approximately ⅓ of concentrate mass. | |||
| MgO (magnesia) | 2.5–3.0% | <1.5% | Controlled by blending at smelter. MgO increases slag viscosity and refractory wear. Source is dolomitic and micaceous gangue minerals. | |||
| Penalty trace elements (As, Bi, Sb, F) | Not identified at penalty levels | Per smelter contract | Not a current concern. The sediment-hosted Copperbelt mineralisation style is characteristically low in penalty trace elements. | |||
| Iron (Fe) | Present in pyrite; minor | Not limiting | Iron in concentrate is beneficial for smelter flux balance within normal operating ranges. |
Source: AMC, 2026.
| 10.4.1.3 | Qualified Person’s opinion |
In the opinion of the QP, the metallurgical data available for the Konkola Concentrator is adequate for the purposes of the PFS. The processing methods employed — conventional sulfide froth flotation followed by controlled potential sulfidation (CPS) of the oxide copper fraction — are established, widely used techniques within the Copperbelt copper industry and are not considered novel or experimental.
The QP notes the following with respect to the metallurgical basis for the Konkola Concentrator assumptions used in the Mineral Reserve estimate:
Recovery basis: Total copper recovery is estimated using the empirical relationship TCu recovery = −95.824 × (ASCu / TCu) + 99.146, derived from operational performance data collected over multiple production campaigns. The QP considers this relationship to be adequately supported by the available operational dataset. The formula reflects the sensitivity of total recovery to the proportion of acid soluble copper, which is the dominant metallurgical variable for the Konkola ore. However, the QP notes that the relationship has been calibrated across a range of ASCu / TCu ratios observed historically, and its predictive accuracy outside this range has not been independently verified through bench-scale test work.
Operational data in lieu of bench testing: No formal metallurgical test work program (laboratory flotation, locked cycle, or pilot plant testing) has been undertaken to support the PFS. The QP considers this acceptable given that the Konkola Concentrator is an existing, operating facility with an established performance history. Operational data from an active plant processing the same orebody provides a more representative basis for recovery estimation than laboratory-scale test work, provided the ore characteristics within the reserve envelope remain consistent with those processed historically. The QP considers this condition to be satisfied for the Measured and Indicated Mineral Resources that underpin the Mineral Reserve.
Concentrate grade: A copper concentrate grade of 33% Cu is assumed for the PFS, consistent with the design specification and recent operational performance at the Konkola Concentrator. This grade is suitable as direct feed to the Nchanga Smelter without blending. The average concentrate grade for the 12month period from 2025/26 was 32.46%, which is closely aligned with historical data and concentrate assumptions for the Mineral Reserve estimate.
Deleterious elements: The primary gangue constituents in Konkola concentrate are silica (SiO₂ at 20-22%) and magnesia (MgO at 2.5–3.0%), which exceed the preferred smelter feed limits of <15% SiO₂ and <1.5% MgO respectively. These are managed through blending with third-party concentrates at the Nchanga Smelter (Section 14.4.3) and are not considered a constraint on concentrator operation or product marketability. No penalty trace elements (arsenic, bismuth, antimony, or fluorine) have been identified at concentrations that would attract smelter penalties or require additional processing steps.
amcconsultants.com | 92 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Restart performance: The Konkola Concentrator resumed operations in August 2024 following a period of care and maintenance. Restart data indicates performance consistent with historical operating parameters. The QP recommends continued monitoring of performance, particularly with respect to concentrate grade and recovery at increasing throughput rates to confirm the assumptions used in the PFS.
The QP is satisfied that no additional metallurgical test work is required at this time to support the PFS Mineral Reserve estimate for the Konkola Concentrator. However, the QP recommends that a formal metallurgical characterisation program be considered as part of any future feasibility study, particularly to validate recovery predictions for deeper ore zones where the mineralogical assemblage may differ from the upper portions of the orebody currently being mined.
| 10.4.2 | Nchanga TLP |
The primary data inputs for metallurgical forecasting are derived from plant operational data collected in the operational period up until 2022 and since the recommencement of production in August 2024. The operational data now used offers superior representativity by directly reflecting the current process streams and ore variability encountered across mining areas.
Figure 10.1 shows copper production and recovery performance since the restart.
| Figure 10.1 | Nchanga TLP copper production and recoveries - Restart and FY25-26 plan |
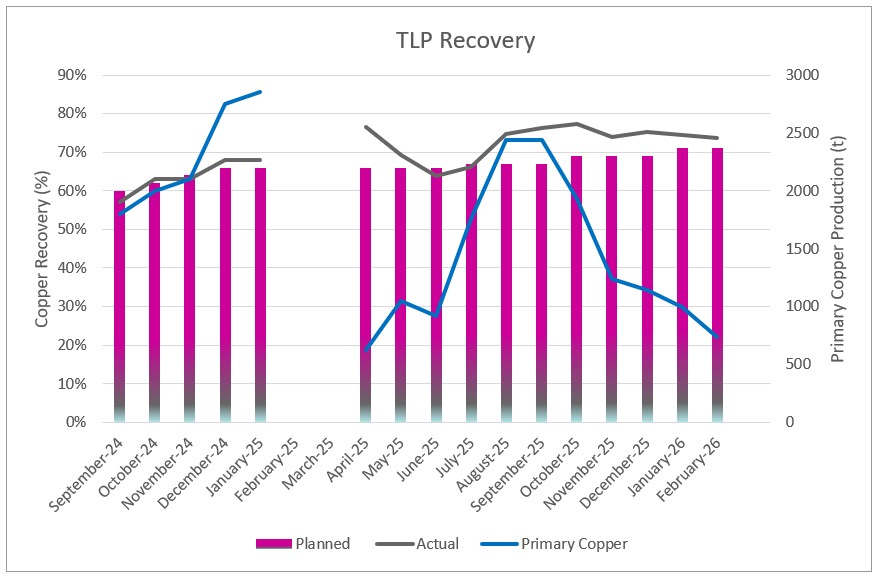
Source: KCM, 2026.
amcconsultants.com | 93 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Historical copper recoveries are shown in Figure 10.2 below.
| Figure 10.2 | Historical Nchanga TLP copper recoveries |
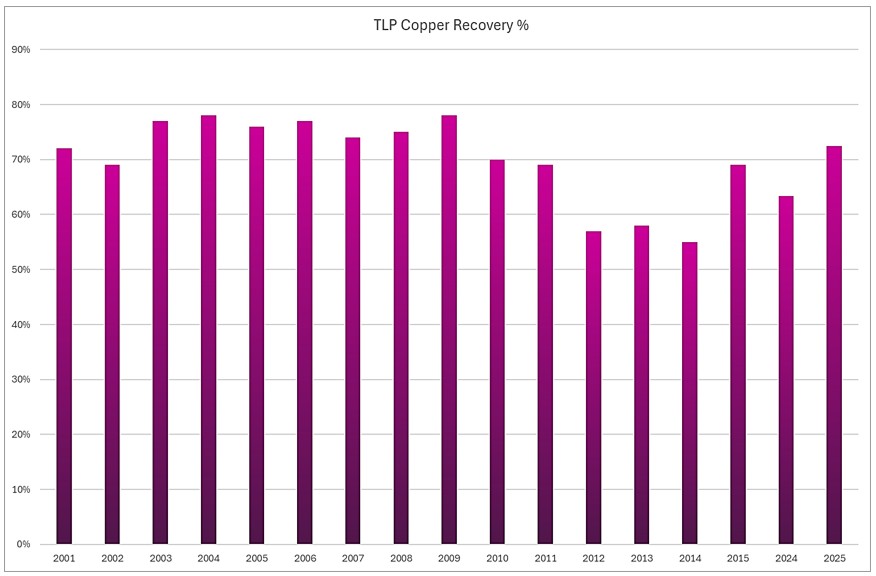
Source: KCM, 2026.
Recovery performance has been improving since the restart of operations in 2024. Planned maintenance and overhauls of the asset will be critical to sustaining and maximising recovery over its remaining life.
This data provides the basis for estimation of the long-term recovery performance of the Nchanga TLP. Collation of recovery data is given in Table 10.3.
| Table 10.3 | Historical, restart, and planed Nchanga TLP recoveries |
|
Recovery data |
ASCu recovery (%) | Note | ||
| Historical average 2010 to 2024 | 70.62 | 14 yr period. | ||
| Historical average excluding 2020 to 2024 data | 74.75 | 10 yr period. Excludes 4 yr period of operating and financial constraint. | ||
| Restart period August 2024 to January 2025 | 69.05 | 6 months. | ||
| Last 3 months of restart | 76.51 | Excludes first 3 months of restart. | ||
| Plan FY25-26 | 71.05 | Plan ramps up from 69.7% recovery to 74.8% recovery. | ||
| Plan FY25-26 Q4 | 74.82 | 3 months of plan. | ||
| Actual FY25-26 Q3 | 74.00 | 3 months of actual operating performance. | ||
| Actual FY25-26 Q4 | 74.60 | 3 months of actual operating performance; 0.3 percentage points below plan. |
amcconsultants.com | 94 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The final period of the FY25-26 coincides with a relatively consistent 10-year period of operational performance. A recovery of 74.8% ASCu is suitable for long-term planning of the Nchanga TLP performance. The last seven months (Aug 24 – Feb26) of TLP production has achieved actual recoveries of 75.09%, which exceeds the Mineral Reserve recovery assumption of 74.82%.
| 10.4.2.1 | Processing factors |
The key processing factors that influence metallurgical performance at the Nchanga TLP are summarised in Table 10.C. The dominant factor controlling copper recovery is the acid soluble copper (ASCu) grade of the feed, which determines the proportion of copper amenable to sulfuric acid leaching under the current ambient temperature circuit conditions. A secondary factor is gangue acid consumption (GAC), which affects reagent costs and can reduce copper extraction efficiency where acid is consumed by reactive gangue minerals rather than copper dissolution.
The TLP currently operates as an ambient temperature leach circuit. An elevated temperature leach upgrade is proposed (Section 11.3.3), which is expected to increase acid soluble copper recovery by approximately 20 percentage points through improved leaching kinetics at higher temperatures. This upgrade represents a material processing factor for the LOMP production forecast.
The feed to the TLP comprises two streams: current tailings from the Nchanga Concentrators, and reclaimed tailings from TD03 and TD04. The blended feed grade and ASCu / TCu ratio vary depending on the proportion of each stream. As mine production from Nchanga decreases in later years of the LOMP, the proportion of reclaimed tailings increases, which affects the weighted average ASCu grade.
| Table 10.4 | Key processing factors — Nchanga TLP |
|
Processing factor |
Value / range | Influence on recovery | ||
| ASCu grade of feed | Weighted average 0.35% ASCu (design basis) | Primary recovery driver. Higher ASCu grade increases copper available for acid leaching and improves recovery economics. Feed grade declining as higher-grade sources deplete. | ||
| ASCu / TCu ratio of feed | Variable; typically 0.60–0.75 for tailings | Determines the proportion of total copper recoverable by acid leaching. Non-acid-soluble copper (sulfide fraction) is largely unrecoverable at ambient temperature. | ||
| Gangue acid consumption (GAC) | Determined by leach tests at 25°C on 300 m × 300 m composite grid | High GAC increases sulfuric acid reagent consumption and can reduce copper extraction where acid is consumed by reactive gangue (carbonates, clays) before dissolving copper. | ||
| Leach temperature | Ambient (current); elevated temperature upgrade proposed |
Elevated temperature increases leach kinetics and ASCu recovery by ~20 percentage points. Critical assumption for LOMP recovery forecast (Section 14.3). | ||
| Residence time |
~2 hours in pachuca leach tanks |
Current residence time is adequate for ambient leaching. May require optimisation following elevated temperature upgrade. | ||
| Feed particle size | Tailings material; predominantly fine-grained | Tailings are already finely divided from prior grinding and flotation. No additional comminution is required. Coarser beached tailings from TD03 are recovered by excavator. |
Source: AMC, 2026.
amcconsultants.com | 95 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 10.4.2.2 | Deleterious elements and gangue factors |
In the context of the Nchanga TLP, the concept of deleterious elements differs from that of a concentrator or smelter. The TLP produces LME Grade A copper cathode by solvent extraction and electrowinning (SX-EW), and the product specification is determined by the electrowinning circuit rather than by concentrate or smelter chemistry. The principal deleterious factors for TLP performance relate to gangue mineralogy and its effect on acid consumption and circuit operability, rather than to trace element penalties.
Table 10.5 summarises the deleterious factors identified for the Nchanga TLP. No penalty trace elements have been identified in the tailings feed that would compromise copper cathode quality or require additional purification steps in the SX-EW circuit.
| Table 10.5 | Deleterious factors — Nchanga TLP |
|
Deleterious factor |
Source / mechanism | Management and impact | ||
| Acid-consuming gangue (carbonates, dolomite) | Reactive carbonate minerals in tailings consume sulfuric acid without contributing to copper dissolution. | GAC is characterised by leach testing on composite samples at 300 m × 300 m spacing. Acid consumption is a significant operating cost. Managed through acid dosage control in pachuca feed. The Nchanga Smelter acid plant produces approximately 1,850 tpd sulfuric acid (Section 14.4), a portion of which supplies the TLP. | ||
| Clay minerals | Fine clay fractions in tailings can increase slurry viscosity and impair CCD thickener performance. | Managed through CCD circuit design and flocculant addition. Not currently identified as a limiting factor for TLP throughput. | ||
| Iron minerals | Dissolved iron from leaching of iron-bearing gangue minerals can consume acid and accumulate in SX circuit. | Managed through SX bleed and raffinate neutralisation. Iron levels are within normal operating range for Copperbelt acid leach operations. | ||
| Penalty trace elements (As, Mn, Co, Ni) | May dissolve during acid leaching and report to electrolyte. | Not identified at levels that compromise cathode quality. SX circuit provides selectivity for copper over most impurity metals. Cobalt reports to raffinate and is not currently recovered. |
Source: AMC, 2026.
| 10.4.2.3 | Qualified Person’s opinion |
In the opinion of the QP, the metallurgical data available for the Nchanga TLP is adequate for the purposes of the PFS. The processing method — sulfuric acid leaching of oxide copper tailings followed by solvent extraction and electrowinning (SX-EW) — is a conventional hydrometallurgical route widely employed in the Zambian Copperbelt and globally for oxide copper processing.
The QP notes the following with respect to the metallurgical basis for the Nchanga TLP assumptions used in the Mineral Reserve estimate:
Recovery basis: Acid soluble copper (ASCu) recovery of 74.8% has been adopted for long-term planning. This figure is derived from a 10-year historical average (2010–2019, excluding the 2020–2024 period of operating and financial constraint) and is aligned with recent performance. The QP considers the exclusion of the restart ramp up period to be appropriate, as that period does not reflect the intended steady-state operating conditions. As acid soluble copper represents approximately 68% of total copper in the TD03 / TD04 feed, the overall total copper recovery to cathode is 48.5%.
Restart validation: The Nchanga TLP resumed operations in August 2024. The first six months of restart is not considered a representative data set due to plant instability during the restart phase. Recoveries since this period are aligned with the long-term average and the assumptions applied in the PFS.
Performance in the FY25/26 financial year, which includes and an average recover of 75.09% for the last seven months of actual data available (Aug 25–Feb 26) correlates well with the historical average from the 10-year period excluding 2020–2024, and supports the use of a Mineral Reserve recovery assumption of 74.8%.
amcconsultants.com | 96 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Feed variability: The TLP feed comprises two streams: current Nchanga Concentrator tailings (at up to 13.4 Mtpa) and reclaimed tailings from TD03 and TD04. The blended ASCu / TCu ratio and gangue acid consumption characteristics vary depending on the proportion of each stream. The 74.8% ASCu recovery assumption is based on the blended feed; if the proportion of reclaimed tailings increases materially (as anticipated in later years of the LOMP as Nchanga mine production declines), the recovery assumption should be reviewed against the specific characteristics of the reclaimed material.
Acid supply dependency: TLP performance is contingent on adequate sulfuric acid supply, sourced primarily from the Nchanga Smelter off-gas acid plant (1,850 tpd capacity) and supplemented by a sulfur-burning acid plant (500 tpd). Any interruption to smelter operations directly constrains acid availability and, consequently, TLP throughput and copper production. The QP notes that acid supply is identified as a critical operating risk in Section 14.7 and that the availability of third-party acid from regional markets provides a partial mitigation, albeit at additional cost.
Product quality: The Nchanga TLP produces LME Grade A copper cathode via the SX-EW circuit. No penalty trace elements have been identified in the tailings feed that would compromise cathode quality. Iron in the TLP electrolyte is managed within normal operating parameters and does not represent a constraint on cathode grade.
The QP is satisfied that no additional metallurgical test work is required at this time to support the PFS Mineral Reserve estimate for the Nchanga TLP. The operational dataset from 14 years of production history, combined with recent data post restart, provides an adequate basis for recovery estimation at PFS level. The QP recommends ongoing reconciliation of actual versus forecast recovery performance as the restart matures.
| 10.5 | Qualified Person’s opinion - Mineral processing and metallurgical testing |
In the opinion of the QP, the metallurgical data and operational performance history available for the KCM Integrated Operations are adequate to support the processing and recovery assumptions used in the PFS Mineral Reserve estimate and associated economic analysis. All processing methods employed are conventional, established techniques with extensive precedent in the Copperbelt copper industry and globally.
The PFS relies on two processing routes, each with a distinct metallurgical basis:
Konkola Concentrator: Conventional sulfide flotation with CPS oxide recovery, producing 33% Cu concentrate for the Nchanga Smelter. Recovery is estimated using an empirically derived formula based on the ASCu / TCu ratio of the feed ore. The concentrator is an existing facility with a nameplate capacity of 6.0 Mtpa and an operational history since 2008. The QP’s opinion on the Konkola Concentrator metallurgical basis is provided at Section 10.4.1.3.
Nchanga TLP: Sulfuric acid leaching with SX-EW, processing reclaimed tailings from TD03 and TD04 and current Nchanga Concentrator tailings. ASCu recovery of 74.8% is adopted for long-term planning, yielding an overall TCu recovery of 48.5%. The TLP has a production history dating to 2010 and resumed operations in August 2024. The QP’s opinion on the Nchanga TLP metallurgical basis is provided at Section 10.4.2.3.
amcconsultants.com | 97 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The QP notes the following overarching considerations regarding the processing and metallurgical basis for the PFS:
Absence of formal test work: No laboratory-scale metallurgical test work program has been undertaken to support the PFS. The QP considers this acceptable for a PFS-level study of an existing, integrated operation where the ore types within the Mineral Reserve are the same as those currently being processed. Operational data from active plants processing the same orebodies provides a more representative basis for recovery estimation than laboratory-scale testing. However, the QP recommends that formal metallurgical characterisation (including variability testing across different spatial domains and ore types) be undertaken to support any future feasibility study, particularly for deeper ore zones at Konkola where limited production data is available.
Integrated processing chain dependencies: The KCM processing flowsheet is highly integrated, with material and reagent flows between the Konkola Concentrator, Nchanga Concentrators, Nchanga TLP, Nchanga Smelter, and Nkana Refinery. Key interdependencies include sulfuric acid supply from the smelter to the TLP, copper starter sheet supply from the Nkana Refinery to the TLP electrowinning circuit, and concentrate blending at the smelter. An interruption to any single facility has the potential to affect throughput and recovery at others. The economic analysis in Section 19 reflects these dependencies, and the associated risks are identified in Section 22.
Smelter and refinery assumptions: The Nchanga Smelter (312 ktpa nameplate capacity, Outotec flash furnace) and the Nkana Refinery (300 ktpa nameplate capacity, electrolytic refinery) are existing facilities with established operating histories. Smelter copper recovery of 98.1% is assumed. The smelter and refinery are not direct subjects of the Mineral Reserve estimate but are critical components of the integrated flowsheet through which the final copper products (LME Grade A cathode, copper anode, and cobalt alloy) are produced. The QP notes that both facilities are currently operating well below nameplate capacity and that achieving the production rates assumed in the PFS will require sustained capital investment in refurbishment and debottlenecking as described in Section 18.
Restart maturity: Both the Konkola Concentrator and the Nchanga TLP resumed operations in August 2024 following a period of care and maintenance. Performance since the restart has improved, and is now at a level at least equal to the life of mine recovery assumptions based on FY2025/26 performance.
The QP is satisfied that the processing and metallurgical data available is adequate for a PFS-level Technical Report Summary prepared in accordance with S-K 1300. The procedures and processing methods employed are conventional industry practice. The QP has identified no material risks arising from the metallurgical basis that would preclude the declaration of Mineral Reserves, subject to the qualifications and recommendations noted above and in Section 10.4.1.3 and Section 10.4.2.3.
amcconsultants.com | 98 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11 | Mineral Resource estimates |
| 11.1 | Context |
This section presents the Mineral Resource estimates for the Konkola Mine, and the TD03 and TD04 tailings dams. Mineral Resources are reported exclusive of Mineral Reserves as the primary reporting basis, with tables inclusive of Mineral Reserves provided for reference where applicable. The Mineral Reserve estimates derived from these resources are presented in Section 12. Mineral Resources that are not Mineral Reserves do not have demonstrated economic viability.
The Mineral Resource estimates have been prepared by AMC in accordance with the U.S. Securities and Exchange Commission Regulation S-K, subpart 1300 (S-K 1300), with an effective date of 1 April 2026. The Mineral Resource has been depleted for production to the effective date of 1 April 2026. The Mineral Resource estimates and associated classification were originally derived as part of the companion Initial Assessment TRS and have been reviewed and confirmed by the QP as appropriate for reporting in this PFS.
The KCM material property comprises two distinct resource types, each estimated using methods appropriate to the nature of the deposit:
Konkola Mine (underground, stratiform sediment-hosted copper): The Mineral Resource is supported by 4,245 diamond drillholes spanning multiple drilling campaigns from 1957 to the present. Core is sampled at a maximum interval of 1.0 m within mineralisation. The geological model is based on three-dimensional wireframe interpretation of the mineralised horizons within the Ore Shale of the Lower Roan Group, constrained by structural and lithological controls, and validated by over six decades of continuous mining history. Grade estimation was performed using ordinary kriging for TCu, ASCu, and TCo, informed by variogram models developed from composited drillhole data, with a maximum demonstrated range of continuity of approximately 750 m. Estimation was validated by visual comparison, swath plot analysis, and statistical comparison of composite and block model grades. Classification is based on a conditional simulation drillhole spacing study (2019), with Measured classification applied at ≤50 m average distance to sample support, Indicated at ≤150 m, and Inferred beyond 150 m above the shaft bottom. A geological cut-off grade of 1.1% TCu has been applied, based on a metal price of US$10,000/t Cu (Section 11.2).
Tailings Dams TD03 and TD04 (surface tailings reprocessing): The Mineral Resource is supported by 78 auger drillholes at TD03 and 64 auger drillholes at TD04, drilled on a 150 m × 150 m grid in September 2000. Samples were collected at 1.5 m intervals and composited to 3 m for analysis of total copper and acid soluble copper. The tailings volume was modelled using digitised dam surface topography and the pre-dam base surface, with tonnage derived using an adopted bulk density of 1.55 t/m³. Grade was estimated from the arithmetic mean of composited auger samples. No cut-off grade has been applied, as the tailings dams are recovered by bulk mining methods (hydraulic sluicing and excavator) that do not permit selective extraction. The Mineral Resources are classified as Indicated based on systematic drilling coverage, analytical data, metallurgical test work, and ongoing production reconciliation at TD03, and have been fully converted to Probable Mineral Reserves (Section 11.3, Section 12).
Approximately 97% of the total Mineral Resource (exclusive of Mineral Reserves) is classified as Inferred and is concentrated at the Konkola Mine. Inferred Mineral Resources are considered too speculative geologically to have the economic considerations applied to them that would enable them to be categorised as Mineral Reserves, and there is no certainty that all or any part of the Inferred Mineral Resources will be converted to Measured or Indicated Mineral Resources with additional exploration. Inferred Mineral Resources are excluded from the PFS mine plan and economic assessment presented in this TRS; any Inferred material falling within mine designs has been treated as waste and assigned zero grade. The full Mineral Resource case, incorporating Inferred Mineral Resources into an extended life-of-mine plan, is assessed in the companion S-K 1300 Technical Report Summary: KCM Integrated Operations (Initial Assessment) (AMC, 2026).
amcconsultants.com | 99 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Table 11.1 summarises the key assumptions, parameters, and methods used to estimate the Mineral Resources for each deposit. Detailed discussion of each parameter is provided in the deposit-specific subsections that follow.
| Table 11.1 | Key assumptions, parameters, and methods — Mineral Resource estimation |
Parameter |
Konkola Mine | Tailings Dams TD03 and TD04 | ||
| Deposit type | Stratiform sediment-hosted copper; Ore Shale of the Lower Roan Group, Katanga Supergroup | Historical flotation tailings deposited in engineered surface impoundments | ||
| Data source | 4,245 diamond drillholes (1957–present); core sampled at ≤1.0 m intervals within mineralisation | 78 auger drillholes (TD03) and 64 auger drillholes (TD04); 50 mm auger on 150 m × 150 m grid; sampled at 1.5 m intervals, composited to 3 m (September 2000) | ||
| Geological model | Three-dimensional wireframe interpretation of mineralised horizons constrained by structural and lithological controls; validated by >60 years of underground mining history | Three-dimensional solid model defined by digitised dam surface topography and pre-dam base topography; validated against drillhole collar spot heights | ||
| Grade estimation |
Ordinary kriging (TCu, ASCu, TCo) informed by variogram models developed from composited drillhole data; maximum demonstrated range of continuity ~750 m |
Arithmetic mean grade from composited auger samples; no geostatistical interpolation applied | ||
| Estimation validation | Visual comparison of drillhole grades vs block model; swath (moving window) plot analysis; statistical comparison of composite and estimated values (≤10% difference in well-informed domains) | Validated by ongoing TLP production reconciliation at TD03 (in production since 2021) | ||
| Bulk density | Assigned by lithology from measured core samples. | 1.55 t/m³ (historical operational value adopted for consolidated tailings at depth); measured surface values of 1.1–1.3 t/m³ from trench samples of upper unconsolidated material | ||
| Cut-off grade | 1.1% TCu, based on a metal price of US$10,000/t Cu and estimated underground mining costs (Section 11.2.1, Section 11.2.5) | No cut-off grade applied; bulk mining methods require total extraction of the tailings dam volume (Section 11.3.4) | ||
| Classification criteria | Conditional simulation drillhole spacing study (2019): Measured ≤50 m average distance to sample support; Indicated ≤150 m; Inferred >150 m above shaft bottom (Section 11.2.1) | Indicated classification based on systematic auger drilling on 150 m × 150 m grid, analytical data, metallurgical test work, and TLP production history (Section 11.3.4) | ||
| Commodities reported | Total copper (TCu%), acid soluble copper (ASCu%), total cobalt (TCo%) | Total copper (TCu%), acid soluble copper (ASCu%), total cobalt (TCo%) | ||
| Point of reference | In situ material | In situ material (tailings in place) | ||
| Metallurgical recovery | See Section 10 (Processing and Recovery Methods) | See Section 10 (Processing and Recovery Methods) |
Source: AMC, 2026.
| 11.2 | Konkola Mineral Resource estimate |
The total Measured and Indicated Mineral Resource is concentrated within areas of high drilling density and well-established geological control, particularly in the central and upper portions of the Konkola deposit. Inferred material is more prevalent at depth and along strike extensions, where drilling density remains limited.
Approximately 97% of the Konkola Mineral Resource is classified as Inferred and is excluded from this PFS.
amcconsultants.com | 100 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11.2.1 | Classification criteria |
The Konkola Mine is an established operation with a history of production since 1957. The economic outcomes described within the report underpin support for the eventual economic extraction.
The Mineral Resource classification criteria and cut-off grade are based on:
| · | Geological and grade continuity |
| · | Drill data density and spacing |
| · | Data quality |
| · | Estimation quality |
| · | Mining and production history |
A drillhole spacing study developed at site in 2019 is the basis for the general classification outlines. This is a conditional simulation technique to determine the optimal drilling spacing for Measured and Indicated. The study concluded that a drillhole spacing of 50 m by 25 m can be used for Measured classification and 150 m by 200 m can be used for an Indicated classification.
Parent blocks with an average distance of 50 m to a drillhole are classified as Measured and those with an average of 150 m to a drillhole are classified as Indicated. Resources with an average distance of more than 150 m and above the shaft bottom are classified as Inferred.
Where parent blocks are than 150 m below the base of mining in mineralisation (in ore development) and classified as Inferred the classification has been upgraded to Indicated. This gives in ore development the same weight as a drillhole.
It is noted that the average distance to sample support for the Inferred Resources varies from several hundred meters to approximately 1,700 m (Figure 11.1). Analysis of the ranges of the variograms shows a maximum range of 750 m, outside which correlation between sample points cannot be demonstrated.
| Figure 11.1 | Average distance to sample support - Konkola |
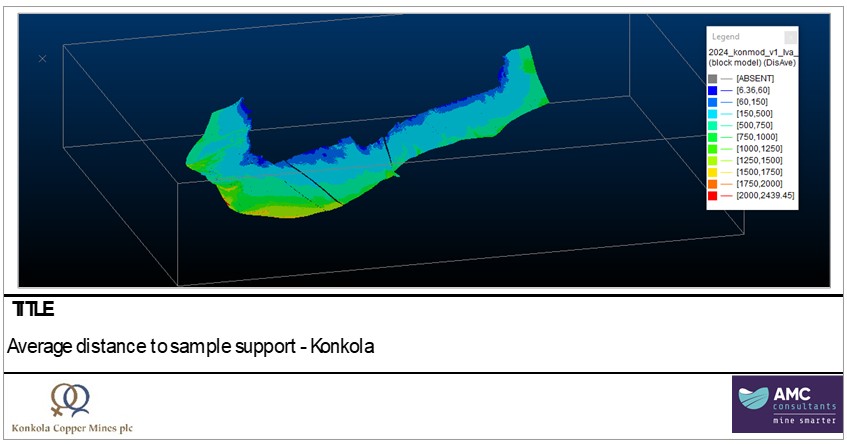
Source: AMC, 2026.
amcconsultants.com | 101 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11.2.2 | Cut-off grade derivation |
| 11.2.2.1 | Mineral Resource cut-off grade |
Cut-off grades (COGs) for the Konkola Mine are derived using a Net Smelter Return (NSR) breakeven method, in which the NSR per tonne of mineralization at a given grade equals the total operating cost. The general expression is:
COG (%TCu) = (Cm + Cp + CG&A − CCo) ÷ NSR₁%
Where:
NSR₁% (US$/t mineralization per 1% TCu) = PCu × (Rconc × Rsmelt × Rpay) ÷ 100
The variables are defined as follows:
Symbol |
Description | Unit | ||
| Cm | Mine operating cost | US$/t ore | ||
| Cp | Processing cost | US$/t ore | ||
| CG&A | Site general and administration cost | US$/t ore | ||
| CCo | Cobalt by-product credit, recognized at low payability rates per Section 16 | US$/t ore | ||
| PCu | Copper price used for COG estimation | US$/t Cu | ||
| Rconc | Concentrator metallurgical recovery | % | ||
| Rsmelt | Smelter recovery | % | ||
| Rpay | Refinery copper payability | % |
The key input assumptions and resulting COG are summarised in Table 11.2. Operating costs shown are net of cobalt by-product credit (CCo), applied at low payability rates consistent with Section 1. Smelter treatment, refining, and freight charges reduce the effective NSR and are reflected in the net operating cost inputs.
| Table 11.2 | Cut-off grade input assumptions by asset |
| Asset | Mining method | Cm + Cp + CG&A − CCo (US$/t ore, net of cobalt by- product credit)1 | Rconc (%) | Rsmelt (%) | Rpay (%) | PCu (US$/t) | Resulting COG | |||||||
| Konkola Mine | Underground | 76.6 | 89.2 | 98.1 | 96.8 | 10,000 | 1.1% TCu | |||||||
| TD03 / TD04 | Tailings reclamation | - | - | - | - | - | None applied2 |
Notes:
| 1 | Operating costs shown are net of the cobalt by-product credit (CCo), applied at low payability rates per Section 1. The column value represents the net numerator (Cm + Cp + CG&A − CCo) used in the COG derivation. |
| 2 | TD03 and TD04 are tailings deposits processed entirely through the Nchanga TLP. All material is required to be processed by bulk methods (hydraulic sluicing and excavator); no grade-based cut-off is applied. See Section 11.3.6. |
The copper price of US$10,000/t Cu used for Mineral Resource COG determination is intentionally conservative relative to the study price (Section 1) and is distinct from the US$9,000/t Cu adopted for Mineral Reserve NSR cut-off determination (Section 12.3), which applies additional conservatism appropriate to the higher confidence standard required for Mineral Reserve classification. The basis for the US$10,000/t price selection is discussed in Section 11.2.5.
amcconsultants.com | 102 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11.2.2.2 | Mineral Reserve cut-off - relationship to Mineral Resource COG |
For the Mineral Reserve, the COG is expressed as a US$/t run-of-mine (ROM) NSR value rather than a %TCu grade, incorporating both copper and cobalt revenue. The NSR per tonne of ROM is calculated as:
NSR (US$/t ROM) = [PCu × TCu% × Rconc × Rsmelt × Rpay ÷ 100] + [PCo × TCo% × Rco_conc × Rco_smelt ÷ 100] − transport, treatment, refining, and freight costs per tonne ROM
The NSR inputs, including prices, recoveries, and deductions, are set out in Table 12.3. The AMC Hill of Value® Strategic Optimisation then selects the NSR threshold that maximizes Net Present Value (NPV) for each mining zone, resulting in zone-specific cut-off values ranging from US$50/t to US$125/t ROM Table 12.5). The Mineral Resource COG of 1.1% TCu represents the floor below which no material is included in the resource; the reserve NSR cut-off reflects value-based selectivity applied within that resource boundary. Full details of the reserve COG methodology are provided in Section 12.3.
| 11.2.3 | Mineral Resource uncertainty |
Mineral Resources are not Mineral Reserves and do not necessarily demonstrate economic viability. There is no certainty that all or any part of this Mineral Resource will be converted into a Mineral Reserve. The Konkola Mineral Resource was classified into Measured, Indicated, and Inferred categories. The following discussion addresses the principal sources of uncertainty associated with the Mineral Resource estimate and explains how each source was considered in deriving the resource classification and estimate.
The Mineral Resource classification reflects the QP’s integrated assessment of uncertainty arising from five principal sources: (a) data density and drillhole spacing (Section 11.2.3.1); (b) data quality and QAQC coverage (Section 11.2.3.2); (c) geological model confidence (Section 11.2.3.3); (d) estimation method and validation (Section 11.2.3.4); and (e) economic assumptions underpinning reasonable prospects for eventual economic extraction (Section 11.2.3.5). These factors are not independent; they interact and compound, such that wide drillhole spacing combined with limited QAQC and geological extrapolation produces materially greater aggregate uncertainty than any single factor in isolation. The classification applied to each block within the resource model represents the combined effect of all applicable uncertainty sources.
| 11.2.3.1 | Data |
The Mineral Resource is supported by 4,245 diamond drillholes spanning multiple drilling campaigns from 1957 to the present. Core is sampled at a maximum interval of 1.0 m within mineralisation and 0.5 m in the immediate footwall and hangingwall formations, with a minimum target core recovery of 90%. A QAQC program incorporating certified reference materials (CRMs), blanks, and coarse reject and pulp repeat samples has been implemented for post-2016 drilling. CRM results are predominantly within ±2 standard deviations of the certified mean, although CRMs STD_A (3.44% TCu) and STD_C (2.48% TCu) returned consistently lower-than-expected values, indicating a potential conservative (negative) bias in higher-grade copper assays. Repeat sample analysis for post-2016 data showed 54% of TCu samples and 23% of ASCu samples within 10% relative paired difference, which is below the level typically expected for inclusion in Mineral Resource estimation. Independent audits also identified trace mineralisation in quartz blank samples, raising concerns about sample preparation contamination. These analytical precision limitations have been considered by the QP in assigning resource classification, with areas of lower data confidence restricted to Inferred classification. For drilling prior to 2016, no systematic QAQC records are available, which introduces additional uncertainty in the historical portion of the database. This uncertainty has been mitigated by restricting classification in areas reliant solely on historical data and by cross-referencing geological interpretations against the extensive underground mining history at Konkola.
amcconsultants.com | 103 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11.2.3.2 | Data quality and QAQC |
Geological logging is performed manually on paper templates and subsequently transcribed into Excel spreadsheets, which are verified for transcription errors prior to import into the central geological database in CSV format. Database write access is restricted to the database administrator to minimise corruption risk, and weekly backups are maintained. Random verification checks of the geological database against original drillhole log sheets and laboratory output files have been undertaken. Several data handling limitations were identified during the data verification process, including incomplete metadata for some older drillhole records (particularly core recovery rates and downhole surveys), inconsistent pulp and reject sample disposal records, and limited twin drilling coverage to validate historical datasets. These data processing limitations have been considered in the resource classification through the application of more conservative classification boundaries in areas where data integrity cannot be fully verified.
| 11.2.3.3 | Geological model |
The geological block model is based on three-dimensional interpretation of the mineralised horizons within the Ore Shale of the Lower Roan Group, constrained by structural and lithological wireframes. The Konkola deposit benefits from a well-understood stratigraphy and structural setting, supported by over six decades of continuous mining activity. Geological and grade continuity have been confirmed through underground mapping, development exposures, and reconciliation with production data. Uncertainty in the geological model is greatest in areas distant from underground workings and drillhole intersections, particularly in the deeper and peripheral portions of the deposit where structural complexity may not be fully resolved. This geological uncertainty is reflected in the resource classification, with Measured classification restricted to well-drilled and actively mined areas and Inferred classification applied to areas of lower geological confidence.
| 11.2.3.4 | Estimation |
Grade estimation was performed using ordinary kriging, informed by variogram models developed from composited drillhole data. Estimation validation was undertaken by visual comparison of drillhole grades against block model estimates and by swath (moving window) plot analysis. The variogram analysis shows a maximum range of continuity of approximately 750 m, beyond which spatial correlation between sample points cannot be demonstrated. The average distance to the nearest sample support for the Inferred Mineral Resources varies from several hundred meters to approximately 1,700 m, with a portion of the Inferred resource located beyond the demonstrated range of spatial correlation. This introduces material estimation uncertainty for the more distal Inferred blocks, as grade interpolation in these areas is less well-constrained by the available data. Estimation validation confirms a reasonable correlation between drillhole data and block model grades in well-informed areas supporting Measured and Indicated classification. A conditional simulation-based drillhole spacing study (2019) established the classification thresholds: an average distance of 50 m to sample support for Measured classification and 150 m for Indicated classification, which the QP considers appropriate given the observed geological and grade continuity.
| 11.2.3.5 | Economic assumptions |
The Mineral Resource estimate is further subject to uncertainty in the economic assumptions underpinning reasonable prospects for eventual economic extraction, including commodity prices, metallurgical recovery, and mining and processing costs. Sensitivity of the Mineral Resource to changes in the cut-off grade commodity price assumption of US$10,000/t Cu is addressed in Section 11.2.5.
amcconsultants.com | 104 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11.2.4 | Uncertainty by classification — integrated assessment |
Table 11.3 summarises how each principal source of uncertainty contributes to the overall level of confidence for each resource classification category. The progressive upgrade from Inferred through Indicated to Measured reflects a corresponding reduction in the aggregate uncertainty from all sources described above.
| Table 11.3 | Uncertainty factor assessment by Mineral Resource classification — Konkola Mine |
Uncertainty source |
Measured | Indicated | Inferred | |||
| Data density (Section 11.2.3.1) | Low: ≤50 m to sample support; dense drilling in actively mined areas | Moderate: ≤150 m to sample support; adequate for geological continuity but wider spacing than Measured |
High: >150 m, ranging to ~1,700 m; a portion of blocks located beyond the demonstrated variogram range of 750 m | |||
| Data quality and QAQC (Section 11.2.3.2) | Low: Located in areas with post-2016 QAQC-verified drilling and cross-referenced against mining history | Moderate: Includes some pre-2016 drilling without systematic QAQC; partially offset by in-ore development reclassification (Section 11.2.1) | High: Predominantly pre-2016 data with limited or absent QAQC; CRM negative bias at higher grades and below-expected repeat precision identified in post-2016 data (Section 8) | |||
| Geological model (Section 11.2.3.3) | Low: Well-understood stratigraphy confirmed by underground mapping and development exposures | Low to moderate: Reasonable geological continuity demonstrated; some structural complexity in deeper portions | Moderate to high: Geological extrapolation beyond direct observation; structural complexity may not be fully resolved at depth and along strike extensions | |||
| Estimation confidence (Section 11.2.3.4) | Low: Swath plot and statistical validation confirm good correlation between composites and block model (≤10% difference) | Low to moderate: Positive estimation validation; ordinary kriging well-constrained by data in most domains | High: Grade interpolation less well-constrained; swath plots show poor correlation in distal blocks; kriging operates beyond variogram range in some areas | |||
| Economic assumptions (Section 11.2.3.5) | Applies equally across all classifications: sensitivity to cut-off grade commodity price assumption (US$10,000/t Cu) is addressed in Section 11.2.5 | As for Measured | As for Measured; additionally, the speculative nature of Inferred resources means economic viability has not been demonstrated | |||
| Mining history validation | Strong mitigant: >60 years of continuous production history directly validates tonnage, grade, and geological model in mined areas | Partial mitigant: Some Indicated blocks supported by in-ore development exposures; adjacent to historically mined areas | Limited mitigant: Located in unmined areas at depth and along strike; no direct production validation available | |||
| Overall uncertainty | Low: All factors contribute to high confidence in tonnage and grade estimates | Moderate: Adequate data density and positive geological indicators, partially offset by wider spacing and QAQC limitations in some areas | High: Multiple compounding factors — wide drillhole spacing, limited QAQC, geological extrapolation, and poor estimation validation in distal areas — result in material uncertainty |
Source: AMC, 2026.
Measured Mineral Resources are located in areas of dense drilling (≤50 m average distance to sample support), where post-2016 QAQC programs have verified analytical quality, estimation validation demonstrates good correlation between composite and block model grades (≤10% difference across all domains), and over six decades of continuous mining history directly confirm the geological model, tonnage, and grade. The convergence of high data density, verified data quality, robust estimation performance, and mining validation results in the lowest level of overall uncertainty. The QP concludes that the Measured Mineral Resources are estimated with sufficient confidence that their tonnage and grade are well-established.
amcconsultants.com | 105 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Indicated Mineral Resources are supported by drilling at moderate spacing (≤150 m average distance to sample support), with reasonable geological and grade continuity demonstrated by the variogram analysis and positive estimation validation. These resources carry greater uncertainty than Measured, primarily because wider data spacing reduces the precision of grade estimation at the block scale and, in some areas, blocks have been reclassified from Inferred to Indicated on the basis of proximity to in-ore development (Section 11.2.1). Additionally, some Indicated blocks are informed by pre-2016 drilling for which systematic QAQC is not available, introducing analytical uncertainty that is partially mitigated by cross-referencing with mining history and post-2016 QAQC results. The QP concludes that the Indicated Mineral Resources are estimated with sufficient confidence that their tonnage, grade, shape, and physical characteristics are reasonably established, but acknowledges that the reclassification of in-ore development blocks represents a less conventional basis for Indicated confidence than direct drillhole support.
Inferred Mineral Resources carry the highest level of uncertainty. This reflects the compounding effect of multiple uncertainty sources acting simultaneously: wide drillhole spacing (in some cases exceeding the demonstrated variogram range of approximately 750 m, with average distances to sample support reaching approximately 1,700 m); reliance on geological extrapolation into areas where the stratigraphy and structure have not been directly observed through mining or closely-spaced drilling; limited or absent historical QAQC for much of the pre-2016 drill database; and poor correlation between composite and block model grades in distal areas as demonstrated by swath plot analysis. The classification of Inferred is nonetheless considered appropriate because the geological setting — a laterally continuous stratiform orebody with a well-understood stratigraphy — provides reasonable geological grounds to support continuity of mineralisation, and the extensive mining history of the deposit provides indirect confirmation that the Ore Shale horizon extends at depth along the projected strike and dip. However, the grade and tonnage estimate for the Inferred Mineral Resources is inherently speculative, and there is no certainty that any part of the Inferred Mineral Resource will be upgraded to a higher-confidence category with additional exploration.
Overall conclusion. The QP concludes that the principal driver of uncertainty in the Konkola Mineral Resource is drillhole spacing relative to the demonstrated range of grade continuity, which directly controls the reliability of grade estimation and is the primary basis for classification. Data quality and QAQC coverage are secondary but material contributors, particularly for the Inferred category where the absence of systematic QAQC reduces the ability to independently verify the accuracy of analytical results. Geological model confidence is the least uncertain factor, owing to the well-characterised stratiform nature of the deposit and extensive mining history, but contributes incrementally to uncertainty at depth and along strike where direct geological observation is absent. Economic assumptions (principally the commodity price used for the cut-off grade) apply uniformly across all categories and introduce sensitivity to the total reported tonnage (Section 11.2.5) rather than to the classification itself. The interaction and compounding of these factors is reflected in the classification boundaries, with Measured and Indicated resources restricted to approximately 4% of the total Mineral Resource (exclusive of Reserves) where multiple factors converge to support higher confidence, and the remaining approximately 97% classified as Inferred where the compounding of wide spacing, limited QAQC, and geological extrapolation results in material aggregate uncertainty.
Resource classification upgrades are achieved through increasing geological understanding by reducing the drillhole spacing; for Konkola this will come from the planned resource infill and extension drilling programs, for more detail see Section 23.1.1. This sub-section contains forward-looking information; actual outcomes may differ materially from the statements made herein.
amcconsultants.com | 106 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11.2.5 | Mineral Resource estimate |
The Mineral Resource estimate for the Konkola Mine, reported using a geological cut-off grade of 1.1% TCu, is shown in Table 11.4 (exclusive of Mineral Reserves). The Mineral Resource is reported for TCu, ASCu, and TCo, with contained metal quantities provided for both copper and cobalt. The Mineral Resource classification considers drillhole spacing studies, data quality, structural and lithological continuity, and estimation confidence. The Mineral Resource has been depleted for production to the effective date of 1 April 2026.
| Table 11.4 | Mineral Resource Konkola Mine (Exclusive of Mineral Reserves) – 1 April 2026 |
| Copper | Cobalt | |||||||||||||||||||||||
| Classification | Cut-off | Tonnes | TCu (%) | Contained Cu (kt) | TCo (%) | Contained Co (kt) | ||||||||||||||||||
| Measured | 1.1 | 1.4 | 3.7 | 52 | 0.06 | 1 | ||||||||||||||||||
| Indicated | 1.1 | 5.9 | 3.8 | 221 | 0.07 | 4 | ||||||||||||||||||
| Measured + Indicated | 1.1 | 7.3 | 3.8 | 273 | 0.06 | 4 | ||||||||||||||||||
| Inferred | 1.1 | 248 | 3.4 | 8,322 | 0.06 | 149 | ||||||||||||||||||
Notes:
| · | Mineral Resources are reported with an effective date of 1 April 2026. |
| · | Mineral Resources are reported exclusive of Mineral Reserves. Mineral Reserves are reported separately in Section 12. Mineral Resources that are not Mineral Reserves do not have demonstrated economic viability. |
| · | Classification in accordance with S-K 1300. |
| · | Point of reference: in situ material. |
| · | Cut-off grade: 1.1% TCu (Konkola Mine), based on a copper metal price of US$10,000/t Cu and estimated underground mining costs (Section 11.2.1). No separate cut-off grade is applied for cobalt; cobalt is recovered as a by-product of copper mining and its value is incorporated into the NSR calculation used for Mineral Reserve estimation (Section 12.3). |
| · | Cobalt: Total cobalt (TCo%) is estimated within the block model. Cobalt is recovered as cobalt alloy at the Nchanga Smelter. Cobalt grades are reported for completeness; cobalt economics are not used in determining the Mineral Resource cut-off grade (Cu-only NSR cut-off at 1.1% TCu) but contribute to the Mineral Reserve NSR calculation downstream (Section 12.3). The cobalt price assumption used in the Reserve NSR is US$28,000/t Co. Contained cobalt is calculated from in situ tonnes and grade; actual recovered cobalt is subject to metallurgical recovery (Section 10). |
| · | Approximately 97% of Konkola Mineral Resources (exclusive of Reserves) are classified as Inferred. Inferred Mineral Resources are considered too speculative geologically to be categorised as Mineral Reserves at this time, and there is no certainty that Inferred Mineral Resources will be converted to higher confidence categories with additional exploration. Inferred Mineral Resources are excluded from the PFS mine plan and economic assessment presented in this TRS. Any Inferred material falling within mine designs has been treated as waste and assigned zero grade. |
| · | The full Mineral Resource case, incorporating Inferred Mineral Resources into an extended life-of-mine plan, is assessed in the companion S-K 1300 Technical Report Summary: KCM Integrated Operations (Initial Assessment) (AMC, 2026). |
| · | Metallurgical recovery — Konkola Mine: Concentrator 89.2% Cu, 60% Co; Smelter 98.1% Cu, 30% Co; Concentrate payable Cu 96.8%. Full discussion in Section 10. |
| · | Processing route: Konkola Concentrator → Nchanga Smelter → Nkana Refinery. |
| · | Mineral Resources are 100% attributable to Konkola Copper Mines Plc. |
| · | Tonnage and grade are rounded; this may result in minor apparent computational discrepancies in totals. |
The copper price of US$10,000/t Cu used for Mineral Resource cut-off grade determination is based on the QP's conservative view on long term Cu prices. The adopted price of US$10,000/t does not represent a short-term forecast but is intended as a conservative long-term planning assumption. The assumed copper price supports the assessment of reasonable prospects of eventual economic extraction. This price is further supported by the P75 consensus forward price forecasts (S&P Global Capital IQ, December 2025), which range from US$11,101/t to US$12,793/t over the forecast period, with a long-term price of US$11,101/t from 2031 onwards, confirming that the selected Mineral Resource cut-off price sits below prevailing forward expectations. The Mineral Resource estimate and associated cut-off grades were originally derived as part of the companion Initial Assessment TRS, using assumed unit costs for underground mining operations and estimated mineral prices applied to mine designs appropriate to that level of study. The QP has reviewed the Mineral Resource cut-off assumptions in the context of the more detailed PFS-level economic and technical parameters presented in Sections 12 through 19 of this report, including the NSR-based cut-off optimisation and updated operating cost estimates, and considers the Mineral Resource cut-off grade of 1.1% TCu to remain valid and appropriately conservative for the purpose of reporting Mineral Resources exclusive of Mineral Reserves. The Mineral Resource cut-off price of US$10,000/t Cu is distinct from, and should not be confused with, the copper price of US$9,000/t Cu adopted for Mineral Reserve NSR cut-off grade determination as described in Section 12, which applies additional conservatism appropriate to the higher confidence standard required for Mineral Reserve classification.
amcconsultants.com | 107 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 11.3 | TD03 and TD04 |
The tailings dams were originally identified as having the potential to provide material that could be used to neutralise excess acid from sulfur dioxide capture. With the sulfuric acid produced from smelting off-gas capture being consumed by the TLP leach circuits, improving site-wide acid balance.
| 11.3.1 | Data |
In September 2000, 1,645.5 m representing 78 drillholes were drilled at TD03 and 1,090.5 m representing 64 drillholes were drilled at TD04.
Drilling was conducted using a 50 mm auger on a 150 m by 150 m grid spacing. Drillholes were terminated upon reaching the underlying soil profile. Samples were collected at 1.5 m intervals and riffle-split to a 1/8th portion using a Jones riffle splitter. Adjacent 1.5 m samples were combined to produce 3 m composite samples for analysis. The remaining 7/8th portion was discarded.
Samples were prepared and analysed for total copper and acid soluble copper, where total copper is greater than 0.5% TCu, at AHK.
Pulp rejects were composited into a four-drillhole grid pattern for leach tests. KCM Nchanga analytical laboratory completed the leach tests at 25°C to determine gangue acid consumption (GAC). Sample spacing for GAC is in effect 300 m by 300 m.
| 11.3.2 | Generation of volume / tonnage and grade |
Histograms of the 3 m samples indicate a largely normal grade distribution with a small higher-grade tail for the total copper mineralisation within TD03.
| Table 11.5 | Summary statistics total copper tailings dam samples |
|
Total copper (%) |
TD03 | TD04 | ||
| Number of Samples | 538 | 394 | ||
| Minimum | 0.06 | 0.07 | ||
| Maximum | 1.27 | 1.61 | ||
| Mean | 0.71 | 0.62 | ||
| Median | 0.71 | 0.61 | ||
| Mode | 0.73 | 0.57 | ||
| Standard Deviation | 0.16 | 0.17 | ||
| Variance | 0.026 | 0.028 | ||
| Standard Error | 0.01 | 0.01 | ||
| Confidence Level (95.0%) | 0.0137 | 0.017 |
amcconsultants.com | 108 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 11.6 | Summary statistics acid soluble copper tailings dam samples |
|
Acid soluble copper (%) |
TD03 | TD04 | ||
| Number of Samples | 509 | 344 | ||
| Minimum | 0.23 | 0.16 | ||
| Maximum | 1.06 | 1.49 | ||
| Mean | 0.52 | 0.44 | ||
| Median | 0.51 | 0.40 | ||
| Mode | 0.49 | 0.42 | ||
| Standard Deviation | 0.15 | 0.19 | ||
| Variance | 0.02 | 0.04 | ||
| Standard Error | 0.01 | 0.01 | ||
| Confidence Level (95.0%) | 0.013 | 0.019 |
The TD03 and TD04 dam surface profiles were digitised from the Nchanga topographic survey and validated against drillhole collar spot heights. The pre-dam topographic surface was used as the base, and three-dimensional solid models were created to define the tailings volume.
Small trenches were excavated at TD03 and TD04 to collect samples for bulk density determination. As these samples were limited to the upper unconsolidated material, measured values ranged from 1.1 to 1.3 t/m³, which is lower than anticipated. A historical bulk density value of 1.55 t/m³, considered representative of the consolidated tailings at depth, was adopted for converting the tailings dam volume to tonnage.
| 11.3.3 | Mining, processing, and recovery |
TD03 is generally mined using hydraulic methods, while the coarser beached reclaimed tailings is currently recovered by excavator. In 2024, the Nchanga TLP achieved 78.3% recovery of acid soluble copper. However, due to lower recovery of non-acid soluble copper, the overall total copper recovery was 37%.
An elevated temperature leach upgrade is proposed for the Nchanga TLP, which is expected to increase acid soluble copper recovery by 20 percentage points, with total copper recovery anticipated to increase to 67%. It should be noted that the Nchanga TLP treats all tailings from the Nchanga Concentrators, not solely material reclaimed from TD03 and TD04.
| 11.3.4 | Classification criteria |
Material within TD03 and TD04 has been classified as Indicated Mineral Resource on the basis of systematic drilling on a nominal 150 m × 150 m grid using 50 mm diameter auger drillholes, sampled on 1.5 m intervals. Analytical data quality underpinning the classification comprised 538 samples for TD03 and 394 samples for TD04 for total copper determination. Gangue acid consumption sampling, which informs the acid demand inputs used in the TLP metallurgical model, was carried out on an effective 300 m × 300 m grid across both deposits.
The tonnage estimate is supported by dam surface profiles digitised from topographic survey data, updated with drillhole collar spot heights. Three-dimensional tailings dam shells were created from pre-dam topographic profiles held in the KCM survey archive, providing an independent geometric basis for the volume estimate that does not rely solely on drillhole intercepts.
The metallurgical basis for classification draws on test work conducted on composite samples from both TD03 and TD04, including bottle roll leach tests and column leach tests that characterise acid soluble copper recovery under the sulfuric acid leaching conditions of the Nchanga TLP. The test work results, together with reconciliation of TLP production data from the ongoing processing of TD03, provide confirmation that the modelled acid soluble copper recoveries applied in the economic analysis are representative of actual plant performance.
amcconsultants.com | 109 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
All material within the defined tailings dam boundaries is classified as Indicated; no Inferred classification has been applied. The relatively homogeneous grade distribution inherent in reprocessed flotation tailings, combined with adequate drill coverage and the production reconciliation described above, support classification of all in situ material at the Indicated confidence level.
For the purposes of this PFS, the full Indicated Mineral Resource at TD03 and TD04 has been converted to Probable Mineral Reserve. The conversion is supported by the modifying factors set out in Section 12, including the confirmed processing route through the Nchanga TLP, the metallurgical recovery parameters established through test work and production reconciliation, the hydraulic sluicing and excavator mining method applicable to all material within the dam boundaries, and the economic analysis in Section 19. Measured classification, and therefore Proven Reserve status, has not been assigned, reflecting the absence of a closer-spaced infill drilling programme of sufficient density to meet Measured criteria; however, the QP considers the Indicated classification, and the resulting Probable Reserve conversion, to be appropriate and adequately supported for PFS-level disclosure.
No cut-off grade has been applied to TD03 or TD04. All material within the defined tailings dam boundaries is required to be processed; selective extraction on a grade basis is not practicable given the hydraulic sluicing recovery method and the relatively homogeneous grade distribution of the deposits.
| 11.3.5 | Mineral Resource uncertainty |
TD03 and TD04 are classified as Indicated Mineral Resource and have been converted to Probable Mineral Reserves. TD03 is in production and being mined by hydro sluicing.
| 11.3.6 | Mineral Resource estimate |
TD03 and TD04 are classified as Indicated Mineral Resources and have been fully converted to Probable Mineral Reserves. TD03 is currently in production, with tailings recovered by hydro sluicing and excavator. Table 11.7 presents the TD03 and TD04 Mineral Resources exclusive of Mineral Reserves. As the Mineral Resources have been fully converted, no Mineral Resources remain exclusive of Mineral Reserves.
Table 11.8 presents the Mineral Resources inclusive of Mineral Reserves for reference.
| Table 11.7 | Mineral Resource TD03 and TD04 (exclusive of Reserves) – 1 April 2026 |
| Tonnes | Total copper | Acid soluble copper | Total cobalt | |||||||
| Asset | Classification | Mt | TCu% | ASCu% | TCo% | |||||
| TD03 | Indicated | 0.0 | 0.0 | 0.0 | 0.0 | |||||
| TD04 | Indicated | 0.0 | 0.0 | 0.0 | 0.0 |
Notes:
| · | Mineral Resources are reported with an effective date of 1 April 2026. |
| · | Mineral Resources are reported exclusive of Mineral Reserves; Mineral Reserves are declared separately in Section 12. |
| · | Mineral Resources that are not Mineral Reserves do not have demonstrated economic viability. |
| · | Classification in accordance with S-K 1300. |
| · | No cut-off grade has been applied; TD03 and TD04 are tailings storage facilities reclaimed in their entirety, and conventional cut-off grade methodology is not applicable. |
| · | Point of reference: in situ material. |
| · | All Indicated Mineral Resources for TD03 and TD04 have been declared as Probable Mineral Reserves in Table 1.2 (Section 12). No Mineral Resources remain exclusive of Mineral Reserves for either deposit. |
| · | Processing route: Nchanga TLP → copper cathode. Metallurgical recovery — Nchanga TLP (ambient leach, TD03 and TD04 only): 74.8% Acid Soluble Copper (ASCu) recovery, equivalent to approximately 48.5% Total Copper (TCu) recovery to cathode. Cobalt is not recovered in the TLP electrowinning process; no cobalt revenue is attributed to TD03 or TD04 in the economic analysis. The Elevated Temperature Leach retrofit described in the companion Initial Assessment Technical Report Summary is not part of the Mineral Reserve scope. |
| · | Mineral Resources are 100% attributable to Konkola Copper Mines Plc. |
| · | Tonnage and grade are rounded; this may result in minor apparent computational discrepancies in totals. |
amcconsultants.com | 110 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 11.8 | Mineral Resource TD03 and TD04 (inclusive of Reserves) – 1 April 2026 |
| Tonnes | Total copper | Acid soluble copper | Total cobalt | |||||||
| Asset | Classification | Mt | TCu% | ASCu% | TCo% | |||||
| TD03 | Indicated | 2.8 | 0.8 | 0.6 | 0.01 | |||||
| TD04 | Indicated | 22 | 0.6 | 0.4 | 0.03 |
Notes:
| · | Mineral Resources are reported with an effective date of 1 April 2026. |
| · | Mineral Resources are reported inclusive of Mineral Reserves for reference, as permitted under S-K 1300. Mineral Reserves are declared separately in Table 1.2 (Section 12). |
| · | All Indicated Mineral Resources for TD03 and TD04 have been declared as Probable Mineral Reserves in Table 1.2; no Mineral Resources remain exclusive of Mineral Reserves for either deposit. |
| · | Mineral Resources that are not Mineral Reserves do not have demonstrated economic viability. |
| · | Classification in accordance with S-K 1300. |
| · | No cut-off grade has been applied; TD03 and TD04 are tailings storage facilities reclaimed in their entirety, and conventional cut-off grade methodology is not applicable. |
| · | Point of reference: in situ material. |
| · | Processing route: Nchanga TLP → copper cathode. Metallurgical recovery — Nchanga TLP (ambient leach, TD03 and TD04 only): 74.8% Acid Soluble Copper (ASCu) recovery, equivalent to approximately 48.5% Total Copper (TCu) recovery to cathode. Cobalt is not recovered in the TLP electrowinning process; no cobalt revenue is attributed to TD03 or TD04 in the economic analysis. The Elevated Temperature Leach retrofit described in the companion Initial Assessment Technical Report Summary is not part of the Mineral Reserve scope. |
| · | Mineral Resources are 100% attributable to Konkola Copper Mines Plc. |
| · | Tonnage and grade are rounded; this may result in minor apparent computational discrepancies in totals. |
| 11.4 | Qualified Person’s opinion |
It is the QP’s opinion that the Konkola Mineral Resource block models are representative of the informing data and that this data is of sufficient quality to support the Mineral Resource estimate to Measured, Indicated, and Inferred confidence levels.
It is the QP’s opinion that the TD03 and TD04 volume, tonnage and grade are representative of the informing data and that this data is of sufficient quality to support the Mineral Resource estimate to an Indicated confidence level.
amcconsultants.com | 111 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 12 | Mineral Reserve estimates |
This section presents the Mineral Reserve estimates for the KCM Integrated Operations material property covered by this PFS. The Mineral Reserves comprise the Konkola Mine and TD03 and TD04, which together form a single integrated production system as described in Section 1.2.
The Mineral Reserve estimates have been prepared in accordance with the U.S. Securities and Exchange Commission Regulation S-K 1300. Mineral Reserves represent the economically mineable parts of Measured and Indicated Mineral Resources after the application of modifying factors, including mine design, production scheduling, metallurgical recovery, and economic parameters. No Inferred Mineral Resources have been included in the Mineral Reserve estimates; any Inferred material within mine designs has been treated as waste and assigned zero grade. The Mineral Reserve estimates are based on a copper price assumption of US$9,000/t (US$4.08/lb.) for NSR cut-off determination and US$28,000/t (US$12.70/lb.) for cobalt. The economic analysis supporting the Mineral Reserve is based on P75 consensus copper price forecasts as detailed in Section 16. In the opinion of the QP, these price assumptions provide a reasonable basis for establishing the economic viability of the project and satisfy S-K 1300 requirements for commodity price disclosure.
A conservative copper price of US$9,000/t has been adopted for NSR cut-off grade determination to ensure that all material classified as Mineral Reserve remains economically viable under a range of plausible price scenarios, including prices below the consensus forecast. This approach provides a margin of safety in the classification of marginal material and reduces the risk of including blocks that would become uneconomic under lower-than-expected copper prices over the life of the operation. The P75 consensus price forecasts (US$11,101/t to US$12,793/t) applied in the economic analysis in Section 19 reflect the QP's assessment of expected market conditions for the purpose of estimating project revenue and evaluating economic viability. The use of a lower price for resource-to-reserve conversion relative to the price used for cash flow estimation is standard industry practice and is consistent with the principle that cut-off grade assumptions should be robust to commodity price downside, while economic analysis should reflect the most likely forward pricing environment. As noted in Section 11, the cut-off grades derived from the HoV® strategic optimisation were tested across a range of commodity price scenarios, and the mine plan remains valid under the P75 price assumptions used in the economic analysis.
This sub-section contains forward-looking information. The material factors that could cause actual results to differ materially from the estimates presented include any significant differences from the material factors or assumptions set forth herein, including geological and grade interpretations, commodity prices, mining dilution and recovery assumptions, and the continued ability to obtain required permits and maintain mineral tenure.
| 12.1 | Konkola Mine - Mineral Reserves |
| 12.1.1 | Scope of Mineral Reserves and relationship to companion IA TRS |
The Mineral Reserves declared in this Pre-Feasibility Study comprise Probable Mineral Reserves at the Konkola Mine, TD03, and TD04 only. The Measured and Indicated portion of TD05 (198 Mt - refer companion IA TRS Table 11.28) is reported as a Mineral Resource but has not been declared as a Mineral Reserve in this PFS.
The QPs consider that the engineering and economic definition required for TD05 Mineral Reserve declaration under S-K 1300 is below the PFS threshold at the effective date, principally because:
| · | the hydromining method, slurry transport, and TLP integration parameters specific to TD05 reclamation through the existing Nchanga TLP are at conceptual study level; |
| · | capital and operating cost estimates for the Nchanga TLP modifications required to accept TD05 feed have not been progressed to PFS confidence; |
| · | metallurgical test work on TD05 composite samples is ongoing. |
amcconsultants.com | 112 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
A prefeasibility-level study addressing these matters is identified in Section 23 as essential to support a future Mineral Reserve declaration for TD05. The QPs consider that conversion of TD05 Measured and Indicated Mineral Resources to Mineral Reserves is reasonably achievable subject to completion of that study and confirmation of economic viability under PFS-level technical and economic parameters; however, there is no certainty that such conversion will occur. Until that work is completed, the M&I Case in the companion IA TRS - which incorporates TD05 M&I via the existing Nchanga TLP and runs approximately 15 years - represents the QPs' assessment of the integrated economic potential at the M&I confidence level, and has a broader scope than the Mineral Reserve case presented in this PFS (approximately 11 years).
| 12.1.2 | Reserve classification and statement |
The defined Mineral Reserves for the Konkola Mine represent a portion of the total Mineral Resource, reflecting the current extent of drilling coverage, geotechnical and hydrogeological modelling, and mine design confidence required to support Mineral Reserve classification. Measured and Indicated Mineral Resources are approximately twenty three percent (23%) of the total Mineral Resource (exclusive of Mineral Reserves).
Mineral Reserve classification has been assigned in accordance with the underlying Mineral Resource category: Measured Mineral Resources have been converted to Proven Mineral Reserves, and Indicated Mineral Resources have been converted to Probable Mineral Reserves. Any Inferred Mineral Resources within the mine design have been treated as waste and assigned zero grade.
Ongoing mine planning is supported by short-term stope designs targeting areas of higher geological confidence. A phased drilling and data acquisition program is underway to improve geological confidence, address data quality gaps, and support future Mineral Reserve conversion in accordance with classification standards.
| Table 12.1 | Konkola Mineral Reserve estimate – 1 April 2026 |
|
Deposit |
Classification | Tonnes (Mt) |
TCu% | Cu (kt) | TCo% | Co (kt) | ||||||
| Konkola UG | Proven | 2.1 | 2.5 | 55 | 0.06 | 1.4 | ||||||
| Konkola UG | Probable | 27 | 2.9 | 784 | 0.06 | 15 | ||||||
| Konkola UG Total | Proven + Probable | 29 | 2.9 | 839 | 0.06 | 17 | ||||||
| TD03 Tailings Complex | Proven | − | − | − | − | − | ||||||
| TD03 Tailings Complex | Probable | 2.8 | 0.8 | 21.5 | − | − | ||||||
| TD04 Tailings Complex | Proven | − | − | − | − | − | ||||||
| TD04 Tailings Complex | Probable | 22 | 0.6 | 135 | − | − | ||||||
| Tailings Complex (Total) | Proven | − | − | − | − | − | ||||||
| Tailings Complex (Total) | Probable | 25 | 0.6 | 157 | − | − | ||||||
| Tailings Complex (Total) | Proven & Probable | 25 | 0.6 | 157 | − | − | ||||||
| KCM Total | Proven | 2.1 | 2.5 | 55 | 0.06 | 1.4 | ||||||
| KCM Total | Probable | 51 | 1.8 | 941 | 0.03 | 15 | ||||||
| KCM Total | Proven + Probable | 54 | 1.9 | 995 | 0.03 | 17 |
amcconsultants.com | 113 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Notes:
| · | Mineral Reserves are reported with an effective date of 1 April 2026. |
| · | Classification of Mineral Reserves is in accordance with S-K 1300. Mineral Reserves are derived from Measured and Indicated Mineral Resources by application of mining, processing, metallurgical, infrastructure, economic, marketing, legal, environmental, social, and governmental modifying factors. Inferred Mineral Resources are not included in Mineral Reserves; any Inferred material falling within mined shapes has been treated as zero grade waste. |
| · | Mineral Reserves are reported on a 100% basis as the Mineral Reserves of Konkola Copper Mines Plc; 100% attributable to KCM. |
| · | Tonnes and grade are diluted values. |
| · | Point of reference: ore delivered to processing plant (ROM stockpile). |
| · | NSR cut-off — Konkola Mine: US$50–125/t ROM, calculated using a copper price of US$9,000/t Cu (US$4.08/lb) and a cobalt price of US$28,000/t Co (US$12.70/lb). Cut-off range varies by mining area and reflects underground access cost and depth. |
| · | NSR cut-off — TD03 and TD04: No cut-off applied; all Mineral Resource as estimated is declared as Mineral Reserve (100% recovery of resource planned). |
| · | Metallurgical recovery — Konkola Mine: Concentrator 89.2% Cu, 60% Co; Smelter 98.1% Cu, 30% Co; Concentrate payable Cu 96.8%. Overall recovery from ROM to payable Cu: 86.4%; ROM to refined Co: 18.0%. Stage-by-stage recoveries detailed in Table 12.3. |
| · | Metallurgical recovery — Nchanga TLP (ambient leach, TD03 and TD04 only): 74.8% Acid Soluble Copper (ASCu) recovery, equivalent to approximately 48.5% Total Copper (TCu) recovery to cathode. Cobalt is not recovered in the TLP electrowinning process; no cobalt revenue is attributed to TD03 or TD04 in the economic analysis. The Elevated Temperature Leach retrofit described in the companion Initial Assessment Technical Report Summary is not part of the Mineral Reserve scope. |
| · | Processing route — Konkola Mine: Konkola Concentrator → Nchanga Smelter → Nkana Refinery. Processing route — TD03 and TD04: Nchanga TLP → copper cathode. |
| · | Mineral Reserves are reported using a copper price of US$9,000/t (US$4.08/lb) and a cobalt price of US$28,000/t (US$12.70/lb) for NSR cut-off grade determination. The economic analysis in Section 19 applies P75 consensus copper pricing of US$11,101/t to US$12,793/t over the production period. The lower NSR cut-off price provides a conservative reserve declaration boundary that holds under reasonable downside copper price scenarios; the higher P75 consensus pricing applied in the economic analysis represents the consensus market view over the production period. |
| · | Contained metal calculated from unrounded survey estimates: TD03 2.84 Mt at 0.75% TCu; TD04 21.68 Mt at 0.62% TCu (refer to Section 11.3 for full unrounded Resource figures). Rounding may cause apparent computational discrepancies in totals. |
| 12.2 | Key assumptions, parameters, and methods used |
The mine plan defining the Konkola Mine Mineral Reserve estimate has been constructed to reflect production from the Measured and Indicated Mineral Resources only, with any Inferred Mineral Resources included in the mine designs treated as waste (zero grade).
The underground operations are accessed by three vertical shafts, with primary access to the orebody via rail haulage levels and declines for mechanised machinery access closer to the orebody. Mining methods include:
| · | Development with jumbo drill rigs. |
| · | Longhole mining methods including Panel Stoping shallow dipping areas (<35° dip) and longhole open stoping (LHOS) mining method in steeper-dipping areas (>35° dip). |
| · | Planned mining activities include the use of paste fill as a backfill solution. |
The Mineral Reserve estimate has been generated through a detailed mine planning approach which includes individual stope designs, estimates of dilution and mining recovery, detailed scheduling, cost estimation and financial analysis.
The recovery of the TD03 and TD04 is planned to include the total recovery of the in situ material, leaving open land available for rehabilitation or another future use. The method comprises a combination of hydraulic mining and excavation of dry material with a loader and truck.
amcconsultants.com | 114 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 12.3 | Modifying factors |
| 12.3.1 | Dilution and mining recovery |
Mining recovery and dilution estimates at Konkola are based on AMC’s use of the ELOS method, which estimates undesired material loss or gain during stoping. ELOS values were derived from the modified Q’ stability assessment (Section 13.2) and applied as follows:
| · | Panel stopes: ELOS of 1.0 m in the hangingwall, translating to an average external dilution (unplanned overbreak) of 7.5%. |
| · | Longhole open stopes: ELOS of 0.5 m in the hangingwall and 0.5 m in the footwall, translating to an average external dilution (unplanned overbreak) of 9.4%. |
In addition to the ELOS unplanned dilution estimate, an allowance for additional dilution of 5% has been applied to account for operational dilution, such as, backfill contamination at stope contacts, and incorporation of waste floor material during mucking.
Table 12.2 presents the total mining dilution and recovery factors applied to convert in situ Mineral Resource tonnes and grades to run-of-mine production tonnes and grades for the declared Mineral Reserves.
| Table 12.2 | Mining dilution and recovery factors |
|
Mining method |
ELOS Dilution (Predicted Unplanned Dilution) (%) |
Unplanned Dilution (an allowance for dilution additional to ELOS (%) |
Total Dilution (%) |
Mining Recovery (%) |
Dilution Grade | |||||
| LHOS | 9.4%% | 5% | 15% | 90% | zero-grade / country rock | |||||
| Panel Stoping | 7.5%% | 5% | 13% | 90% | zero-grade / country rock | |||||
| Post Pillar Cut & Fill | 7.5% | 5% | 13% | 75% | Zero | |||||
| Ore Development | 0 | 0 | 0 | 100 | N/A | |||||
| Waste Development | 3 | 0 | 3 | 100 | N/A |
Recovery factors of 90% account for losses due to stope underbreak, failed mucking, or structural failure. For ore development, 100% recovery is assumed as the full excavation profile is processed. Waste development assumes 3% dilution from incidental material incorporated during excavation.
Between FY26/27 to FY29/30 Konkola will be transitioning from a post-pillar cut and fill mining method to a panel stoping method. During this period the recovery has been decreased to 75%.
| 12.3.2 | Cut-off value |
An NSR approach has been adopted for the Konkola Mine to determine the economic viability of mining each portion of the deposit. Rather than applying a traditional cut-off based solely on copper grade, an NSR value is assigned to each block in the Resource Block Model to reflect the estimated revenue that could be generated from both copper and cobalt.
This NSR-based approach provides a more comprehensive economic assessment of material, accounting for by-product contributions such as cobalt and enabling improved value recognition in polymetallic zones. The use of NSR cut-off values also supports better integration of operational constraints and financial assumptions into long-term planning.
As part of the Konkola strategy optimisation process, AMC applied the HoV® methodology to evaluate a range of mining scenarios and their respective NSR thresholds. This optimisation considered production targets, development sequencing, processing capacity, and shaft hoisting limits, resulting in zone-specific NSR cut-off values ranging from US$50/t ROM to US$125/t ROM, as summarised in Table 12.5.
amcconsultants.com | 115 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Key outcomes of the cut-off grade optimisation process include:
| · | Improved economic selectivity through the application of differentiated cut-off values based on orebody geometry, depth, and development access. |
| · | Incremental NPV uplift of approximately US$0.8 billion, achieved by targeting higher-margin zones and deferring or excluding lower-value material. |
| · | Trade-off analysis between NPV maximisation and copper-equivalent production, ensuring that the applied cut-off strategy does not sterilise significant tonnages of potentially economic material. |
| · | Operational alignment with production rates between 5 Mtpa and >6 Mtpa, constrained by available shaft capacity and concentrator throughput. |
The cut-off grade determination is supported by mine planning inputs and economic assumptions considered reasonable and appropriate by the QP. The selected NSR values reflect current and forecast metal prices, recovery rates, operating costs, and royalties. NSR calculation parameters reflect an effective date of 1 April 2026.
This methodology complies with S-K 1300 requirements by providing:
| · | Transparent disclosure of the economic basis for resource and reserve classification. |
| · | Consideration of reasonable prospects for economic extraction. |
| · | Integration of modifying factors including metallurgical recovery, infrastructure capacity, and financial performance. |
| 12.3.3 | Konkola NSR |
The NSR calculation for the Konkola Mine, processed through the Konkola Concentrator and smelted at the Nchanga Smelter, is determined using the formula set out in Section 11.2.2. The key input assumptions applied to each mining block are summarized in Table 12.3.
| Table 12.3 | Konkola NSR elements (average across mining blocks) |
Element Description |
Units of measure | Value | ||
| Long term price | ||||
| Copper | US$/tonne of refined Cu metal | 9,000 | ||
| US$/lb. of refined Cu metal | ||||
| Cobalt | US$/tonne of refined Co metal | 28,000 | ||
| US$/lb. of refined Co metal | ||||
| Net Recovery into Concentrate | ||||
| Copper | % | 89.2 | ||
| Cobalt | % | 60.0 | ||
| Recovery through Smelter | ||||
| Copper | % | 98.1 | ||
| Cobalt | % | 30.0 | ||
| Net recovery from ROM to Smelt | ||||
| Copper | % | 87.5 | ||
| Cobalt | % | 18.0 | ||
| Transport, Refining and Freight Costs | ||||
| Moisture content | % | 5.26 | ||
| Copper grade in concentrate | %Cu | 33 | ||
| Payable metal factor for Concentrate | % | 96.8 | ||
| Transport Cost of Concentrate to Smelter | US$/tonne of conc | 62.5 | ||
| Transport Cost per tonne of contained copper | US$/tonne of cont Cu Metal | 191.9 | ||
| Refining cost per Cu t in concentrate | US$/tonne Cu in Conc | 412.57 | ||
| Freight Cost | US$/dry tonne of concentrate | 170.00 | ||
| Payable Copper Penalty | US$/t recovered Smlt Copper | 279.50 | ||
| NET Achieved Price Copper (excludes royalty) | US$/tonne of Refined Cu Metal | 7,167 | ||
| NET Achieved Price Cobalt (excludes royalty) | US$/tonne of Refined Co Metal | 7,000 |
Notes: (1) Recovery of copper to concentrate in the NSR calculation is impacted by the ratio of AsCu% to TCu%. The recovery formula is outlined in Section 10.4.1. The average recovery for the Mineral Reserve is presented in Table 12.3.
amcconsultants.com | 116 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 12.3.4 | Royalty payments |
As a condition of the commercial and licensing agreement with the Government of Zambia, mining and processing production is subject to a royalty on copper (depending on the copper spot price). Mining and processing operations are also subject to 30% Corporate Income Tax, from which the royalty tax is deductible.
| Table 12.4 | Royalty charge relation to copper price |
|
Price range |
Rate (%) | Taxable amount | ||
| Less than US$4,000 per tonne | 4 | The first US$4,000 per tonne | ||
| Between US$4,001 and US$5,000 per tonne | 6.5 | The next US$1,000 per tonne | ||
| Between US$5,001 and US$7,000 per tonne | 8.5 | The next US$2,000 per tonne | ||
| US$7,001 per tonne or more | 10 | Balance |
| 12.3.5 | NSR cut-off value |
The NSR cut-off values applied to differentiate between economic ore and waste have been applied to mining blocks. These are shown in Table 12.5.
| Table 12.5 | NSR cut-off by mining block |
Mining block |
NSR cut-off value (US$/t) | |
| Konkola East | 125 | |
| Konkola Flats | 100 | |
| Konkola Extension | 100 | |
| Bancroft North | 85 | |
| Bancroft Central | 100 | |
| Bancroft Deeps | 100 | |
| Bancroft South | 50 |
| 12.4 | Mineral Reserve risk factors |
In the opinion of the QP, the Mineral Reserves are subject to the type of risks that are common to underground mining operations and may be materially affected by the following risk factors:
| · | Changes in realised metal prices from what was assumed. |
| · | Changes to the mining costs, processing and G&A costs used to calculate the cut-off grade. |
| · | Changes in local interpretation of mineralisation geometry or modelled continuity of mineralised zones. |
| · | Changes to geotechnical or hydrogeological design assumptions resulting in schedule delays, increased dilution, or reduced recoveries. |
| · | Changes to mining and metallurgical recoveries. |
| · | Changes in the long-term assumptions relating to product payability, marketability, and penalty terms. |
| · | Assumptions as to the continued ability to access the site, retain mineral tenure, obtain required environmental, mining, and other regulatory permits, and maintain a social license to operate. |
A structured drilling program to upgrade resource classification and extend known mineralisation is recommended in Section 23.1.1. The development programs required to deliver the Mineral Reserve mine plan are described in Section 13, and the associated capital expenditure is summarised in Section 18.3.
amcconsultants.com | 117 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13 | Mining methods |
| 13.1 | Cautionary statement regarding forward-looking information |
This section contains forward-looking information and forward-looking statements within the meaning of applicable securities legislation. Forward-looking statements in this section include, but are not limited to, statements regarding: planned mining methods and their expected performance; anticipated production rates, mine life, and development schedules; projected mining dilution and recovery factors; planned underground development, paste fill infrastructure, and ventilation systems; equipment fleet requirements and workforce plans; expected dewatering rates, pump infrastructure upgrades, and groundwater management; and geotechnical assumptions underpinning mine design.
Actual results may differ materially from those expressed or implied by such forward-looking statements due to risks and uncertainties including, but not limited to: variations in actual geotechnical conditions from those modelled; changes in groundwater inflow rates or failure to achieve projected dewatering capacity; delays in commissioning of the paste fill plant, 1,390 mL pump station, or ventilation shaft upgrades; contractor performance and equipment productivity below plan; unforeseen geological structures or ground conditions; changes in commodity prices affecting cut-off grades; and regulatory, labour, or supply chain disruptions. See Section 2 for a comprehensive discussion of risk factors.
| 13.2 | Mining method selection |
The Konkola Mine extracts ore from the Kirilabombwe anticline orebody, a stratiform copper-cobalt deposit hosted in the Ore Shale Unit of the Katangan Supergroup. The orebody extends approximately 12 km along strike with thickness ranging from 5 m to 13 m (average ~9 m) and dips between 35° and 70°. Mining commenced in 1957 with the commissioning of 1 Shaft, followed by 3 Shaft in 1963 and 4 Shaft in 2007.
Three underground mining methods have been evaluated for the Mineral Reserve mine plan at Konkola. The following considerations guided method selection:
| · | Orebody geometry: Narrow to moderate width (5–13 m), variable dip (35°–70°), and 12 km strike length. |
| · | Geotechnical conditions: Rock mass quality ranging from very poor (near faults) to good, with weak Unit A clay-altered ore shale at the hangingwall contact. |
| · | Structural complexity: Major regional faults, local fault series, bedding planes, and joint sets affecting stope geometry. |
| · | Groundwater: Very high inflows of ~350,000 m³/day requiring robust dewatering ahead of development. |
| · | Depth: Current mining depth extends from ~500 mL to ~1,100 mL, with planned extensions to ~1,430 mL, with the mL representing the meters below the surface collar location of shaft 4. |
| · | Backfill requirement: Ground stability at depth requires systematic backfilling of flatly dipping stope voids in panel stoping areas. No Backfill is planned for steeply dipping longhole open stopes (LHOS). The paste fill plant has a modular configuration and can be expanded if backfill is required in Bancroft as mining depth increases. |
| · | Existing infrastructure: Three production shafts (1, 3, and 4 Shaft) with established tramming, hoisting, and ventilation systems. |
| · | Contractor capability: Five experienced mining contractors (Hahne, Tauro, Opermin, Reliant, AAC) with established fleet and workforce. High speed development contractors / teams will be utilised in priority development areas (1390 pump station and critical Main Level Development (MLD)) |
amcconsultants.com | 118 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 13.1 | Mining method selection assessment |
|
Criterion |
LHOS | Panel stoping | PPCF (rejected) | |||
| Applicable dip range | 45°–70° (steeply dipping zones) | 35°–55° (flatter dipping zones) | 25°–45° (flat zones) | |||
| Production rate | High — mechanised drill & blast, large stope volumes | Moderate — panel progression with paste fill cycles | Low — labour-intensive cut-and-fill cycle | |||
| Ground support | Cable bolting and bolting in development drives. | Post pillars replaced by paste fill; HW Cable bolt support to increase the effect span | Post pillars with cemented backfill; labour-intensive | |||
| Backfill | Paste fill not required | Paste fill required | Cemented rock fill or hydraulic fill | |||
| External Dilution | 9.4% (0.5 m HW + 0.5 m FW ELOS) + 5% additional operational dilution |
7.5% (1.0 m HW ELOS) + 5% additional operational dilution |
5–8% (controlled cut geometry) | |||
| Internal waste dilution | 17.1% | 16.3% | 20% | |||
| Recovery | 90% | 90% | 75% | |||
| Selection status |
PRIMARY METHOD Adopted for all steeply dipping zones |
SECONDARY METHOD Adopted for flatter zones (replaces PPCF) |
REJECTED Low recovery, low productivity, high waste to ore development ration, high unit cost, does not support target production rates |
Source: AMC, 2026.
LHOS was selected as the primary method for all steeply dipping zones (Konkola East, Konkola Extension, Bancroft North through Bancroft Deeps) based on its ability to achieve the target production rate of ~4 Mtpa ore from Konkola Mine using mechanized drill and blast with Sandvik equipment. Panel stoping with paste fill was selected for the flatter-dipping Konkola Flats area as a direct replacement for the historical PPCF method, offering higher productivity and better compatibility with the planned paste fill system. PPCF was rejected due to its low resource recovery, high waste to ore development ratio, low production rate, high labour intensity, and inability to sustain the target ore throughput.
The external and internal dilution figures for LHOS and Pannel stoping areas are based on PFS accuracy stope design shapes, and the dilution factors presented have been calculated based on stopes generated using the Datamine stope optimiser tool combined with operational dilution incorporated into the Deswik schedule file.
ELOS (equivalent linear overbreak slough) is a method were overbreak is incorporated into the stope designs to ensure accurate estimation of overbreak (external dilution) factors. The numbers presented in Table 13.1 represent a global average for all LHOS and panel stopes designed and scheduled.
amcconsultants.com | 119 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Table 13.2 presents the zone-by-zone mining method assignments.
| Table 13.2 | Mining method assignment by zone |
|
Mining zone |
Mining method | Key characteristics | Backfill | |||
| Konkola East | Hybrid Panel Stoping / LHOS | Moderate dip; good rock quality in upper levels. Established mining area with known ground conditions. | Paste fill | |||
| Konkola Flats | Panel Stoping | Low dip (35°–45°); laterally extensive. Transition from PPCF to panel stoping with paste fill. Centralized loading area. | Paste fill | |||
| Konkola Extension | Hybrid Panel Stoping / LHOS | Currently mined using hybrid method; transitioning to LHOS as depth increases. Structural complexity at depth with minor folding and drag structures. | Paste fill in Pannel Stopes, but not in LHOS areas | |||
| Bancroft North | LHOS (Blind Uphole Stoping) | Steeply dipping; increasing structural complexity at depth. Blind LHOS without paste fill. | No Paste fill | |||
| Bancroft Central | LHOS (Blind Uphole Stoping) | Steeply diping with structural complexity at depth. Blind LHOS without paste fill. | No Paste fill | |||
| Bancroft South | LHOS (Blind Uphole Stoping) | Steepest orebody dip zone; high-grade target accessed via 4 Shaft. | No Paste fill | |||
| Bancroft Deeps | LHOS (Blind Uphole Stoping) | Deepest mineralised zone and high-grade target. 4 Shaft access. Blind LHOS without paste fill. | No Paste fill |
Source: AMC, 2026.
| Figure 13.1 | Final mine outline map - plan view showing mining zone boundaries & key infrastructure |
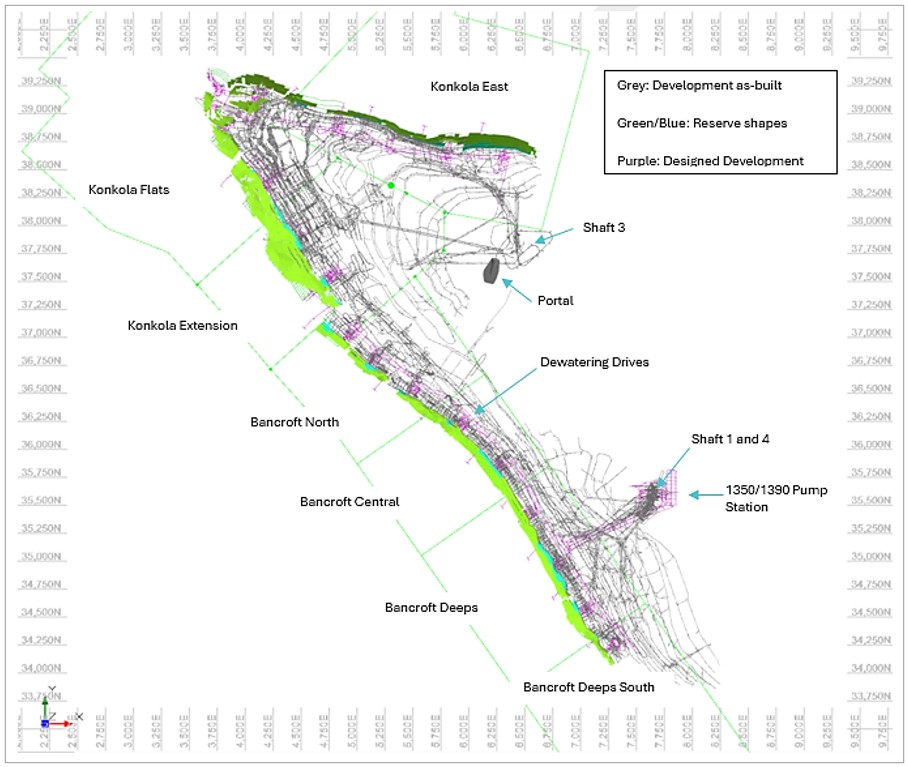
amcconsultants.com | 120 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.3 | Geotechnical models and parameters |
| 13.3.1 | Rock mass classification |
Two classification systems were used to assess the rock mass conditions and to develop design parameters:
| · | Q-system (Barton et al., 1974): Applied to assess rock mass conditions in development. This system incorporates RQD, joint characteristics, water inflow, and stress reduction to classify rock mass quality to enable ground support type recommendations. |
| · | Modified Q’ system (Matthews et al., 1981; Potvin, 1988): Used for evaluating stope stability. This system omits water and stress terms to focus on joint-controlled stability some 10 m either side of the orebody in the hangingwall and footwall, for an assessment of stable stope dimension and an estimate for the potential of unplanned overbreak (ELOS). |
| 13.3.2 | Geotechnical domains |
The orientation of the orebody and associated mining areas are aligned with the dip of mineralisation and ground conditions. The orebody dips between 35° and 70°, with average thickness of 9 m. Konkola East and Flats orebody dips are relatively shallow with ground conditions ranging from fair to good, with localized poor-quality zones typically associated with weaker lithologies such as Unit A. The overall rock mass is competent with manageable stress levels. Ground support requirements are largely influenced by lithological variability and structural intersections. Stope stability will be influenced by the span of the relatively shallow dipping hangingwall.
The orebody steepens from Konkola Extension through the Bancroft zones. The deeper areas show greater variability in rock mass quality, ranging from very poor, particularly near faulted zones, to good. Increased stress magnitudes, rock mass relaxation, and plastic strain zones are evident at depth, especially in the hangingwall where structures intersect weaker units (e.g., Unit A and ore shale). These zones are more prone to deformation and overbreak, necessitating more robust support designs, particularly in development headings and stope hangingwalls.
Primary lithology units include:
| · | Hangingwall quartzite: Generally competent; sequence of siltstones, sandstones, and shales, with interbedded dolomite and gabbro intrusions, localised weak zones at the contact with the ore shale, occasionally where Unit A is present. |
| · | Ore Shale Units A–E: Variable siltstone unit with five subunits (A to E), with mechanical behaviour closely tied to dip and composition. Unit A is the weakest unit, clay-altered, that behaves like a shear surface, correlating with poor ground and higher dilution potential. Thickness increases with orebody dip; Units B–E show improved rock strength, with Unit B being the most massive and competent. Unit D is gradational with carbonate bands, while Unit E marks the orebody top and progressively thickens. |
| · | Footwall quartzite: Generally competent quartzite; supports much of the mine’s infrastructure and comprises conglomerates, sandstones, and aquifer-hosting formations local weakness at lithological contacts. |
The mining areas and geotechnical domains are presented in the following zones outlined in Table 13.3 and Table 13.4. Figure 13.2 shows the locations of the geotechnical domains in relation to mine infrastructure. These were assessed independently from available geotechnical mapping data to determine ground conditions and support requirements.
amcconsultants.com | 121 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.2 | Plan view map of the Konkola Mine showing the geotechnical domains |
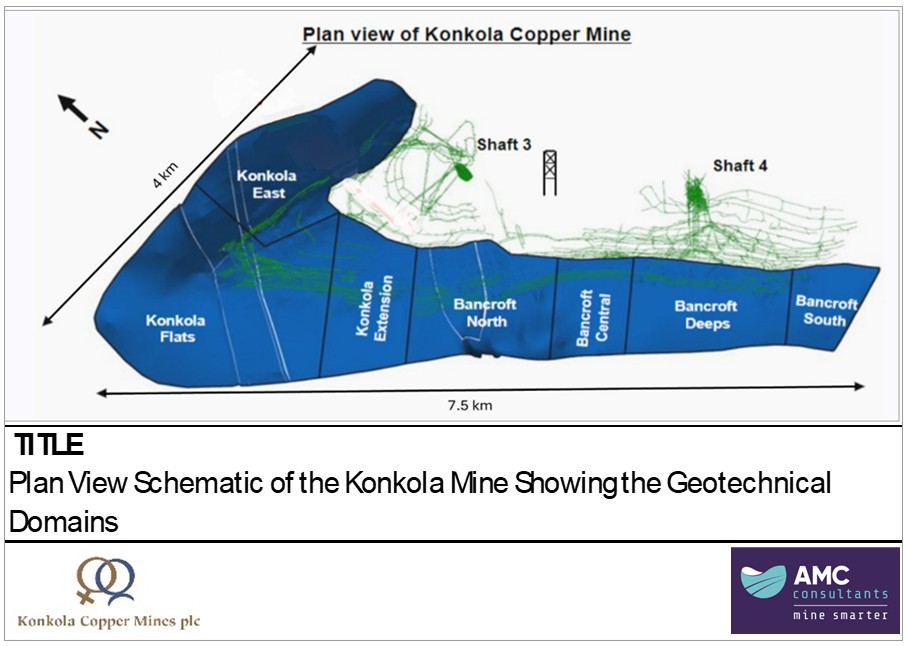
Source: AMC, 2026.
amcconsultants.com | 122 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 13.3 | KCM Shaft 3 summary of rock mass properties |
| Area | Zone (mW) | Rock mass properties | Hangingwall quartzite | Ore shale | Unit A | Footwall | Mining method |
|
KONKOLA EAST Average orebody dip is 57° from 800 mRL to 600 mRL Average ore body dip is 25° <600 mRL |
2,200 | RQD | 52 | 81.2 | 0 | 68 |
Shallow dip (below 30°) uphole panel stoping Steep dip (above 45°) LHOS |
| RMR | 67.5 | 58 | 4 | 59 | |||
| Q | 13.6 | 5.0 | 0.02 | 5.6 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Flowing | Flowing | Flowing | Flowing | |||
| Stress state | Low | Low | Low | Low | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair | |||
| 1,800 | RQD | 80 | 24 | 0 | 31 | ||
| RMR | 60 | 57.5 | 4 | 50 | |||
| Q | 6.20 | 4.80 | 0.02 | 2.12 | |||
| Q' | 32.5 | 5.2 | 2.1 | 4.0 | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Flowing | Flowing | Flowing | Flowing | |||
| Stress state | Low | Low | Low | Low | |||
| Rockmass characterisation | Fair | Fair | Poor | Poor | |||
| 1,400 | RQD | 62 | 21 | 0 | 65 | ||
| RMR | 67.5 | 60 | 4 | 50 | |||
| Q | 13.9 | 6.2 | 0 | 2.1 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Flowing | Flowing | Flowing | Flowing | |||
| Stress state | Low | Low | Low | Low | |||
| Rockmass characterisation | Good | Fair | Very poor | poor | |||
| 1,000 | RQD | 72 | 43 | 0 | 60.5 | ||
| RMR | 69 | 64 | 12 | 65.5 | |||
| Q | 16.4 | 9.6 | 0 | 11.2 | |||
| Q' | 11.5 | 2.7 | 0 | 3.8 - 10.6 | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Flowing | wet | wet | wet | |||
| Stress state | Low | Low | Low | Low | |||
| Rockmass characterisation | Good | Fair | Very poor | Poor to good | |||
| 600 | RQD | 61 | 43 | 0 | 51 | ||
| RMR | 64.5 | 56 | 12 | 64 | |||
| Q | 10.1 | 4 | 0 | 9.6 | |||
| Q' | 8.4 | 2.3 | 0 | 3.2 – 8.4 | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Flowing | Flowing | Flowing | Flowing | |||
| Stress state | Low | Low | Low | Low | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair | |||
| 200 | RQD | 61 | 43 | 0 | 51 | ||
| RMR | 64.5 | 56 | 12 | 64 | |||
| Q | 10.1 | 4 | 0 | 9.6 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Flowing | Flowing | Flowing | Flowing | |||
| Stress state | Low | Low | Low | Low | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair |
amcconsultants.com | 123 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Zone (mW) | Rock mass properties | Hangingwall quartzite | Ore shale | Unit A | Footwall | Mining method |
|
KONKOLA EXTENSION Average ore body dip is 30° |
3,200 | RQD | 68 | 47.5 | 21 | 56 | Shallow dip (below 30°) Uphole panel stoping |
| RMR | 67.5 | 56.5 | 5 | 64 | |||
| Q | 13.9 | 4.3 | 0 | 9.6 | |||
| Q' | 11.1 | 3.5 | 0 | 2.4 | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Damp / wet | Damp | Damp | Damp | |||
| Stress state | Moderate to high | Moderate to high | Moderate to high | Moderate to high | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair | |||
| 3,600 | RQD | 86.5 | 66.5 | 0 | 72.5 | ||
| RMR | 60 | 57.5 | 7.5 | 54.5 | |||
| Q | 6.2 | 4.8 | 0 | 3.4 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Damp / wet | Damp | Damp | Damp | |||
| Stress state | Low | Low to moderate | Low | Low | |||
| Rockmass characterisation | Fair | Fair | Very poor | Poor | |||
|
KONKOLA FLATS Average ore body dip is 30° (400 mRL to 600 mRL) Average ore body dip is 20° (<400 mRL) |
4,200 | RQD | 62 | 73.2 | 0 | 63 | Shallow dip (below 30°) Uphole panel stoping |
| RMR | 60 | 60 | 9.5 | 62.5 | |||
| Q | 6.2 | 6.2 | 0 | 8.1 | |||
| Q' | 11.1 | 3.8 | 0 | 14.6 | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Damp | Damp | Damp | Damp | |||
| Stress state | Low | Low | Low | Low | |||
| Rockmass characterisation | Fair | Fair | Very poor | Fair | |||
| 4,800 | RQD | 45 | 57 | 0.2 | - | ||
| RMR | 59 | 53 | 9.5 | 62 | |||
| Q | 5.6 | 2.9 | 0 | 7.7 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Wet / flowing | wet | wet | Wet | |||
| Stress state | Low to moderate | Low | Low | Low | |||
| Rockmass characterisation | Fair | Poor | Very poor | Fair | |||
| 2,520 | RQD | 50 | 85.5 | 0 | 70 | ||
| RMR | 53.5 | 47.5 | 12 | 64 | |||
| Q | 3.1 | 1.6 | 0 | 9.6 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >250 | >200 | 12.5 | >200 | |||
| Ground water | Flowing | wet | wet | Wet | |||
| Stress state | Low To moderate | Moderate to high | Moderate to high | Low to moderate | |||
| Rockmass characterisation | Poor | Poor | Very poor | Fair |
amcconsultants.com | 124 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 13.4 | KCM Shaft 4 summary of rock mass properties |
| Area | Zone | Rock mass properties | Hangingwall Q | Ore shale | Unit A | Footwall | Mining method |
|
BANCROFT NORTH (2,475 mN) Average ore body dip is 41° (600 mRL to 400 mRL) Average ore body dip is 48° (<400 mRL) |
2,250 mN – 2,300 mN | RQD | 90 | 80 | 20 | 85 | LHOS |
| RMR | 69 | 55.5 | 17.5 | 63.5 | |||
| Q | 16.4 | 3.8 | 0.1 | 9.1 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 150 | 150 | 150 | 165 | |||
| Joint Orientation | Unfavourable | Fair | Unfavourable | Unfavourable | |||
| Ground water | Damp | Damp | Dry | Damp / wet / drip / flow | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Good | Poor | Very poor | Fair | |||
| 2,300 mN – 2,330 mN | RQD | 90 | 80 | 20 | 85 | ||
| RMR | 69 | 60 | 17.5 | 63.5 | |||
| Q | 16.4 | 6.2 | 0.1 | 9.1 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 150 | 150 | 150 | 165 | |||
| Joint Orientation | Unfavourable | Fair | Unfavourable | Unfavourable | |||
| Ground water | Damp / wet | Damp / wet | Dry | Damp / wet | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair | |||
| 2,330 mN – 2,450 mN | RQD | 87 | - | 20 | 75 | ||
| RMR | 76 | 59 | 17.5 | 63.5 | |||
| Q | 34.8 | 5.6 | 0.1 | 9.1 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 150 | 150 | 150 | 165 | |||
| Joint Orientation | Very favorable | Fair | Unfavourable | Fair | |||
| Ground water | Damp | Damp | Dry | Wet | |||
| Stress state | Medium | Medium | Medium | Low to moderate | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair | |||
| 2,450 mN – 2,650 mN | RQD | 70 | 60 | 10 | 65 | ||
| RMR | 76 | 57.5 | 17.5 | 60 | |||
| Q | 34.8 | 4.8 | 0.1 | 6.2 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 150 | 150 | 150 | 150 | |||
| Joint Orientation | Very favorable | Fair | Unfavourable | Fair | |||
| Ground water | Damp | Dry | Dry | Wet | |||
| Stress state | High | Medium | Medium | Low to moderate | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair | |||
| 2,650 mN – Fault Zone | RQD | 70 | 60 | 10 | 65 | ||
| RMR | 62.5 | 35.5 | 12 | 56 | |||
| Q | 8.1 | 0.4 | 0 | 4 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 150 | 100 | 2 | 129 | |||
| Joint Orientation | Unfavourable | Unfavourable | Very unfavourable | - | |||
| Ground water | Dry | Dry | Dry | - | |||
| Stress state | High | Medium | High | - | |||
| Rockmass characterisation | Fair | Very poor | Very poor | Fair |
amcconsultants.com | 125 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Zone | Rock mass properties | Hangingwall Q | Ore shale | Unit A | Footwall | Mining method |
|
BANCCROFT NORTH (2,120) Average ore body dip is 48° (600 mRl to 300 mRL) Average ore body dip is 65° (<300 mRL) |
1,870 mN – 2,050 mN | RQD | 100 | 100 | 0 | 100 | LHOS |
| RMR | 85 | 79 | 30 | 68 | |||
| Q | 91.5 | 48 | 0.2 | 14.7 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >200 | >200 | 100 | 175 | |||
| Joint Orientation | Favorable | Very favorable | Very favorable | Fair / Unfavourable | |||
| Ground water | Damp | Damp | Damp | Damp / wet / drip / flow | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Very good | Very good | Very poor | Good | |||
| 2,050 mN – 2,150 mN | RQD | 87 | 90 | 0 | - | ||
| RMR | 74.5 | 56 | 23 | 63 | |||
| Q | 29.6 | 4 | 0.4 | 8.6 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 150 | 100 | 0 | 150 | |||
| Joint Orientation | Unfavourable | Fair / Very unfavourable | Fair | Unfavourable | |||
| Ground water | Wet | Wet | Wet | Wet | |||
| Stress state | Medium | High | Medium | Medium | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair | |||
| 2,150 mN – 2,200 mN – Fault Zone | RQD | 100 | 82.5 | 0 | 100 | ||
| RMR | 67 | 55.5 | 16 | - | |||
| Q | 13.2 | 3.8 | 0.1 | - | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 150 | 87.5 | 0 | 125 | |||
| Joint Orientation | Fair | Fair / Very unfavourable | Very unfavourable | Fair | |||
| Ground water | Wet | Damp / wet | Damp | Flowing | |||
| Stress state | High | High | Low | Medium | |||
| Rockmass characterisation | Good | Poor | Very poor | - | |||
| 2,200 mN – 2,250 mN | RQD | 100 | 100 | 10 | 70 | ||
| RMR | 67 | 61 | 17.5 | 63 | |||
| Q | 13.2 | 6.9 | 0.1 | 8.6 | |||
| Q' | - | 19 | - | - | |||
| Intact rock strength (MPa) | 150 | >200 | 150 | 100 | |||
| Joint Orientation | Fair | Unfavourable | Very unfavourable | Unfavourable | |||
| Ground water | Wet | Wet | Damp / wet | Damp / wet / drip / flow | |||
| Stress state | High | High | Low | Medium | |||
| Rockmass characterisation | Good | Fair | Very poor | Fair |
amcconsultants.com | 126 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Zone | Rock mass properties | Hangingwall Q | Ore shale | Unit A | Footwall | Mining method |
|
BANCROFT NORTH (1,700 mN) Average ore body dip is 48° (600 mRl to 300 mRL) Average ore body dip is 65° (<300 mRL) |
1,500 mN – 1,600 mN | RQD | - | - | - | - | LHOS |
| RMR | 66.5 | 65.5 | 23.5 | 61.5 | |||
| Q | 12.5 | 11.2 | 0.1 | 7.3 | |||
| Q' | - | >424 | - | - | |||
| Intact rock strength (MPa) | 200 | 150 | 3 | 143 | |||
| Joint Orientation | Unfavourable | Very unfavourable | Very unfavourable | - | |||
| Ground water | Dry | Dry | Dry | Wet | |||
| Stress state | High | High | Low | Low to moderate | |||
| Rockmass characterisation | Good | Good | Very poor | Fair | |||
| 1,600 mN – 1,700 mN | RQD | 90 | 100 | 0 | 100 | ||
| RMR | 74 | 79 | 30 | 68 | |||
| Q | 28 | 48 | 0.2 | 14.7 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >200 | >200 | 100 | 175 | |||
| Joint Orientation | Favorable | Very favorable | Very unfavourable | Fair / Unfavourable | |||
| Ground water | Damp | Damp | Damp | Damp / wet / drip / flow | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Good | Very good | Very poor | Good | |||
| 1,700 mN – 1,800 mN | RQD | 90 | 100 | 0 | 100 | ||
| RMR | 74 | 79 | 30 | 68 | |||
| Q | 28 | 48 | 0.2 | 14.7 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >200 | >200 | 100 | 175 | |||
| Joint Orientation | Favorable | Very favorable | Very unfavourable | Fair / Unfavourable | |||
| Ground water | Damp | Damp | Damp | Damp / wet / drip / flow | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Good | Very good | Very poor | Good | |||
| 1,800 mN – 1,870 mN | RQD | 90 | 100 | 0 | 100 | ||
| RMR | 74 | 79 | 30 | 68 | |||
| Q | 28 | 48 | 0.2 | 14.7 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | >200 | >200 | 100 | 175 | |||
| Joint Orientation | Favorable | Very favorable | Very unfavourable | Fair / unfavourable | |||
| Ground water | Damp | Damp | Damp | Damp / wet / drip / flow | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Good | Very good | Very poor | Good |
amcconsultants.com | 127 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Zone | Rock mass properties | Hangingwall Q | Ore shale | Unit A | Footwall | Mining method |
|
BANCROFT NORTH (2,800 mN) Average orebody dip is 44° (600 mRL – 400 mRL) Average orebody is dip 67° (<400 mRL) |
2,640 mN – Fault zone | RQD | 70 | 80 | 12.5 | 80 | LHOS |
| RMR | 62.5 | 35.5 | 12 | 56 | |||
| Q | 8.1 | 0.4 | 0 | 4 | |||
| Q' | - | - | 0 | - | |||
| Intact rock strength (MPa) | 150 | 150 | 2 | 129 | |||
| Joint Orientation | Unfavourable | Unfavourable | Unfavourable | Fair | |||
| Ground water | Dry | Dry | Dry | Wet | |||
| Stress state | High | High | High | Medium | |||
| Rockmass characterisation | Fair | Very poor | Very poor | Fair | |||
| 2,640 mN – 2,700 mN | RQD | 69.5 | 66 | 0 | 75 | ||
| RMR | 73 | 66.5 | 24 | 56 | |||
| Q | 25 | 12.5 | 0.1 | 4 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 220 | 200 | 2 | 150 | |||
| Joint Orientation | Fair | Very unfavourable | - | Unfavourable | |||
| Ground water | Dry | Dry | Dry | Dry | |||
| Stress state | - | Medium / High | High | Medium | |||
| Rockmass characterisation | Good | Good | Very poor | Fair | |||
| 2,700 mN – 2,800 mN | RQD | 69.5 | 85 | - | - | ||
| RMR | 73 | 6.5 | 24 | 50 | |||
| Q | 25 | 6.5 | 0.1 | 2 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (MPa) | 220 | 150 | 2 | 175 | |||
| Joint Orientation | Fair | Fair / Unfavorable | Unfavorable | Unfavorable | |||
| Ground water | Dry | Dry | Dry | Dry | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Good | Fair | Very poor | Poor | |||
| 2,800 mN – 2,900 mN | RQD | 90 | 85 | 0 | 70 | ||
| RMR | 63 | 58 | 24 | 60 | |||
| Q | 8.6 | 5 | 0.1 | 6 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (Mpa) | 150 | - | 2 | 150 | |||
| Joint Orientation | Unfavorable | Unfavorable | Unfavorable | Unfavorable | |||
| Ground water | Dry / damp | Dry | Dry | Dry | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Fair | Fair | Very poor | Fair | |||
| 2,900 mN – 3,000 mN | RQD | 90 | 82.5 | 0 | 82.5 | ||
| RMR | 63 | 64.5 | 24 | 58 | |||
| Q | 8.6 | 10 | 0.1 | 5 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (Mpa) | 150 | 150 | 2 | 160 | |||
| Joint Orientation | Unfavorable | Unfavorable | Very unfavorable | Unfavorable | |||
| Ground water | Dry / Damp | Dry | Dry | Dry | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Fair | Fair | Very poor | Fair |
amcconsultants.com | 128 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Zone | Rock mass properties | Hangingwall Q | Ore shale | Unit A | Footwall | Mining method |
|
BANCROFT CENTRAL (920 mN and 1,220 mN) Average orebody dip is 61° |
700 mN – 1,100 mN | RQD | 25 | - | - | - | LHOS |
| RMR | 59.5 | 56 | 28 | 68 | |||
| Q | 5.9 | 4 | 0.2 | 14.7 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (Mpa) | 150 | 150 | 2.5 | >200 | |||
| Joint Orientation | Fair / unfavorable | Fair / unfavorable | Very unfavorable | Unfavorable | |||
| Ground water | Dry / damp | Damp / wet | Dry | Wet | |||
| Stress state | High | High | Low | Medium | |||
| Rockmass characterisation | Fair | Fair | Very poor | Good | |||
| 1,100 mN – 1,500 mN | RQD | 78 | 100 | 35 | - | ||
| RMR | 66.5 | 65.5 | 28.5 | 61.5 | |||
| Q | 12.5 | 11.2 | 0.2 | 7.3 | |||
| Q' | - | >424 | - | - | |||
| Intact rock strength (Mpa) | 200 | 150 | 3 | 193 | |||
| Joint Orientation | Unfavorable | Very unfavorable | Very unfavorable | Unfavorable | |||
| Ground water | Dry | Dry | Dry | Dry | |||
| Stress state | High | High | Low | Low to moderate | |||
| Rockmass characterisation | Good | Good | Very poor | Fair | |||
|
BANCROFT DEEPS (700 mN – 1,000 mS) Average orebody dip is 54° |
500 mN – 700 mN | RQD | 85 | 100 | 35 | 90 | LHOS |
| RMR | 52.5 | 65.5 | 23.5 | 56 | |||
| Q | 2.8 | 11 | 0.1 | 4 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (Mpa) | 150 | 150 | 3 | 152 | |||
| Joint Orientation | Fair / Unfavorable | Very unfavorable | Very unfavorable | Unfavorable | |||
| Ground water | Dry / Damp | Dry | Dry | Dry | |||
| Stress state | High | High | Low | Medium | |||
| Rockmass characterisation | Poor | Good | Very poor | Fair | |||
| 200 mN – 500 mN | RQD | 85 | 80 | 38 | 80 | ||
| RMR | 85 | 74.5 | 39 | 69.5 | |||
| Q | 91.5 | 29.6 | 0.7 | 17.3 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (Mpa) | >200 | >250 | 50 | 200 | |||
| Joint Orientation | Very unfavorable | Very unfavorable | Very unfavorable | Very unfavorable | |||
| Ground water | Dry | Dry | Dry | Dry | |||
| Stress state | Very high (seismicity) | Very high (seismicity) | Very high (seismicity) | Very high (seismicity) | |||
| Rockmass characterisation | Very good | Good | Very poor | Good | |||
| 200 mS – 200 mN | RQD | 100 | 85 | 33 | 80 | ||
| RMR | 57.5 | 41 | 7 | 69 | |||
| Q | 4.8 | 0.8 | 0.02 | 16.4 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (Mpa) | 200 | 40-150 | 5 | 150 | |||
| Joint Orientation | Unfavorable | Unfavorable | Unfavorable | Unfavorable | |||
| Ground water | Wet | Wet | Wet | Wet | |||
| Stress state | Medium | Medium | Medium | Medium | |||
| Rockmass characterisation | Fair | Very poor | Very poor | Good | |||
| 200 mS – 600 mS | RQD | 24 | 65 | 33 | 57.5 | ||
| RMR | 67 | 66 | 7 | 52 | |||
| Q | 13.2 | 11.9 | 0.02 | 2.6 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (Mpa) | 150 | 150 | 5 | 150 | |||
| Joint Orientation | Unfavorable | Unfavorable | Unfavorable | Unfavorable | |||
| Ground water | Wet | Wet | Wet | Wet | |||
| Stress state | Low | High | Medium | Medium | |||
| Rockmass characterisation | Good | Good | Very poor | Poor |
amcconsultants.com | 129 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Zone | Rock mass properties | Hangingwall Q | Ore shale | Unit A | Footwall | Mining method |
| 600 mS – 1,000 mS | RQD | 60 | 70 | 12.5 | 60 | ||
| RMR | 65 | 47 | 3.5 | 45 | |||
| Q | 10.7 | 1.5 | 0.01 | 1.2 | |||
| Q' | - | - | - | - | |||
| Intact rock strength (Mpa) | 150 | 100 | 0 - 5 | 130 | |||
| Joint Orientation | Unfavorable | Unfavorable | Unfavorable | Unfavorable | |||
| Ground water | Wet | Wet | Wet | Wet | |||
| Stress state | Medium | Medium | Low | Medium | |||
| Rockmass characterisation | Good | Poor | Very poor | Poor |
| 13.3.3 | Structural geology |
The structural framework of Konkola Underground is influenced by major regional faults, a fault series local to the mine working, and the associated minor structural features, including bedding planes and joint sets. These structures influence rock mass behaviour, stress redistribution, and excavation stability. Stress and strain numerical modelling analyses conducted by AMC, 2025 indicate that some relaxation and overbreak could be expected in locations intersected by faults.
Fault intersections with development and stopes lead to localised rock mass damage that might require heavier ground support for development or allowance for increased dilution for any affected stopes. Furthermore, experience at other projects indicates that the interactions between faults and stope excavations needs to be carefully considered in the mine plan and extraction sequence. Avoiding contemporaneous stope extraction on major structures and careful adherence to the sequence is advised as stoping progresses.
| 13.3.4 | Geotechnical considerations for mining |
Geotechnical considerations for mining include:
| · | Stope stability and design: Stope stability was assessed using the empirical modified stability graph method (Potvin, 1988; Villaescusa, 2014), supported by the Q′ system and stability modifiers for stress, jointing, and gravity. Stope designs were developed for varying orebody dips (25°, 55°, 70°), with analysis indicating generally stable conditions across most areas. Crown and hangingwall stability are improved with paste backfill and cable bolting, particularly in flatter-dipping zones controlled by the hangingwall span and strike length. Tactical pillar placement may be required near major structures. Cable bolting of the HW in the pannel stopes is planned will increase the effective stable span. |
| · | Pannel stopes are to be mined and backfilled sequentially, forming sill pillars where required. Site-specific reassessment is recommended during short-term planning using updated structural and mapping data. Cable bolt support will be required in zones of variable ground or low dip. |
| · | No paste fill is currently planned in the steeply dipping zones where long hole open stoping will be applied. In these areas stopes will be extract in a top down sequence with sill and rib pillars left as required. There is an option to expand the pastefill plant in the future to enable filling of stopes within Bancroft if required from a mining recovery or safety perspective. |
| · | Stope dilution estimation: Dilution was evaluated using the ELOS method (Clark & Pakalnis, 1997). In fair ground, ELOS estimates are low, typically 0.5–1.0 m. Increased overbreak may occur in the Extension and Bancroft North areas, or where stopes intersect major structures. Drill and blast designs should be adjusted to limit overbreak near persistent structures. In flatter dipping areas stope support is likely to be required in the hangingwall to enable mineable stope strike lengths. |
amcconsultants.com | 130 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| · | Infrastructure placement: Major infrastructure, including declines, should be placed in competent footwall quartzite, maintaining a standoff of at least 20 m from major faults. Alignment should minimise intersections with faults or aquifers. Raise bore assessments are recommended for ore passes and shafts in jointed or near-surface ground. |
| · | Crown pillar and subsidence risk: Crown pillar designs consider dynamic loading, structural influence, and blasting effects. Ongoing monitoring and review of open stopes and paste backfill are advised to maintain stability. |
Historic shallow mining has resulted in surface subsidence. KCM manages these risks through its Subsidence and Sinkhole Management Plan (2022), aligned with Zambian regulations. AMC recommends satellite-based monitoring for regional subsidence linked to dewatering.
| 13.3.5 | Ground support and numerical modelling |
Ground support requirements at Konkola were assessed using the Q-system and wedge analysis methods. Indicative support designs were developed for decline, level access, and ore drive dimensions under varying ground conditions. The assessment confirmed that current support standards are broadly appropriate, though cable bolting is required in areas of poor ground quality, especially where fault zones or weak units such as Unit A are encountered.
Unwedge modelling identified structurally controlled wedge failures as a potential hazard in certain development orientations. Intersection stability can be achieved with double-strand cable bolts, though high-stress areas and wide spans may require increased support or intersection redesign. Avoiding 4-way intersections at depth is advised to reduce instability risks.
Numerical modelling using FLAC3D was completed for both shallow and steeply dipping stoping zones. Results highlight stress relaxation and strain concentration around stope walls, with hangingwall displacement reaching up to 0.5 m in some areas. Plastic strain thresholds indicate that localised ground damage may occur near faults and in deeper zones, particularly where stopes or development intersect major structures.
Stress redistribution is more pronounced in poor ground conditions, and numerical models indicate that hangingwall instability risks increase with depth. Modelling of multiple mining options shows that designs incorporating regional or central pillars offer improved stability, with central pillars performing best overall.
AMC recommends:
| · | Ongoing geotechnical inspections in areas approaching plastic strain thresholds. |
| · | Calibration of models using CMS and stope performance data. |
| · | Consideration of backfilling or sill pillars in critical zones. |
| · | Optimisation of drilling and blasting practices to reduce overbreak. |
| · | Implementation of a site monitoring program to track displacement and ground response. |
| 13.4 | Hydrogeology |
The hydrogeological conditions across the KCM assets vary significantly, directly impacting dewatering strategies, groundwater inflows, and overall water management. These variations are primarily controlled by structural features, lithological permeability, and the presence of major fault and fracture networks. Regional fault systems and lithological interfaces act as primary groundwater conduits, influencing the connectivity between aquifers and mine workings. As a result, groundwater inflow rates differ across mining zones, necessitating tailored dewatering solutions.
amcconsultants.com | 131 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The geological setting of the operation consists of a sequence of sedimentary and metamorphic units with varying degrees of permeability and water-bearing capacity. Structural deformation has further influenced hydrogeological conditions by creating preferential groundwater flow paths, particularly in fault zones and fractured lithologies. Understanding the hydrogeological characteristics of each unit is crucial for optimizing dewatering efforts and minimizing operational risks associated with excess water ingress.
| 13.4.1 | Hydrogeology - Konkola Mine |
The hydrogeological regime at the Konkola Mine is characterised by fractured, permeable fault zones within schists and dolomites that require extensive dewatering. Less permeable lithologies such as quartzites and shales act as hydraulic barriers. Substantial historical inflows have necessitated a robust pumping system to maintain safe and efficient operations.
| 13.4.2 | Aquifer parameters and testing |
The following hydrogeological testing and monitoring has been established at Konkola:
Piezometer installation: Monitoring wells established to measure groundwater levels and flow rates.
Pump testing: Conducted to determine aquifer permeability, hydraulic conductivity, and inflow rates into mine workings. Test well DW01, drilled into the Chingola dolomite, demonstrates high hydraulic conductivity with minimal drawdown under current pumping conditions (~1,800 m³/day).
Water quality assessments: Routine sampling of mine water to monitor contamination risks and compliance with environmental standards.
Dewatering at Konkola has been on-going since the 1950s. As such, the operational data collected over more than 70 years of pumping is preferable to theoretical pump testing. Similar to most hard rock mine sites, groundwater flow is controlled by barriers (lithological contacts and structures) and conduits (cave cracks, old exploration drillholes, natural fracture zones) rather than the local-scale properties (K, T, S) of the geological formations.
The best way to assess the bulk-scale aquifer properties is to adjust the inputs to the groundwater model, which was done as part of the work in 2014. The model used 387 surface borehole records, more than 8,500 groundwater level measurements, many of which were related to underground drain hole records, flume flow records, and pumping records from all pump stations. Pumping tests were done in similar formations at a nearby site in 2001. The properties from the pumping tests were used as initial inputs to the 2014 model and were subsequently adjusted during model calibration. Hydraulic conductivity (K) values ranged from 0.7 m/d to 3 m/d. Storativity (S) values ranged from 5x10-4 to 3x10-6.
There is currently no basis to adjust the aquifer properties that were used in the 2014 calibrated groundwater model. The only recent data is: (i) flow rates measured at the pumping stations, (ii) flow rates measured in underground drainage holes, and (iii) shut in pressures measured in underground drainage holes. All these data have been used as part of the on-going dewatering assessment. Sealed vibrating wire piezometers have been proposed as part of the hydrogeology studies going forward. In the current database, the drillholes (controlled water) only account of about 35% of the inflow, but they do show that sustained flows can be retained on the higher mine levels.
| 13.4.3 | Dewatering volumes and rates |
Groundwater inflows average ~350,000 m³/day, with inflows concentrated at levels 720L and 950L. Most discharge is pumped via VS1F (60%) and VS1B (30%) shafts using three main pump stations at 985L, 690L, and 370L. Future inflows are projected to increase moderately with depth. Estimated annual power costs for dewatering are ~US$95 million (M).
amcconsultants.com | 132 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.4.4 | Chingola dolomite |
The Chingola dolomite is a regionally connected aquifer with a flat-water table at ~500L. Subsidence-related cracks tap into this aquifer, providing recharge to the mine. The Mwashia shale acts as a semi-confining layer.
| Figure 13.3 | Cross section showing the interconnected nature of the Chingola dolomite (light blue) between KCM (right) and Lubambe (left) |
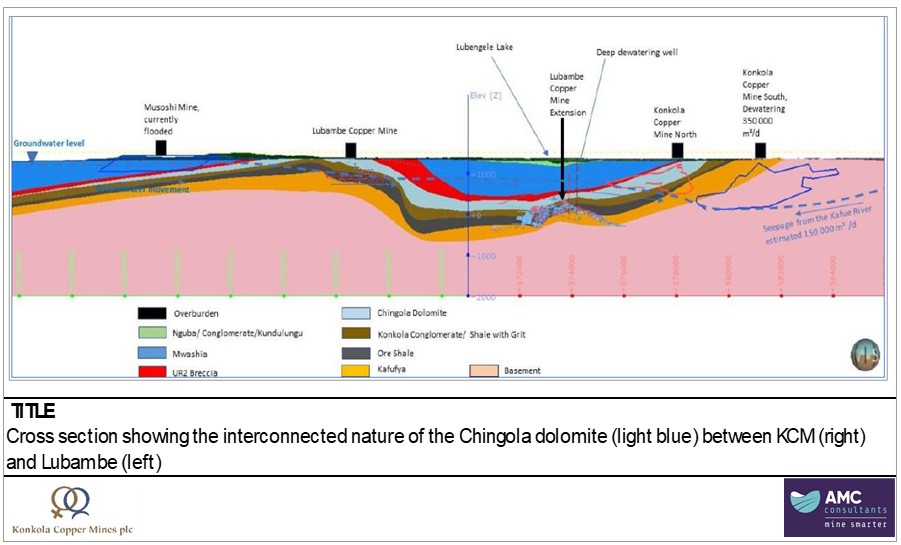
Source: AMC, 2026.
| 13.4.5 | Recharge |
Recharge is driven primarily by rainfall, with 50–75% of mine water originating from surface infiltration and 25–50% from recirculation. Estimated recharge is ~200–300 mm/year across a 250 km² area. InSAR shows infiltration across the subsidence zone.
amcconsultants.com | 133 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.4 | Subsidence area shown on InSAR ascending image |
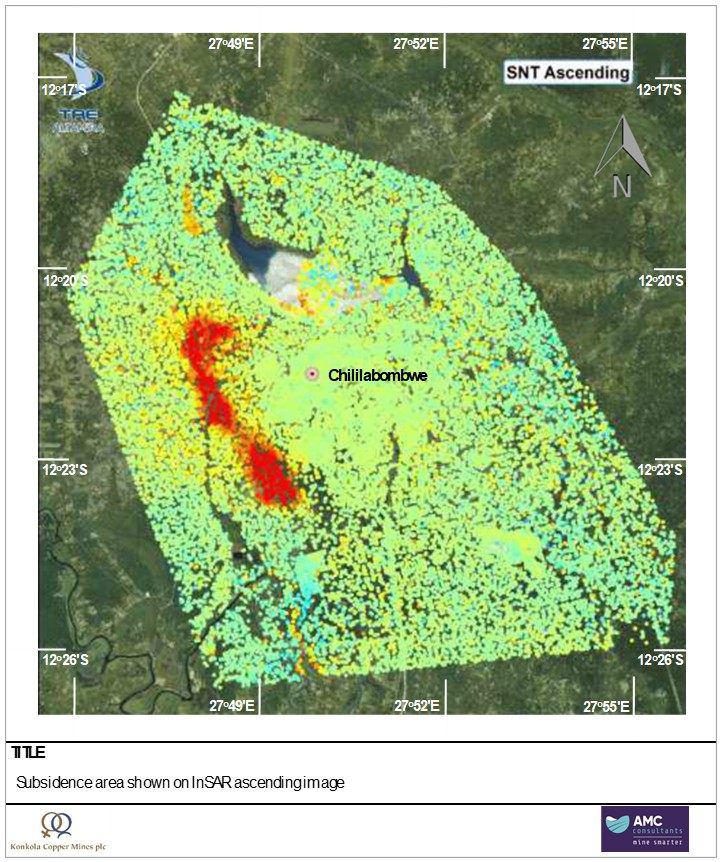
Source: AMC, 2026.
| 13.4.6 | Dewatering system and boreholes |
Dewatering relies on a combination of crosscut and drainage hole systems targeting both the footwall and hangingwall aquifers. Crosscuts are spaced approximately every 500 m along strike and provide access for installation of drainage holes, which are drilled upward into the hangingwall and downward into the footwall.
amcconsultants.com | 134 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
A future drilling program aims to deliver ~48,000 m/year of drill length to support sustained depressurisation of the host rock. This approach will be critical to achieving pressure reductions ahead of production development and minimising water ingress into the mine workings. Drilling infrastructure is expected to include ~12 drainage holes per crosscut, with hole lengths typically between 200 to 350 m. A draw down rate of 25 m per annum is planned in most mining areas. In the first three years of the production plan a draw down rate of 30 m per annum is being targeted in critical mining areas.
Test well DW01, drilled into the Chingola dolomite, demonstrates high hydraulic conductivity with minimal drawdown under current pumping conditions (~1,800 m³/day). The low drawdown confirms regional interconnectivity of the dolomite and reinforces its role as the principal groundwater contributor to the mine system.
| 13.4.7 | Water Balance and groundwater model status |
A numerical groundwater flow model is under development to predict future dewatering requirements and optimise water management strategies. Pending completion of this model, the following conceptual water balance is noted:
| · | Total average inflow: ~350,000 m³/day (current conditions, mining predominantly above 950 mL). |
| · | Sources: Chingola dolomite (principal contributor), surface infiltration via subsidence cracks, fault-conduit recharge. |
| · | Short-term mining (Years 1–7): Focused on currently dewatered zones (Konkola East, Konkola Flats, Konkola Extension) where inflows are better understood and controlled. |
| · | Longer-term: Production from deeper zones (Bancroft sector) contingent on commissioning of the 1390 mL pump station. Short-term inflow spikes projected to exceed 450,000 m³/day as mine development progresses along the full 12 km strike. |
The conceptual water balance diagram shown below is based on the most recent data from site. The dominant source in the water balance is the regional dolomite. The pump station capacities are shown in Figure 13.9.
amcconsultants.com | 135 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.5 | Conceptual water balance |
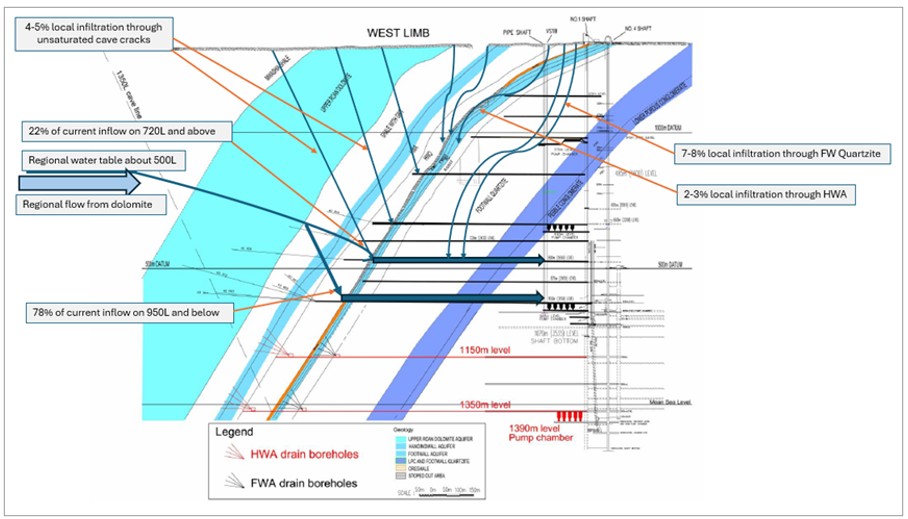
The previous numerical model showed that a high proportion of the water can be captured on the 950L or above. The available monitoring data supports the model. The inflow data indicates it should be possible to retain about 40% of the inflow on the 950L, particularly if there is an increased density of future drainage holes. A plan has been prepared to update the 2014 numerical model. The flow rates in Table 13.5 have been predicted based on judgement following review of both the 2014 model and the most recent monitoring data from the drainage holes.
| Table 13.5 | Summary of water capture extrapolated over time |
| Year 1 | Year 2 | Year 3 | Year 4 | Year 3 | Year 6 | Year 7 | Year 10 | Year 20 | Year 30 | |||||||||||||||||||||||||||||||
| Total dewatering rate | 380,000 | 400,000 | 420,000 | 420,000 | 430,000 | 420,000 | 410,000 | 430,000 | 410,000 | 410,000 | ||||||||||||||||||||||||||||||
| Water that can be managed on 970L | 380,000 | 400,000 | 420,000 | 420,000 | 430,000 | 420,000 | 410,000 | 240,000 | 170,000 | 170,000 | ||||||||||||||||||||||||||||||
| Water to be managed on 1150L | 190,000 | 190,000 | 90,000 | |||||||||||||||||||||||||||||||||||||
| Water to be managed on 1350L | 50,000 | 150,000 | ||||||||||||||||||||||||||||||||||||||
Notes: Flow rates in m3/day, assumes no major ground collapse rapid subsidence, assumes no improvement in surface infrastructure, based on preliminary mine planning assumptions.
| 13.4.8 | Water quality |
The overall discharge water quality shows near-neutral pH, and major ions within target limits for both HWA and FWA. TSFs water has alkaline pH and elevated nitrate and chloride (beneficial to maintain separation of water pumped from UG from TSFs water). Total suspended solids (TSS) are the key challenge, along with potential copper and zinc levels which occasionally exceed guideline limits of 100 mg/litre.
| 13.4.9 | Mine schedule and dewatering plan |
Short-term mining (next 5 – 7 years), activities will focus on the currently dewatered zones of Konkola East, Konkola Flats, and Konkola Extension, where groundwater inflows are better understood and controlled. This allows mining to progress without requiring major new infrastructure in the immediate term. Figure 13.6 shows the currently inferred phreatic surface based on measurements from the available shut in holes. A pressure head of about 150 m (200 psi) can be inferred for the 720L.
amcconsultants.com | 136 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
In the longer term, production from deeper zones, particularly the Bancroft sector, will be contingent on the timely development of the 1390L pump station and associated dewatering infrastructure. This pump station is essential for enabling mining below 950L and unlocking deeper reserves.
Dewatering efforts must be synchronised with the mine schedule to avoid production delays and to ensure safe working conditions. As mine development progresses along the full 12 km strike of the orebody, inflows are expected to fluctuate, with short-term spikes projected to exceed 450,000 m³/day. Additional pumping capacity and infrastructure upgrades will be critical to maintaining production continuity and managing inflow variability.
| Figure 13.6 | Currently inferred phreatic surface based on measurements from shut in holes |
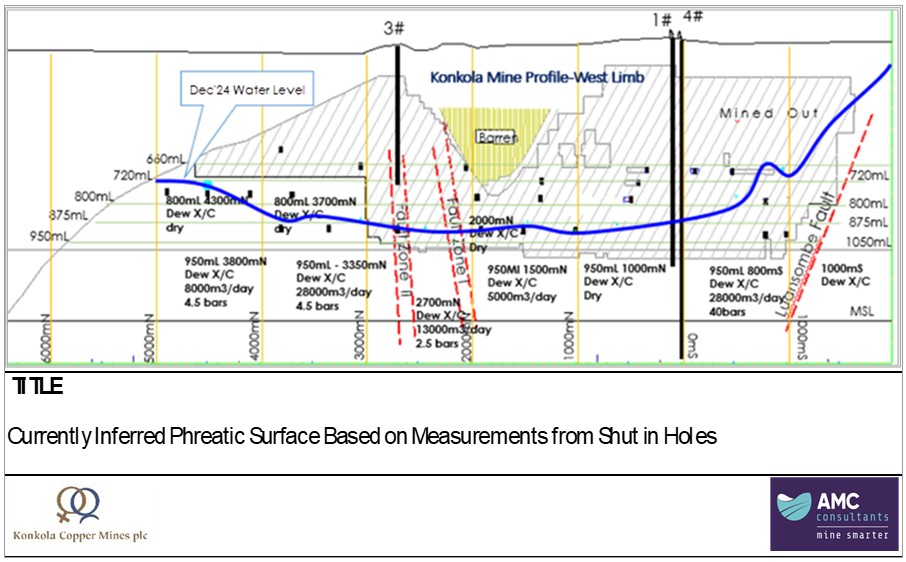
Source: AMC, 2026.
Figure 13.7 and Figure 13.8 show the planned dewatering crosscuts located every 500 m strike length. In total, there will be about 15 dewatering crosscuts per level. Given that the main constraint on ore production has historically been slow footwall development because of water, a more systematic dewatering hole drilling plan will be required. This is currently expected to be:
| · | Crosscuts driven from the dewatering level towards the ore shale every 500 m spacing along strike to provide drilling access for advanced dewatering holes. |
| · | Drill stations will be about 100 m into each crosscut. |
| a | The goal is: |
| i | To depressurise the crosscuts through the footwall in advance of the face. |
| ii | To dewater the production development and workings in the ore shale. Given the wider spacing of the footwall dewatering crosscuts, lateral holes will also be required between the crosscuts. |
amcconsultants.com | 137 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| b | Most holes can be drilled at less than 45° (upward), but some holes will need to be drilled at steeper angles due to the dip of the orebody and the need to get the higher holes. |
| c | For each crosscut, the budget should be about 4,000 m of drilling for the array of holes from the drill stations and any cover holes that may be required in advance of the crosscut. |
| · | The crosscuts will be terminated about 20 m short of the ore shale (i.e. they don’t go into the hangingwall). A total of 12 drainage holes into the hangingwall is currently assumed: three at 45° up, six at 20° up, and three flat, for a total of 4,000 m of drilling into the hangingwall. The holes would go 5-10 m past the HWA and would terminate within the Shale with Grit. |
| · | Drilling will be carried out at a nominal diameter of 125 mm using LM110 drills (or similar). Most hole lengths would be between 200 and 350 m. Planning should currently assume a total of about 48,000 m per year drilling (based on six crosscuts being advanced per year), so a minimum of three dewatering drills will be required. |
| Figure 13.7 | Rotated section showing the planned footwall dewatering drilling |
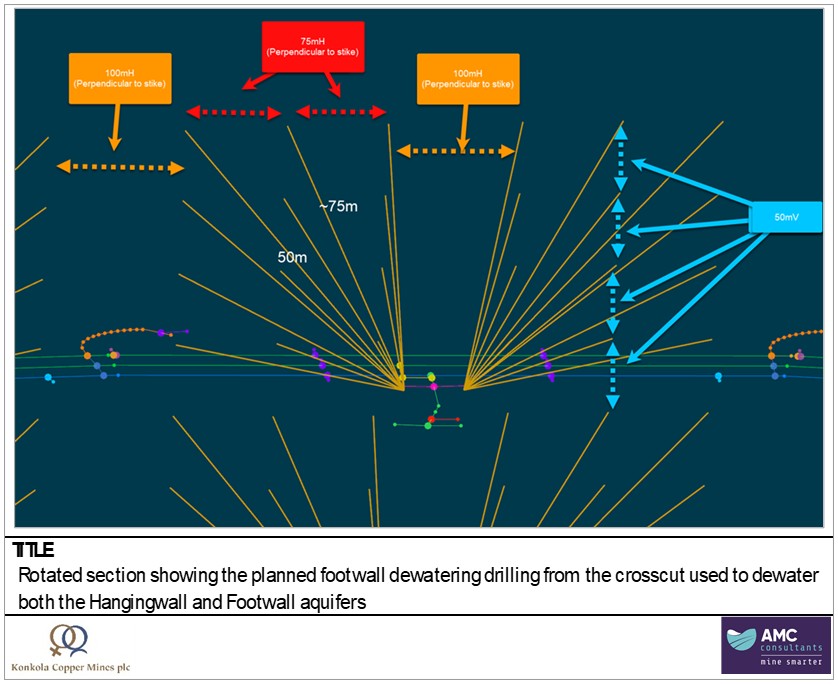
Source: AMC, 2026.
| 13.4.10 | Future dewatering rates |
Planned depressurisation using crosscut-based drainage holes will enable 30-50 m pressure reduction in ~6 months with localised inflows of 45,000-60,000 m³/day. Long-term capacity must exceed current system (~350,000 m³/day), aiming for 500,000 m³/day to provide redundancy in the system. Disruption to power supply is common at Konkola and redundancy will ensure the recovery time following the loss of power is minimised, whilst also not interrupting the dewatering of the orebody. Current estimated inflow rates are shown on Table 13.6.
amcconsultants.com | 138 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 13.6 | Indicative future mine inflow rates for the next 7-year mine plan |
| Year 1 | Year 2 | Year 3 | Year 4 | Year 5 | Year 6 | Year 7 | ||||||||||||||||||||||
| Konkola East 720L | 150,000 | 170,000 | 140,000 | 100,000 | 70,000 | 60,000 | 50,000 | |||||||||||||||||||||
| Konkola East 800L | 40,000 | 30,000 | 30,000 | 40,000 | 60,000 | 30,000 | 20,000 | |||||||||||||||||||||
| Konkola East 870L | - | - | 30,000 | 30,000 | 50,000 | 50,000 | 60,000 | |||||||||||||||||||||
| Konkola Flats 720L | 35,000 | 45,000 | 55,000 | 50,000 | 20,000 | 20,000 | 10,000 | |||||||||||||||||||||
| Konkola Flats 800L | - | - | 10,000 | 30,000 | 40,000 | 50,000 | 40,000 | |||||||||||||||||||||
| Konkola Flats 870L | - | - | - | 20,000 | 40,000 | 40,000 | 60,000 | |||||||||||||||||||||
| Konkola Extension 720L | 60,000 | 60,000 | 40,000 | 20,000 | 20,000 | 20,000 | 10,000 | |||||||||||||||||||||
| Konkola Extension 800L | - | - | 20,000 | 40,000 | 40,000 | 40,000 | 30,000 | |||||||||||||||||||||
| Konkola Extension 870L | - | - | - | 10,000 | 20,000 | 40,000 | 50,000 | |||||||||||||||||||||
| Total 970L and below | 95,000 | 95,000 | 95,000 | 80,000 | 70,000 | 70,000 | 90,000 | |||||||||||||||||||||
| Total dewatering rate | 380,000 | 400,000 | 420,000 | 420,000 | 430,000 | 420,000 | 410,000 | |||||||||||||||||||||
Notes: Flow rates in m3/day. Assumes no major ground collapse or rapid subsidence.
| 13.4.11 | Pumping infrastructure – Konkola Mine |
The current pumping infrastructure consists of staged systems at 370L, 690L, and 950L, with most inflows handled via VS1F and VS1B shafts. The 950L station is presently the deepest in operation. However, mining below this level, particularly in the Bancroft sector, requires the development of a new pump station at 1390L, along with new drainage drives at 1150L and 1350L, to provide the necessary dewatering capacity and operational redundancy.
Upgrades to the existing systems at 690L and 370L are required to increase the pumping rate beyond the current ~350,000 m³/day limit. Planned enhancements include additional pump columns, expansion of settlers and sumps, and optimisation of water handling networks. The target system capacity is at least 450,000-500,000 m³/day to accommodate projected peak inflows and ensure resilience during high-water events or power disruptions.
Energy-efficient technologies such as variable frequency drives (VFDs) and automated pump control systems are recommended to reduce operating costs and improve performance. Redundant power supply systems, including diesel generators and ring-fed power lines, are also essential to mitigate the risks associated with load shedding and grid failure.
Emergency infrastructure includes a combination of control valves on dewatering boreholes, penstock valves, surge barriers, flood control doors, and temporary storage in haulage and drainage drives. These systems are critical for responding to short-term pump failures and allow the mine to manage water until backup systems are operational.
amcconsultants.com | 139 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.8 | Konkola Mine dewatered, developed, and mined |
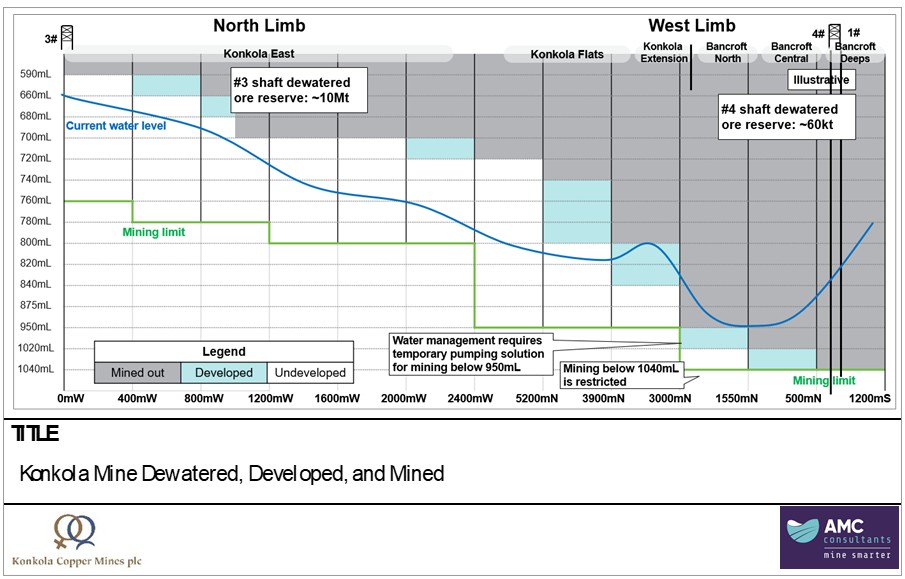
Source: AMC, 2026.
| 13.4.12 | Konkola Mine water management infrastructure |
Konkola’s underground water management system incorporates a range of control and containment measures to manage inflows and ensure infrastructure protection:
| · | Control valves on dewatering boreholes make it possible to temporarily stop water flow during pump failures or power outages. Boreholes with higher flow rates are closed first as a priority. In 2008, there were 48 of these boreholes at the 950L level during the national power outage. |
| · | Settlers and sumps provide sedimentation capacity and buffer inflows before pumping. Settlers slow flow to drop suspended solids; sumps store water for transfer to pump stations. |
| · | Surge barriers are temporary blockades in drainage and haulage drives to divert water from critical infrastructure (e.g., No.1 shaft). |
| · | Penstock valves, located near the 950L flood control door, regulate flow to downstream pumping systems and are closed once sump capacity is exceeded. |
| · | Flood control doors on 950L and 850L protect key pump stations during extreme inflow events. Timing of closure is linked to available storage and system response. |
| · | Emergency storage is provided by accessible drives on the footwall side. During major inflow events, these areas offer temporary containment for up to ~2 hours before further controls must be activated to protect infrastructure. |
amcconsultants.com | 140 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.4.13 | Upgrade of existing pumping infrastructure |
In the medium term (12-18 months), there is a need to upgrade the existing infrastructure from the current 370,000 m3/day to at least 450,000 m3/day. The upgrade works are shown in red on Figure 13.9 and include:
| · | 690 mL (five additional pumps; and two to three pump columns). |
| · | 370 mL (three Pump Columns). |
| · | Water storage sumps and settlers, drain drives and dewatering crosscuts. |
The series of projects required to complete the upgrade works will require close focus and significant financial support. The pipe columns are 500 mm in diameter and the pipe is a long-lead order item. This is an example component of the system that demonstrates the complexities that will likely be encountered whilst attempting the upgrade works.
The integration of energy-efficient technologies, such as VFDs and automated control systems, is also recommended to optimise power consumption and reduce operational costs. Such improvements would not only enhance system performance but also contribute to the overall sustainability of the mining operation.
| Figure 13.9 | Dewatering schematic, with required upgrades shown in red |
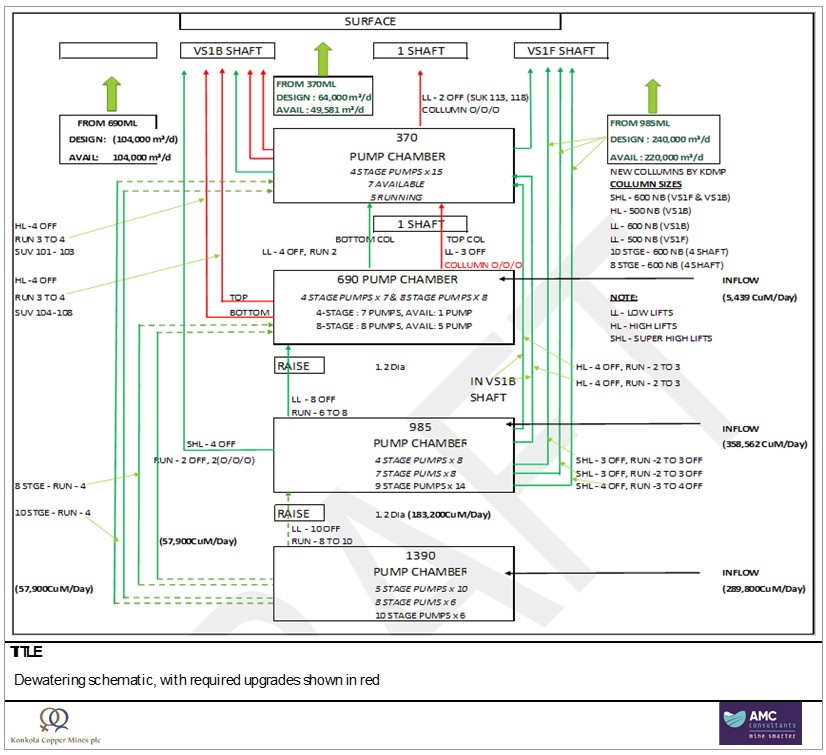
Source: AMC, 2026.
amcconsultants.com | 141 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.4.14 | Dewatering risks |
Due to continuous high groundwater inflows and significant pumping head, the dewatering system and associated emergency procedures must remain robust and highly reliable. Plans must account for power failures, ensuring back-up systems and clearly defined TARPs are in place.
Proactive maintenance and defined KPIs, for pump reliability, flow rates, and energy use; are essential to optimise system performance. In emergencies, short-term inflow reduction (e.g., closing dewatering valves) and underground water storage are key to preserving time for backup power restoration.
The two-day national power outage in January 2008 tested these procedures under real conditions. Groundwater inflows (~292,000 m³/day) were partially managed by closing borehole valves, temporarily reducing inflows and allowing activation of flood doors and emergency systems.
Emergency protocols should be reviewed quarterly, with audits identifying gaps and maintaining the integrity of the underground water management system. The 2008 event and subsequent outages have reinforced the importance of ongoing readiness and redundancy.
| 13.5 | Existing mining operations |
Konkola Mine extracts ore from the Kirilabombwe anticline orebody using three principal production shafts: 1 Shaft, 3 Shaft, and 4 Shaft. These shafts support mining across two main areas referred to as the 3 Shaft and 4 Shaft mining areas. The operation commenced in 1957 with the commissioning of 1 Shaft, followed by 3 Shaft in 1963 and 4 Shaft in 2007.
The two mining areas are separated above the 720-m level by a geologically barren zone approximately 1.5 km wide. This zone lacks economic mineralisation and is primarily composed of unmineralised lithologies. It presents a natural boundary between the historically distinct 3 Shaft and 4 Shaft operations. Despite this separation, underground development has since connected the two areas, allowing for integrated haulage and dewatering systems.
Three principal mining methods are employed at Konkola Mine: LHOS, Post Pillar Cut and Fill (PPCF), and a Hybrid Overcut and Bench method. The selection of each method is based on orebody dip, ore thickness, ground conditions, and infrastructure availability. These methods are applied within specific mining zones as summarised in Table 13.7. Ongoing refinement of the mining approach supports improved recovery, stability, and alignment with long-term production planning.
| Table 13.7 | Mining methods currently employed by mining area at Konkola Mine |
| Mining area | Boundaries | Orebody dip (o) | Orebody thickness (m) | Primary mining method(s) | Backfill | |||||
| Bancroft North | 1,750 – 3,000 mN | 45 to 70° | 6 to 10 m | LHOS | Not Planned | |||||
| Bancroft Central | 1,000 – 1,750 mN | 45 to 65° | 5 to 9 m | LHOS | Not Planned | |||||
| Bancroft Deeps | 100 mS – 1,000 mN | 55 to 70° | 6 to 10 m | LHOS | Not Planned | |||||
| Konkola Extension | 3,000 – 4,000 mN | 25 to 50° | 5 to 10 m | LHOS, PPCF, Hybrid Overcut & Bench | Mixed (some unfilled zones) | |||||
| Konkola Flats | 4,200 – 4,800 mN | 10 to 25° | 10 to 13 m | PPCF | Rockfill only | |||||
| Konkola East | 0 – 2,400 mW | 30 to 60° | 6 to 12 m | LHOS | Planned |
amcconsultants.com | 142 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.6 | Production rates, mine life, mining unit dimensions, and dilution and recovery factors |
| 13.6.1 | Production rates and expected mine life |
The production profile for Konkola Mine spans the period from 2026 to 2037, an expected mine life of approximately 11 years based on the declared Mineral Reserves (Section 12). Ore production from Konkola Mine, based on the Mineral Reserve, comprises 29 Mt of ore at a mined grade of 2.89% TCu and 0.06% TCo, containing 839 kt total copper and 17 kt total cobalt, delivered to the processing facility.
Supplementary ore feed from tailings reclamation (TD03 and TD04) provides approximately 25 Mt at lower grades during the Konkola Mine ramp-up period. Total ore feed to processing (Konkola underground + tailings reclamation) generates peak recovered Cu Metal production of 99kt in 2029/30 and an average recovered Cu Metal production of 74 ktpa over 11 year Mineral Reserve production period.
The mining schedules for each of the underground areas in Konkola is displayed in Figure 13.10 and by shaft material hoisted in Figure 13.11. This shows a ramp up in Konkola Mine up to 5 Mtpa in FY2031/32.
| Figure 13.10 | Konkola Mine production schedule by area |
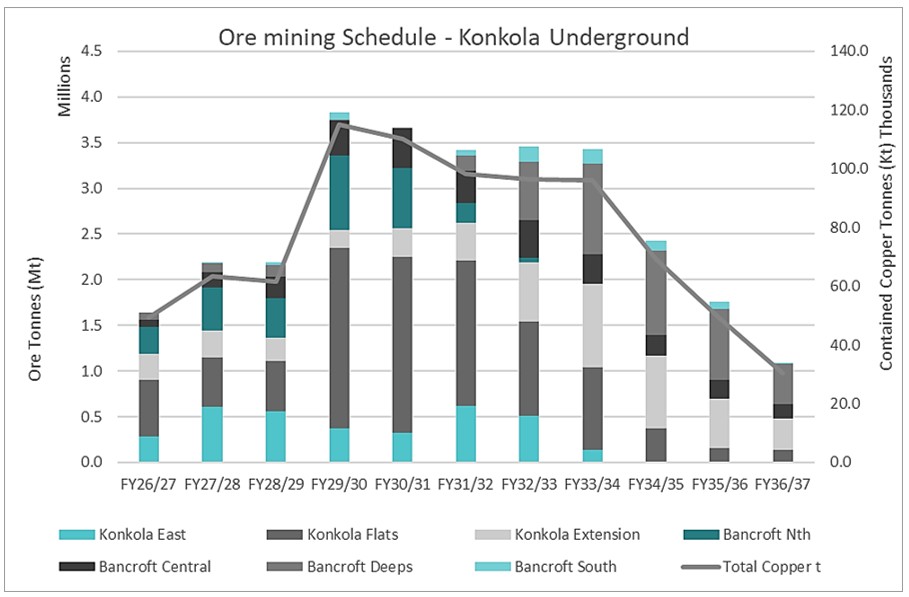
Source: AMC, 2026.
amcconsultants.com | 143 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.11 | Konkola Mine hoisting schedule by shaft |
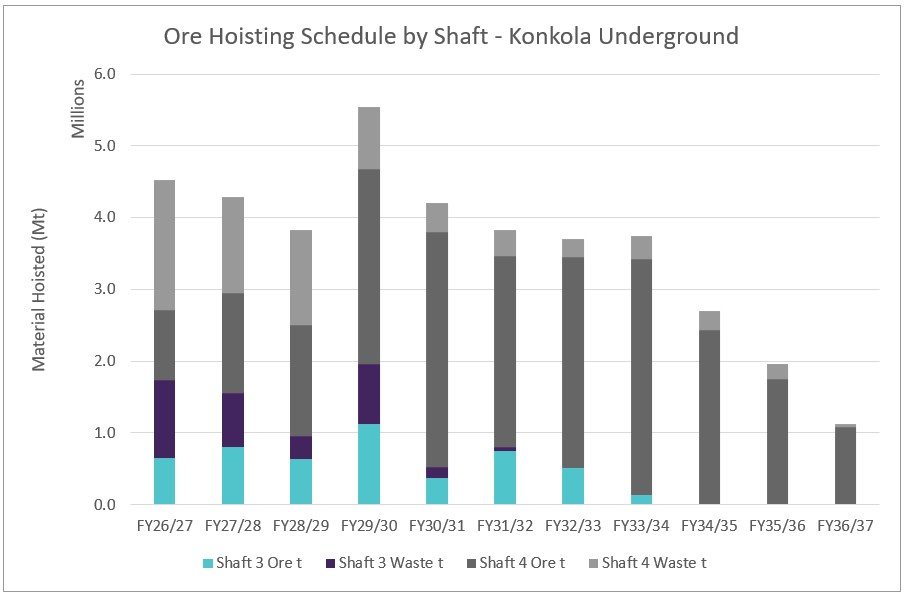
Source: AMC, 2026.
| 13.6.2 | Mining unit dimensions |
Table 13.8 presents the typical stope dimensions for each mining method.
| Table 13.8 | Typical stope dimensions |
| Parameter | LHOS | Panel stoping | Notes | |||
| Stope strike length (m) | 20 m | 20 m | Determined by geotechnical domain and Q’ stability assessment | |||
| Stope height / dip extent (m) | 30 m | 5 – 10 m | LHOS: sublevel to sublevel. Panel: single cut height. | |||
| Stope width / orebody thickness (m) | 5–15 m (follows ore contacts + ELOS) | 15 m (follows ore contacts + ELOS) | Average ~9 m orebody thickness | |||
| Hydraulic radius (m) | Approx. 3.5 m | Approx. 4.5 m | Used in Q’ stability graph to assess stable span | |||
| ELOS — hangingwall (m) | 0.5 | 1.0 | Derived from modified Q’ stability assessment | |||
| ELOS — footwall (m) | 0.5 | 0.0 | FW ELOS applied to LHOS only | |||
| Sublevel interval (m) | 30 m | N/A | Determines drilling pattern and slot raise spacing |
amcconsultants.com | 144 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.6.3 | Mining dilution and recovery factors |
Mining recovery and dilution estimates at Konkola are based on AMC’s use of the ELOS method, which estimates undesired material loss or gain during stoping. ELOS values were derived from the modified Q’ stability assessment (Section 13.2) and applied as follows:
| · | Panel stopes: ELOS of 1.0 m in the hangingwall, translating to an average external dilution (unplanned overbreak) of 7.5%. |
| · | Longhole open stopes: ELOS of 0.5 m in the hangingwall and 0.5 m in the footwall, translating to an average external dilution (unplanned overbreak) of 9.4%. |
In addition to ELOS unplanned dilution estimate, an allowance for additional dilution factor of 5% has been applied to account for operational dilution, such as: backfill contamination at stope contacts, and incorporation of waste floor material during mucking.
Table 13.9 presents the total mining dilution and recovery factors applied to convert in situ Mineral Resource tonnes and grades to ROM production tonnes and grades for the declared Mineral Reserves.
| Table 13.9 | Mining dilution and recovery factors |
| Mining method | ELOS dilution (predicted unplanned dilution) (%) | Unplanned dilution (an allowance for dilution additional to ELOS (%) | Total dilution (%) | Mining recovery (%) | Dilution grade | |||||
| LHOS | 9.4% | 5% | 15% | 90% | Zero-grade / country rock | |||||
| Panel Stoping | 7.5% | 5% | 13% | 90% | Zero-grade / country rock | |||||
| Post Pillar Cut & Fill | 7.5% | 5% | 13% | 75% | Zero | |||||
| Ore Development | 0 | 0 | 0 | 100 | N/A | |||||
| Waste Development | 3 | 0 | 3 | 100 | N/A |
Recovery factors of 90% account for losses due to stope underbreak, failed mucking, or structural failure. For ore development, 100% recovery is assumed as the full excavation profile is processed. Waste development assumes 3% dilution from incidental material incorporated during excavation.
Between FY26/27 to FY29/30 Konkola will be transitioning from a post-pillar cut and fill mining method to a panel stoping method. During this period the recovery has been decreased to 75%.
| 13.7 | Underground development and backfilling requirements |
| 13.7.1 | Underground development |
The underground mine design at Konkola incorporates a series of capital and operating developments to support LHOS and panel stoping across varying geotechnical and orebody conditions. Table 13.10 summarises the key development types, dimensions, gradients, and scheduling assumptions.
amcconsultants.com | 145 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 13.10 | Key development designs |
| Development type | Dimensions (W×H, m) | Profile | Gradient | Typical length / notes | Rate (m/mth) | Class | ||||||
| Declines & Inclines | 5.5 × 5.5 | Arched 1 m | ±1:7 to ±1:8 | 500 m spacing, 60 m standoff from orebody | 50 | Capital | ||||||
| Rail & Haulage Drives | 5.0 × 5.0 | Arched 1 m | ±1:200 | One per decline loop, fed by ore/waste passes | 50 | Capital | ||||||
| Drainage Drives | 4.5 × 4.5 | Arched 1 m | ±1:200 | Linked to 4 Shaft pump system | 50 | Capital | ||||||
| Level Accesses | 5.5 × 5.5 | Arched 1 m | ±1:50 | 80–150 m (LHOS), up to 250 m (panel) | 50 | Capital | ||||||
| Return Air Drives | 5.0 × 5.0 | Arched 1 m | +1:50/±1:7 | T-configurations near decline access | 50 | Capital | ||||||
| Fresh Air Drives | 4.5 × 4.5 | Arched 1 m | +1:50/±1:7 | Off decline and access crosscuts | 50 | Capital | ||||||
| Stockpiles & Loading | 5.5 × 5.0 | Arched 1 m | Flat | 17.5 m (standard), 60 m (LHOS stockpiles) | 50–60 | Capital | ||||||
| Sumps | 4.5 × 4.5 | Arched 1.5 m | Flat | Two per crosscut, 12.5 m each | 50 | Capital | ||||||
| Diamond Drill Drives | 5.0 × 5.0 | Arched 1 m | Flat | 30 m every second decline loop | 50 | Capital |
Source: AMC, 2026.
Figure 13.12 to Figure 13.14 illustrate typical loading configurations for LHOS and panel stoping areas.
| Figure 13.12 | Plan view of a loading level |
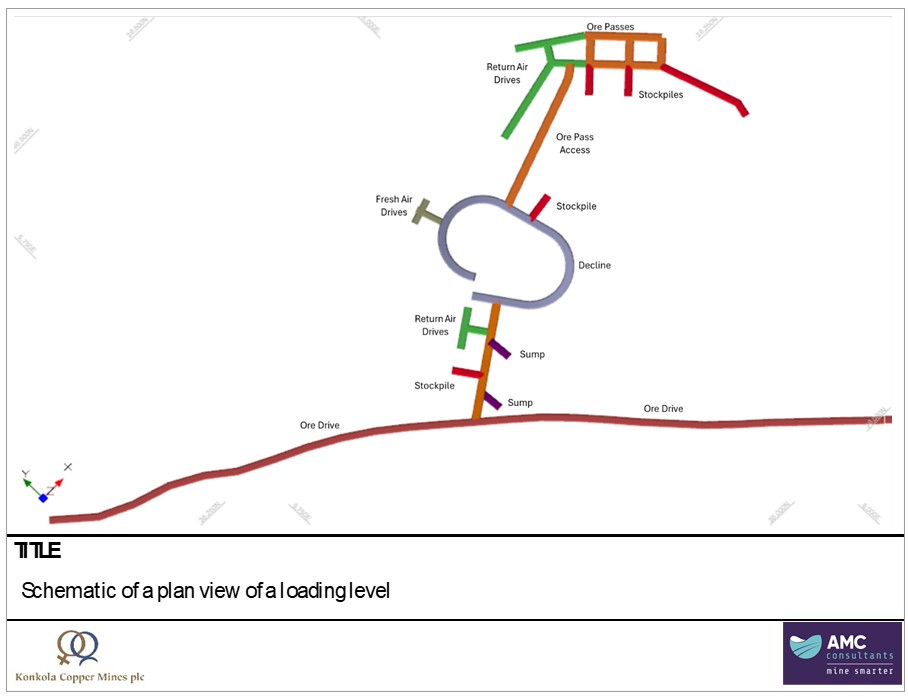
Source: AMC, 2026.
amcconsultants.com | 146 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.13 | Isometric view of the loading system (LHOS) |
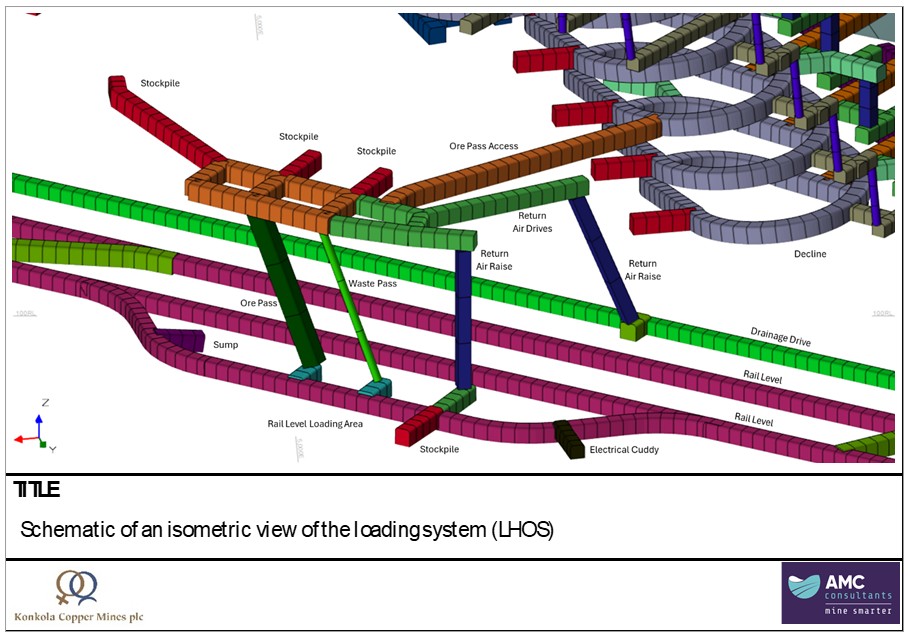
Source: AMC, 2026.
In the panel stoping area in Konkola Flats, a centralised loading area has been established (Figure 13.14), with all ore to be trucked to the loading area.
amcconsultants.com | 147 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.14 | Isometric view of the loading system (panel stoping) |
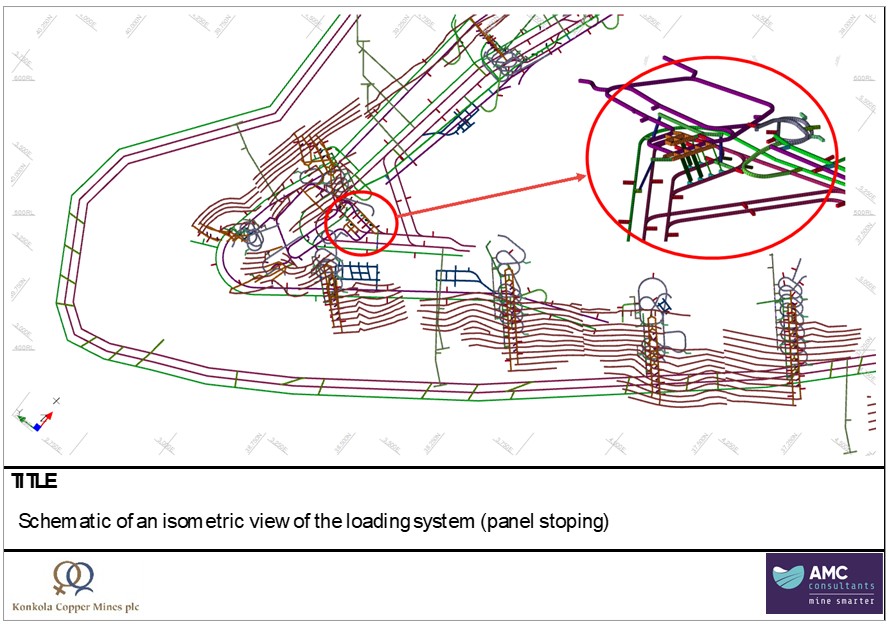
Source: AMC, 2026.
| 13.7.1.1 | Materials handling |
The Konkola Mine manages material movement through a structured haulage network that accommodates both ore and waste. Waste is largely hoisted to surface and processed or dumped, while ore follows designated tramming and hoisting routes to the surface concentrator. Handling systems differ by mining area and depth, reflecting the complexity of the orebody layout.
Waste rock from development headings is generally transported to surface, except for limited quantities in the Konkola Flats area where selected development waste is temporarily deposited into open stopes and later recovered for use as backfill. Dedicated waste tips are positioned adjacent to ore tips on the 590 mL, 875 mL, and 950 mL tramming levels.
| 13.7.2 | Backfill requirements |
Paste fill is the primary backfill method adopted for the Konkola Mine plan. All stoping zones from Konkola East through Bancroft Deeps require paste fill for ground stability at depth (Table 13.2). A dedicated paste fill plant with a capacity of 1,180,000 m3pa is planned, to meet the backfilling requirements of panel stoping areas.
| 13.7.2.1 | Paste fill geomechanics and fill strength |
AMC’s design follows UCS-based criteria adapted from Terzaghi, Bloss, and Grice for vertical exposures. Stope fill requirements are based on orebody dip and exposure configuration.
Stopes in the shallow-dipping Konkola Flats will be mined as primary and secondary panels, with paste filling beginning after initial extraction. Fill curing is assumed to be 28 days before recovery of secondary stopes. Based on the analysis of the Konkola test work completed in 2026, AMC recommends the cement dosing rates shown in Figure 13.15, for paste fill at 72%Cw density. This test work will be repeated as soon as stable mill operations producing representative tailings size fractions are available to confirm this advice.
amcconsultants.com | 148 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Figure 13.15 shows the strength calculations for a dual exposure stope and Figure 13.16 shows the strength calculations for a single exposure stope.
| Figure 13.15 | Target paste design strength – 2 Exposures |
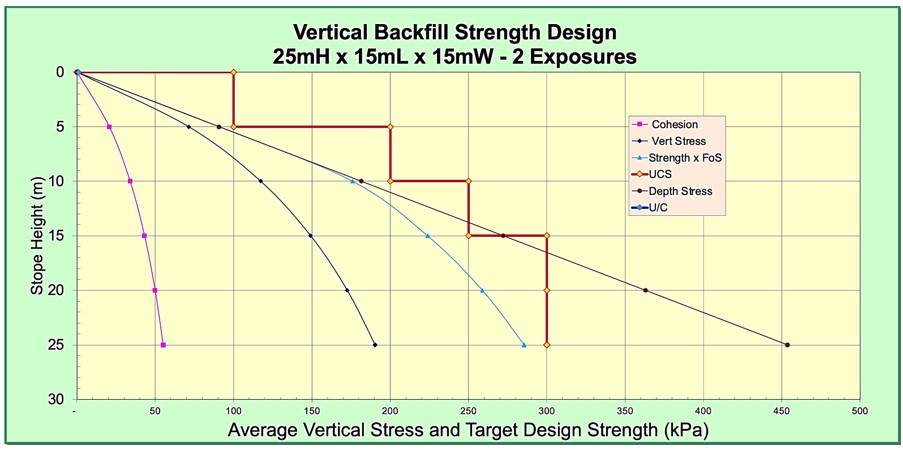
| Figure 13.16 | Target paste design strength – 1 Exposure |
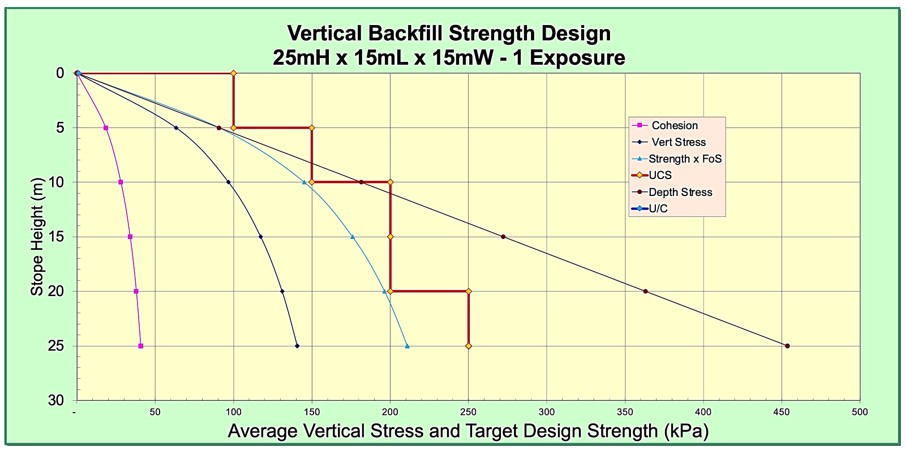
The target design strengths for paste fill are summarised in Table 13.11. These are calculated with a factor of safety of 1.5 and rounded up to the next 50 kPa UCS increment.
amcconsultants.com | 149 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 13.11 | Konkola paste fill design strengths (FoS=1.5) and paste fill recipes at 28 days curing |
Paste fill duty | Paste fill exposures | Maximum vertical stress (kPa) | Target strength design (kPa) | Cement binder dosing (%) | ||||
| Bulk Fill | None | 100 | 150 | 2 | ||||
| Primary and continuous advance | One | 150 | 250 | 3.5 | ||||
| Primary – secondary | Two | 200 | 300 | 4.0 |
The paste fill design and binder addition rates assumes full plant tailings at 72wt% solids and is based on 2026 test work (Grice, 2026).
Future test work will investigate partial substitution using copper slag from the Chingola smelter, and refine strength / rheology parameters based on stable PSD tailings from the #4 Concentrator.
| 13.7.2.2 | Paste fill placement and retention |
Paste fill is placed using arched shotcrete barricades with standardised Doherty wall frame kits to provide structural support (Figure 13.17).
| Figure 13.17 | Paste fill arched shotcrete barricades |
| Doherty wall frame kits | Completed barricade | |
 |  |
Source: AMC.
| 13.7.2.3 | Paste fill costs |
| Table 13.12 | Paste fill capital cost estimation |
| Cost Category | 2.0 Mtpa (US$) | 3.0 Mtpa (US$) | ||||||
| Surface Direct | 7,000,000 | 10,500,000 | ||||||
| Underground Direct | 5,310,000 | 5,310,000 | ||||||
| Total Directs | 12,310,000 | 15,810,000 | ||||||
| Total Indirects | 22,158,000 | 28,458,000 | ||||||
| Grand Total | 34,468,000 | 44,268,000 | ||||||
Source: AMC, 2026.
Operating costs are driven by binder consumption (67,050 tonnes at 3.0 Mtpa), accounting for ~70% of total operating costs. Cement is assumed at US$120/t. Total paste fill operating costs are US$3.70/t ore at 3.0 Mtpa and US$3.85/t ore at 2.0 Mtpa.
amcconsultants.com | 150 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.7.2.4 | Paste fill project timeline and future test work |
The estimated implementation timeline is:
| · | Detailed engineering: ~3 to 6 months. |
| · | Procurement and fabrication: ~8 to 10 months for specialised high-pressure components. |
| · | Construction and commissioning: ~12 months total. |
Test work completed in 2026 indicates cyclone sizing of the tailings is not required. Test work indicates full plant tailings at 72wt% solids is the most suitable engineered backfill fill for Konkola.
| 13.8 | Ventilation |
| 13.8.1 | Air requirements |
The ventilation system for the KCM underground mine is critical to ensuring a safe and efficient working environment by providing adequate airflow to dilute contaminants, manage heat, and maintain air quality. The total airflow requirement is determined by factors such as the number of diesel-powered equipment, mine depth, mining methods, and blasting requirements. Key considerations include:
| · | Maintaining minimum air velocities. |
| · | Controlling temperatures. |
| · | Diluting gases like CO2, NO2, and diesel particulate matter. |
| · | Meeting regulatory standards. |
Ventilation simulation software and empirical calculations, regulatory guidelines were used to optimise air distribution across the mine.
| 13.8.2 | Ventilation design parameters |
The airway velocities within the workings must be maintained within specific ranges (Table 13.13) to ensure efficient airflow without excessive turbulence or pressure drops. Friction factors, which impact ventilation efficiency, vary by airway type, with values ranging from 0.0025 for smooth steel ducts to 0.025 for rough unlined airways. Air utilisation factors account for leakage, with a primary ventilation air utilisation factor of 80% and a 20% allowance for workshops and crushers.
| Table 13.13 | Planned velocity ranges for different mine airways |
|
Component |
Velocity range (m/s) | |
| Downcast shafts – men, material, and rock | 10 - 12 | |
| Dedicated downcast shafts | 18 - 22 | |
| Upcast shafts (not equipped) | 18 - 22 | |
| Intake airways | 7 | |
| Return airways (travelling and tramming) | 7 | |
| Dedicated return airways | 12 - 15 | |
| Material decline | 7 |
Note: The airway circuit shall have a primary and a secondary circuit. The primary circuit will be used for the life of the mine, while the secondary circuit will serve the production areas. The primary circuit should be planned in very competent ground. It is worth noting that the optimum size of primary raises shall be a 4.5 m diameter, connecting horizontal primary airways. Secondary raises should be planned at 3 m x 3 m.
| 13.8.3 | Development ventilation |
Adequate development ventilation is essential for maintaining air quality and ensuring worker safety during underground excavation. Proper airflow distribution in development headings helps to dilute and remove dust, diesel emissions, and blast fumes while maintaining adequate oxygen levels. The ventilation design must accommodate both single-shift blasting and multi-shift blasting operations to ensure efficient dilution of gases and rapid clearing of fumes before re-entry.
amcconsultants.com | 151 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Both force ventilation systems and adequate development ventilation is essential for maintaining air quality and ensuring worker safety during underground excavation. Single-shift blasting requires force ventilation (>0.4 m³/s/m²) or force-exhaust systems (>0.8 m³/s/m²), with specific column distances to clear fumes efficiently.
| 13.8.4 | Stoping ventilation |
In LHOS, the ventilation system directs fresh air to stope faces while exhausting contaminated air. A minimum airflow of >0.25 m³/s/m² is required for longhole stope faces to control dust and gas accumulation. Backfill is used to minimise air leakage and improve efficiency. Primary and auxiliary fans, along with monitoring systems, ensure compliance with safety regulations and mitigate risks from heat and hazardous gases.
| 13.8.5 | Temperature and refrigeration requirements |
Temperature control is vital to prevent heat stress and ensure worker safety. The ventilation system manages heat from virgin rock, geothermal gradients, and equipment. Acclimatisation is the physiological adaptation process where workers gradually adjust to higher temperatures. This process allows the body to improve sweat efficiency, stabilise core temperature, and reduce cardiovascular strain, enhancing overall heat tolerance and work performance. Acclimatisation is achieved through controlled exposure to heat, proper hydration, and a structured work-rest regimen. The maximum allowable temperatures for different conditions in the mine are outlined in Table 13.14.
| Table 13.14 | Maximum temperature limits for acclimatised and non-acclimatised workers |
|
Temperature requirement |
Maximum value (°C) | |
| Wet bulb / dry bulb (not acclimatised) | 27.5/32.5 | |
| Wet bulb / dry bulb (acclimatised) | 32.5/37.0 |
Refrigeration is required when virgin rock temperature reaches 36°C, particularly in deeper mine areas, using surface and underground cooling systems to maintain a safe environment. While immediate refrigeration may not be necessary based on current heat sources and cooling power, deeper mining may require it as virgin rock temperatures approach 36°C. Heat tolerance screening (HTS) is not currently required but may become necessary later. Cooling systems will be integrated into the ventilation design to manage heat loads effectively.
| 13.8.6 | Ventilation requirements for diesel equipment |
Diesel-powered equipment used in underground mines, such as diesel trucks, loaders, and drills, produces exhaust emissions, including harmful gases, particulate matter, and heat. Proper ventilation is necessary to dilute and remove these emissions from the working areas to maintain air quality and ensure the safety and health of the workforce. The equipment produces emissions like Nox, CO, and SO₂ and requires adequate ventilation to dilute these contaminants. The minimum ventilation requirement for diesel powered equipment is calculated as:
Ventilation Rate (m³/s) = Number of Diesel Units × Airflow per Diesel Unit
The ventilation design requirements for diesel equipment are summarised in Table 13.15.
amcconsultants.com | 152 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 13.15 | Ventilation design criteria for diesel-powered equipment |
|
Ventilation design criteria for diesel equipment |
Minimum value (m³/s/kW) | |
| Air per kilowatt requirements Tier 3 or higher Equipment | 0.06 m³/s/kW | |
| Air per kilowatt requirements Tier 1 and 2 Equipment | 0.1 m³/s/kW | |
| Diesel heat load (Total Mine Fleet) | 0.1 m³/s/kW |
Notes: During the final design, the following must be considered:
| · | Engine specifications [EU-Type 3 / Tier 3 or higher]. |
| · | Diesel sulfur content [<50 ppm]. |
| · | After-exhaust treatment [Catalytic Converter and Diesel Particulate Filter]. |
| · | Engine maintenance strategy to further reduce the air per kilowatt requirements underground. |
The diesel equipment fleet proposed at Konkola, including cable bolters, jumbo drills, production loaders, and trucks, is critical to operations is summarised in Table 13.16.
| Table 13.16 | Machine types, counts, and utilisation factors |
| Equipment description | Rated power (kW) | Vent dilution factor | Duty cycle | Eff diesel power (kW) | Engine Eff (%) | Heat load (kW) | Vent req (m3/s) | |||||||
| Sandvik DS422i Cable Bolter | 119 | 0.1 | 18% | 20.9 | 90% | 18.8 | 1.9 | |||||||
| Sandvik DD422i Jumbo Drill | 119 | 0.1 | 18% | 20.9 | 90% | 18.8 | 1.9 | |||||||
| Sandvik DL432i Production Drill | 119 | 0.1 | 18% | 20.9 | 90% | 18.8 | 1.9 | |||||||
| Sandvik LH515i Production Loader | 268 | 0.1 | 51% | 135.7 | 90% | 122.1 | 12.2 | |||||||
| Sandvik TH663i Production Trucks | 585 | 0.1 | 58% | 342.1 | 90% | 307.9 | 30.8 |
| 13.8.7 | Primary ventilation |
The primary system delivers fresh air via intake shafts and removes contaminated air through return airways. The current return air volumes from the mine total 966 m³/s, however some fans are non-operational or on standby due to maintenance issues. Table 13.17 summarises the intake and return airflow requirements at Konkola Mine.
| Table 13.17 | Summary of primary ventilation airflows |
| Capacity max quantity (m3/s) | Intake requirements (m3/s) | Variance (m3/s) | ||||
| Intake capacity | 2,703 | 2,185 | 520 | |||
| Return capacity | 1,891 | 1,456 | 435 |
The success and safety of Konkola is contingent
upon the establishment of a precisely defined ventilation system that addresses the unique characteristics of the underground environment.
Figure 13.18, highlights the necessity for additional air supply to maintain the production profile, thereby necessitating the installation
of supplementary ventilation shafts. To sustain production, a new 7.2 m diameter intake shaft and a matching return shaft are proposed.
Figure 13.19 highlights the ventilation requirements against the proposed production profile.
amcconsultants.com | 153 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.18 | Visual presentation of air flow through the mine |
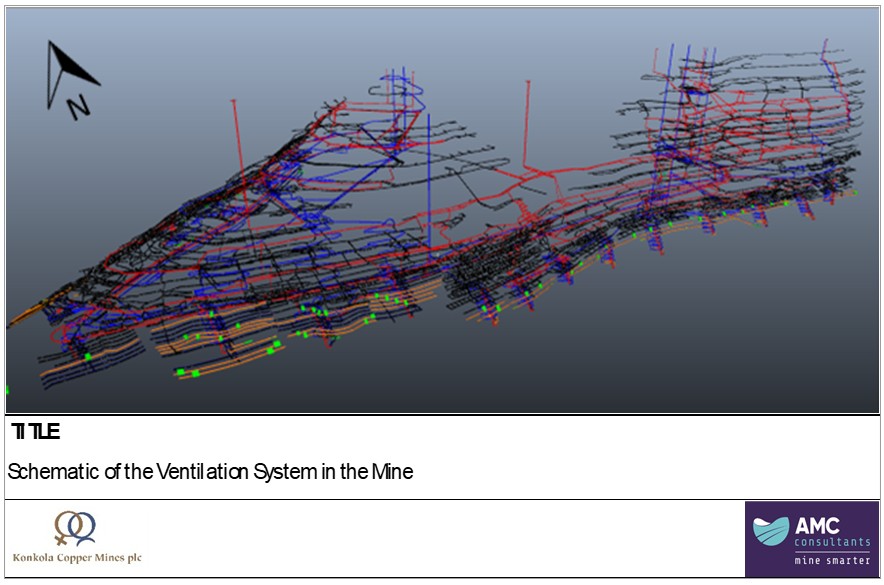
Source: AMC, 2026.
| Figure 13.19 | Ventilation compared to production |
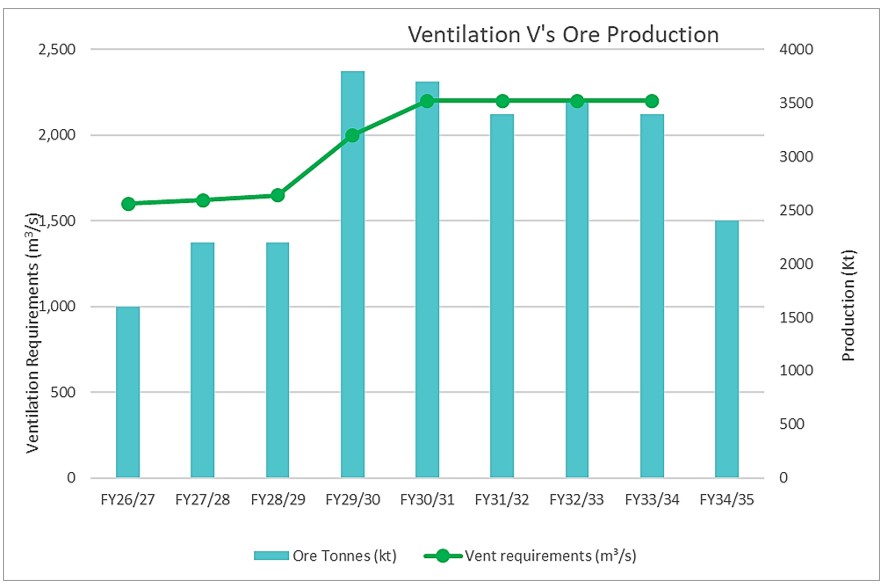
Source: AMC, 2026.
amcconsultants.com | 154 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.9 | Mining equipment fleet |
Mining activities at KCM are outsourced to a number of contractors, who are responsible for their own mining equipment. Table 13.18 presents the planned mining equipment fleet for Konkola Mine at steady-state production.
| Table 13.18 | Mining equipment fleet — steady state |
| MMS | AAC | Operman | Reliant | Total | ||||||
| Loaders | 13 | 2 | 2 | 3 | 20 | |||||
| Trucks | 11 | 2 | 3 | 5 | 21 | |||||
| Face Drills | 7 | 2 | 2 | 3 | 14 | |||||
| Longhole | 2 | 1 | 1 | 1 | 5 | |||||
| Electric Locomotives | 19 |
Source: AMC, 2026.
All diesel equipment is specified as EU-Type 3 / Tier 3 or higher, with diesel sulfur content <50 ppm, and catalytic converter and diesel particulate filter (DPF) after-treatment systems. Ventilation requirements for diesel equipment are calculated at 0.06 m³/s/kW for Tier 3+ equipment and 0.1 m³/s/kW for Tier 1–2 equipment.
| 13.10 | Mining personnel |
Mining operations at Konkola are performed by a combination of up to five mining contracting companies (Hahne, Tauro, Opermin, Reliant, AAC) together with KCM personnel. Contractor scope includes lateral and vertical development, production drilling and blasting, loading and hauling, underground rail operations, and dewatering system management.
Costing has been planned on unit cost rates from mining contractors and not on individual personnel allocations. The workforce is drawn from the local population with extensive mining industry exposure. Limited temporary expatriate specialist advisors are engaged for specific technical roles. As production increases, staff are reassigned from depleting mining areas, supplemented by additional recruitment from the local population with training, and by specialist partner mining contracting companies.
| Table 13.19 | Estimated mining workforce summary |
Head count equivalent positions |
Max | |
| KBU - Safety, Health Environment | 39.0 | |
| KBU - Services Dept | 91.0 | |
| KBU - Technical Services Department - all planning horizons and day to day operations | 212.0 | |
| KBU - Mobile Unit Operators | 3.0 | |
| KBU - SHAFT Number 4 | 616.0 | |
| KBU - SHAFT Number 3 | 398.0 | |
| KBU - Additional New Mine Service Functions | 41.4 | |
| KBU - Engineering Services | 195.0 | |
| KBU - Underground Stores & Logistics | 1.0 | |
| KBU - Miscellaneous | - | |
| KBU-Concentrator Staffing | 216.0 | |
| KBU Subtotal | 1,812.4 | |
| Bus Partner - MMS | 336 | |
| Bus Partner - AAC | 611 | |
| Bus Part - RELIANT | 517 | |
| Bus Part - Opermin | 272 | |
| Bus Part - Hannhe | 350 | |
| Bus Part - Tauro | 392 | |
| Business partners Subtotal | 2,200 | |
| Project Labour (contract)- Working UG on Capital Construction Projects | 12 | |
| Total | 4,024 |
Source: AMC / KCM, 2026.
amcconsultants.com | 155 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 13.11 | Mining development and production schedule |
The production profile for Konkola Mine spans the period from FY26/27 to 2036/37. Ore production from Konkola Mine, over the life-of-mine, is 29 Mt at a mined grade of 2.89%TCu and 0.06%TCo and contained metal of 839 kt total copper and 17 kt total cobalt, delivered to the processing facility.
The total Konkola Mine development schedule (Figure 13.20), includes 156 km of lateral development and 6.7 km of vertical development. Capital lateral development totals 96 km.
The Konkola development as a high upfront lateral development requirement of 32,000 m which tapers down over the life of the mine.
| Figure 13.20 | Konkola Mine development schedule |
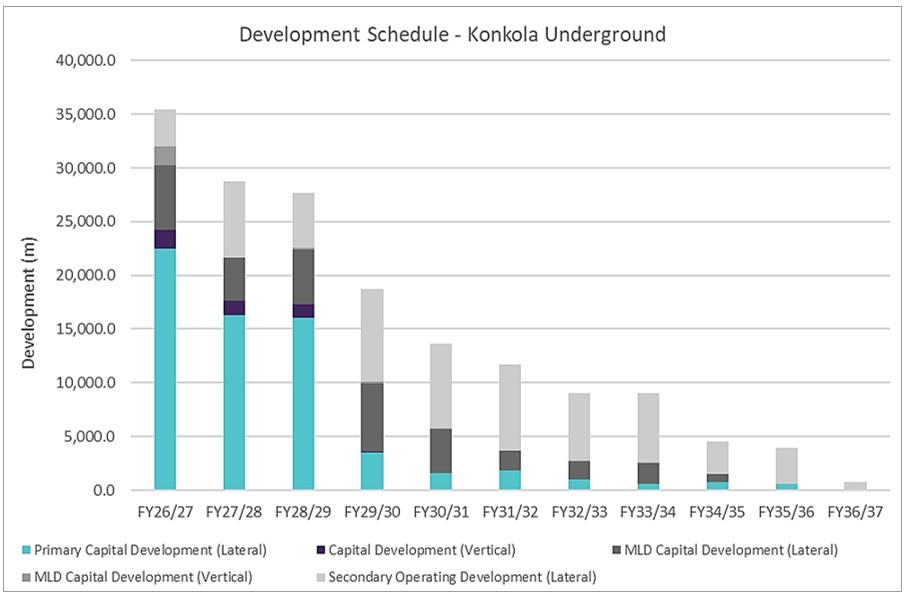
Source: AMC, 2026.
The mining schedules for each of the underground areas in Konkola is displayed in Figure 13.21 and by shaft ore hoisted in the Konkola Mine ramp up to 3.8 Mtpa in FY2029/30 in Figure 13.22 and total material hoisted in Figure 13.23.
amcconsultants.com | 156 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.21 | Konkola Mine production schedule by area |
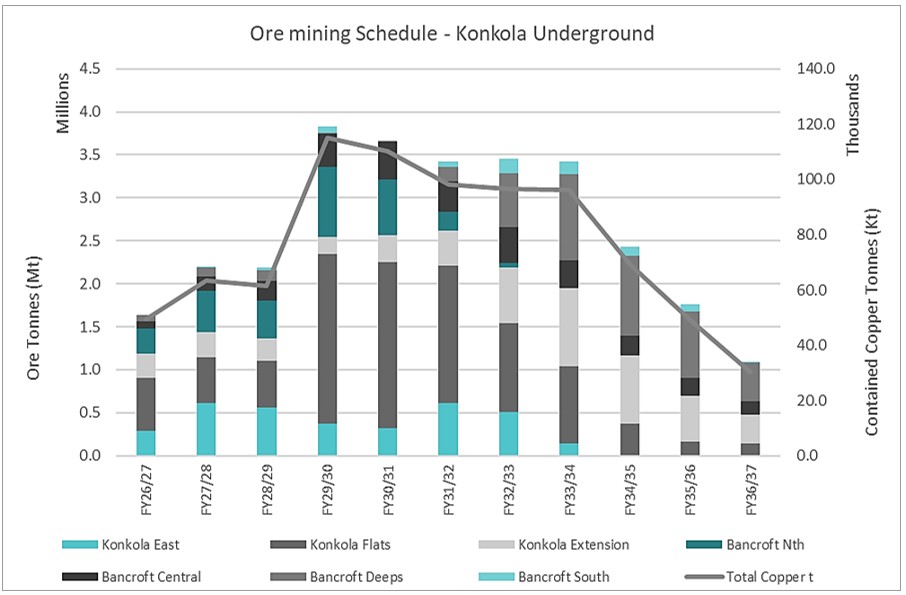
Source: AMC, 2026.
| Figure 13.22 | Ore hoisted by shaft |
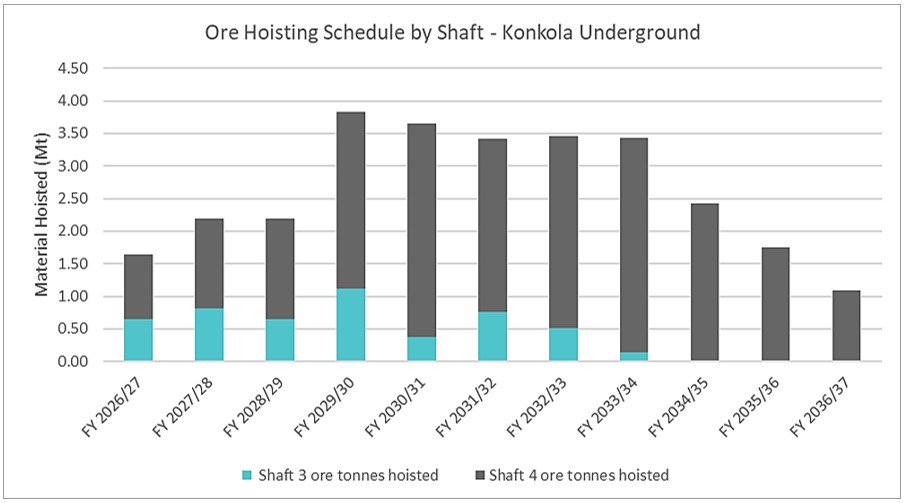
Source: AMC, 2026.
amcconsultants.com | 157 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.23 | Total hoisting (ore and waste) by shaft |
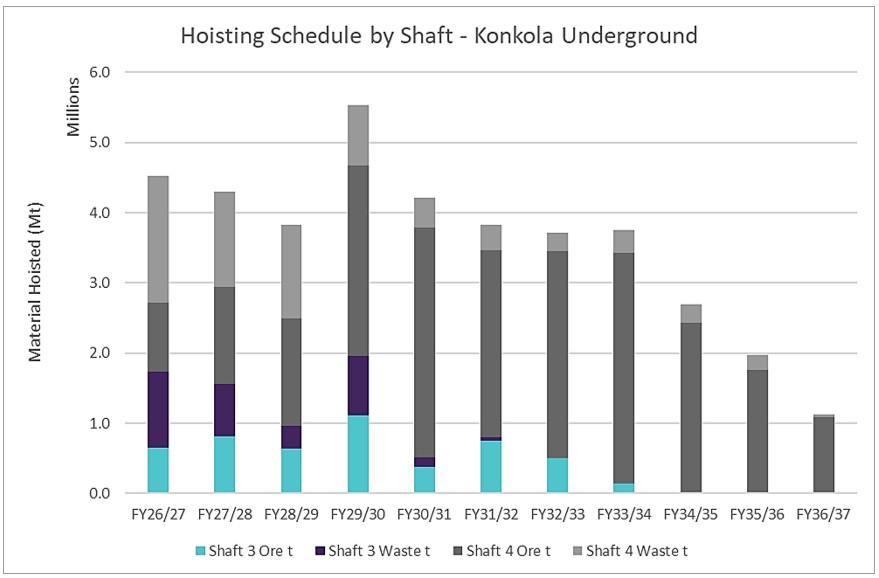
Source: AMC, 2026.
Konkola reprocess tailings, from tailings dam TD3 & TD4, to leach and recover predominantly the AsCu. The TLP feed from TD3 & TD4 is displayed in Figure 13.24. The TLP is a significant contributor to the total metal production in the first three years of the life-of-mine and coincides with the ramp up in production from Konkola underground mine Figure 13.25.
| Figure 13.24 | TD03 and TD04 mining schedule |
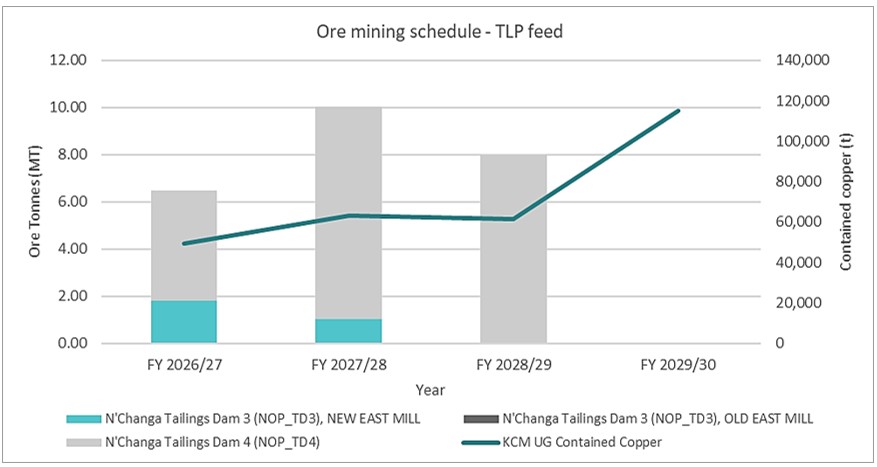
Source: AMC, 2026.
amcconsultants.com | 158 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.25 | Total project ore mining schedule |
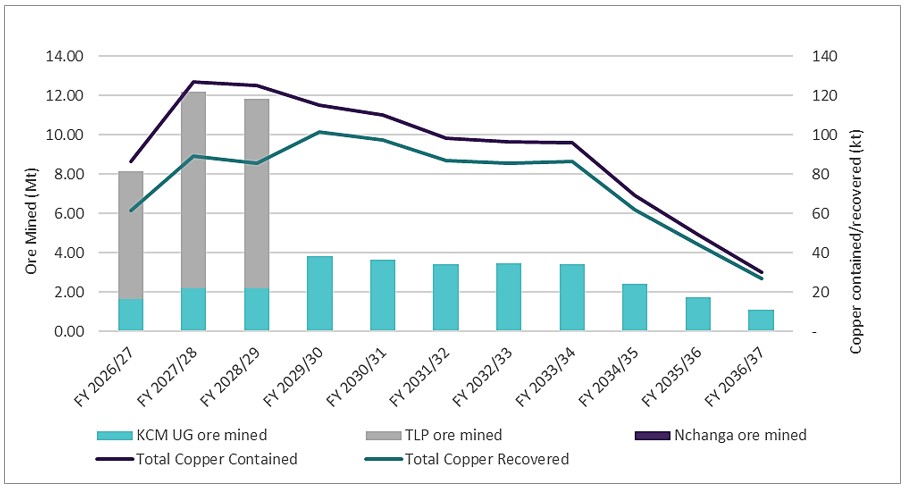
Source: AMC, 2026.
| 13.12 | Nchanga mining operations (Excluded from PFS) |
Nchanga Business Unit mining operations (underground and open pit) are excluded from the PFS Mineral Reserve and mine plan. Nchanga processing infrastructure is included in Section 14 as it supports tailings reclamation and reprocessing operations.
| 13.13 | Tailings reclamation |
| 13.13.1 | Sources of production TD03, TD04 |
Tailings reclamation at the Nchanga site forms an important component of the production strategy, primarily supplying the Nchanga TLP with low-grade oxide material. Tailings originate from:
| · | Historical wet tailings deposited in Tailings Dams 3 (TD03) and 4 (TD04). |
| · | Dry coarse tailings remaining on the walls of TD03 after previous hydraulic mining campaigns. |
| · | Direct tailings streams from the New West Mill (NWM), New East Mill (NEM), and Old East Mill (OEM) concentrators. |
The Nchanga TLP is designed to recover copper not previously extracted during initial flotation, including acid-soluble copper, residual sulfides, and fine unliberated particles. Leaching is supported by an on-site sulfuric acid plant with a capacity of 1,850 tonnes per day, supplemented by third-party acid purchases as required.
TD03 and TD04 are located approximately 7 km west of the main processing facilities (Figure 13.26). The wet tailings are recovered via hydraulic mining, while dry tailings from TD03 are loaded using conventional earthmoving equipment and transported by truck to the NEM, where they are re-slurried and pumped to the Nchanga TLP for leaching.
amcconsultants.com | 159 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 13.26 | Nchanga site layout |
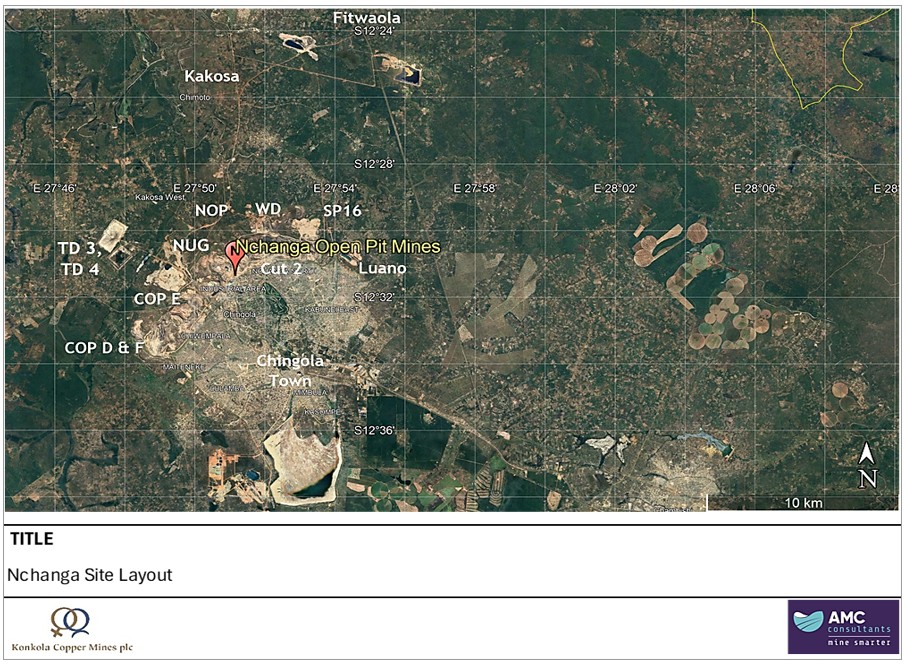
Source: Google Earth.
| 13.13.2 | Tailings dam inventory |
The March 2024 baseline tonnage estimate for the tailings deposits recorded 10.34 Mt dry tailings in TD03 and 27.65 Mt wet tailings in TD04. The inventory available for processing as at 1 April 2026, updated to reflect cumulative tailings reclamation at TD03 and at TD04 from FY2026, is set out in Table 13.20 below.
| Table 13.20 | Available inventory from TD03 and TD04 for the Nchanga TLP from 1 April 2026 |
| Facility | CoG (% TCu) | Tonnes (Mt) | TCu (%) | AsCu (%) | TCo (%) | |||||
| TD03 | 0.0 | 2.8 | 0.75 | 0.60 | 0.01 | |||||
| TD04 | 0.0 | 22 | 0.62 | 0.42 | 0.03 |
| 13.13.3 | Processing methodology and plant design |
The Nchanga TLP processes tailings at a nominal rate of 11 to 16 million tonnes per annum using a well-established three-stage hydrometallurgical process:
| 1 | Sulfuric Acid Leaching: dissolves acid-soluble copper fractions from reclaimed tailings. |
| 2 | Solvent Extraction (SX): selectively recovers and purifies copper in solution. |
| 3 | Electrowinning (EW): produces high-purity copper cathode suitable for LME Grade A certification. |
amcconsultants.com | 160 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Dry tailings from TD03 are first ground and preconditioned at the NEM or OEM before entering the leach circuit. Wet tailings from TD04 are pumped directly to the Nchanga TLP following hydraulic reclamation.
The cobalt contained in the tailings is not recovered the electrowinning process and is shown for information purposes only.
| 13.13.4 | Production schedule |
Tailings recovery will be staged to align with Nchanga TLP throughput and acid availability. The dry reclaim contract at TD03 is targeting an output of 2.84 Mt over its remaining reclamation period. Wet tailings recovery from TD04 is expected to ramp up progressively. AMC estimated the production tonnes for TD04.
Total acid-soluble copper (ASCu) recovery from TD03 is projected at approximately 11,891 tonnes, while TD04 is expected to yield approximately 67,460 tonnes of ASCu across its reclamation schedule, assuming an ASCu recovery of 74.8%.
Detailed year-by-year production schedules for both cases are presented in the Production Schedule sections of this report (refer to Table 19.4).
| 13.13.5 | Materials handling, slurry pumping |
The wet tailings reclamation operation at TD04 is contracted to Fraser Alexander Zambia under a five-year agreement commencing 1 December 2024. The scope of work includes:
| · | Hydro-mining using 5 to 6 high-pressure water cannons. |
| · | Operation of two intermediate pumping stations. |
| · | Full operational staffing (157 to 193 personnel) and maintenance responsibilities. |
KCM retains responsibility for power, water, major infrastructure, lime for pH control, and electrical maintenance.
The dry tailings at TD03 are reclaimed by Hanhe Industries Zambia, using 70-tonne haul trucks over a 9.9 km haul route to the NEM plant. Dry tailings are then re-slurried and pumped to the Nchanga TLP for processing.
| 13.13.6 | Tailings reclamation - Capital and operating costs |
| 13.13.6.1 | TD03 reclaim costs |
| · | Contract unit rate: $3.01/t (inclusive of haulage and road maintenance). |
| · | Processing to NEM: ~$0.45–$0.55/t (based on comparable purchase orders). |
| · | No planned capital works: Any bridge upgrades or road improvements will be funded from within the operating budget, as mining will be complete within 2 years. |
| 13.13.6.2 | TD04 reclaim costs |
| · | Phase 1 (10–15 kilotonnes per day (ktpd)): $0.43–$0.65/t. |
| · | Phase 2 (20–25 ktpd): $0.37–$0.42/t. |
| · | AMC’s estimated all-inclusive cost: ~$0.80/t (including KCM owner’s costs and utilities). |
| 13.13.6.3 | Capital provisions for TD04 |
Mining of TD04 has commenced and no further capital has been allocated. Mining of TD04 will be complete within 3 years. Given the short asset life, any sustaining expenditure will be funded from within the operating budget.
amcconsultants.com | 161 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14 | Processing and recovery methods |
The processing capability of KCM consists of assets at three sites:
| · | Konkola - concentrator and tailings storage facility |
| · | Nchanga - concentrators, Nchanga TLP, Nchanga Smelter, sulfuric acid plant |
| · | Kitwe – Nkana Refinery |
Current and future requirements and provision of utilities such as power, water and related infrastructure are described in Section 15 of this TRS. The KCM Processing sites are an existing and ongoing operation, and current personnel levels are maintained during the life of operations for each site. As production rates improve, it is anticipated that the improved productivity will be absorbed by a reasonably static workforce contingent.
The total flowsheet is highly integrated due to material flows between each asset as shown in Figure 14.1.
| Figure 14.1 | KCM total flowsheet |
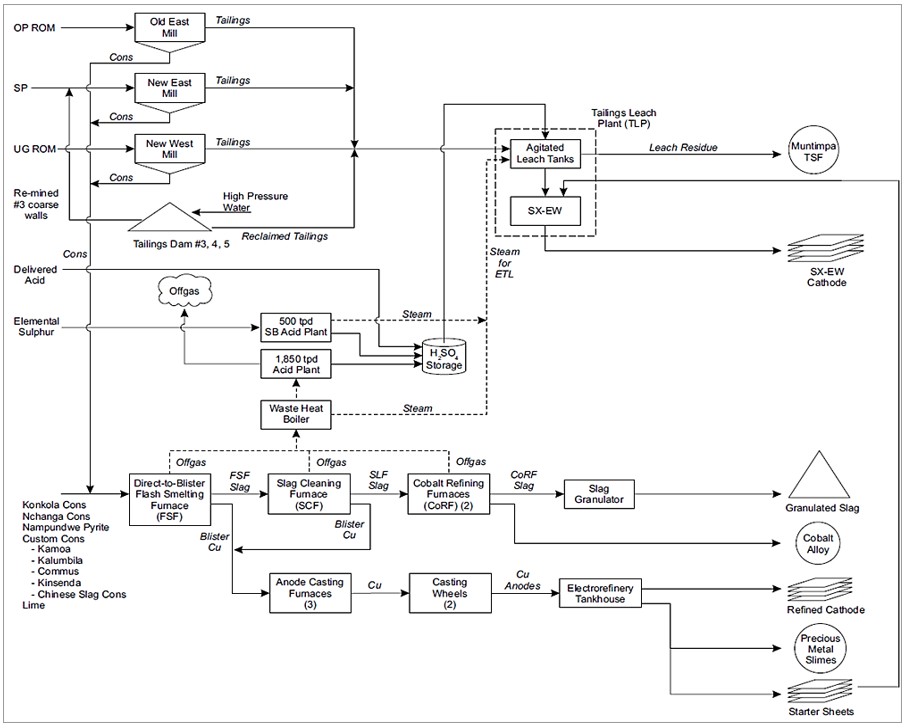
Source: KCM, 2026.
The overall processing philosophy is to treat sulfide ores where the valuable fraction is comprised mainly of chalcopyrite with 10% to 20% acid soluble copper minerals from the Konkola Mine via conventional sulfide flotation to produce copper concentrates. Copper concentrates with copper grades exceeding 33% Cu are processed in the Nchanga Smelter to produce copper anodes. Concentrates with lower grade copper content are produced by the Nchanga Concentrators and are sold to third parties or may be blended with higher-grade concentrates for processing in the Nchanga Smelter. The smelter also produces cobalt alloy for sale from the Cobalt Refining Furnaces (see Figure 14.1).
amcconsultants.com | 162 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Tails from the Nchanga Concentrators, at up to 13.4 Mtpa, contain acid soluble copper and are processed in the Nchanga TLP. Reclaimed tails from historic TSFs are combined with the Nchanga Concentrators tails to increase the available throughput to the Nchanga TLP. The Nchanga TLP is a sulfuric acid leaching plant that produces copper cathodes via solvent extraction and electrowinning.
Sulfuric acid for the Nchanga TLP can be supplied by a sulfuric acid plant treating the Nchanga Smelter off gas stream (1,850 tpd sulfuric acid plant) and by a sulfur-burning sulfuric acid plant (500 tpd SB sulfuric acid plant). Acid can also be supplied by third parties from the Zambian, Namibian and South African markets if required. Smelter operation for acid production is a critical unit operation and a bottleneck where concentrate supplies are restricted. Make up supplies of acid are purchased on market as required. If insufficient acid is available for the Nchanga TLP, Nchanga Concentrators operational throughput may be curtailed.
The Nkana electrolytic refinery processes anodes from the Nchanga Smelter and produces LME grade A copper cathodes, pure copper starter sheets for the Nchanga TLP electrowinning tank house, and slimes (residue from anode dissolution) containing precious metals for sale.
| 14.1 | Konkola Concentrator |
The Konkola Concentrator was designed as a nameplate 6.0 Mtpa throughput concentrator producing copper concentrate from an ore with copper sulfides and oxidised copper minerals.
| 14.1.1 | Konkola process description |
The flowsheet is shown in Figure 14.2.
| Figure 14.2 | Konkola Concentrator flowsheet |
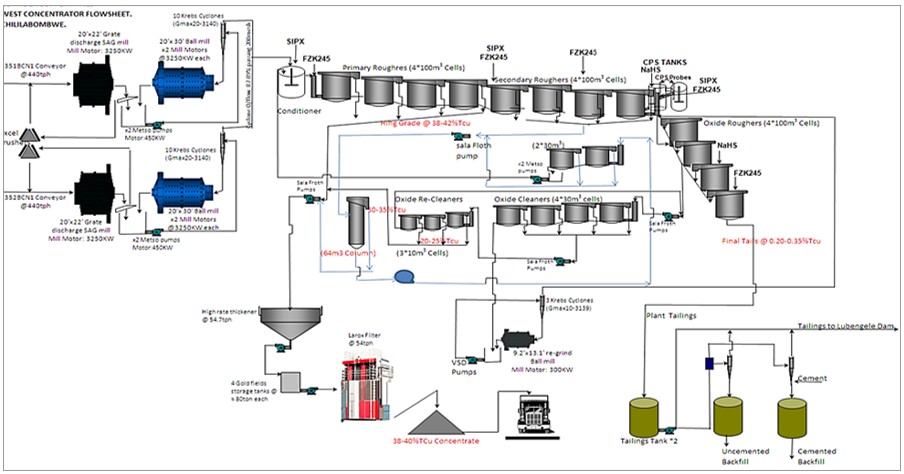
Source: KCM, 2026.
amcconsultants.com | 163 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Ore is recovered from underground via shaft haulage and conveyed or trucked to the stockpile. The ore is stored on a 21,000 t live capacity stockpile before it is fed to either one of two comminution circuits. Each circuit consists of a SAG mill in series with a ball mill in closed circuit with a 10-cyclone hydro cyclone cluster. Both mills use trommel screens at discharge with undersize streams combined in the cyclone feed sump. The cyclone overflows are combined; lime is added for pH control – target 9 to 9.5 - and the total stream is fed to a common flotation circuit. Each comminution circuit has a capacity of 3 Mtpa. The combined cyclone overflow has a product size of 90-92% passing 75 µm (P90-92 of 75 µm).
The flotation circuit is a conventional design comprised of a conditioning tank, Primary and Secondary sulfide Rougher flotation banks, CPS circuit, Oxide Roughers, Oxide Cleaners, Oxide Re-cleaners, a Flotation Column for cleaning of secondary rougher sulfide concentrate, and Scavenger cells. The flotation circuit has a design capacity of 6 Mtpa. Cyclone overflow feeds a conditioning tank where collectors Sodium Iso Propyl Xanthate (SIPX) and Flex 31 (an enhanced Xanthate collector) are added. Frother is added to the feed well of the first flotation cell, the junction between rougher and scavenger. Rougher concentrate reports directly to the high rate concentrate thickener. Rougher flotation tails report to secondary roughers and further collector added. Secondary rougher concentrate reports to the column cleaner cell. Column concentrate is combined with primary rougher concentrate and reports to the high rate concentrate thickener.
Secondary rougher tails report to the controlled potential sulfidation tank of the oxide flotation circuit. NaHS, additional collector and frother are added to the slurry and then pumped to the oxide rougher cells. Oxide rougher tails report to final tails. Oxide rougher concentrates are pumped to the oxide cleaner cells. Oxide cleaner concentrate is pumped to the oxide recleaner cells. Oxide recleaner concentrates are pumped to the concentrate high-rate thickener. Oxide recleaner tails are recirculated to the oxide cleaner cells. Oxide cleaner cell tails report to the oxide circuit regrind mill discharge sump. Mill discharge is pumped to a cyclone classifier with overflow directed to the head of the oxide rougher circuit. Cyclone underflow is reground in the regrind mill and reports to the mill discharge sump. The column cleaner cell tail is pumped to two scavenger flotation cells. The scavenger concentrate is combined with the secondary sulfide rougher concentrate and pumped to the column cleaner cell. Tails from the oxide scavengers is recombined with the main flotation circuit feed in the primary conditioning tank.
Tailings are stored in tailings holding tanks where the tailings feed a backfill plant or are pumped to the Lubengele tailings dam.
| 14.1.1.1 | Historical performance |
Performance prior to the 2023 shutdown is shown in the following figures.
The concentrator operation has been characterised by ongoing under design capacity performance (Figure 14.3).
amcconsultants.com | 164 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.3 | Konkola historical ore treatment |
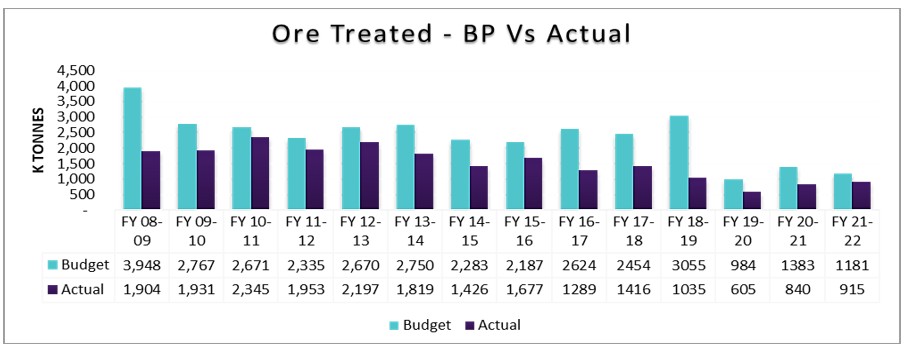
Source: AMC, 2026.
| 14.1.1.2 | Restart performance |
The concentrator recommenced operations in August 2024. Performance since the restart is shown in the figures below (Figure 14.4 to Figure 14.7).
| Figure 14.4 | Konkola daily ore received since restart |
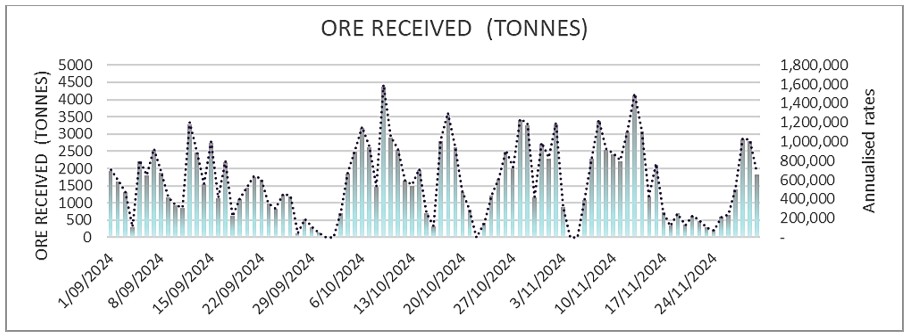
Source: AMC, 2026.
amcconsultants.com | 165 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.5 | Konkola ore processed since restart |
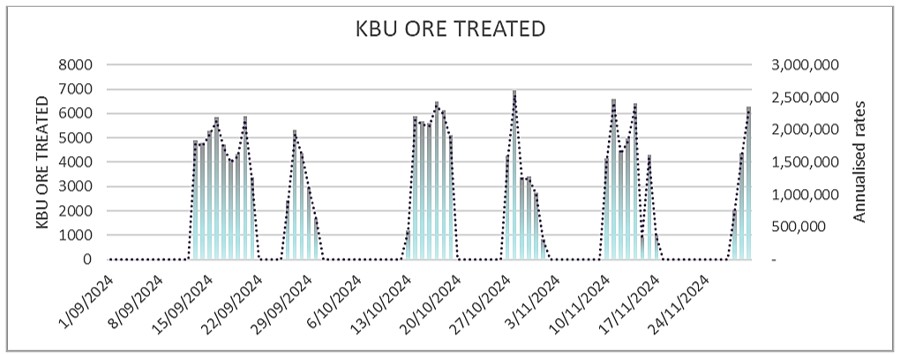
Source: AMC, 2026.
| Figure 14.6 | Konkola recoveries since restart |
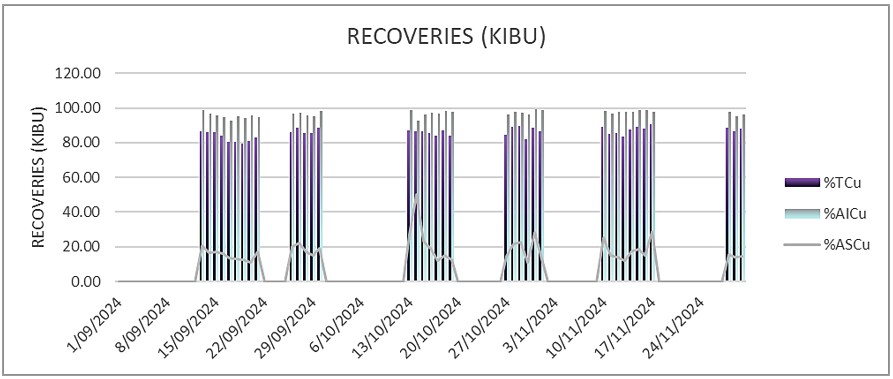
Source: AMC, 2026.
| Figure 14.7 | Konkola concentrate produced since restart |
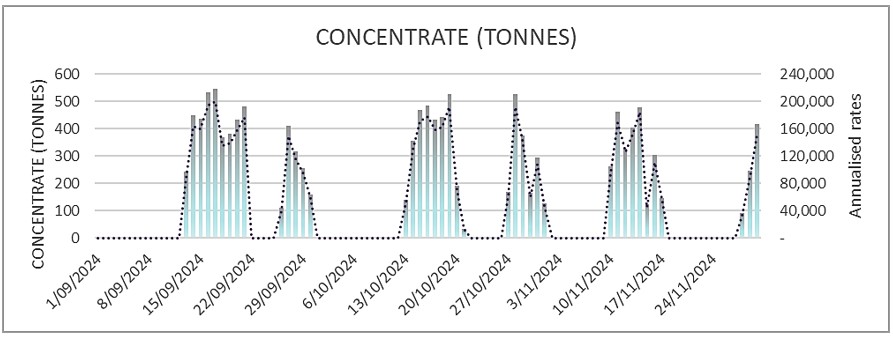
Source: AMC, 2026.
amcconsultants.com | 166 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Since the recommencement of operations, the concentrator has operated in an on / off mode to accommodate low ore supply. Ore is stockpiled until sufficient ore is available to operate for approximately seven days at a nominal daily throughput of 5,000 to 6,000 tonnes or approximately 2/3rds of capacity. This enables the concentrator to operate at acceptable efficiency for those periods. Copper recoveries and concentrate grades were generally close to plan for the period. Concentrate production and grade, and copper production and recovery for the restart period and the FY25-26 plan are shown in Figure 14.8 and Figure 14.9 below.
| Figure 14.8 | Concentrate production and grade - Restart and FY25-25 plan |
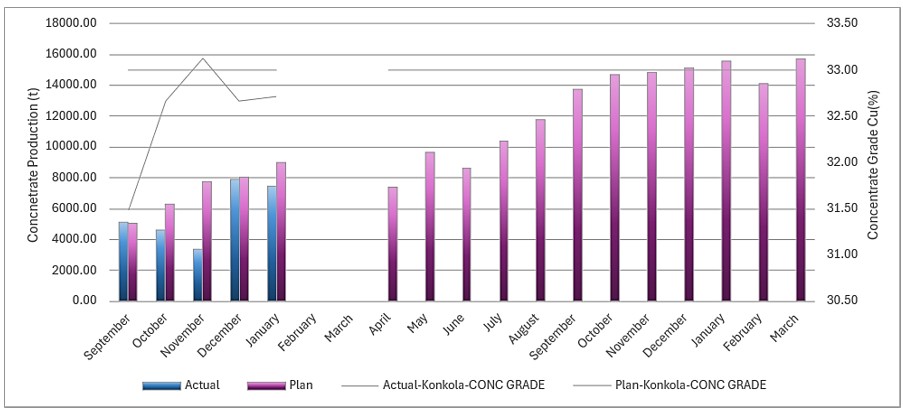
Source: AMC, 2026.
| Figure 14.9 | Copper production and recoveries - Restart and FY25-26 plan |
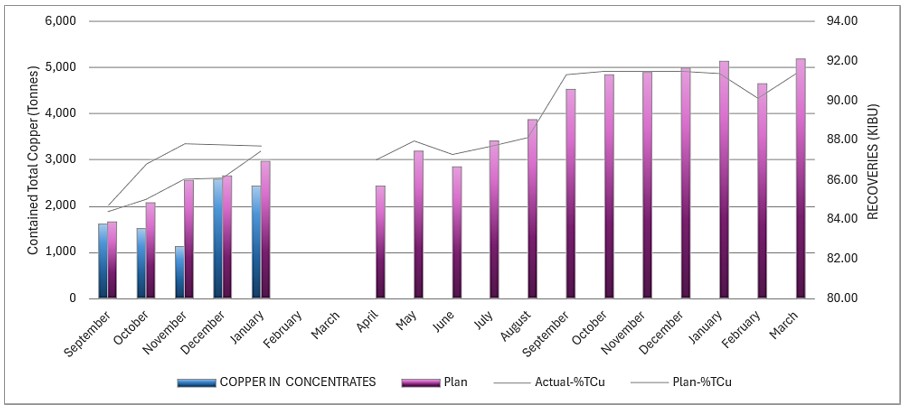
Source: AMC, 2026.
amcconsultants.com | 167 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.1.2 | Plant design and equipment |
Major items of equipment are outlined in Table 14.1.
| Table 14.1 | Konkola Concentrator major equipment |
| Item | Size | Number | ||
| SAG mill | 6.1 m x 6.7 m | 2 | ||
| Ball mill | 6.1 m x 9.1 m | 2 | ||
| Cyclone cluster | 10 x Krebs Gmax20 | 2 | ||
| Primary roughers | 100 m3 | 4 | ||
| Secondary roughers | 100 m3 | 4 | ||
| Oxide roughers | 100 m3 | 4 | ||
| Oxide cleaners | 30 m3 | 4 | ||
| Oxide recleaners | 10 m3 | 3 | ||
| Scavengers | 30 m3 | 2 | ||
| Column cleaner | 64 m3 | 1 | ||
| Regrind ball mill | 2.8 m x 4 m | 1 | ||
| Regrind cyclone cluster | 3 x Krebs Gmax10 | 1 | ||
| High rate thickener | 12 m | 1 | ||
| Pressure filter | 54 tph | 1 |
Note: tpa - tonnes per annum, tph – tonnes per hour
| 14.1.3 | Plant operations |
Current operating design criteria are given in Table 14.2, Table 14.3, and Table 14.4.
| Table 14.2 | Capacity criteria |
|
Production capacity of plant |
6,000,000 dry MT/year (Nominal) | |
| Operating days / year | 330 | |
| Shifts / day | 2 | |
| Crushing | ||
| Effective working hours per shift | 8 | |
| Effective operating hours / year | 5,280 | |
| Average hourly throughput of the plant | 1,136 dry MTPH (Nominal) | |
| Average moisture | 5 % | |
| Capacity of feeding system | 1,200 dry MTPH or 19,200 MT/DAY | |
| Design Capacity | 1,500 dry MTPH | |
| Dust emission from stack | within 150 mg/Nm3 | |
| Milling | ||
| Production of mined ore | 19,200 MT/DAY for two stream operation | |
| Operating hrs. / day | 24 | |
| Shifts / day | 3 | |
| Moisture | 5% | |
| Mill availability | 95% | |
| Capacity of the Grinding system / stream | 380 DMTPH | |
| Capacity of the Grinding system / stream | 400 dry MTPH | |
| Design capacity (with 10% margin) / stream | 440 dry MTPH | |
| Stockpile live capacity | ||
| Minimum hour feed considered | 30 hours | |
| Capacity per hour (for both streams) | 842 MTPH | |
| Live capacity of the Stockpile | 25,260 MT | |
| Design live feed capacity of the Stockpile | 26,000 Tons |
amcconsultants.com | 168 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 14.3 | Comminution criteria |
|
SAG Mill |
Criteria | |
| Specific Gravity | 2.75 | |
| Bulk density | 1.6 t/m3 | |
| Feed moisture | 5% average | |
| Feed size | 80% < 150 mm, 100% < 250 mm | |
| Crusher Work Index | 18.8 KWH/T | |
| Rod mill work index | 12.1 KWH/T | |
| JK Drop parameters | Ta= 0.48, b=0.88, A=53.2, A*b= 46.8 | |
| Ball Mill | ||
| Specific Gravity | 2.75 | |
| Bulk density | 1.6 t/m3 | |
| Feed size | Approx. 80% < 2.8 mm | |
| Ball Mill work index | 13.8 KWH/T | |
| Product size | 85-88% < 74 microns |
| Table 14.4 | Flotation criteria |
|
Flotation |
Criteria | |
| Specific gravity of ore | 2.75 | |
| Bulk density | 1.59-1.62 t/m3 | |
| Total copper grade | 3.1-3.34% | |
| Acid soluble copper grade | 0.25-0.6% | |
| Acid insoluble copper grade | 2.5-2.99% | |
| Design recovery - total copper | 89% | |
| Design grade of recoverable copper | 40-41% | |
| Feed rate | 880 MTPH (dry) | |
| Solid concentration in feed slurry | 33/+2-1 % solids w/w | |
| Collector | SIPX at 5% v/v | |
| CPS reagent | NAHS at 2% v/v | |
| Frother | BETA at 85% v/v | |
| pH of feed slurry to flotation section | 7-8 | |
| Feed particle size | 85% (-) 74 microns | |
| Regrinding cyclone overflow particle size | 80% (-) 44 microns | |
| pH modifier | Milk of Lime at 4% v/v | |
| Froth factor | 3 minimum | |
| Process water pH | Neutral pH | |
| Sulfide rougher pH | 10 – 10.5 | |
| Dosage SIPX | 48-50 g/t ore | |
| Dosage Beta Froth | 72-75 g/t ore | |
| Dosage NAHS | 130-135 g/t ore | |
| Dosage Lime | 50 g/t ore |
amcconsultants.com | 169 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.1.4 | Konkola Concentrator production schedule |
The Konkola Concentrator ore feed schedule is shown in Figure 14.10 below, based on planned ore receipts from the Konkola Mine as defined in the Mineral Reserve mine plan.
| Figure 14.10 | Konkola Concentrator ore feed schedule |
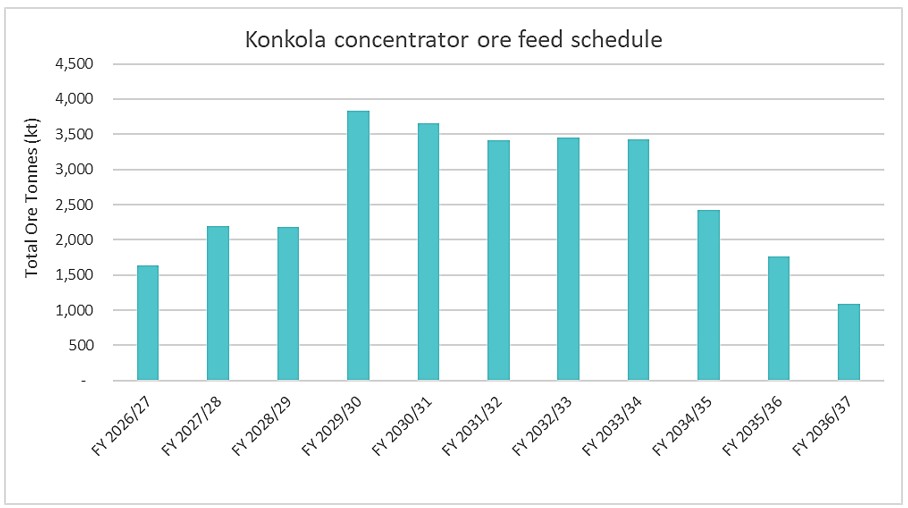
Source: AMC, 2026.
Concentrate produced by the concentrator is transported by road to the Nchanga Smelter. The main assumptions for the Mineral Reserve mine plan are shown in Table 14.5.
| Table 14.5 | Konkola Concentrator key assumptions |
| Parameter | Unit | Value | ||
| Total Cu recovery | % | TCu rec = -95.824*(ASCu/TCu) + 99.146 | ||
| Acid soluble Cu recovery | % | 35 | ||
| Cu concentrate grade | % | 33 |
Annual concentrate production is shown in Figure 14.11.
amcconsultants.com | 170 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.11 | Konkola concentrate production |
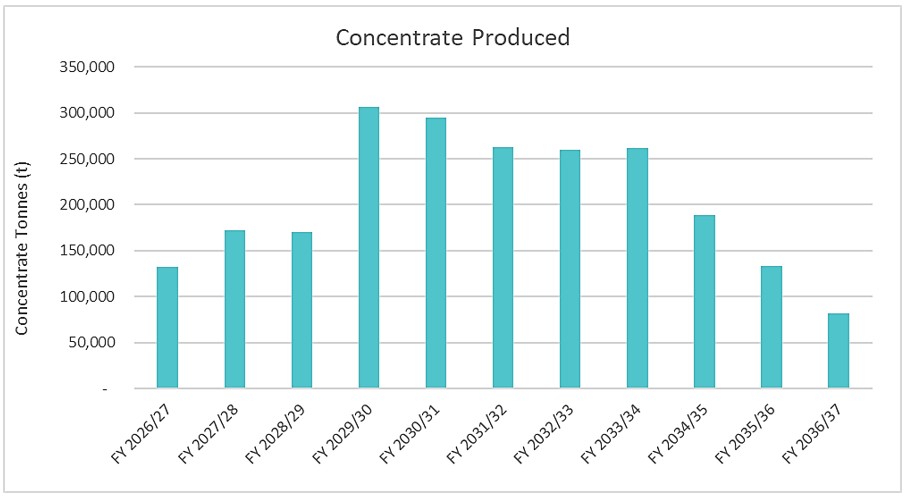
Source: AMC, 2026.
Total copper metal in concentrate is shown in Figure 14.12.
| Figure 14.12 | Total copper metal in Konkola concentrate |
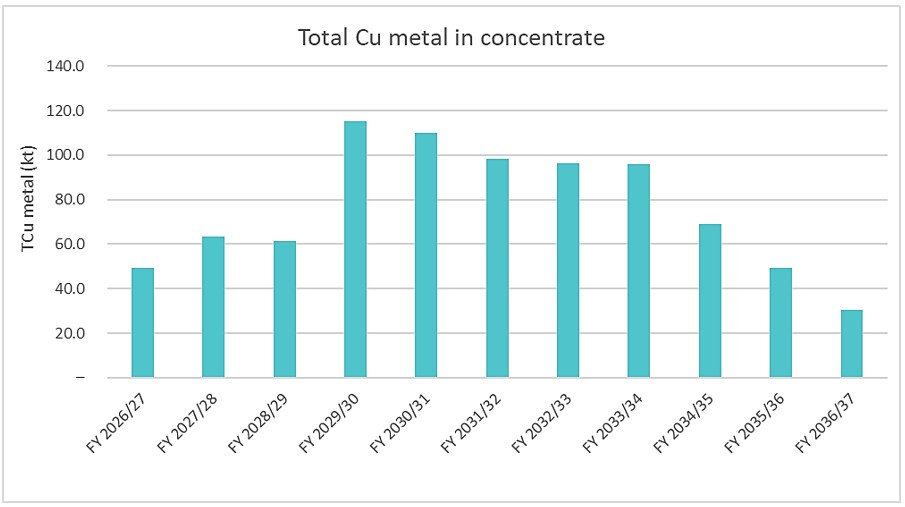
Source: AMC, 2026.
amcconsultants.com | 171 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.2 | Nchanga concentrators |
The Nchanga concentrator group comprises three milling and flotation circuits located at the Nchanga site in Chingola, treating ore from underground, open pit, and stockpile sources within the NBU. The three concentrators and their nominal capacities are summarised in Table 14.6.
| Table 14.6 | Nchanga Concentrator nominal capacities |
| Concentrator | Capacity (Mtpa) | Primary ore feed | ||
| Old East Mill (OEM) | 4.4 | COP DF open pit ore, CRO stockpile | ||
| New East Mill (NEM) | 6.5 | CRO stockpile | ||
| New West Mill (NWM) | 2.5 | NUG underground ore | ||
| Total | 13.4 |
The Nchanga Concentrators employ conventional froth flotation for the beneficiation of mixed sulfide and oxide copper ores. The processing circuit at each mill consists of crushing, grinding, sulfide flotation in roughing, scavenging, and cleaning stages, followed by concentrate dewatering.
The ore feed to the Nchanga Concentrators has historically comprised lower-grade material with higher proportions of acid-soluble copper minerals compared to the Konkola ore. Consequently, flotation recoveries are variable and final concentrate copper grades are generally lower than those achieved at the Konkola Concentrator. A practical minimum of approximately 20% Cu in concentrate has been applied for material to be acceptable as smelter feed; concentrates below this threshold are either sold to third parties or blended with higher-grade Konkola concentrate at reduced ratios.
The concentrators have rarely achieved planned ore throughputs, primarily due to mining constraints at the NBU operations. Historical utilisation rates between 2015 and 2023 ranged from 25% to 50% across the three mills. The companion IA TRS (Section 14.2) identifies potential efficiencies through consolidation of feed to fewer concentrators.
The Nchanga Concentrators are excluded from the PFS Mineral Reserve mine plan. Their relevance to the PFS is twofold: (a) Nchanga concentrate contributes to the smelter feed blend (Section 14.4.3), supplementing Konkola and third-party concentrates; and (b) flotation tailings from the Nchanga Concentrators (at up to 13.4 Mtpa) are directed to the Nchanga TLP (Section 14.3), providing a continuous feed stream that supplements reclaimed material from TD03 and TD04. Detailed historical performance data and the Nchanga LOM production schedule are provided in Section 14.2 of the companion IA TRS.
| 14.3 | Nchanga TLP |
The Nchanga TLP processes low-grade oxide tailings from the Nchanga Concentrators (OEM, NEM, NWM) and the Tailings Dam (TD03 and TD04).
The key operations are:
| · | Sulfuric Acid Leaching: Dissolves acid-soluble copper from tailings (~0.35% Cu feed grade). |
| · | SX: Extracts copper from solution and concentrates it for EW. |
| · | EW: Produces Grade A LME copper cathode. |
The Nchanga TLP flowsheet is given in Figure 14.13.
amcconsultants.com | 172 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.13 | Nchanga TLP flowsheet |
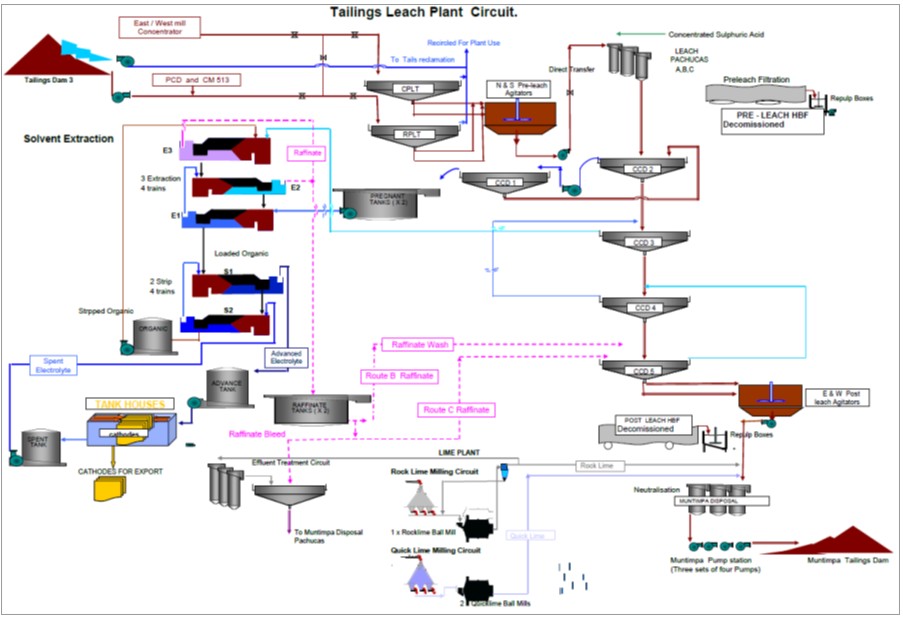
Source: KCM, 2026.
The tailings streams from the Nchanga Concentrators are combined and pumped to a pre-leach thickener (PLT) at up to 13.4 Mtpa. Hydraulically remined tailings from TD03 and TD04 are combined and pumped to a second pre-leach thickener. Process water recovered from the PLTs is reused in tails reclamation and for general plant use. Thickened underflows from the PLTs are pumped to two pre-leach agitated tanks and then pumped directly to 4 leach pachucas (air agitated reaction tanks) – 3 operating, 1 standby. Concentrated sulfuric acid is added to the pachuca feed. Residence time in the pachucas is approximately 2 hours. Acidified and leached slurry is pumped to a counter current decantation train (CCD). Slurry enters at CCD2. The overflow consisting of pregnant copper containing leach solution (PLS) is pumped to CCD1 for further clarification before the clarified overflow is pumped to 2 pregnant liquor tanks. Underflow from CCD1 is returned to CCD2 to minimise solution losses. Underflow from CCD2 feeds CCD3 and subsequently CCD4 and 5. Overflow from CCD3 is pumped to the solvent extraction circuit. Overflows from CCD4 and CCD5 are returned to the previous CCD.
The now barren underflow from CCD5 is pumped to a neutralisation circuit where lime is added to neutralise acid and increase the pH to ~7. The neutralised product is pumped to the Muntimpa tailings dam.
The SX circuit consists of four trains each comprised of three extraction stages and two stripping stages. The PLS from the holding tanks is pumped to the SX circuit where it is mixed with a copper complexing reagent (lixiviant) in kerosene to remove the copper from the acidic aqueous PLS. The loaded organic phase now containing the copper is pumped to the stripping circuit where it contacts spent electrolyte from the tank house and the copper is redissolved in the aqueous electrolyte. The now high copper solution (advanced electrolyte) is pumped to the tank house for electrowinning of the copper onto cathodes. The solid copper cathodes are bundled for sale and export. The barren aqueous phase from the extraction circuit (raffinate) is collected and neutralised in the effluent treatment circuit for disposal.
amcconsultants.com | 173 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.3.1 | Historical performance |
The performance of the Nchanga TLP prior to 2023 is shown in Figure 14.14.
| Figure 14.14 | Historical Nchanga TLP throughput |
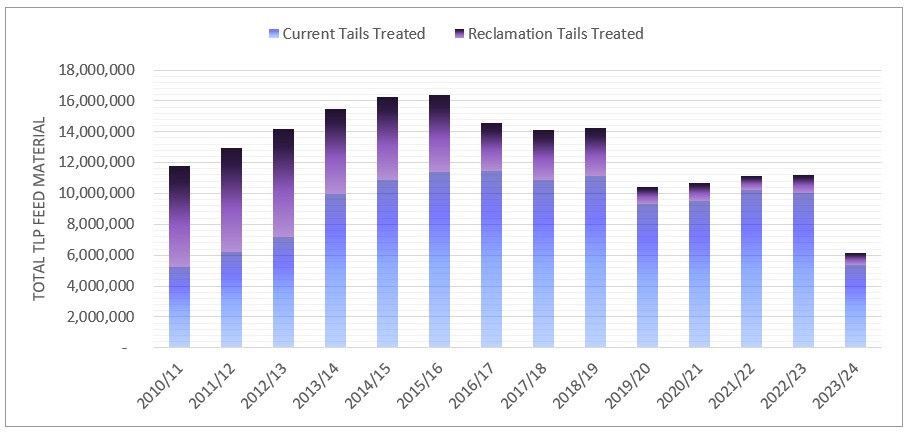
Source: AMC, 2026.
The recovery performance is in Figure 14.15.
| Figure 14.15 | Nchanga historical recoveries |
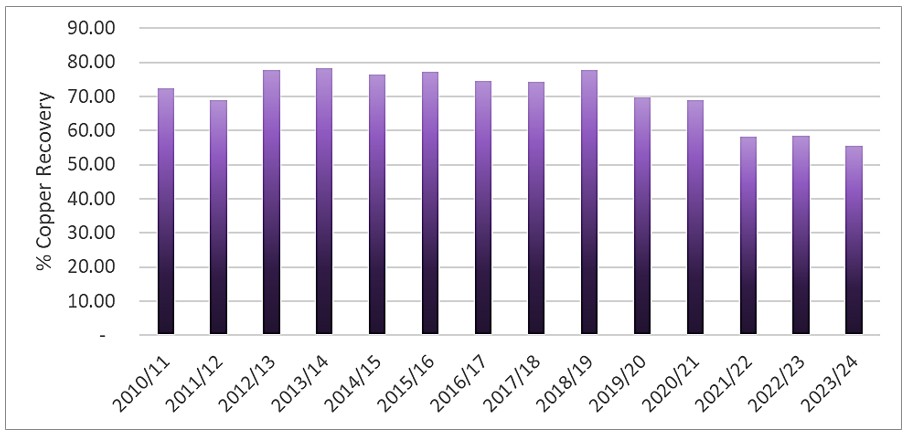
Source: AMC, 2026.
amcconsultants.com | 174 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Recovery performance was reduced in the four-year period from 2020 to 2024 due to operating and financial constraints. Maintenance, manpower, working capital reductions combined to impact availability and utilisation.
Historically the Nchanga TLP had highest annual throughput in 2015 / 2016 (Table 14.6).
| Table 14.7 | Nchanga TLP highest annual performance |
Item | Value | ||
| Annual Nchanga Concentrators tailings (Mt) | 11.4 | ||
| Annual tailings reclaim (Mt) | 5.0 | ||
| Weighted average ASCu (%) | 0.44 | ||
| Copper recovery (%) | 77 | ||
| Copper produced (t/d) | 151 |
AMC notes that in a single year (2012/13) 7.0 Mt of tailings were reclaimed.
AMC estimates the following copper production is achievable (Table 14.7). The reduced recovery for future processing through the Nchanga TLP relates to the reduced expected ASCu% grade to be fed through the plant.
| Table 14.8 | Copper production estimate |
Item | Value | ||
| Plant capacity (tpd) | 50,000 | ||
| Weighted average ASCu (%) | 0.35 | ||
| Copper recovery (%) | 74.8 | ||
| Operational availability (%) | 90 | ||
| Copper production (t/d) | 118 |
| 14.3.2 | Restart performance |
The Nchanga TLP recommenced operations in August 2024. Overall recovery performance is shown in Figure 14.16.
amcconsultants.com | 175 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.16 | Nchanga TLP copper recovery since restart |
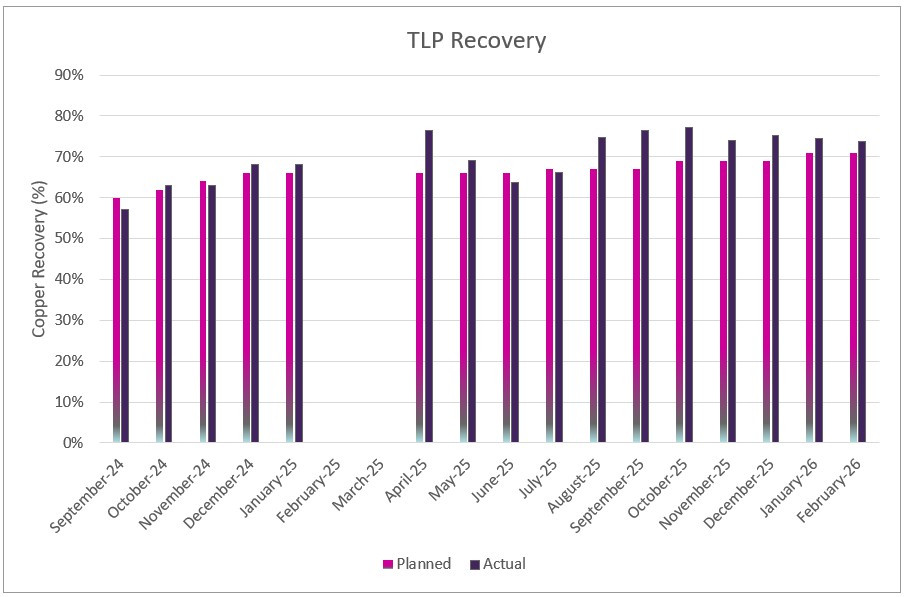
Source: AMC, 2026.
The throughput since the restart is shown below in Figure 14.17.
| Figure 14.17 | Nchanga TLP throughput since restart |
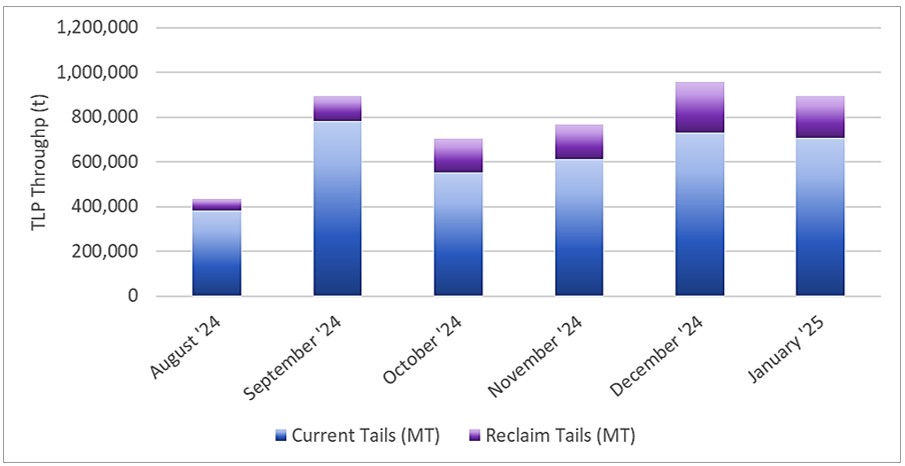
Source: AMC, 2026.
amcconsultants.com | 176 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.3.2.1 | Plant design and equipment |
Nchanga TLP major unit processes are in Table 14.8.
| Table 14.9 | Nchanga TLP major unit processes |
Equipment | Capacity / size | Units | ||
| Pre-leach thickeners | >25,000 tpd | 2 | ||
| Pachuca leach | ~4,000 tph at 2-hour residence | 4 | ||
| Counter current decant | ~2,500 tph/unit | 5 | ||
| Neutralisation circuit | ~2,500 tph | 1 | ||
| Solvent Extraction and stripping | ~2,100 m3/hr. | 4 | ||
| Tank house - EW | 280 tpd Cu | 1 | ||
| Neutralisation circuit | 1 |
| 14.3.2.2 | Nchanga TLP production schedule |
The Nchanga TLP production schedule, based on tailings reclamation from TD03 and TD04 as defined in the Mineral Reserve mine plan, is presented in Figure 14.18 below. Annual copper production and recovery performance are shown in Figure 14.19.
| Figure 14.18 | Nchanga TLP feed schedule – Mineral Reserve case |
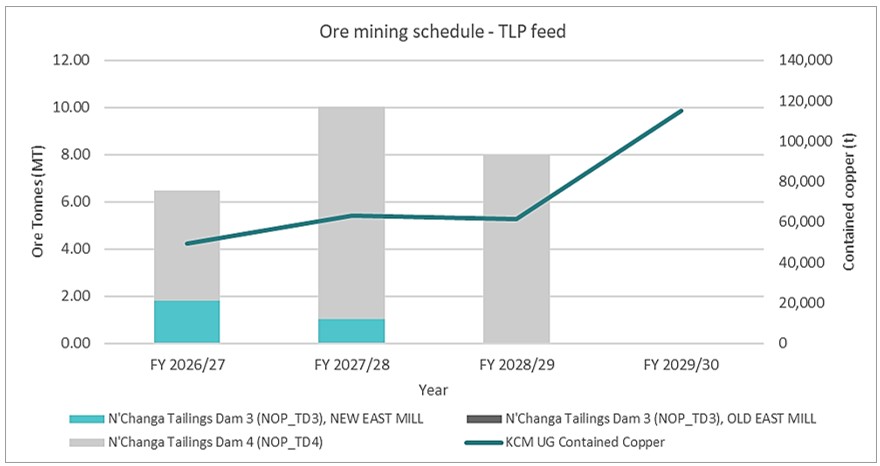
Source: AMC, 2026.
amcconsultants.com | 177 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.19 | Nchanga TLP Mineral Reserve mine plan copper production and recovery |
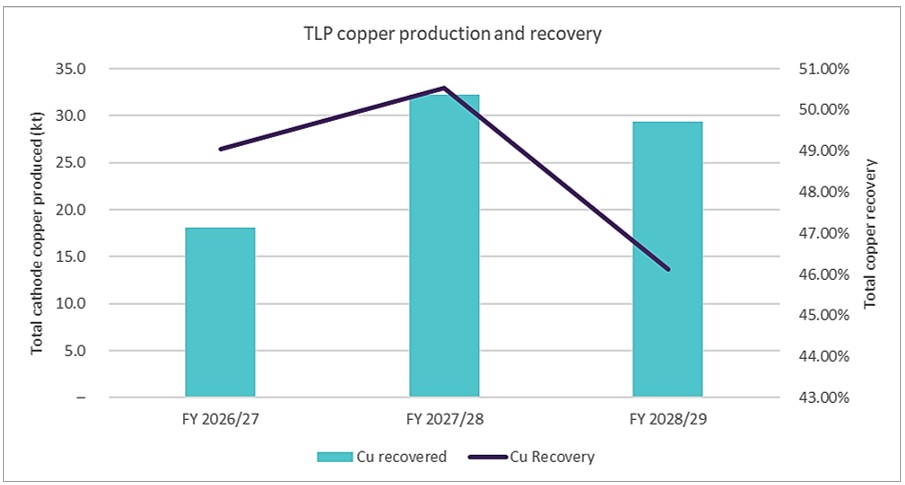
Source: AMC, 2026.
The Nchanga TLP has substantial unused capacity from 2028 / 2029 when both Nchanga Concentrators tails volume and tailings reclaim volume reduce. A doubling of copper cathode production is possible with additional feed sources.
| 14.4 | Nchanga Smelter |
Figure 14.20 shows a basic block flow diagram of the smelter and the design values for internal flow parameters. Table 14.9 shows basic design production parameters for the smelter. Key assumptions used are as follows:
| · | Concentrate throughput of 850 ktpa results from feed rate of 112.5 tph and overall time utilisation of 86.1%. |
| · | Cu production of 312 ktpa results from feed Cu content of 37.6% and Cu recovery of 97.7%. |
| · | Strong acid production of 1,850 tpd results from sulfur (S) conversion of 2.9 (~95%). |
amcconsultants.com | 178 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.20 | Nchanga Smelter block flow diagram – design rates shown |
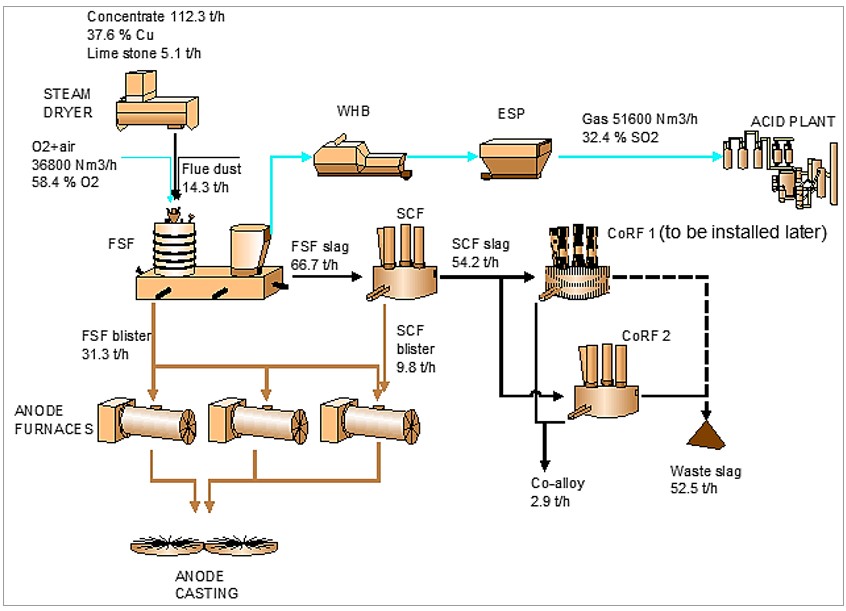
Source: KCM, 2026.
| Table 14.10 | Nchanga Smelter – basic design production parameters |
No. | Parameter | Units | Design value | |||
| 1 | Feed rate | t/h | 112.5 | |||
| 2 | Feed rate | t/a (annum) | 849,000 | |||
| 3 | Copper production | t Cu/a | 311,860 | |||
| 4 | Strong acid production | t/day | 1,850 | |||
| 5 | Cobalt Alloy | t/hr. | 2.9 |
| 14.4.1 | Recent smelter performance |
The smelter completed a major shutdown (40 days duration) in 2016 when required repairs to the Flash Smelting Furnace (FSF) and slag cleaning furnace (SCF) were completed. In addition, major repairs to other in line, critical units, such as the waste heat boiler (WHB) and electrostatic precipitator (ESP) were completed. Table 14.11 shows smelter performance from FY2017 to FY2023.
amcconsultants.com | 179 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 14.11 | Nchanga Smelter – historical production |
| 2017/18 | 2018/19 | 2019/20 | 2020/21 | 2021/22 | 2022/23 YTD | ||||||||||||||||||
| Particulars | Budget | Actual | Budget | Actual | Budget | Actual | Budget | Actual | Budget | Actual | Budget | Actual | ||||||||||||
| Cu-recovery (%) | 98.70 | 98.78 | 98.70 | 98.80 | 98.646 | 97.838 | 98.70 | 98.50 | 98.70 | 98.47 | 98.70 | 98.23 | ||||||||||||
| Avg. Dry conc feed rate - FSF T/hr. | 93.83 | 69.98 | 105.25 | 67.293 | 86.625 | 63.222 | 75.42 | 67.46 | 67.08 | 65.73 | 65.00 | 66.40 | ||||||||||||
| Dry Concentrate feed (without Lime) | 693,541 | 503,741 | 781,747 | 436,268 | 569,185 | 276,399 | 569,080 | 447,115 | 447,818 | 389,361 | 223,900 | 148,561 | ||||||||||||
| Lime requirement | 36,502 | 25,696 | 32,573 | 12,931 | 29,957 | 11,123 | 28,454 | 17,335 | 25,846 | 15,613 | 11,784 | 5,778 | ||||||||||||
| Avg Dry Conc Cu-Grade (%) | 32.63 | 29.47 | 29.96 | 29 | 27 | 29 | 31.16 | 33.49 | 28.83 | 32.97 | 31.53 | 31.41 | ||||||||||||
| Gross Anodes Production | 210,482 | 138,066 | 207,618 | 113,274 | 139,018 | 75,550 | 153,672 | 133,752 | 140,269 | 118,208 | 63,853 | 39,023 | ||||||||||||
| Secondary Anode Production | 3,300 | 6,437 | 3,600 | 5,628 | 3,600 | 4,720 | 3,600 | 3,432 | 3,300 | 2,920 | 1,500 | 1,704 | ||||||||||||
| Primary production (including Cu in alloy & Chunks) | 236,780 | 155,842 | 240,021 | 129,235 | 159,315 | 82,926 | 175,361 | 149,005 | 161,140 | 136,090 | 73,357 | 44,963 | ||||||||||||
| Primary Anodes | 207,182 | 131,629 | 204,018 | 107,646 | 135,418 | 70,830 | 149,057 | 130,320 | 136,969 | 115,289 | 62,353 | 37,319 | ||||||||||||
| Cobalt Alloy Generation | 42,534 | 31,124 | 51,972 | 28,241 | 35,047 | 13,541 | 30,705 | 21,295 | 31,297 | 21,193 | 14,935 | 8,500 | ||||||||||||
| Cu in Cobalt Alloy | 29,597 | 23,028 | 36,003 | 20,001 | 23,897 | 10,409 | 26,304 | 17,219 | 24,171 | 18,517 | 11,004 | 7,140 | ||||||||||||
| Co in Cobalt Alloy | 1,718 | 916 | 2,082 | 802 | 747 | 325 | 689 | 280 | 652 | 206 | 209 | 96 | ||||||||||||
| Cu in Alloy / Primary Cu (%) | 13 | 15 | 15 | 15 | 15 | 13 | 15 | 12 | 0.15 | 0.14 | 0.15 | 0.16 | ||||||||||||
| Cu in Alloy / Total Alloy (%) | 70 | 74 | 69 | 71 | 68 | 77 | 86 | 81 | 77 | 87 | 74 | 84 | ||||||||||||
amcconsultants.com | 180 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
In April 2024, the FSF was forced to execute an emergency shutdown, permitting the contents of the furnace to freeze without drainage, leaving 70 cm of blister and 20 cm of slag in the hearth. Following cooling, the top slag layer was manually dug out. The smelter recommenced operations in October 2024 and an estimated 960 t of blister copper were melted out of the FSF during the restart sequence. The start-up was well managed, and no boiler leaks or other collateral damage were incurred.
The smelter is now operating steadily at 60-75 tph dry feed (see Table 14.11). Hearth temperatures remain a concern. Localised elevated readings on under-hearth thermocouples under the reaction shaft are likely indicative of diminished refractory lining in the area and the risk of a burn-through and liquid runout exists. Increased heat extraction fan capacity has been deployed beneath the furnace and thermocouple temperatures are being monitored continually. The smelter processed 406.2 kt through Dec YTD which is an annualised run rate of 542 ktpa. Average Dec YTD feed rate was 72 tph. However, the smelter remains concentrate constrained and has been forced to take unplanned stoppages due to inability to assemble an appropriate concentrate feed blend while operating at 75 tph. Operators intend to continue with a feed rate set point of 70-75 tph as this rate generates a more pyrometallurgically stable environment in the FSF than when operating at 60-65 tph.
A feed rate of 102 tph has been demonstrated (FY11/12) and KCM operators express confidence that the design feed rate of 112.3 tph can be safely maintained subject to appropriate concentrates being available to present a feed blend that is within the thermodynamic operating envelope of the FSF. On-line time for the FSF (which determines the production rate of the smelter together with the concentrate feed rate) is planned to use the following downtime factors:
| · | 45 days every five years - Major rebuilds of furnaces, sulfuric acid plant, oxygen plant. |
| · | 2 days per month - repairs requiring feed being off. |
| · | 30 minutes per day - time allotted for minor repairs requiring feed to be off. |
| · | This schedule results in an overall time utilisation of 89.2%, which is reasonable and in line with similar smelter installations. Figure 14.21 shows the major sources of smelter downtime in the last three years. All of the unplanned downtime events shown are preventable: |
| ¾ | Low feed stock - Inability to source sufficient feed concentrates has been the largest contributor over the last two years. The Konkola Mine has not been able to supply concentrate to plan and KCM has not been able to locally source appropriate replacement concentrate of appropriate metallurgical quality at acceptable commercial terms. The effects of this item can be expected to decrease as output from the Konkola Mine increases. |
| ¾ | Significant downtime has also been recorded to repair waste heat recovery boiler (WHRB) leaks and for routine clearing of WHRB throat leaks. Throat build-up and WHRB leaks are accentuated by slow running (low feed rate) and erratic running (stop-start operation of the FSF). Steady operation at feed rates inside the designed range can be expected to decrease the effects of these items. |
amcconsultants.com | 181 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.21 | Smelter downtime - FY22, FY23, FY24 |
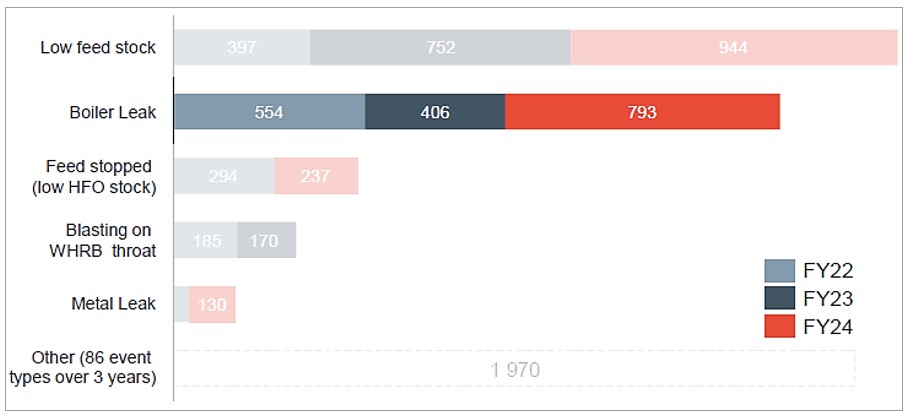
Source: AMC, 2026.
Copper recoveries averaged 97.27% in October which is ~1% below plan, however discard slag assays are now between 0.2% and 0.3% which will result in recoveries increasing to the planned level of 98.4%.
| Table 14.12 | Nchanga Smelter production – October 2024 |
|
Smelter October performance and November plan | ||||||||||||
| October 2024 | ||||||||||||
| September 2024 | Description | MTD as of 31 October | November 2024 | |||||||||
| Plan | Actual | Input metrics | Plan | Actual | Var | Projection | ||||||
| 0 | 0 | Operating hours hrs. | 589 | 496 | -92 | 589 | ||||||
| 0 | 0 | Total Concentrates Fed | 36,200 | 30,662 | -5,538 | 37,342 | ||||||
| 0 | 0 | Primary Cu Input | 10,496 | 7,649.61 | -2,846 | 10,446 | ||||||
| 0 | 0 | Avg. Dry Feed rate – FSF t/h | 62 | 61 | -1 | 62 | ||||||
| 0.00% | 0.00% | Avg Dry Conc Cu-Grade | 28.99% | 24.95% | -4.05% | 27.98% | ||||||
| 0.00% | 0.00% | Avg Dry Conc S-Grade | 17.84% | 18.27% | 0.43% | 18.18% | ||||||
| Plan | Actual | Efficiency metrics | Plan | Actual | Var | Projection | ||||||
| 0.00% | 0.00% | Cu-recovery – Operational | 98.40% | 97.27% | -1.13% | 98.40% | ||||||
| 0.00% | 0.00% | Co-recovery | 60.00% | 60.02% | 0.02% | 60.00% | ||||||
| 0.00% | 0.00% | Cu in Alloy/Total Alloy | 75.00% | 80.46% | 5.46% | 85.48% | ||||||
| Plan | Actual | Output metrics | Plan | Actual | Var | Projection | ||||||
| 0 | 76 | Primary Production Mt | 10,328 | 6,981 | -3,348 | 10,279 | ||||||
| 0 | 76 | Primary Anodes Mt | 8,779 | 5,615 | -3,164 | 8,737 | ||||||
| 0 | 0 | Sulfuric Acid Prod Mt | 17,590 | 13,411 | -4,179 | 18,485 | ||||||
| 0 | 0 | Sulfuric Acid Prod Mt – 500TPD | 0 | 0 | 0 | 0 | ||||||
Regardless of the availability of KCM concentrate, particularly Konkola high-grade concentrate, the smelter must run due to the tightly integrated flowsheet of the overall KCM operation. Starter sheets for the conventional-style, Nchanga TLP EW are manufactured by the Nkana Refinery using stripper anodes produced by the Nchanga Smelter. Sulfuric acid produced from smelter off gas and from the 500 tpd sulfur-burning sulfuric acid plant is essential for low-cost operation of the Nchanga TLP.
amcconsultants.com | 182 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The smelter is now running at 65-75 tph. Although operation at the minimum, technically feasible, feed rate of 60-65 tph of dry concentrate feed is practical and has the advantage of conserving concentrate stocks and minimizing the need for repeated shutdowns due to the shortage of concentrate, the FSF is thermodynamically more stable at 70-75 tph and the overall risk profile of the integrated complex is lowered.
| 14.4.2 | Smelter condition |
Following the unplanned shutdown of the Smelter in 2024, Hatch Limited (Hatch), a global multidisciplinary management, engineering and development company conducted a detailed assessment of the KCM concentrators, the Nchanga TLP, the Smelter and the Refinery. Hatch’s remit was to assess process conditions and readiness for re-start and to formulate a ramp-up plan and to identify risks to stable continued operation. Hatch delivered their final report in July 2024.
The Smelter successfully restarted in September 2024. The FSF is now due for a campaign rebuild including a full relining of the FSF including the hearth, having run since 2016 on the current hearth lining. The hearth brick was installed in 2008 and has lasted well. A major shutdown is planned for 45 days and is scheduled to begin in April 2026. KCM has drawn on the detailed condition assessments conducted by Hatch to develop the repair / rebuild program to be undertaken in conjunction with the relining of the FSF, SCF, and two cobalt refining furnaces (CoRFs).
Capital expenditure allocated for the campaign rebuild is US$32.8M - US$10.0M in FY 2024/25 for advance purchase of long lead items such as specialty furnace refractories and bespoke water-cooled copper furnace cooling elements and $23.0M for replacement equipment, specialty contractors and consumables to be spent in FY 2026/27. Table 14.12 shows a breakdown of capital expenditure by smelter section. The scope of the rebuild has been thoroughly developed by Hatch and KCM operators and engineers. This work was aided by the extended, unplanned downtime in 2024 which permitted internal inspections and assessments that would not otherwise have been possible.
| Table 14.13 | Smelter rebuild CAPEX – by section |
| Section | Cost (US$) | |||
| Furnace rebuilds, WHB repairs, Dryer refurbishment, anode wheel upgrade | 19,100,550 | |||
| Sulfuric acid plant refurbishment | 10,041,470 | |||
| Oxygen Plant refurbishment | 726,230 | |||
| Miscellaneous items | 2,886,875 | |||
| Smelter rebuild total | 32,755,125 | |||
The next campaign is planned for five years which is aligned with worldwide industry performance for similar furnaces and systems.
| 14.4.3 | Concentrate blending and third-party feed requirements |
Stable thermodynamic operation of the direct-to-blister smelting process relies on operators maintaining an appropriate feed concentrate blend to the FSF. The FSF requires a feed blend that achieves a specific Fe / SiO₂ ratio, a target total copper content, and controlled sulfur content. Multiple blending metrics are targeted simultaneously, as summarised in the example blend plan at Table 14.14.
amcconsultants.com | 183 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 14.14 | Example monthly concentrate blend plan – June 2025 |
Jun’ 2025-26 blend plan | Blend (%) | 100 (%) | DMT | Cu (%) | Fe (%) | SiO2 (%) | CaO (%) | S (%) | Bi (ppm) | Co (%) | AsCu (%) | Au | |||||||||||||
| Nchanga | 5.0 | 5.00 | 2,303 | 5.0 | 6.7 | 22.0 | 0.0 | 7.2 | 272.00 | 0.4 | 1.83 | 0.00 | |||||||||||||
| Konkola | 20.0 | 20.00 | 9,212 | 20.0 | 7.6 | 21.8 | 0.0 | 15.1 | 161.00 | 0.8 | 1.78 | 0.00 | |||||||||||||
| Pyrite | 8.0 | 8.00 | 3,685 | 8.0 | 23.6 | 1.4 | 11.3 | 30.4 | 0.00 | 0.0 | 0.00 | 0.00 | |||||||||||||
| Zambian Chalcopyrite A | 36.0 | 36.00 | 16,582 | 36.0 | 20.8 | 12.9 | 0.2 | 26.4 | 28.00 | 0.1 | 1.48 | 0.00 | |||||||||||||
| Zambian Chalcopyrite B | 0.0 | 0.00 | 0 | 0.0 | 24.5 | 8.0 | 0.1 | 28.7 | 474.30 | 0.0 | 0.48 | 0.00 | |||||||||||||
| Zambian Chalcopyrite C | 0.0 | 0.00 | 0 | 0.0 | 6.8 | 12.4 | 0.7 | 19.9 | 474.83 | 0.0 | 4.04 | ||||||||||||||
| Zambian Chalcopyrite D | 0.0 | 0.00 | 0 | 0.0 | 15.8 | 15.9 | 0.1 | 23.1 | 73.23 | 0.1 | 1.04 | 0.01 | |||||||||||||
| Slag Concentrate (local) | 4.0 | 4.00 | 1,842 | 4.0 | 14.5 | 13.5 | 2.9 | 17.3 | 146.00 | 0.5 | 3.59 | ||||||||||||||
| DRC Chalcopyrite | 0.0 | 0.00 | 0 | 0.0 | 1.6 | 16.3 | 1.1 | 12.4 | 131.00 | 0.0 | 7.47 | ||||||||||||||
| DRC Chalcocite A | 14.0 | 14.00 | 6,448 | 14.0 | 2.6 | 21.9 | 0.6 | 5.1 | 13.00 | 0.0 | 1.12 | 0.00 | |||||||||||||
| DRC Chalcocite B | 8.0 | 8.00 | 3,685 | 8.0 | 6.7 | 0.2 | 0.1 | 10.3 | 95.00 | 0.1 | 4.90 | ||||||||||||||
| DRC Chalcocite C | 0.0 | 0.00 | 0 | 0.0 | 17.6 | 25.8 | 0.4 | 28.0 | 85.00 | 0.0 | 4.17 | ||||||||||||||
| Lime | 5.0 | 5.00 | 2,303 | 5.0 | 0.0 | 2.6 | 49.0 | 0.0 | 0.00 | 0.1 | 0.00 | ||||||||||||||
| Total | 100.00 | 100.00 | 46060 | 20.0 | 12.63 | 13.95 | 3.64 | 17.54 | 70.34 | 0.26 | 1.67 | 0.00 | |||||||||||||
| Fe / SiO2 | 0.91 | ||||||||||||||||||||||||
| Normalised Silica | 21.4 |
Note: Third-party concentrate sources are identified by concentrate type and origin. The blend chemistry and proportions shown are representative of actual operational blending as at the effective date.
KCM's own concentrates, produced at the Konkola Concentrator and Nchanga Concentrators, carry elevated silica content, typically 20–22% SiO₂, which materially exceeds the preferred smelter feed limit of less than 15% SiO₂. Operating the FSF on KCM's own concentrates alone would result in an Fe / SiO₂ ratio below the thermodynamic operating envelope of the furnace, causing instability in the reaction shaft, reduced copper recovery into the blister phase, increased slag losses, and potential damage to the refractory lining. To correct this imbalance, chalcopyrite-dominant concentrates with higher iron and lower silica content must be incorporated into the feed blend. This is a metallurgical design requirement of the FSF and is not a matter of commercial preference.
Third-party concentrate sourced from other Copperbelt mines serves this blending function. The principal feeds used in the current blend are chalcopyrite-dominant concentrates sourced from large-scale Zambian open pit producers and high-grade chalcocite concentrates from DRC underground operations proximate to the Zambian border, where available. These feeds are high-iron, lower-silica concentrates that counterbalance the silica-rich KCM internal feed and bring the blended FSF input within its operating parameters.
| 14.4.3.1 | Sources of third-party concentrate |
Third-party concentrate is sourced from copper mines operating in the Zambian and DRC Copperbelt region, which constitutes the world's second largest copper-producing region. The proximity of these mines, the majority within 200 to 500 kilometres of the Nchanga Smelter, enables road-based concentrate logistics at commercially viable freight rates.
amcconsultants.com | 184 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Principal sources in recent supply history include large-scale Zambian open pit operations producing chalcopyrite concentrate at approximately 29% Cu with low silica content; Zambian chalcopyrite producers at approximately 23–24% Cu; high-grade DRC chalcocite concentrate sources at approximately 47% Cu with very low silica, which have historically been among KCM's preferred high-grade feed sources due to their proximity to the Zambian border and favourable blend chemistry; and various smaller Copperbelt producers including slag concentrate facilities located in the Chingola and Chililabombwe areas.
| 14.4.3.2 | Availability of third-party concentrate |
The overall concentrate supply environment on the Zambian and DRC Copperbelt is assessed as supportive for continued third-party procurement over the Mineral Reserve life of mine, for the following reasons.
Total copper production in the two-country Copperbelt region is substantial and growing. Zambia's copper output has been increasing year-on-year, underpinned by significant committed mining investment, and the Zambian government has set ambitious production targets through 2031. DRC production from major operations including Kamoa-Kakula, Tenke Fungurume, and Kinsafu has been growing materially. Collectively, the Copperbelt represents one of the world's largest concentrations of copper production and output is forecast to grow further across the Mineral Reserve LOM period.
However, a number of the largest Copperbelt mine expansions are expected to be accompanied by dedicated on-site smelting capacity over the LOM period, which would reduce the volume of concentrate available to third-party buyers such as KCM. In particular, Ivanhoe Mines has announced plans to commission an on-site direct-to-blister smelter at the Kamoa-Kakula Copper Complex in the DRC (500,000 tpa capacity), which, once operational, is expected to process Kamoa-Kakula's own concentrate internally rather than making it available to regional third-party smelters. Kamoa-Kakula concentrate has historically been one of the most desirable high-grade, low-silica feeds available to the Nchanga FSF. Its transition to internal processing is a structural development in the regional concentrate market that will require active supply management by KCM, and is expected to be substantially offset over time by growing production from smaller Copperbelt producers that do not have access to proprietary smelting capacity and will continue to sell concentrate into the regional market. The QPs consider the overall regional supply base to remain adequate for the LOM plan, though the absence of binding long-term supply contracts beyond FY2026 is an area requiring ongoing commercial attention, as assessed further in Section 0.
This development illustrates an important structural dynamic in the Copperbelt concentrate market: while total copper production is growing, a number of the largest individual mine expansions are being accompanied by dedicated on-site smelting and refining capacity. Large-scale projects with sufficient production volumes, power supply access, and capital availability can justify the investment in proprietary smelting infrastructure, which requires capital expenditure in excess of US$500M for a facility of meaningful scale. Smaller producers and mines that lack access to reliable power supply, cannot justify the capital outlay, or are located outside established acid and logistics corridors are not able to replicate this model and will continue to sell concentrate into the regional market. The Nchanga Smelter, as an established 850,000 tpa facility with existing acid plant infrastructure and Copperbelt logistics connectivity, is well-positioned to service these producers.
amcconsultants.com | 185 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
A further structural factor supporting supply continuity is the Zambian regulatory framework governing concentrate exports. The Government of Zambia applies a 10% export levy on copper concentrate, reflecting a deliberate national policy of encouraging value addition within Zambia rather than export of unprocessed or semi-processed material. This levy creates a material economic disincentive for Zambian concentrate producers to divert supply to export markets or to non-Zambian smelters, effectively anchoring domestically produced concentrate within the Zambian processing value chain. For Zambian producers, the export levy, combined with the additional logistics cost of trucking concentrate to Dar es Salaam or other export corridors for onward shipment, makes supply to regional Copperbelt smelters such as the Nchanga Smelter the economically dominant off-take route. An equivalent structural dynamic applies to high-grade concentrate sources located in the DRC proximate to the Zambian border. The cost of trucking DRC-origin concentrate to deep-water ports for shipment to smelters in Asia is substantially higher than the road freight cost to regional Copperbelt smelters; accordingly, DRC mines within the relevant catchment area have a strong commercial preference for supplying regional Zambian smelters. These structural economics provide a durable basis for the QPs' assessment that third-party concentrate will remain available to KCM throughout the Mineral Reserve life of mine at commercially reasonable terms. They do not, however, eliminate the commercial risk associated with the absence of binding long-term supply contracts, which is an area requiring ongoing commercial management and is assessed in Section 0 below.
| 14.4.3.3 | Existing contracts and commercial terms |
As of the effective date of this report (1 April 2026), KCM has entered into supply agreements with multiple third-party concentrate suppliers covering the FY2026/27 period. These agreements are short-term in nature, consistent with industry practice for concentrate trading in the Copperbelt region. Concentrate purchases are made on a metal-return basis, meaning KCM takes ownership of the purchased concentrate and pays a concentrate purchase price linked to the contained metal value, less treatment and refining charges, payability deductions, and freight. This is a standard commercial purchase arrangement, KCM is not operating as a toll processor of third-party material; it acquires the concentrate as a feedstock input and retains the processed metal output, bearing the associated market price risk on both the purchase and the refined product sale.
The terms of current supply agreements, as reflected in the FY2026/27 business plan blending schedule (Table 14.15), include: concentrate purchase prices calculated by reference to prevailing LME copper prices less treatment charges (at prevailing TC / RC rates in the African market, estimated at US$60/dmt and US$0.06/lb respectively for long-term planning purposes, consistent with the payability terms in Table 16.3); volumes procured under individual contracts ranging from approximately 10,000 to 60,000 dry metric tonnes per month per supplier, with multiple concurrent suppliers engaged to provide blend flexibility and supply security; and contract durations of one fiscal year or less, with renewal subject to commercial negotiation.
amcconsultants.com | 186 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 14.15 | Concentrate blending plan – FY25/26 business plan |
| Opening stock | Receipts | Treatment | Closing stock | ||||||||||||||||||||||
| Own concentrates | DMT | TCu (%) | Fine Cu | DMT | TCu (%) | Fine Cu | DMT | TCu (%) | Fine Cu | DMT | TCu (%) | Fine Cu |
|||||||||||||
| Nchanga hg | 20.0 | 63,995 | 20.0 | 12,799 | 19,415 | 20.0 | 3,883 | 44,580 | 20.0 | 8,916 | |||||||||||||||
| Konkola hg | 483 | 33.0 | 159 | 151,608 | 33.00 | 50,031 | 151,653 | 33.00 | 50,045 | 438 | 33.00 | 145 | |||||||||||||
| Pyrite | 1,000 | 0.3 | 3 | 72,001 | 0 | 216 | 43,288 | 0.3 | 130 | 29,713 | 0.3 | 89 | |||||||||||||
| Total own | 1,483 | 162 | 287,604 | 63,046 | 214,355 | 54,058 | 74,732 | 9,150 | |||||||||||||||||
| Purchased concentrates | |||||||||||||||||||||||||
| Zambian Chalcopyrite A | 29.1 | 185,233 | 29.00 | 53,718 | 185,233 | 29.00 | 53,718 | 0.0 | |||||||||||||||||
| Zambian Chalcopyrite C | 44.5 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||
| Zambian Chalcopyrite D | 26.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||
| Slag Concentrate (local) | 325 | 25.0 | 81 | 13,416 | 25.0 | 3,354 | 13,416 | 25.0 | 3,354 | 325 | 25.0 | 81 | |||||||||||||
| Zambian Chalcopyrite B | 0.0 | 12,569 | 0.0 | 12,569 | 0.0 | 0.0 | |||||||||||||||||||
| DRC Chalcopyrite | 49.1 | 4,688 | 48.00 | 2,250 | 4,688 | 48.0 | 2,250 | 0.0 | |||||||||||||||||
| DRC Chalcocite A | 235 | 48.0 | 113 | 60,101 | 48.00 | 28,848 | 60,101 | 48.0 | 28,848 | 235 | 48.0 | 113 | |||||||||||||
| DRC Chalcocite B | 200 | 47.0 | 94 | 29,333 | 47.0 | 13,786 | 29,333 | 47.0 | 13,786 | 200 | 47.0 | 94 | |||||||||||||
| DRC Chalcocite C | 29.6 | 0 | 0.0 | 0.0 | |||||||||||||||||||||
| Total purchased | 759 | 288 | 292,771 | 101,957 | 292,771 | 101,957 | 759 | 288 | |||||||||||||||||
| Total concentrates | 2,242 | 450 | 580,375 | 165,002 | 507,126 | 30.76 | 156,015 | 75,491 | 9,438 | ||||||||||||||||
Note: Third-party concentrate sources are identified by concentrate type and origin. The blend plan volumes and grades shown are based on the KCM FY25/26 business plan as at the effective date.
No binding concentrate supply contracts extend beyond 2026, and this is identified as an essential commercial risk requiring ongoing management. The LOM plan assumes that 300,000–315,000 tpa of third-party concentrate will be available throughout the Mineral Reserve mine life at commercially reasonable terms. This assumption is consistent with the observed regional supply environment but is not supported by binding long-term contractual commitments. The ability to renew and extend supply arrangements will depend on continued growth in Copperbelt concentrate production from mines that do not have access to proprietary smelting capacity, ongoing commercial relationships with concentrate traders and producers, and KCM's ability to offer competitive processing terms relative to alternative smelting routes available to concentrate sellers.
| 14.4.3.4 | Alternatives to third-party concentrate procurement |
In the absence of sufficient third-party concentrate, KCM has identified the following alternative pathways, each with differing economics and operability implications.
The primary operational mitigation is blend management using additional lime addition and pyrite concentrate from the Nampundwe Mine to partially adjust the FSF feed chemistry. These materials are available in limited volumes and can partially compensate for the silica imbalance but cannot fully replicate the blend correction provided by high-volume chalcopyrite concentrate feed at required tonnages. Operating on a lime-heavy blend reduces smelter throughput and copper recovery into the blister phase.
A second mitigation is operation of the sulfur-burning acid plant (500 tpd capacity) to partially compensate for reduced off-gas acid production where smelter throughput declines. This reduces the incremental acid shortfall but does not eliminate it; if off-gas acid production falls by more than 500 tpd (i.e. if smelter throughput falls to less than approximately 60% of current operating rate), net TLP acid availability would be constrained.
amcconsultants.com | 187 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Third-party acid procurement from regional suppliers in Zambia, Namibia, and South Africa represents the fall-back option for TLP operations. The economic model applies an internal acid transfer price of US$130 per tonne, representing the QPs' estimate of normalised external procurement cost as at the effective date of this report; this is an internal transfer between KCM cost centres and nets to zero at the consolidated entity level. The external market price for sulfuric acid on the Copperbelt is US$175 per tonne, used as the external procurement assumption in the third-party concentrate sensitivity.
If third-party concentrate were unavailable and the resulting LOM acid shortfall (approximately 1.9 Mt over the Mineral Reserve life of mine) were sourced externally, the true incremental cash cost to the consolidated KCM entity would be the US$45 per tonne delta between the external market price and the internal transfer price already embedded in the model. Applying this delta gives an incremental NPV₈% impact of approximately US$70M post-tax. Acid prices on the Central African Copperbelt are subject to variability; in periods of tighter supply the market price has historically exceeded US$175/t, which would increase this cost impact accordingly. The full third-party concentrate sensitivity, incorporating this acid procurement cost together with the direct smelter contribution, is presented in Section 19.2.4.1.
| 14.4.3.5 | Assessment of supply certainty |
The QPs consider that there is a reasonable basis to expect that third-party concentrate will remain available at the volumes assumed in the LOM plan, given the scale of regional Copperbelt production and the structural inability of many smaller producers to develop proprietary smelting capacity. However, the absence of binding supply contracts beyond 2026 introduces commercial uncertainty that the QPs consider to be a material risk to the LOM plan, and securing ongoing supply arrangements is identified as an essential commercial requirement. The actual post-tax NPV₈% impact of losing third-party concentrate supply, incorporating both the direct smelter contribution and the incremental acid procurement cost, is estimated at approximately US$210M against the base case post-tax NPV₈% of US$1,588, representing a reduction of approximately 13%, as set out in the full sensitivity analysis in Section 19.2.4.
| 14.5 | Nkana Refinery |
| 14.5.1 | Mode of operation, general condition |
The Nkana Refinery (Tank house, Refinery) is a large, conventional electro-refinery with a nominal capacity of 300 ktpa of grade A refined cathode (see Figure 14.22). Production utilises the starter sheet process whereby thin starter sheets of refined copper are plated on titanium blanks in the Stripper Section of the Tank house. Sheets are manually stripped and fabricated prior to loading in the commercial sections of the Tank house where they are grown to full weight. Anodes are consumed in two 11-day cycles and two refined cathodes are produced per anode. Approximately 18% of the anode weight is returned to the smelter as anode scrap. Overall scrap rate for the refinery is 22%.
The commercial section of the Tank house is arranged in 72 independently powered sections. Nine independent electrolyte circuits service eight sections each.
The Refinery operated reliably and well in the past, achieving >95% current efficiency and producing >95% grade A quality refined copper. In recent years the capacity of the refinery was reduced to 50% due to issues related to inability to maintain the facility in full operating condition.
amcconsultants.com | 188 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 14.22 | Nkana Refinery – process flowsheet |
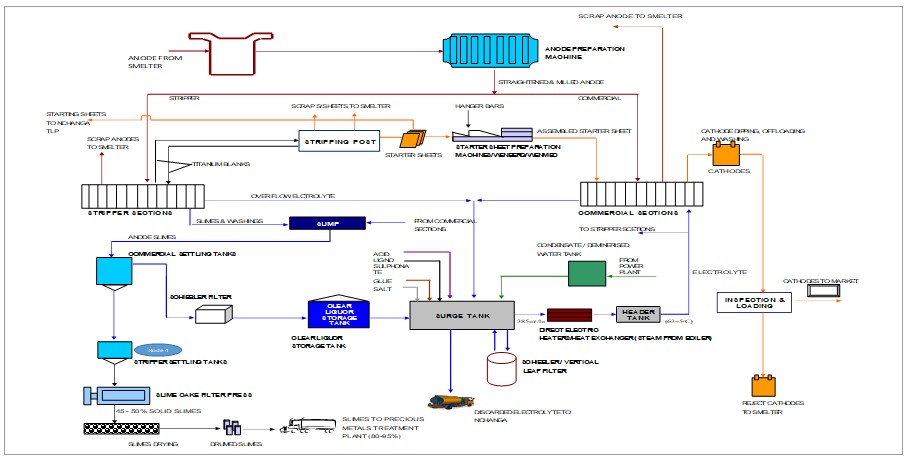
Source: KCM, 2026.
The current mission of the Refinery is to produce starter sheets for the Nchanga TLP EW tank house. To accomplish this, stripper anodes are supplied by the Nchanga Smelter and consumed in the stripper section. Anodes produce good quality sheets while still dimensionally consistent which is about ½ weight. After this point the anodes are transferred to a commercial section to consume the remainder of the anodes and to produce refined cathode for sale. Anode scrap from these sections is returned to the Smelter for remelting.
In this mode of operation, one commercial electrolyte circuit is in service. As two sections only are required for this stripper anode refining duty, six sections in the operational electrolyte circuit are currently available for refining should copper be available in the smelter to produce and supply commercial anodes. Refining of such copper would be accomplished at minimal additional cost for power and reagents as operation of the electrolyte circuit (including labour) is a stay in business expense already incurred for production of Nchanga TLP starter sheets. The Refinery could currently be characterised as neat and tidy but very run down, with general observations as follows:
| · | Some cell-top hardware is in storage and available. |
| · | Cells are in serviceable condition. |
| · | Structures are not painted and are acid affected but appear to be sound. |
| · | Basement floors and sumps are acid compromised. While the damage is significant, acid infiltration below the basement concrete floor has not yet resulted in sufficient “swell and heaving” to distort the basic structure of the building. |
Operators are aware of the conditions described and the most critical areas have already been repaired. The worst floor area has been dug out, acid has been neutralised and the floor has been re-concreted. Plans are in place for similar repair of a second high-priority area. One high-priority area of steel structure has been sand blasted, repaired and re-painted.
amcconsultants.com | 189 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.5.2 | Production |
Table 14.15 shows Refinery production for 2024-2025 YTD to January 2025. Gross copper production was 4,763.1 t versus the business plan (BP) of 12,033 t. This significant production shortfall is largely due to availability of anodes from the Smelter. Basic refinery performance parameters were as follows:
| · | Current efficiency | 91.8% v. 96.0% planned |
| · | Anode scrap rate | 34.2% v. 18.0% |
| · | Plant utilisation | 93.3% v. 90.0% |
| · | Dispatchability | 84.9% v. 95.0% |
Although operators are experiencing some difficulties maintaining stable electro-chemical conditions in the Tank house due to the small number of sections operating and are not meeting planned current efficiency, scrap rate and cathode dispatchability levels, the operation is stable and the primary mission of supplying acceptable quality starter sheets to the Nchanga TLP is being met.
amcconsultants.com | 190 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 14.16 | Nkana Refinery production – 2024-2025 |
|
2024 - 2025 YTD | January 2025 | February 2025 | ||||||||||||||||||||
| Actual | BP | Var (actual BP) | December 2024 Actual | Parameter | Units | Actual | Projection | BP | Var (actual BP) | Projection | BP | |||||||||||
| 4,763.1 | 12,033 | (7,269.6) | 1,084 | Gross Copper production | Mt | 981 | 1,707.0 | 4,059.6 | (3,078.7) | 1,584.0 | 4,197.1 | |||||||||||
| 2,221 | 6,997 | (4,776.2) | 580 | REC Production | Mt | 473 | 700.0 | 2,611.7 | (2,138.936) | 800.0 | 2,914.0 | |||||||||||
| 2,128 | 3,293 | (1,165.3) | 504 | S/s to Nchanga TLP | Mt | 508 | 656.0 | 840.4 | (332.246) | 550.0 | 675.6 | |||||||||||
| 414 | 1,743 | (1,328.1) | 0 | Q12 production | Mt | 0.00 | 351.0 | 607.5 | (607.500) | 234.0 | 607.5 | |||||||||||
| 420 | 1,743 | (1,322.8) | 0 | Q12 Dispatch | Mt | 0.00 | 351.0 | 607.5 | (607.5) | 234.0 | 607.5 | |||||||||||
| 6,971 | 22,000 | 15,028.7 | 1,194 | Nchanga Anodes Receipt | Mt | 1,578 | 2,700.0 | 4,500.0 | (2,922.1) | 2,160.0 | 4,500 | |||||||||||
| 9.6 | 20.7 | (11.1) | 1 | Slimes Production | % | 1.32 | 2.0 | 7.2 | (5.9) | 2.00 | 7.2 | |||||||||||
| 91.8 | 96.0 | (4.3) | 93 | Current Efficiency | % | 91.1 | 96.0 | 96.0 | (4.9) | 96.0 | 96.0 | |||||||||||
| 34.2 | 18.0 | (16.2) | 38 | Anodes Scrap Rate | % | 22.0 | 18.0 | 18.0 | 4.0 | 18.0 | 18.0 | |||||||||||
| 4.2 | 10.0 | 5.8 | 3 | Starter sheet scrap | % | 4.90 | 5.0 | 10.0 | 0.1 | 5.0 | 10.0 | |||||||||||
| 84.9 | 95.0 | (10.1) | 80 | Dispatchability | % | 88.2 | 95.0 | 95.0 | (6.8) | 95.0 | 95.0 | |||||||||||
| 93.3 | 90.0 | 3.3 | 94 | Plant Utilisation | % | 92 | 92 | 90.0 | 2.0 | 92 | 90.0 | |||||||||||
amcconsultants.com | 191 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.6 | Nampundwe Mine – pyrite flux production |
The Nampundwe Mine produces pyrite concentrate that is an essential input to the Nchanga Smelter feed blend (Section 14.4.3). Nampundwe pyrite provides the sulfur balance required for stable thermodynamic operation of the Outotec direct-to-blister flash smelting process. The concentrate is described by KCM smelter technical staff as essential for fine-tuning the blend chemistry of the flash smelter feed.
Pyrite concentrate is transported by road from Nampundwe to the Nchanga site. The smelter concentrate blending plan (Table 14.15 of the companion IA TRS) includes Nampundwe pyrite as a standing component of the annual blend. Any interruption to Nampundwe supply would require sourcing alternative sulfur-bearing material to maintain smelter operational stability.
The Nampundwe Mine is excluded from the PFS Mineral Reserve estimate and mine plan. No processing of copper-bearing material occurs at Nampundwe; the sole product is pyrite concentrate for smelter flux purposes. Operating details for the Nampundwe Mine are summarised in Section 14.11.
| 14.7 | Sulfuric acid plant |
Sulfuric acid for the Nchanga TLP leach circuit is supplied from two on-site sources and, when required, from third-party purchases:
| · | Smelter off-gas acid plant: A contact acid plant treating sulfur dioxide (SO₂) captured from the Nchanga Smelter flash furnace off-gas stream, with a production capacity of 1,850 tpd. This is the primary acid source. |
| · | Sulfur-burning acid plant: A supplementary 500 tpd acid plant that combusts elemental sulfur to produce additional sulfuric acid when smelter off-gas production is insufficient to meet TLP demand. |
| · | Third-party acid: Purchased from the Zambian, Namibian, and South African markets when on-site production is insufficient. Make-up acid supplies are purchased on the open market as required. |
Acid production from the smelter off-gas plant is directly linked to smelter throughput. When concentrate supplies are restricted and smelter throughput declines, acid production decreases proportionally, creating a bottleneck for TLP operations. If insufficient acid is available, Nchanga concentrator operational throughput and TLP copper recovery may be constrained. The interdependence between smelter throughput and acid supply is a key operational consideration for the integrated KCM flowsheet. The economic consequence of an acid shortfall arising from reduced smelter throughput is quantified in the third-party concentrate sensitivity analysis (Section 19.2.4.1); the commercial basis for external acid procurement is set out in Section 14.4.3.4.
The sulfuric acid plant was refurbished as part of the most recent smelter campaign, at an estimated cost of US$10.0M.
| 14.8 | Proposed processing methods |
No new processing methods are proposed.
| 14.9 | Proposed flow sheet |
No new processing methods are proposed.
| 14.10 | Plant design and equipment |
See Sections 14.1.2 and 14.1.4.
amcconsultants.com | 192 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 14.11 | Plant operations |
The smelter operates on the concentrate blending plan shown in Table 14.15. Planned throughput for the period FY2026/27 to FY2030/31 ramps to a maximum of 724 kt, requiring a feed rate of 91 tph at the standard time utilisation of 91.5% (downtime allowance of 0.5 hours per day and two days per month). FY2030/31 is a transition year as throughput ramps from the FY2029/30 level to the nominal maximum capacity. From FY2032/33 onwards, throughput is planned at 850,000 tpa - the nominal designed maximum production rate - requiring a feed rate of 112.3 tph at 86.4% time utilisation. Smelter technical staff are confident this rate can be maintained provided an appropriate feed blend can be sourced. AMC concurs with this opinion.
Basic operating performance parameters assumed for the Mineral Reserve included 98.13% Cu recovery, 30% Co recovery, S conversion to sulfuric acid, have been used to model the planned performance of the smelter and refinery.
amcconsultants.com | 193 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 15 | Infrastructure |
Table 15.1 summarizes the principal infrastructure at each KCM operating site. Detailed descriptions of each infrastructure category are provided in the subsections that follow.
| Table 15.1 | Summary of infrastructure by operating site |
Infrastructure | Konkola Mine | Nchanga Site (incl. TD03/TD04) | |||
| Shafts / mine access | No. 1, 3, 4 Shafts; decline access | COP DF portal; UG shafts (NBU; excl. from PFS) | |||
| Concentrator | Konkola Concentrator (6 Mtpa) | OEM, NEM, NWM (13 Mtpa combined) | |||
| Leach plant | N/A | Nchanga TLP (SX-EW) | |||
| Smelter | N/A | Nchanga Smelter (flash; 312 ktpa) | |||
| Refinery | N/A | N/A | |||
| Acid plant | N/A | Sulfuric acid plant (1,850 tpd) | |||
| Tailings storage | N/A | TD03, TD04, TD05 (active deposition) | |||
| Power supply | CEC 66 kV (Konkola substation) | CEC (Nchanga substation) | |||
| Water supply | Kafue River; mine dewatering (reuse) | Kafue River intake | |||
| Transport links | T3 Highway; rail siding | T3 Highway; rail siding |
Note: CEC = Copperbelt Energy Corporation.
This section of the report outlines the various infrastructure components supporting the ongoing mining and processing operations at the KCM mine site. It provides an overview of roads, railways, water dams, dumps, and tailings disposals, detailing their locations and roles in sustaining operations. Additionally, it summarises essential services such as power and water, including their sources and overall usage statistics. Ancillary service infrastructure supporting mining and processing activities is also addressed.
Furthermore, the report highlights planned future infrastructure expansions where applicable, offering insights into upcoming developments.
| 15.1 | Roads |
The mine sites are all existing operations and are connected to multiple local roads in the Chililabombwe, Chingola, Kitwe and adjacent towns. Internal town roads in these areas are primarily not always marked roadways and are a mix of dirt and tar roads. However, the main interconnecting roadway through the towns, Chingola-Chililabombwe Rd (T3), is a tar road that is kept in a decent and usable state and serves as the major route between towns and various mining sites, operations and the DRC Border. Thus, road access to support ongoing and future operations is well established in the area.
Roads in the local area are, however, prone to deterioration especially during the rainy seasons, and potholes are a frequent occurrence and risk to be aware of and dealt with when travelling on roadways. The map below visualises the main roadway, Chingola-Chililabombwe Rd (T3), and also shows existing railway infrastructure in-between towns covered in the next section (see Figure 15.1).
amcconsultants.com | 194 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 15.1 | Map showing main roads connecting towns of Chingola and Chililabombwe |
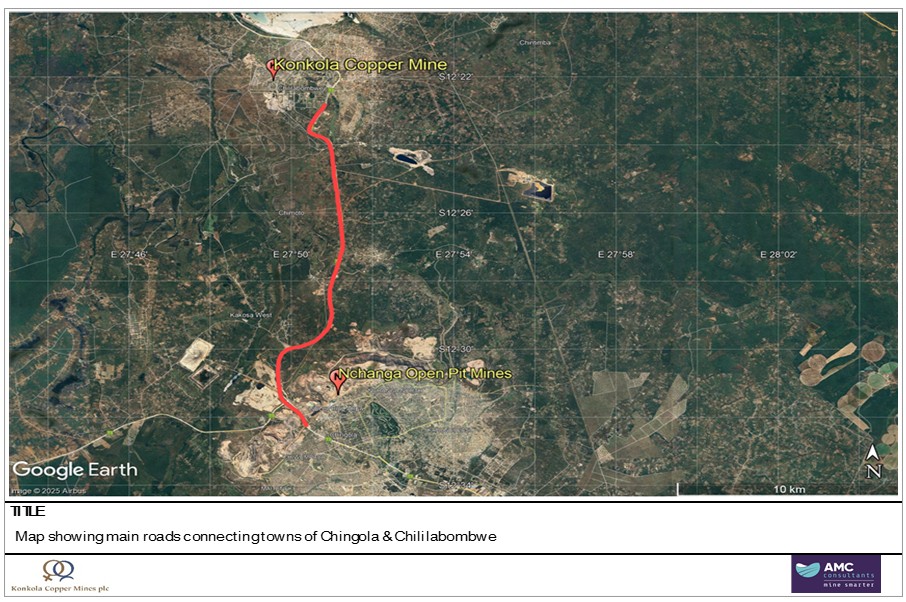
Source: Google Earth Pro. (2025). Map showing main roads and railways around Chingola & Chililabombwe, Zambia. Google Earth. Available at: https://earth.google.com. Accessed 12 March 2025.
On a national scale, Zambia has a functioning network of major highways that is the lifeline for mining operations in the Copperbelt region. Major highways also connected to the neighboring countries of Tanzania and Namibia where access can be gained to port infrastructure for exports. Through highways connected to the neighboring countries of Botswana and Zimbabwe, access can also be gained to South Africa for port access for exports.
| 15.2 | Rail |
In recent years, Zambia’s railways in the areas surrounding KCM are characterised by aged infrastructure and similarly aged rolling stock. This has resulted in significant operational challenges with operating rail services in the local areas surrounding the mine. Due to the deteriorating condition of existing railways running through the towns of Chililabombwe and Chingola, final product is not initially transported by railway. The primary method of transporting final product, and for inbound shipments of equipment or consumables, is road freight.
A viable rail export corridor that has been utilised in the past by KCM includes the Tazara railway line that stretches from the Zambian town of Kapiri Mphosi, through Tanzania and to the port of Der-es-salaam. Product still needs to be trucked via road for the initial 200 km from site to Kapiri Mphosi due to non-functioning local railways in the Copperbelt province. The Tazara railway is, however, not without its own challenges and has in recent years been plagued by operation challenges and infrastructure issues. At the time of reporting, however, the railway line is reported as open for freight and passenger use but needs extensive infrastructure upgrade and repair work. The below map shows current railway infrastructure reported in Zambia, showing both functioning and non-functioning networks (see Figure 15.2).
amcconsultants.com | 195 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 15.2 | Map showing rail infrastructure of Zambia Railways Limited |
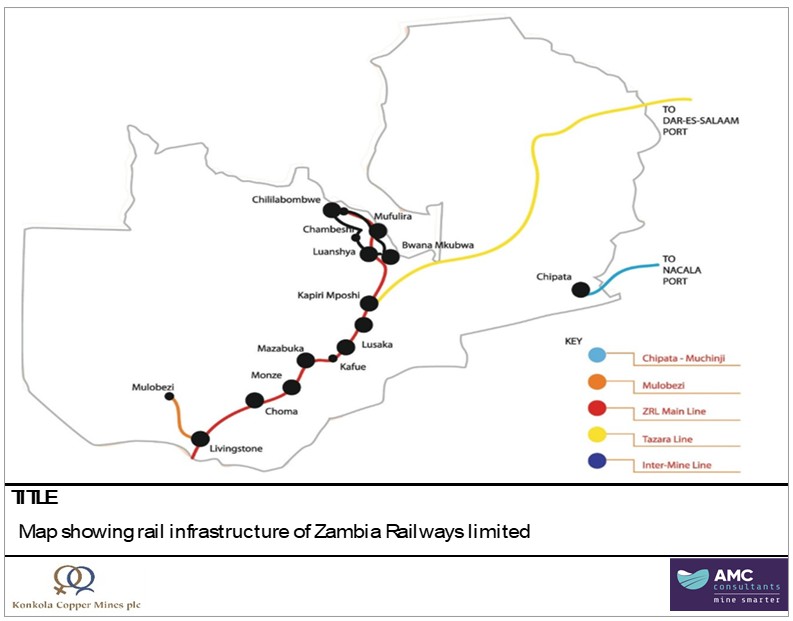
Source: Zambia railways ltd, railway network Map showing major railway infrastructure. Available at: zrl.com.zm/rail -Accessed 17 March 2025.
There is a potential future rail corridor referred to as the Lubito Corridor that is planned to connect Angola’s port of Lobito through the DRC to Zambia’s Copperbelt. Current projections are for a completion date of 2029 (Lobito Corridor: What It Is & Why It Matters, 2025).
| 15.3 | Port facilities |
Zambia is a landlocked country with no direct access to port facilities. Consequently, the transport of goods to and from the country and the mine relies exclusively on rail and road infrastructure. Accessible ports in other countries that have been utilised for product exports via existing logistical corridors include:
| · | Tanzania – Port of Dar-es-Salaam |
| · | Namibia – Port of Walvis Bay |
| · | South Africa – Port of Durban |
| 15.4 | Water dams |
Due to the primary source of raw water for operations being derived from underground dewatering activities, there is no significant need for above-ground water storage. The volume of water inflows into the underground mine operations at Konkola Mine far exceeds the required raw water usage.
| 15.5 | Dumps |
As part of operations of the Konkola Mine, waste rock dumps are utilised to dispose of any waste rock generated through mining operations. These facilities are subject to statutory compliance and operating waste rock dumps at Konkola Mine is subjected to statutory inspections conducted by and independent 3rd party inspector to ensure compliance to the applicable legislation.
amcconsultants.com | 196 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 15.6 | Licensing and permitting |
The framework for the independent inspection of mine dumps is outlined in The Mines and Minerals (Environmental) Regulations, 1997 (Statutory Instrument No. 29 of 1997), a subsidiary legislation of The Mines and Minerals Development Act (MMDA).
Licensing to own and operate waste dumps at Konkola is subject to The Environmental Management Act (EMA), 2011, Environmental Management (Licensing) Regulations, 2013. Statutory inspections are carried out in line with the required legislation to ensure compliance of the operated waste dumps.
| 15.7 | Konkola operation waste dumps |
The Konkola Mine, located on the outskirts of the town Chililabombwe, operates primarily two waste dumps, Dump A & B. Dump A is located west of the mine adjacent to shafts 1 & 4, and handles waste from these operations. Dump B is located North-west of shaft 3 about 2.5 km north of Dump A. Both dumps are in operation and are actively used to support ongoing operations, they respectively have coverage areas of approximately 48 ha for Dump B, and 48 – 50 ha for Dump A (see Figure 15.3).
| Figure 15.3 | Map showing waste dump locations at KCM |
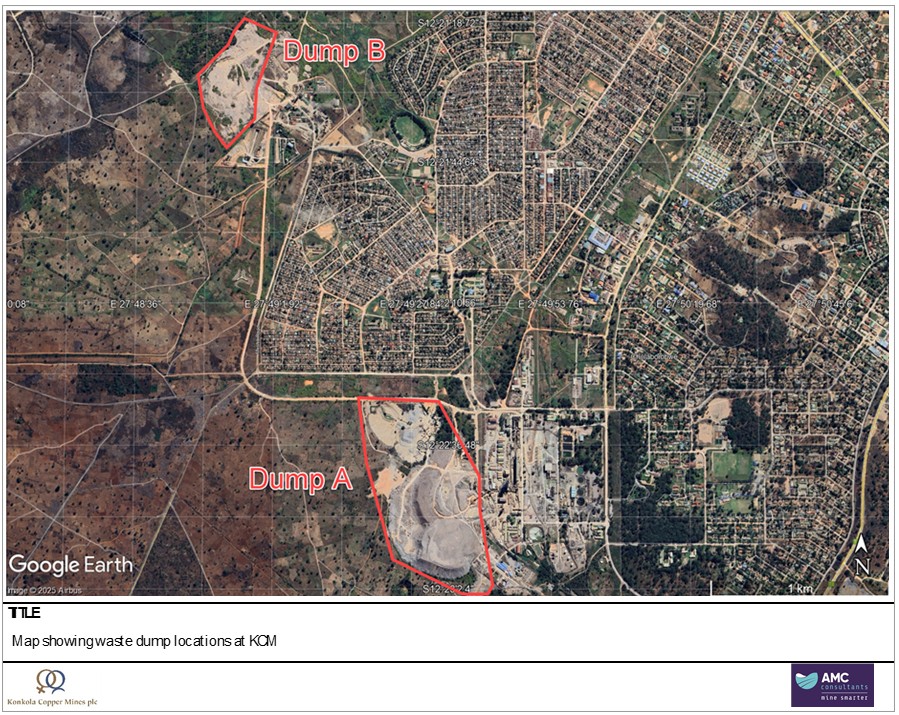
amcconsultants.com | 197 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Source: Google Earth Pro., 2025. Map showing waste dumps of Konkola Mine at Chililabombwe, Zambia. Google Earth. Available at: https://earth.google.com. Accessed 19 March 2025.
| 15.8 | Tailings disposal |
| 15.8.1 | Tailings deposition locations |
Tailings disposal is achieved through pumped tailings to various TSFs located at different geographical locations throughout the Konkola Mines operational footprint. The operations include historic tailings facilities that are no longer in operation and in various stages of reclamation, and two operational facilities.
The current overview and state of TSFs in summary includes:
| · | TD02 – No longer in operation and fully reclaimed. |
| · | TD03 – No longer used for deposition of tailings and currently in process of being reclaimed through hydraulic mining and truck and shovel operations. |
| · | TD04 – No longer used for deposition of tailings and currently in process of being reclaimed through hydraulic mining and truck and shovel operations. |
| · | TD05 – in operation and nearing maximum capacity. Buttressing dam walls underway to address stability issues. Capacity increase conducted, but opportunity was limited due to stability issues (details below). Study planned to convert from Mineral Resource to and Ore Reserve. |
| · | Lubengele – in operation, no plans for expansion, however facility has about 50% of design capacity left. |
Locations of various TSFs in relation to neighboring towns and the main mining operations shown below (see Figure 15.4).
amcconsultants.com | 198 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 15.4 | Map showing locations of all TSFs of Konkola and Nchanga Operations |
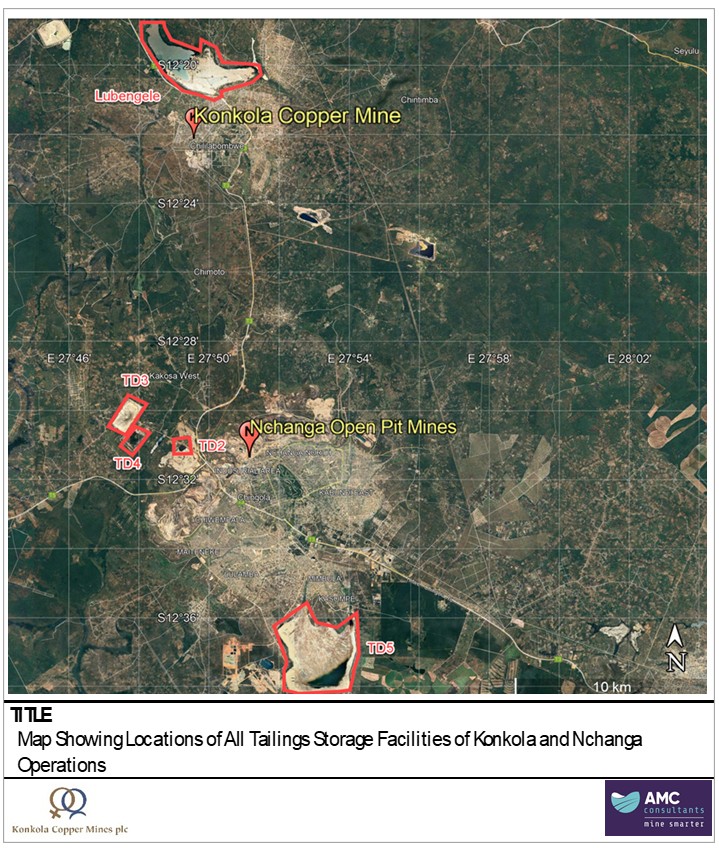
Source: Google Earth Pro., 2025. Map showing the location TSF and mining operations of Konkola Mines, Zambia. Google Earth. Available at: https://earth.google.com. Accessed 12 March 2025.
The two operational facilities which include Muntimpa (TD05) and Lubengele are each located in proximity to local towns and in close proximity to mining operations at Konkola and Nchanga.
The Muntimpa (TD05) facility is located just to the south of the town of Chingola and borders the outskirts of town (12°36'51.66"S, 27°53'13.16"E) (see Figure 15.6).
amcconsultants.com | 199 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 15.5 | Map showing detail view of TD05 Muntimpa TSF |
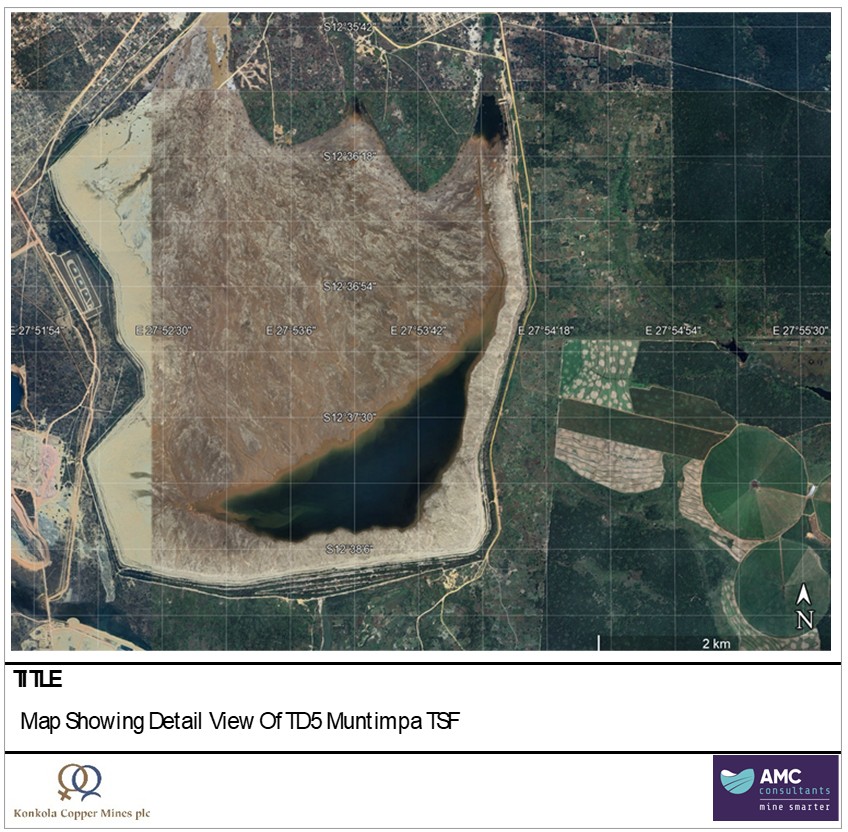
Source: Google Earth Pro., 2025. Map showing the location of Muntimpa TSF in Chingola, Zambia. Google Earth. Available at: https://earth.google.com. Accessed 12 March 2025.
The Lubengele facility is located just to the north of the town of Chililabombwe and borders the outskirts of town (12°20'27.25"S, 27°49'53.35"E) (see Figure 15.7).
amcconsultants.com | 200 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 15.6 | Map showing detail view of Lubengele TSF |
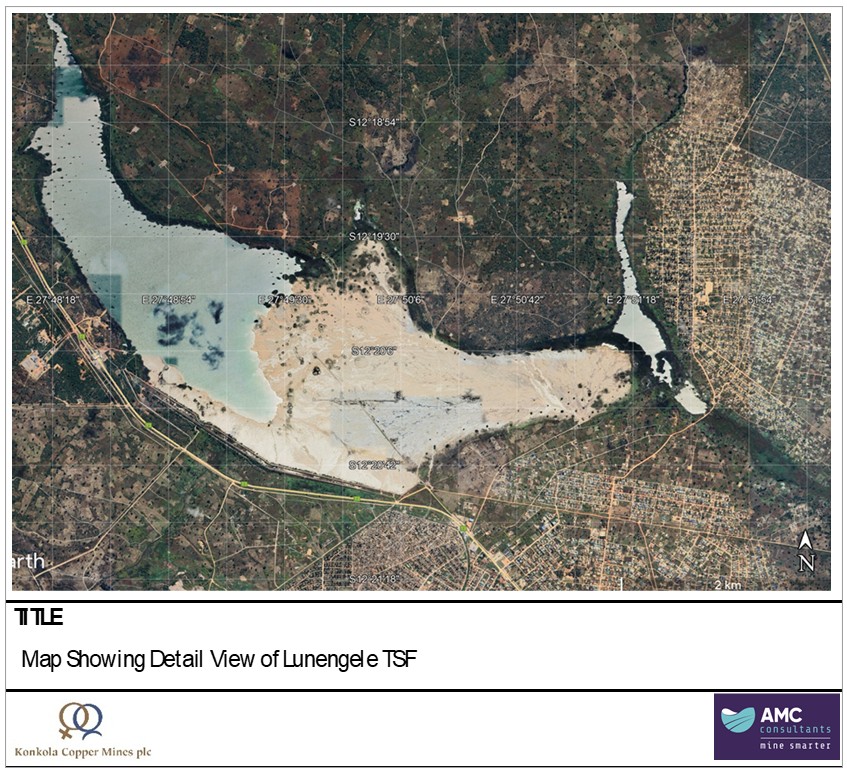
Source: Google Earth Pro. (2025). Map showing the location of Lubengele TSF in Chililabombwe, Zambia. Google Earth. Available at: https://earth.google.com. Accessed 12 March 2025.
| 15.8.2 | LOM capacity and expansion opportunities |
With regards to the current capacity of available facilities, the Muntimpa (TD05) TSF is nearing its end of life and is expected at current mining rates to reach end of life near the end of 2028. An inspection into increasing its capacity was conducted by an independent third-party contractor, however capacity expansion was constrained due to concerns about stability. Initially the expansion capacity aimed for was 780 Mt, but according to report findings relating to stability issues, this has been constrained to a maximum expandable capacity of 590 Mt.
Currently there are no plans to extend the capacity of the Lubengele TSF and based on historical deposited tailings, the facility still has about 50% capacity remaining.
Table 15.1 summarises the current conditions of operational TSF facilities.
amcconsultants.com | 201 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Table 15.2 Operational TSF conditions, TD05 (Muntimpa) and Lubengele
| Description | TD05 - Muntimpa | Lubengele | ||
| Last Assessment conducted available | Nov 2024, Capacity increase investigation report & Quarterly inspection report. | Quarterly inspection report Jan 2025. | ||
| Management Standard / guidelines followed | Global Industry Standard on Tailings Management (GISTM). | Global Industry Standard on Tailings Management (GISTM). | ||
| Total Storage capacity original Design (Mt) | 534.8 | 200 | ||
| Total Storage Used (Mt) | 546 | 101 | ||
| Total Remaining (Mt) | 44 (Based on the 590 Mt increased capacity option). | 99 | ||
| Planned Capacity Increase (Mt) | 245 | None planned. | ||
| Final Planned Capacity (Mt) | 590 (780 not possible due to stability concerns). | 200 | ||
| Yearly deposition target (Mt) | To be confirmed based on new mining plan. | To be confirmed based on new mining plan. | ||
| Operational comments (During last reporting periods available) | Operating close to design freeboard and pond level reduction required. Supernatant pond distance above limits, work was undertaken to lower levels. | Operating well within design freeboard limits. Supernatant pond distance within limits. Drains and spillways operational but needs repair work & cleaning. | ||
| Highlighted Major Risk / Scope required | Regardless of capacity increase, assessments pointed to stability issues, constraining the opportunity for additional capacity. Increasing capacity is constrained to max of 590 Mt subject to the construction of a large Rockfill buttress to the south of the main wall, with interface filter drainage required. | Stability assessment update is required urgently to confirm stability in line with GISTM standards. Could infer additional scope for stability improvement dependent on outcome of work. Needs update of 5YP deposition strategy to also infer LOM planning. |
| 15.8.3 | Licensing and permitting |
TSF facilities are managed by conducting routine statutory inspections carried out by an independent consultant on TSF facilities in line with compliance with the MMDA No. of 2015, the principal Act, and its subsidiary legislation the Mines and Minerals (Environmental) Regulations, 1997 (Statutory Instrument No. 29 of 1997).
In addition, the reports produced on statutory compliance follows the licensing requirements as provided for under the Zambian EMA of 2011 and its subsidiary legislation the Environmental Management (Licensing) Regulations, 2013 (Statutory Instrument Number 112 of 2013).
| 15.8.3.1 | Stability and TSF management processes |
KCM tailing management systems are aligned with the GISTM.
Quarterly assessments are conducted by an independent consultant to report on TSF conditions and management. The inspections focus on:
| · | Tailings deposition in the quarter compared to planned targets. |
| · | Pond water management and freeboard, also with focus on stability to deal with rainfall events. |
| · | Beach profile. |
| · | Piezometer readings are taken monthly at strategic locations on TSF dam walls for stability assessment. |
amcconsultants.com | 202 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| · | Environmental management is checked with effluent quality and limits of statutory limits of effluent discharge verified. Air quality with regards to dust generation is checked. |
| · | Appurtenant facilities inspected with focus on spillways and canals, wall slopes and toe areas and Filter drains. |
Quarterly reports are accompanied by dashboards highlighting risks, and priority of risks identified during the period of inspection, quarterly reports highlight any deviations from standards and advises remedial actions to be implemented to ensure continued compliance and safety of facilities.
In addition to the mentioned activities for statutory compliance as listed above, KCM also implements the following as part of their TSF Management policy:
| · | Maintaining a robust emergency response system, which includes developing plans in collaboration with local communities and emergency services, as well as conducting regular mock exercises to test their emergency response procedures. |
| · | Avoiding riverine and submarine tailings disposals in new projects. |
| · | Maintaining transparency and building mutual trust with their stakeholders by keeping them informed about tailings are managed and engaging with stakeholders throughout the entire lifecycle of the facilities. |
| · | Working collaboratively with their community partners to develop long-term recovery actions required in case of a tailing's facility failures. |
| · | Review the performance on a periodic basis against their policy including the sharing of good practices throughout the organisation and stakeholders. |
| 15.9 | Power |
KCM operations primarily draw their power from the CEC which owns and operates electricity transmission infrastructure in the Copperbelt region. CEC primarily purchases electricity from ZESCO, the national power utility in Zambia a state-owned power company. The primary sources of power for the CEC include:
| · | ZESCO is the primary source of power purchased. |
| · | CEC owns thermal power generation assets totaling 80 MW capacity. |
| · | Approximately 34 MW of Solar PV located at Riverside Solar PV park, Kitwe. |
| · | Future plans also include development of a 40 MW hydropower plant in the North-Western province of Zambia. |
| · | There are future KCM plans for renewable energy at Chililabombwe (150 MW) and thermal South Province (150 MW). |
The ZESCO national grid in Zambia is limited geographically and is plagued by an overall supply deficit, with many parts of the country not currently under electrification. The primary source of electricity is hydroelectric, with the rest coming from thermal coal and imports from various neighboring countries.
Power sources that feed into the ZESCO national grid include:
| · | Hydroelectric power from various hydro power plants including Kariba North Bank, Kafue Gorge, Victoria Falls, ITPC, Lunzua, Lusiwasi Lower, Chishimba Falls, Lunsemfwa Hydro. |
| · | Thermo Coal plant located at Maamba Collieries. |
| · | Imports come from various countries including South Africa, Mozambique, Malawi and Zimbabwe. |
| · | During times of additional power demand, like during smelter start-ups, or when grid failures occur, emergency power capacity is available through the use of generators. |
amcconsultants.com | 203 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Some of the main characteristics of the power transmission system in the area of operations of Konkola Mines include:
| · | Transmission system has various voltage levels including 220 kV, 66 kV, and 11 kV. |
| · | Konkola mining operations tie into the 66 kV voltage lines at substations located in the towns of Chililabombwe and Chingola. |
| · | At the 66 kV substations, power is stepped down primarily to 11 kV, and in some cases to 33 kV, whereafter power is then distributed to various other KCM operations substations before being stepped down further for use. |
| · | Underground power reticulation is done at 11 kV, whereafter underground substations steps down power further into required final usable voltages. |
| 15.9.1 | Existing operating power supply capacity and expansion |
The existing operations at KCM have a current overall power capacity requirement of approximately 194 MW to fully operate all mining operations and supporting infrastructure. Power is distributed from substations located in Chingola, Chililabombwe, Nampundwe and Kitwe towns.
Power outages are a major threat to operations with emergency power only enough to cover critical loads and not continued operations. During unavailability of grid power, operations cannot continue until power is restored.
To support expansion of mining operations and supporting infrastructure expansions, this figure is estimated to increase to approximately 250 MW over the next ten years.
| 15.9.2 | Emergency power supply and expansion |
Current emergency power is limited to a 24 MW capacity backup power plant located at Konkola Mine in Chililabombwe and also includes two generators owned by a utility company in the plant areas which has a combined 20 MW emergency generator capacity. Thus, current total emergency power capacity is around 44 MW installed across the mine locations.
Due to further mine expansions, especially expansions relating to the KDMP underground expansions, more critical infrastructure is being introduced that will require emergency backup power in the event of grid failures. Due to this increased requirement of emergency power, an expansion of the existing backup power plant is planned, increasing the 24 MW capacity by 16 MW with the installation of two additional generators of 8 MW each. This will bring the total capacity of the backup power facility to 40 MW, and the total backup power across the entire operation to 60 MW.
| 15.10 | Water |
Konkola Mine is among the wettest underground mines globally, with recent underground dewatering pumping rates peaking at approximately 350,000 m³/day. Although the Nchanga Underground Mine is not as wet as Konkola, it also experiences substantial water inflow, with pumping rates frequently reaching peaks of around 75,000 m³/day.
The overall raw water balance at Konkola Mine is significantly net positive, primarily due to the substantial water inflow from underground operations at Konkola Mines. Additionally, a large amount of potable water, sourced from a local water services provider, is utilised by various operations and supporting infrastructure.
| 15.10.1 | Raw water |
The primary source of raw water is derived from underground mining dewatering activities at the Nchanga and Konkola Mines. Both mines experience significant water inflows and seepage, necessitating continuous dewatering to maintain access to mining faces. Water is extracted by underground pumping chambers and pumped through mining shafts and brought to the surface.
amcconsultants.com | 204 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
With the expansion of operations at Konkola through the KDMP, the volume of water inflow is anticipated to increase as mining activities further intersect groundwater aquifers, which will further increase water quantities being pumped to the surface.
| 15.10.2 | Konkola Mine raw water balance |
Konkola Mine's water balance involves discharging approximately 90% of the abstracted raw water from underground dewatering activities (350,000 m³/day) back into surface streams. The water is brought to the surface and discharged into surface channels, which then deposit it into the Kakosa Stream, ultimately leading to the Kafue River.
The remaining water is recirculated and used for various underground services, as process top-up water for the Konkola Concentrator plant operations, and approximately 20,000 to 30,000 m³/day is supplied to the Mulonga Water and Sewerage Company, a local water and sewerage service provider. The Konkola Concentrator is reported to have a usage of up to 20,000 m³/day. However recent usage figures of operations show the usage over past few months being closer to around the 5,000 – 8,000 m³/day mark.
A significant portion of the water used in the Konkola Concentrator also eventually ends up in the Lubengele TSF as part of pumped tailings. A large portion of this water is mostly lost due to evaporation, seepage, and overflow, which is directed back to the Kafue River.
| 15.10.3 | Potable water (domestic water) |
Potable water supply and infrastructure in the area of Chingola, Mufulira, and Chililabombwe is provided by The Mulonga Water and Sewerage Company (MWSC). The existing infrastructure is aging and most of it has been in operation for about 50 years but still manages to provide the various operations with domestic water supply. In recent years local planned projects being led by MWSC is aiming to upgrade water treatment plants, pump stations, reservoirs and supply and transfer piping in the distribution network. The Konkola operations is reported to use around anything from 1,500 up as high as 8,000 m³/day of domestic water, based on operational water balances from the last few months of 2024 and beginning of 2025. A value that seems to be fluctuating heavily on a month-by-month basis.
| 15.11 | Pipelines |
Operations do not rely heavily on services from overland pipelines, except for lines running to and from TSF at Lubengele and Muntimpa (TD05).
At Lubengele tailings is transported to the TSF from the Konkola Concentrator plant by an approximately 5 km line running north through the town of Chililabombwe in the same corridor as railway infrastructure. Because of deposition locations that can change depending on TSF management, this distance can vary over time.
Another tailings pipeline, running on the outskirts of the town connects the Konkola Concentrator plant and the operations at 3 Shaft just north of the concentrator plant. This line is approximately 3 km in length. These lines are running mostly on surface with a few culvert crossings along the way where roads are intersected.
A new return line is also planned to run between the paste plant at 3 Shaft and the Lubengele TSF. This new line will be approximately 3 km in length but would be subject to final design.
amcconsultants.com | 205 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 15.12 | Ancillary surface infrastructure and expansions |
As an existing operation, supporting infrastructure is in place to support current operations at the various mining and processing facilities which include:
| · | Various process plant infrastructure at Konkola & Nchanga Concentrators plants, OEM, NEM, NWM, Nchanga TLP, Nchanga Smelter, and the Nkana Refinery. |
| · | Warehouses, maintenance shops, administration offices and other supporting infrastructure at the various facilities. |
| · | Other supporting infrastructure, various service workshops, wash bays, explosive storage sheds, water treatment plant. |
| · | Existing network of access and in in-plant roads, and railway infrastructure. |
| · | Water supply and distribution systems. |
| · | Existing power supply infrastructure including various substations for grid power tie-in, and power reticulation and distribution to existing operations. |
| · | Tailing storage facilities and paste backfill plants. |
Following the implementation of the revival plan to restart operations, and ramp up production at existing operations , to support ongoing operations of mining at Konkola’s 4 Shaft, the KDMP is also undertaken as an intensive brownfields capital upgrade project not only including underground expansions of mining and underground infrastructure, but also expansion of surface infrastructure which will include the development of additional surface level supporting infrastructure for mining operations at Shaft No.4. These upgrades items include:
| · | Various surface infrastructure including warehouses, maintenance workshops, administration offices, kitchen and canteen, clinic, and change houses. |
| · | Network of surface roads and railways. |
| · | Network of surface canals. |
| · | Upgrade of emergency power capacity. |
| 15.12.1 | Internal rail network |
The rail system envisaged will be constructed to connect with No.1 shaft existing rail infrastructure and will service all five conveyance compartments. The rail system will also interconnect the newly planned workshops, storage areas and hard standings. The rail system will also include marshalling yard.
| 15.12.2 | Office building |
An administration building is provided for within the surface infrastructure. A three-story brick building shall be provided to include:
| · | Large open plan office space on all 3 levels for approximately 340 people total. |
| · | Central control room on ground level. |
| · | 1x boardroom on ground level. |
| · | Kitchen facilities on all floors. |
| · | Reception area on ground level. |
| 15.12.3 | Change houses and other buildings |
Other supporting infrastructure for staff includes change houses with shower, laundry and locker room access, and to provide other services as follows:
| · | Change house. |
| · | Lamp houses with racks to house approximately 1,000 cap lamps. |
| · | Kitchen and tea-room. |
| · | Banksman’s cabin. |
| · | Winder and raise bore workshop. |
| · | Explosives storage shed. |
amcconsultants.com | 206 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| · | Diesel storage. |
| · | Parking areas. |
| · | Storage sheds (wire rope, skip and sheave, roper reeler). |
| · | Hard standings and waste bin areas. |
| · | First aid clinic. |
| 15.13 | Nampundwe Mine infrastructure |
The Nampundwe Mine is located approximately 50 km west of Lusaka in the Central Province, accessed via the T2 highway. The mine operates under Large-scale Mining License 7074-HQ-LML (area: 962 ha, expiry: 30 March 2050).
Site infrastructure comprises an underground decline for mine access, surface ore handling and crushing facilities, a small concentrating plant producing pyrite concentrate, mine offices, a workshop, and a change house. Power is supplied from the CEC grid via a substation at Nampundwe. Water supply is from local boreholes.
Pyrite concentrate is loaded onto road trucks at the Nampundwe mine site and transported approximately 350 km by road to the Nchanga Smelter in Chingola. There is no rail connection at Nampundwe.
The Nampundwe Mine is excluded from the PFS Mineral Reserve estimate and mine plan. Infrastructure at Nampundwe is maintained to support the ongoing supply of pyrite flux to the Nchanga Smelter, as described in Section 14.4 and Section 14.6.
amcconsultants.com | 207 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 16 | Market studies |
Copper demand is expected to remain strong due to electrification, the energy transition, AI infrastructure build-out, and continued urbanisation and industrialisation in emerging economies. KCM sells refined copper through established market channels with pricing based on LME copper prices. The approximately 45-year mine life presented in this IA provides long-term exposure to forecast copper demand growth.
| 16.1 | Market information |
Copper is a transition metal known for several distinctive properties – it is highly malleable, ductile, a notably good conductor of thermal and electrical energy, and does not readily corrode. These properties make copper especially useful for the manufacture of electrical wires; it is also widely used for piping, building material, and in alloys.
Copper is relatively abundant in the earth's crust, particularly in the South American Andes and the Central African Copperbelt. Copper concentrates and cathode are the most widely traded and shipped forms of the metal, the latter being made by purification of copper ores or scrap metal via smelting and/or electrowinning. Cathode takes the form of high (>99.5%) purity metal sheets, which can be directly processed by downstream manufacturers.
Cobalt is a ferromagnetic transition metal that historically was extensively used in blue pigments. Modern use is predominantly in "superalloys" that are resistant to wear, corrosion, and high temperatures, and – since the 1990s – in lithium-ion batteries (principally nickel-cobalt-manganese (NCM) chemistries used in higher-energy-density electric vehicle applications).
The large majority of the world's exploitable cobalt deposits are found in the Central African Copperbelt, where it is typically found alongside copper-containing ores. Crude cobalt hydroxide is the most widely traded and shipped form, alongside refined products such as cobalt metal and pure cobalt nitrate, sulfate, or hydroxide.
| 16.1.1 | Market for KCM’s products |
KCM's assets form an integrated mine-concentrator-smelter-refinery complex, the end products of which are (and will continue to be) copper anode, copper cathode, and Co-Cu alloy. Since the smelter is a separate business unit, for the purpose of this study the marketed products are copper sulfide concentrates and copper-cobalt concentrates (produced by the concentrator and Nchanga TLP).
| 16.1.2 | Copper demand |
Demand elasticity: Copper demand is strongly dependent on prevailing global economic conditions, with consumption dominated by Asia and China alone accounting for approximately 58% of global refined copper usage in 2024. Growth in demand is influenced by the rate of economic and technological development, urbanisation, mechanisation, electrification, digitisation, the transition to renewable energy sources, and increasingly the build-out of AI infrastructure and data centres
Because of copper's unique physical properties, it is not readily substituted as an electrical conductor, hence demand has a significant impact on price. It is primarily traded in US$, so exchange rates may also influence price independently of underlying macroeconomic demand.
Short-term demand (2026–2027) will be primarily influenced by Chinese, US, and European economic conditions, the trajectory of the China property sector recovery, the impact of US tariff policy on global trade flows (a US Commerce Department recommendation on refined copper tariffs is expected by mid-2026), the pace of AI and data centre infrastructure build-out, and global EV adoption rates.
amcconsultants.com | 208 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Medium-term demand is expected to grow at approximately 2.5-3.0% per annum to 2030, supported by accelerating energy transition demand, AI infrastructure, and continued industrialisation in India and Southeast Asia. The ICSG forecasts global refined copper consumption growth of approximately 2.1% in 2026, slowing from 3% in 2025, with the market transitioning to a structural deficit.
Long-term demand for copper will be heavily influenced by the success of the energy transition, the scale of AI and data centre build-out, and emerging demand from India and Southeast Asia. Wood Mackenzie projects AI infrastructure alone could require approximately 1.1 Mtpa of copper for grid-related needs by 2030, while India and Southeast Asia industrialisation could add approximately 3.3 Mtpa of demand by 2035. Unlike metals such as nickel and cobalt, copper is agnostic to changes in battery technology. Estimates vary, but many sources expect total copper demand to reach 45-50 Mt by 2050.
| 16.1.3 | Copper supply |
The ICSG reports 2024 global copper production at approximately 23.0 Mt of mined output and 28.5 Mt of refined copper. Preliminary 2025 figures indicate mine production grew approximately 1% (constrained by operational disruptions at Grasberg in Indonesia and Kamoa in DRC) and refined production grew 4.2%, leaving an estimated refined market surplus of 380 kt. For 2026, ICSG forecasts mine production growth of 2.3% and refined production growth of 0.9%, with the market transitioning to a forecast 150 kt refined deficit.
Supply elasticity: Copper supply is inelastic due to the very long timescales (often 10+ years) and large financial commitments required to bring new mines into production, expand existing sites, or restart mothballed facilities. This slow supply-side response can create significant short-term price volatility even when medium-term supply is broadly balanced, as illustrated by the record LME copper price of approximately US$13,388/t reached in early January 2026, driven by a combination of supply disruptions, low exchange inventories, and rising demand expectations
Short-term supply (2026–2027) is expected to remain tight, with the global concentrate market continuing to face deficit conditions. Key factors include:
| · | The ongoing closure of FQM's Cobre Panamá mine (which produced 350 kt of copper in 2022 prior to suspension in November 2023). In April 2026, the Government of Panama formally approved processing of approximately 38 Mt of stockpiled ore at the site (containing approximately 70 kt of recoverable copper), and a decision on the broader mine restart is anticipated by mid-2026, with S&P Global Ratings expecting a restart and ramp-up during the second half of 2026. |
| · | Continuing impacts from operational disruptions at Grasberg (Indonesia) and Kamoa (DRC) reported in 2025. |
| · | Robust Chinese smelter capacity additions, with concentrate treatment charges having fallen to record lows. |
| · | Limited greenfield production growth, with relatively few large projects in advanced stages of development. |
Medium-term, S&P Global, Wood Mackenzie, ICSG, and major investment bank forecasts converge on a structural copper market deficit emerging in 2026 and persisting through the late 2020s and 2030s, with JP Morgan forecasting a deficit of approximately 330 kt in 2026 alone and ICSG forecasting 150 kt. Despite the contribution of brownfield expansions, scrap recycling, and improved leaching technologies, supply growth is unlikely to keep pace with structural demand growth.
Long-term supply (2030 onwards) is widely expected to remain in deficit. By 2035, the world's existing mines are expected to produce approximately 15% less copper than in 2024, with Wood Mackenzie estimating that meeting projected demand will require approximately 8 Mt of new mine capacity plus 3.5 Mt of additional scrap. A limited number of greenfield projects have been confirmed, leaving copper supply in the 2030-2050 period significantly dependent on metals prices - higher prices being required to justify the very large amounts of capital needed for greenfield and brownfield expansion.
amcconsultants.com | 209 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 16.1.4 | Cobalt demand |
Global cobalt demand has grown rapidly over the past decade, from approximately 80 kt in 2014 to >190 kt in 2024, driven primarily by the increasing demand for electric vehicles (EVs) and renewable energy technologies.
The rise of lithium-iron-phosphate (LFP) batteries in EV applications has suppressed demand for cobalt chemicals, and global cobalt prices declined sharply through 2023 and 2024 to multi-decade lows in early 2025 prior to the DRC export restrictions. However, cobalt remains crucial for battery stability and performance in NCM chemistries, which retain a substantial share of the EV battery market and dominate in higher-energy-density applications. The IEA projects cobalt demand will rise to 344,000 metric tonnes in 2030 and 454,000 metric tonnes in 2040, supporting cobalt's continued importance in the energy transition.
| 16.1.5 | Cobalt supply |
Global cobalt mined production reached approximately 280 kt in 2025, with the Democratic Republic of Congo (DRC) continuing to account for more than 70% of global supply. Following a period of cobalt market oversupply that drove prices to nine-year lows in early 2025, the DRC government implemented a series of supply restrictions:
| · | February 2025: complete cobalt export ban imposed (initially 4 months, subsequently extended). |
| · | October 2025: export ban lifted on 16 October and replaced with a quota system that will remain in place through at least 2027. |
| · | Q4 2025 quota: 18,125 tonnes (subsequently extended through end-Q1 2026 and again to April 2026 due to logistical and administrative bottlenecks). |
| · | 2026 quota: 87,000 tonnes for all DRC producers, with an additional 9,600 tonne strategic reserve at the discretion of the regulator ARECOMS. |
| · | 2027 quota: 96,600 tonnes. |
As at 1 April 2026, less than 50% of allocated Q4 2025 / Q1 2026 export volumes are estimated to have shipped, due to logistical disruptions including infrastructure damage and administrative delays in implementing the new quota framework.
The combination of restricted supply and structural demand growth has driven cobalt prices to multi-year highs. The DRC quota system is widely expected to maintain a structural supply deficit in cobalt markets through 2026 and 2027.
In the medium term, Australian and Indonesian producers are projected to ramp up production, partially offsetting DRC supply constraints. In the longer term, expansions in copper and nickel mining will further boost cobalt supply, since cobalt is typically found alongside copper- and nickel-containing ores.
| 16.1.6 | Study price and sales terms |
Copper pricing: The copper price used in the cashflow analysis of this report is based on P75 consensus price forecasts (as at March 2026). P75 represents the 75th percentile of analyst forecasts, meaning 75% of forecasts are at or below this price level. The pricing ranges from US$11,101/t to US$12,793/t over the LOM production period, with long-term prices from 2032 onwards at US$11,101/t. These forecasts are shown in Table 16.1. Table 16.2 shows five years of trailing prices.
amcconsultants.com | 210 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 16.1 | Five-year copper forward prices (real US$ 2025) |
| Year | 2026 | 2027 | 2028 | 2029 | 2030 | 2031 | 2032 + LT | |||||||
| Price (US$/tonne) | 12,793 | 12,556 | 12,297 | 12,295 | 11,848 | 11,101 | 11,101 |
Source: Consensus Price March 2026
| Table 16.2 | Five-year copper trailing prices |
Year | 2020 | 2021 | 2022 | 2023 | 2024 | 2025 | ||||||
| Price (US$/tonne) | 6,175 | 9,317 | 8,822 | 8,490 | 9,250 | 9,940 |
Note: The 3-year trailing average is US$9,227/tonne (2023 – US$8,490/t; 2024 – US$9,250; 2025 – US$9,940/t).
Source: Statista, 2025.
Copper payability: Copper payability rates are taken from current internal Konkola and Nchanga rates. These are shown in Table 16.3. Treatment, refining and freight charges are taken from long term recent consensus forecasts within Africa however it should be noted that these are higher than current consensus forecasts in China where treatment and refining charges are currently forecast at $20/dmt and US$0.02/lb respectively and forecast to rise towards $67/dmt and US$0.07/lb in the long term. Current low treatment and refining charges put the smelters profitability at risk in the short-term.
| Table 16.3 | Copper payability terms for Konkola and Nchanga Copper Concentrate |
Item | Unit | Konkola | Nchanga TLP | |||
| Copper Payability | % | 96.8 | 100 | |||
| Treatment Charge and premium adjustments | US$/dmt | 60 | 179 | |||
| Refining Charge | US$/lb | 0.06 | - | |||
| Freight Charge | US$/wmt | 175 | 180 |
Cobalt pricing: Cobalt is contained in the Copper-Cobalt Concentrates produced but is not recognised as revenue within the Konkola and Nchanga mines. Cobalt alloy is recovered at the Nchanga Smelter where revenue is recognised. The cobalt value is recognised in the NSR calculations, at low payability rates, when assessing cut-off decisions. Payable rates for contained Copper and Cobalt within the Cobalt alloy are based on current short-term contracts with a sliding scale based on the Copper and Cobalt percentages contained within the alloy.
Pricing note: Commodity price forecasting is an inherently forward-looking exercise dependent upon numerous assumptions. Natural volatility in the copper and cobalt markets due to supply and demand factors, government export regulations, and developments in battery technology means that future copper and especially cobalt prices will move significantly above and below the selected study price over the expected approximately 45-year life of the Project. In light of this expected volatility, the chosen prices represent transparent, neutral price point both in line with historical pricing and with expected long-term pricing. AMC and KCM take no responsibility for future metals pricing.
| 16.1.7 | Copper pricing for NSR cut-off grade estimation |
The copper price used for NSR cut-off grade determination is US$9,000 per tonne, applied consistently across all sulfide and mixed sulfide and oxide copper mineralisation. This price is intentionally conservative relative to the study price (Section 16.1.6) to ensure Mineral Resources reflect a robust reasonable prospect for eventual economic extraction across a range of market conditions. The NSR methodology, input parameters, and resulting cut-off grade by asset are set out in Section 11.2.2.1.
| 16.2 | Contracts and status |
| 16.2.1 | Forward sales and hedging |
KCM currently does not engage in forward sales for the minerals produced.
amcconsultants.com | 211 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 16.2.2 | Site development contracts |
KCM will need to enter into a variety of contracts to develop the site expansion. As a brownfield expansion, certain contracts covering existing operations can be extended to cover the development areas (e.g. utilities, security, waste disposal). Some design work has already been contracted and carried out, but most construction contracts are still to be awarded.
Major proposed contracts for development are show in Table 16.4.
| Table 16.4 | Major development contracts |
| Area | Major contracts | |
| Ops & Maintenance – Underground Mining | Drilling & Blasting – currently contracted Backfill Production – currently contracted Development & Materials handling – currently contracted Ventilation SIB Projects Professional & Technical Services Equipment Maintenance – locomotive maintenance contracted; UG production machinery maintenance contracted Building Maintenance Other | |
| Ops & Maintenance – Open pit Mining | Drilling & Blasting Production – Rehandle at Old East Mill and L&H from TD03 and TD04 currently contracted Development – COP DF currently contracted SIB Projects Professional & Technical Services Equipment Maintenance Building Maintenance Other | |
| Ops & Maintenance – Concentrator, Smelter, SXEW | Production Operations Professional & Technical Services Equipment Maintenance Building Maintenance Other | |
| Ops & Maintenance – Tailings Facilities | Operations – material movement contracted Professional & Technical Services Equipment Maintenance | |
| Ops & Maintenance – Infrastructure, Utilities, Civil Works | Fuel Farm / Emergency Power Station Electrical Infrastructure Water (supply / treatment) Infrastructure Dewatering Infrastructure – UG pump ops & maintenance contracted. Piping unknown Data / telecoms / surveillance / security Infrastructure Air and Ventilation Plants & Infrastructure Lighting Infrastructure Roads Infrastructure Warehouse / Transport / Logistics Infrastructure Other Infrastructure (e.g. fire suppression systems) |
amcconsultants.com | 212 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Major contracts | |
| Ops & Maintenance – Ancillary Plants (e.g. cement, acid) | Cement / Paste backfill plant Acid plant Lime Plant | |
| Ops & Maintenance – Supply Chain, Procurement & Logistics | Inbound transport & clearing Outbound transport & clearing Other | |
| Ops & Maintenance – Camp & Site Services | Catering Housekeeping, cleaning & laundry Pest Control Landscaping Transport (within site and local) Clinic & OT Entertainment & Leisure Admin, Leisure, Residential & Security Buildings Maintenance Security & Surveillance services Emergency Response services Waste Disposal (biological, chemical, industrial) Environmental & Biodiversity Monitoring Health & Safety Monitoring Social and Community Services | |
| Ops – General & Administrative | Legal Services Finance, Audit, Risk Services HR, Recruitment, Payroll Services & work permits International Travel & Visas Training & Educational IT services Professional Services & other G&A – | |
| Key Consumables & Reagents | Concentrates Scrap Copper Diesel Fuel Reagents (e.g. acid, lime, floccs) Explosives Grinding Media Cement Ground Engaging Tools Other | |
| Power & Other utilities supply | Electricity – ESP in place with ZESCO till 2035 Water Data & Telecommunication Other | |
| Equipment Rental | Underground Equipment Open pit Mining Equipment TMF Equipment Processing Equipment Logistics Equipment Maintenance, SIB & Civils Equipment Pumps & Generators Other Equipment (LVs, buses, ERT, landscaping) |
amcconsultants.com | 213 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 16.2.3 | Operating contracts |
The current major long-term contracts in place at Konkola and / or Nchanga include:
| · | Underground mining – drill and blast, production, development, materials handling, locomotive maintenance, machinery maintenance. |
| · | Open pit mining – load & haul of material from TD03 and TD04, rehandle at Old East Mill, Nchanga open pit zones COP DF. |
| · | Dewatering pump operations and maintenance. |
| · | TSF material movement. |
| · | Power. |
| Table 16.5 | Example of long-term contract components |
| Area | Major contracts | |
| Ops & Maintenance – Underground Mining | Drilling & Blasting – currently contracted Backfill Production – currently contracted Development & Materials handling – currently contracted Ventilation SIB Projects Professional & Technical Services Equipment Maintenance – locomotive maintenance contracted; UG production machinery maintenance contracted Building Maintenance Other | |
| Ops & Maintenance – Open pit Mining |
Drilling & Blasting Production – Rehandle at Old East Mill and L&H from TD03 and TD04 currently contracted Development – COP DF currently contracted SIB Projects Professional & Technical Services Equipment Maintenance Building Maintenance Other | |
| Ops & Maintenance – Concentrator, Smelter, SXEW | Production Operations Professional & Technical Services Equipment Maintenance Building Maintenance Other | |
| Ops & Maintenance – Tailings Facilities | Operations – material movement contracted Professional & Technical Services Equipment Maintenance | |
| Ops & Maintenance – Infrastructure, Utilities, Civil Works | Fuel Farm / Emergency Power Station Electrical Infrastructure Water (supply / treatment) Infrastructure Dewatering Infrastructure – UG pump ops & maintenance contracted. Piping unknown Data / telecoms / surveillance / security Infrastructure Air and Ventilation Plants & Infrastructure Lighting Infrastructure Roads Infrastructure Warehouse / Transport / Logistics Infrastructure Other Infrastructure (e.g. fire suppression systems) |
amcconsultants.com | 214 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Major contracts | |
| Ops & Maintenance – Ancillary Plants (e.g. cement, acid) | Cement / Paste backfill plant Acid plant Lime Plant | |
| Ops & Maintenance – Supply Chain, Procurement & Logistics | Inbound transport & clearing Outbound transport & clearing Other | |
| Ops & Maintenance – Camp & Site Services | Catering Housekeeping, cleaning & laundry Pest Control Landscaping Transport (within site and local) Clinic & OT Entertainment & Leisure Admin, Leisure, Residential & Security Buildings Maintenance Security & Surveillance services Emergency Response services Waste Disposal (biological, chemical, industrial) Environmental & Biodiversity Monitoring Health & Safety Monitoring Social and Community Services | |
| Ops – General & Administrative | Legal Services Finance, Audit, Risk Services HR, Recruitment, Payroll Services & work permits International Travel & Visas Training & Educational IT services Professional Services & other G&A – |
amcconsultants.com | 215 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Area | Major contracts | |
| Key Consumables & Reagents | Concentrates Scrap Copper Diesel Fuel Reagents (e.g. acid, lime, floccs) Explosives Grinding Media Cement Ground Engaging Tools Other | |
| Power & Other utilities supply | Electricity – ESP in place with ZESCO till 2035 Water Data & Telecommunication Other | |
| Equipment Rental | Underground Equipment Open pit Mining Equipment TMF Equipment Processing Equipment Logistics Equipment Maintenance, SIB & Civils Equipment Pumps & Generators Other Equipment (LVs, buses, ERT, landscaping) |
| 16.2.4 | Other agreements and contracts |
As a condition of the commercial and licensing agreement with the Government of Zambia, mining and processing production is subject to a royalty on copper (depending on the copper spot price). Mining and processing operations are also subject to 30% Corporate Income Tax, from which the royalty tax is deductible (see Table 16.6).
| Table 16.6 | Royalty charge relation to copper price |
| Price range | Rate (%) | Taxable amount | ||
| Less than US$4,000 per tonne | 4 | The first US$4,000 per tonne | ||
| Between US$4,001 and US$5,000 per tonne | 6.5 | The next US$1,000 per tonne | ||
| Between US$5,001 and US$7,000 per tonne | 8.5 | The next US$2,000 per tonne | ||
| US$7,001 per tonne or more | 10 | Balance |
amcconsultants.com | 216 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 17 | Environmental studies, permitting, and social or community impact |
| 17.1 | Environmental studies, permitting, and social or community impact |
KCM operates under environmental permits issued by the ZEMA. Environmental management programs are in place for tailings, water quality, air emissions, and closure planning. The existing environmental approvals and management frameworks are expected to support the approximately 45-year mine life presented in this Initial Assessment, subject to periodic renewal and updates as operations progress.
| 17.2 | Environmental studies, permitting, and social or community impact |
Currently, the identified environmental and social risks, baseline information, and management measures for the Project are based on a 2001 site-wide comprehensive ESIA assessment and associated Final Environmental Management Plan (FEMP), subsequently updated in 2009. Closure plans and associated cost estimates have historically been derived from these 2009 FEMPs, supported by annual statutory audits. To strengthen compliance and provide an updated position, KCM commissioned an independent third-party assessment of EPF liabilities as at 31 December 2025, which assessed the total EPF liability at US$144M. The 2024 Zambian closure guidelines introduced enhanced requirements for long-term monitoring, water treatment, and community transition support, the financial implications of which have been incorporated into the December 2025 assessment. Estimated closure costs of US$133M, based on preliminary closure planning, may be refined as the closure plans are finalised.
Although still valid, the 2001/2009 baseline ESIA reports and management plans are no longer fully relevant to the current and proposed activities and do not accurately reflect the status of the operations (including demolished or decommissioned infrastructure). KCM has identified this risk and has commenced a consolidated update to reassess impacts and mitigation measures across all sites. New comprehensive ESIAs, Environmental and Social Management Plans (ESMPs), and Closure Plans are being prepared for all unit operations, with completion targeted for end of 2026.
KCM routinely engages with the national regulators to ensure it maintains a set of valid licenses and authorisations. Permitting and approvals encompass ESIA approvals, water access and discharge, emissions to atmosphere, waste, and other specific requirements, as well as exploration, mining, and processing licenses. As a member of the International Council on Mining and Metals (ICMM), KCM is in the process of aligning its tailings management practices with the Global Industry Standard on Tailings Management (GISTM, August 2020). Key elements - including independent reviews, emergency response planning, and stakeholder engagement - are in place, with full conformance targeted by end of 2027.
KCM operations are characterised by high water inflows, with the assets known as among the wettest mining operations in the world. Tailings dams have historically been encroached upon by communities who either reside in close proximity to the dams or plant seasonal crops within the tailings footprint due to a lack of alternative land. The socio-economic environment presents challenges common to a declining industry, exacerbated by a characteristic local dependency on mining activity. Additionally, artisanal manual and mechanised illegal mining occurs within the premises of KCM's Nchanga Operations.
Actions to address Restoration Orders and Compliance Orders issued by ZEMA from 2017 to address major non-compliances remain in progress. KCM has established action plans and expects progressive resolution through 2026 and 2027. These matters do not currently affect the validity of operating permits.
KCM is actively engaged in updating Environmental Impact Assessments and Closure Plans for all KCM operations. Progress, stakeholder communications, and reporting are managed by the KCM environmental management team. Environmental and Social Management Plans and Closure Plans for all KCM sites have been submitted to ZEMA.
amcconsultants.com | 217 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 17.3 | Permitting requirements |
KCM operations are governed by Zambia’s Mining and Minerals Development Act (2015) and associated environmental and labour regulations.
The Konkola operation is currently permitted under a valid Large-Scale Mining License 7076-HQ-LML, with Nchanga Operations permitted under license 7075-HQ-LML. These licenses allow for underground or open pit and underground copper extraction respectively, and associated processing activities through to March 2050.
Environmental approvals are in place through the EPF and project-specific Environmental Management Plans (EMPs), which govern water management, tailings disposal, and rehabilitation obligations. KCM maintains active compliance with these requirements through regular monitoring, internal audits, and reporting to the ZEMA.
Additional permits cover water abstraction, effluent discharge, and waste handling. Social and land-use agreements have been established with local communities to address resettlement, access, and stakeholder engagement obligations. These agreements are managed through structured compensation and sustainability programs.
No material permitting constraints are currently identified that would prevent continued operation under the current LOM plan. However, the renewal of certain licenses and approvals will require periodic reassessment to align with project expansion, infrastructure upgrades, and future resource development.
The current Large-Scale Mining Licenses expire in March 2050. For the full Mineral Resource scenario extending to approximately FY2069/70, license renewals will be required. Under the Zambia Mining and Minerals Development Act (2015), license renewals are routinely granted for operations in good standing, and KCM does not anticipate material constraints to renewal.
| 17.4 | Rehabilitation, closure, and post closure planning |
KCM has prepared updated closure plans in line with the IFC Environmental and Social Performance Standards which are currently pending before ZEMA. Closure plans address physical and socio-economic closure. The closure plans have been developed through a process of closure framework establishment, stakeholder consultation, and closure cost estimation.
The KCM operations are long-life operations, and closure plans will be subject to ongoing review as the operations progress. KCM aims to conduct progressive rehabilitation during the operational phase without hindering regular mining activities in areas no longer affected by mining operations.
Estimated closure costs of US$133M have been included in the economic analysis (refer Section 19), based on preliminary closure planning. The independent third-party assessment of EPF liabilities as at 31 December 2025 assessed the total EPF liability at US$144M, incorporating the enhanced requirements introduced by the 2024 Zambian closure guidelines for long-term monitoring, water treatment, and community transition support. Updated comprehensive closure cost estimates will be finalised following ZEMA approval, and closure plans may be refined in subsequent studies.
amcconsultants.com | 218 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 18 | Capital and operating costs |
| 18.1 | Cost estimate basis and accuracy |
Cost estimates for this PFS were developed using multiple methodologies appropriate to the level of study and data availability. The principal sources and estimation approaches are summarised below.
| 18.1.1 | Estimation methodology |
Operating and capital cost estimates were developed using the following approaches:
| · | First principles build-up: Detailed bottom-up estimates were prepared for mining operations, incorporating equipment productivities, crew configurations, consumable consumption rates, and maintenance requirements. |
| · | Supplier quotations: Budget quotations were obtained from equipment suppliers and contractors for major capital items including ventilation fans, pumping systems, paste fill plant equipment, and electrical infrastructure. |
| · | FY2024 actual costs: Historical operating costs from KCM's FY2024 financial records were used as the basis for ongoing operations, adjusted for planned production rates and operational changes. |
| · | Contractor agreements: Existing contract rates and terms were applied where current agreements are expected to continue, including mining development contracts and specialist services. |
| · | AMC benchmark database: Where site-specific data was unavailable, costs were estimated using AMC's internal database of comparable African copper mining operations, adjusted for local conditions. |
| · | Engineering estimates: Preliminary engineering designs were used to estimate quantities for infrastructure, development, and processing modifications. |
| 18.1.2 | Cost estimate accuracy and contingency disclosure |
In accordance with Item 1302(e) of Regulation S-K, the following cost estimate accuracy and contingency ranges are disclosed for this PFS. Operating and capital cost estimates meet the minimum accuracy level of approximately ±25% with contingency not exceeding 15%, as required for a PFS under Table 1 of Item 1302.
| Table 18.1 | Cost estimate accuracy and contingency disclosure |
| Cost category | Study level | Accuracy (%) | Contingency (%) | |||
| Konkola Mining Operations | Pre-Feasibility | ±25 | 10 | |||
| Konkola Processing & Tailings | Pre-Feasibility | ±25 | 15 | |||
| Nchanga TLP | Pre-Feasibility | ±25 | 15 | |||
| Nchanga Smelter Operation | Pre-Feasibility | ±25 | 15 | |||
| Infrastructure & Services | Pre-Feasibility | ±25 | 15 |
| 18.1.3 | Key assumptions and exclusions |
The cost estimates are based on the following key assumptions:
| · | All costs are expressed in United States dollars (US$) on a real basis (no inflation adjustment). |
| · | Exchange rates are based on April 2026 rates. |
| · | Labor costs reflect current Zambian wage rates and anticipated workforce requirements. |
| · | Power costs are based on current ZESCO tariffs and contractual arrangements. |
| · | No allowance has been made for financing costs, taxation, or working capital requirements. |
| · | Contingency is included within the stated capital cost estimates. |
| · | Closure costs are based on preliminary closure planning and may be refined in subsequent studies. |
amcconsultants.com | 219 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The QP considers that the cost estimation methodology and accuracy levels are appropriate for a PFS and consistent with industry practice for projects at this stage of development.
| 18.2 | Operating cost summary |
The average unit operating cost for the Konkola Mine over the Mineral Reserve mine plan is US$125/t ore. The average unit operating cost for Nchanga TLP operations is ~US$15/t ore. Operating costs include mining, processing, and site administration costs.
Operating costs were categorised into the following principal components:
| · | Operating development (underground drives within production zones). |
| · | Stoping production costs (drill and blast, load and haul). |
| · | Power costs (supply and consumption). |
| · | Underground rail system operation. |
| · | Mine services (compressed air, underground light vehicles, etc.). |
| · | Backfill operations. |
| · | Dewatering. |
| · | Labor costs. |
| · | Mill consumables and freight costs. |
| · | General and administrative (G&A) costs. |
| · | Corporate overheads. |
All cost figures are presented in real 2026 (1 April 2026) US$ unless otherwise specified.
The basis for each cost estimate includes detailed inputs from contractor agreements, utility pricing, site productivity assumptions, workforce models, and historical cost records.
| 18.2.1 | Operating development |
Development cost estimates are based on agreed contract rates from business partners Hahne, Tauro, Opermin, Reliant, and AAC Mining Executors Group (AAC). These contractors complete mine lateral and vertical development, production activities, and provide labor to the operation of underground rail and management of dewatering systems in inactive mining blocks.
Unit costs rates were based on contractual rates for each individual contractor and a summary of the weighted average of activity-based rates is presented in Table 18.2. Where future development profiles lacked established rates, AMC developed proxy estimates based on comparable dimensions, equipment type, and expected ground support requirements.
| Table 18.2 | Rates assumed for operating lateral development |
| Type of development | Profile - Cross section | Excavation cost (US$/m3) | Ground support allowance (US$/m3) | Total (US$/m3) | ||||
| Ore drive | 5.5 m W x 5.5 m H (arch) | 163.8 | 18.6 | 183.3 | ||||
| Fill drive (mining through paste fill) | 5.5 m W x 5.5 m H (arch) | 157.2 | 15.8 | 173.0 |
| 18.2.2 | Stoping production cost |
Stoping costs covering drill and blast, and load and haul of broken mineralised rock to the material handling system) Table 18.3. Where the distance between the stope and an available ore pass is close (within 250 m), the production loaders will tram and tip direct into passes. Alternatively, they will load into trucks that will then haul rock to the nearest operating pass. No differentiation on cost by the two main mining methods is made. The main component difference between the two main mining methods proposed is the backfill placement cost which is considered separately within its own category. AMC would suggest that KCM negotiate with business partners once the panel stoping method has been approved on a unique applicable rate.
amcconsultants.com | 220 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 18.3 | Stoping production cost |
| Activity | Rate (US$) | Unit | ||
| Production Ore | 31 | $ per tonne |
Mining areas were assigned to each business partner / mining contractor in accordance with existing agreements. These allocations were honored in production and development scheduling and informed the cost and equipment modelling across each mining zone. The allocation of these areas may require future review to ensure the best utilisation of the business partners’ capability.
| 18.2.3 | Power supply and consumption |
The Konkola asset power costs are split into two components:
| · | The cost for the amount of installed power equipment (a small proportion of the total) based on the power rating of equipment connected to the network. |
| · | A cost for the consumption of power (measured in kWh), where several different power tariffs are applicable. |
Power is supplied by two separate utility companies (Kanona and ZESCO).
During FY2024/25 and FY2025/26, Zambia experienced significant drought-related reductions in hydropower generation, necessitating increased power imports by ZESCO and the implementation of temporary emergency tariffs to recover higher supply costs.
As of November 2025, these emergency tariffs have been discontinued and replaced by the Multi-Year Tariff Framework (2025–2027), under which tariffs are more cost-reflective and no longer explicitly linked to import pricing.
For FY2026/27, it is therefore assumed that no temporary import-related tariff premium applies. However, prevailing tariffs still reflect a structurally higher cost base, and some ongoing reliance on higher-cost power sources (including imports or alternative generation) cannot be ruled out depending on hydrological conditions.
The detail of the power tariff is presented in Table 18.4.
| Table 18.4 | Konkola applicable power tariff assumptions |
| Category | Units | FY2026/27 | FY2029/30 onwards | |||
| Kanona Power | % | 50 | 0 | |||
| ZESCO Local Power | % | 33 | 100 | |||
| ZESCO Imported Power | % | 181 | 0 | |||
| Kanona Tarriff | US$/kWh | 0.13 | 0.095 | |||
| ZESCO Local Tariff | US$/kWh | 0.116 | 0.090 | |||
| ZESCO Imported Tarriff | US$/kWh | 0.145 | 0.145 | |||
| Connection Charges on MD | US$/kW | 2.33 | 2.33 | |||
| Connection Charges on Energy | US$/kWh | 0.025 | 0.025 | |||
| Excise Duty (of total cost) | % | 3 | 3 |
Note: 1It is assumed that the temporary emergency tariff adjustments implemented to recover imported power costs applied only to FY2025/26, in line with guidance from KCM. From November 2025 onward, tariffs are assumed to follow the Multi-Year Tariff Framework (2025–2027), with no explicit import-related premium.
amcconsultants.com | 221 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The power cost estimate is presented in Table 18.5.
| Table 18.5 | Konkola power estimate |
| Area | FY2026/27 installed capacity (mW) | Basis for adjustment | Peak (not necessarily in same year) | Total consumed power (MWh) | ||||
| Mill / Concentrator | 124 | Production Rate | 130 | |||||
| Pumping (i.e. Mine dewatering) | 707 | Production Rate | 816 | |||||
| Workshops | 2 | Fixed | 3.75 | |||||
| 3 Shaft Mining Area | 82 | Fixed + Variable upon expansion | 90.8 | |||||
| 4 Shaft Mining Area | 118 | Fixed | 130 | |||||
| Others | 35 | Production Rate | 38.8 | |||||
| Total | 1,068 | 1,209 | ||||||
| Mill / Concentrator | 118,808 | Mill feed (tonnes input) | 322,193 | 13,365,752 | ||||
| Pumping (i.e. Mine dewatering) | 357,909 | Production Rate | 412,697 | 18,126,007 | ||||
| Workshops | 1,283 | Mostly fixed | 1,389 | 62,345 | ||||
| 3 Shaft Mining Area | 162,909 | Fixed + Mostly Variable | 228,682 | 7,499,243 | ||||
| 4 Shaft Mining Area | 34,852 | Fixed + Mostly Variable | 330,062 | 12,378,106 | ||||
| Others | 68,274 | Production Rate | 75,102 | 3,400,070 | ||||
| Total | 744,035 | 1,287,443 | 54,831,523 |
| Power Cost Split | FY 2026/27 Cost (US$M) |
Peak (not necessarily in same year) | Total (US$M) | |||
| Mill / Concentrator, (US$M) | 17.69 | 30.42 | 394 | |||
| Pumping (i.e. Mine dewatering) (US$M) | 56.16 | 59.22 | 2,193 | |||
| Workshops (US$M) | 0.20 | 0.21 | 7 | |||
| 3 Shaft Mining Area (US$M) | 25.56 | 25.56 | 254 | |||
| 4 Shaft Mining Area (US$M) | 5.47 | 32.85 | 443 | |||
| Others (US$M) | 10.71 | 11.24 | 403 | |||
| TOTAL (US$M) | 115.80 | 159.51 | 3,693 | |||
| Kanona Power (US$M) | 47.97 | 54.7 | 201 | |||
| ZESCO Local Power (US$M) | 27.82 | 100.36 | 2,572 | |||
| ZESCO Imported Power (US$M) | 18.73 | 21.35 | 76 | |||
| Connection Service Charge on Energy (US$M) | 18.45 | 27.88 | 758 | |||
| Excise Duty (US$M) | 2.84 | 3.23 | 85 | |||
| Unit Cost (US$/MWh) | 115.80 | 207.52 | 3,693 |
The power consumption of the concentrator is mostly variable with a significant portion of the cost associated with the primary grinding circuits.
The power consumption of Shaft 3 and Shaft 4 mining regions will be mostly variable related to the volume of rock passing along the material transport network and through primary underground crushing and hoisting. There is a fixed component that will slowly grow over time as more fixed infrastructure is added (e.g., new loading stations and primary and secondary ventilation additions).
amcconsultants.com | 222 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The power consumption associated with dewatering is expected to increase over time. While the actual volumes of water removed from the mine are not expected to increase significantly over the life of the mine, the vertical distance that water must be pumped to remove it from the mine to surface will increase as the main operating areas of the mine will be deeper with continued mining.
| 18.2.3.1 | Dewatering power consumption |
Dewatering is a critical component of underground mine operations at KCM due to the substantial volume of water encountered throughout the mine. Effective water management is necessary to maintain safe and stable working conditions, prevent flooding, and enable continuous access to production areas.
The KCM dewatering system consists of a tiered approach comprising major pump stations, secondary dewatering infrastructure, and mobile units. Dewatering costs are categorised into the following operational functions:
| · | Major Dewatering Pump Stations: These fixed installations represent the backbone of the dewatering network and are responsible for lifting the bulk of inflowing water to surface. |
| · | Secondary Dewatering Pump Stations: These support stations assist with regional water movement and are strategically placed to manage inflows from shafts, development areas, and inactive headings. |
| · | Tertiary Dewatering: Mobile pumps are deployed in active mining zones to manage short-term inflows and development water. These units are frequently relocated. The main types are submersible. |
| 18.2.3.2 | Ventilation power consumption |
Ventilation power consumption was calculated for both primary surface fans and secondary underground fans.
Primary fans located at the surface provide bulk airflow for the mine’s production zones.
Power consumption is calculated as follows:
Power (kWh/year) = Days per year × Fan operating hours × Rated fan power (kW) × Availability × Utilization
Secondary ventilation includes localised fans and booster fans serving haulage areas, development headings, and shaft access links. Fan types include:
| · | Single 90 kW units |
| · | Twin 90 kW configurations (180 kW total) |
Power costs follow the same formula as primary fans, adjusted by fan duty cycle and location-specific factors.
| 18.2.4 | Backfill |
The backfill operating cost is split into Surface plant operation, costs for maintaining the delivery system to underground, the production cost of the paste fill and contractor cost. It was assumed that either an existing business partner or a new specialist will be used for day-to-day filling operations underground in setting up for fill pours, building fill barricades etc. The main component cost of the paste fill is the binding agent with the rest of the raw material coming from the tailings stream and thus the cost of producing is already included in the process costs.
amcconsultants.com | 223 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 18.2.5 | Underground rail tramming operations |
It was assumed that the trains used for the new rail levels (1150 and 1350) would consist of electric 20 t class locomotives with the types of wagons being bottom dump wagons although side tip wagons are also a possible alternative. This is based on details of the capital projects associated with these levels.
Within the 2026/27 Budget model, KCM have used a US$3.0/tonne rock moved for tramming operations. AMC were also supplied with a short productivity assessment on the Konkola Mine rail system though this was for a time period prior to 2019.
AMC did a simplistic buildup of costs using information from the Costmine database to confirm that this budget cost was appropriate to apply to the Mineral Reserve mine plan.
AMC have assumed that this cost also includes the allowance for the operation of personnel trains, which are currently an important aspect of moving the underground workforce from shaft plat areas to production areas at the start and end of shifts.
Based on this work a cost of US$2.85/tonne rock was applied in the model, assuming efficiency saving from the higher volumes of train movements that will occur.
| 18.2.6 | Mine service functions |
Several of mine service functions were assigned specific costs.
| · | Compressed air services: a small allowance for the operation of this infrastructure. |
| · | Underground road maintenance: it was assumed that to achieve the required efficiencies in production fleet performance, that this area would require additional focus. It was assumed that there will be sufficient dedicated motor graders used to maintain underground roadways. It was assumed that suitable road sheeting material would be available for application to high traffic flow trucking paths. |
| · | Underground light vehicles: an allowance for operating consumables for the fleet. |
| 18.2.7 | Labor and workforce costs |
KCM provides labor for non-contracted mining activities. These include technical services, shaft operation and maintenance team, engineering services, stores, logistics, concentrator staff and health and safety. KCM provided detailed personnel counts, salary tiers, and organizational structures of the current operational workforce which was used as starting point of the model. Labor costs include wages, benefits, and payroll overheads for permanent staff, business partners, and contractors assigned to operational areas.
| 18.2.8 | Mill consumable costs |
The mill consumable costs at the Konkola Concentrator cover the main reagent / chemicals and grinding media that are used in grinding, flotation and concentrate production. Cost estimates used the budget consumption rates at a starting point with small improvement in efficiency assumed as the mill operates up at its baseplate capacity for most of the Mineral Reserve mine plan.
| 18.2.9 | Freight cost of concentrate |
This cost is incurred in management of the concentrate produced and loading onto suitable trucks for transport to the Nchanga Smelter. The applied rate is US$7.0/tonne of concentrate produced.
| 18.2.10 | Maintenance services and operating lease hire |
These costs largely relate to shaft and headframe management (e.g. mud pumping, scaffolding for inspections) and other surface assets.
amcconsultants.com | 224 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 18.2.11 | Water |
The required water supply for KCM operations was estimated split by major function. The Concentrator is the main use of water on site, and the applicable rate of consumption is 0.13 m3/tonne processed. The consumption for the other functions was left flat using the 2025/2026 Budget estimates.
| 18.2.12 | Stores and spares and operating projects |
The allocation for stores and spares and operating projects was left at budget settings. These were US$10.89M for stores and spares in the budget year 2026/27 and then US$10.35M for majority of Mineral Reserve mine plan. Operating projects were set at US$4.17M/year. It was assumed that this cost allocation would include ongoing operational readiness and efficiency works.
| 18.2.13 | Administrative operating costs |
Administrative costs cover site administration, regulatory compliance, workforce management, and business partner agreements that ensure smooth and efficient operation of the mine.
These expenditures include human capital management, training, logistics, and IT services.
| 18.2.14 | Corporate allocations |
The budget 2026/27 value of US$14.75M/year was assumed to be applied for each year of the Mineral Reserve mine plan.
| 18.2.15 | Summary |
The operating cost summary for the Konkola Mine over the Mineral Reserve mine plan is presented in Table 18.5, Figure 18.1, and Figure 18.2. The average unit operating cost for the Konkola Mine over the Mineral Reserve mine plan is US$125/t ore. The average unit operating cost for Nchanga TLP operations is US$15/t ore.
Operating costs include mining, processing, and site administration costs and over the life of the Mineral Reserve case are distributed across cost categories as illustrated in Figure 18.2.
| Table 18.6 | Konkola operating costs – Mineral Reserve case |
Parameter | Unit | FY26/27 | FY27/28 | FY28/29 | FY29/30 | FY30/31 | LOM total | |||||||
| Ore Processed | kt | 1,640 | 2,194 | 2,185 | 3,828 | 3,651 | 29,066 | |||||||
| Operating Costs | US$M | 282.9 | 320.1 | 316.3 | 414.1 | 407.1 | 3,639 | |||||||
| Unit Costs | US$/t | 172.5 | 145.9 | 144.8 | 108.2 | 111.5 | 125.2 |
Note: Operating costs include mining, processing, and site administration costs for the Konkola Mine.
amcconsultants.com | 225 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 18.1 | Konkola Mine operating cost profile – Mineral Reserve case |
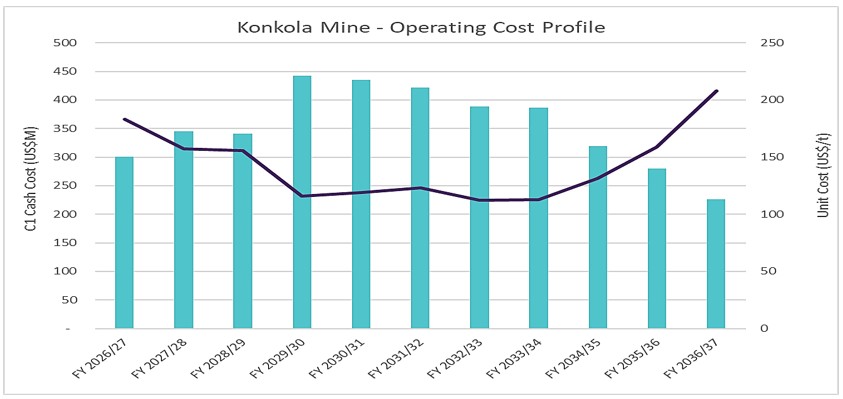
Source: AMC, 2026.
| Figure 18.2 | Konkola Mine cost breakdown – Mineral Reserve case |
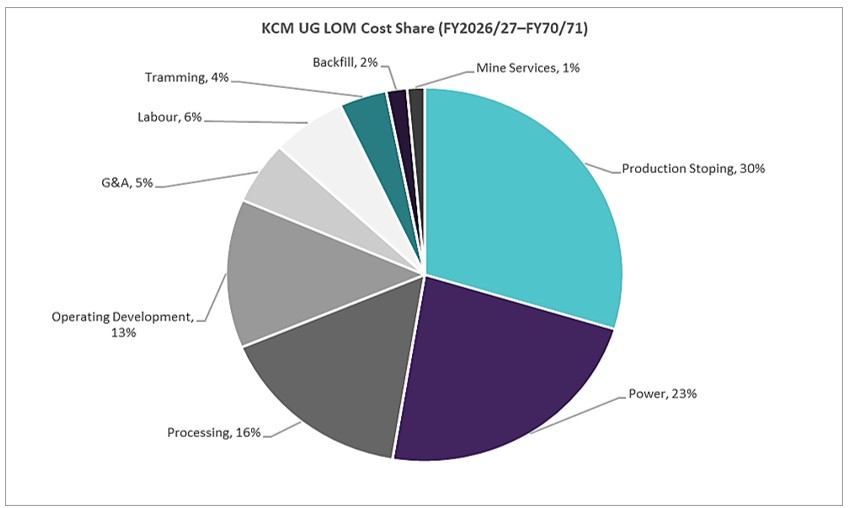
Source: AMC, 2026.
amcconsultants.com | 226 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 18.3 | Capital cost summary |
Capital expenditure for the Mineral Reserve mine plan (Table 18.7) includes growth capital for processing improvements and infrastructure upgrades, development capital for the KDMP underground development, and sustaining capital for ongoing operations including the Nchanga Smelter and Refinery.
| Table 18.7 | Capital cost summary |
Capital category | Amount (US$M) | |
| Growth Capital | 189 | |
| Capital Development | 569 | |
| Sustaining Capital | 461 | |
| Total Capital | 1,238 |
| 18.3.1 | Growth capital |
Growth capital for the Konkola Mine totals US$189.0M over the Mineral Reserve production period and comprises investments required to support planned production rates and operational efficiency improvements. Key projects include the 1390 mL Pump Chamber (US$55M) for primary dewatering, tramming and rail upgrades to improve ore haulage capacity, and the Concentrator Stream 2 refurbishment to enhance processing throughput. Capital cost estimates have been developed to a Pre-Feasibility Study level of accuracy (±25%) based on vendor quotations, historical cost data, and engineering estimates. Indirect costs include engineering, procurement, and construction management (EPCM) allowances. A contingency of 10% has been applied to direct and indirect costs to account for scope uncertainty and estimating risk at this stage of study. The growth capital expenditure schedule is summarised in Table 18.8.
| Table 18.8 | Growth capital summary for the Mineral Reserve |
| WBS Package | FY26/27 | FY27/28 | FY28/29 | FY29/30 | FY30/31 | Sub-total (5Yr) | LOM Total | |||||||
| Direct Costs | ||||||||||||||
| Mid Shaft Loading (1010mL) | 0 | 0 | 0 | 1 | 0 | 2 | 2 | |||||||
| 1390mL Pump Chamber | 13 | 25 | 17 | 0 | 0 | 55 | 55 | |||||||
| New Vent Shafts | 0 | 0 | 0 | 2 | 2 | 5 | 5 | |||||||
| Concentrator Stream 2 | 0 | 0 | 4 | 0 | 0 | 4 | 4 | |||||||
| Tramming Upgrade Phase 2 (875mL) | 0 | 9 | 13 | 0 | 0 | 22 | 22 | |||||||
| 875 Track Rehab | 0 | 0 | 0 | 0 | 0 | 1 | 1 | |||||||
| 950 Track Rehab | 0 | 0 | 0 | 2 | 2 | 4 | 4 | |||||||
| 590mL Rail Upgrade | 1 | 0 | 0 | 0 | 0 | 1 | 1 | |||||||
| Automation of the Winder | 0 | 0 | 0 | 0 | 0 | 1 | 1 | |||||||
| Backfill | 11 | 20 | 10 | 0 | 0 | 41 | 61 | |||||||
| Indirect Costs | ||||||||||||||
| EPCM & Indirect Costs | 2 | 5 | 5 | 5 | 5 | 21 | 21 | |||||||
| Contingency (10%) | 3 | 3 | 3 | 3 | 3 | 14 | 14 | |||||||
| Total Growth Capital (US$M) | 31 | 62 | 52 | 12 | 12 | 169 | 189 |
Note: All values in US$M. Contingency applied at 10% of direct and indirect costs.
amcconsultants.com | 227 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 18.3.2 | Sustaining capital and capitalised mining development |
Capitalised mining development and sustaining capital for the Mineral Reserve case totals US$1030M over the 11-year production period. Capitalised mining development of US$569M comprises lateral and vertical development required to access mineral reserves at the Konkola Mine, with the majority of expenditure (US$433M) occurring in the first three years to establish production infrastructure. Sustaining capital of US$461M includes ongoing equipment replacement, infrastructure maintenance, and operational support costs for both the KCM underground operations (US$302) and the Nchanga Smelter and Refinery (US$142M) and the TLP operations (US$17M). The sustaining capital profile reflects relatively lower expenditure initially while development activities are prioritised, increasing to a steady-state level of approximately US$35–40M per annum from FY 2027/28 onwards. The annual capitalised mining development and sustaining capital schedule is presented in Table 18.9, with a summary by cost category provided in Table 18.10.
| Table 18.9 | Development, sustaining and growth capital by complex (5 year and LOM) for Mineral Reserve |
Category | FY26/27 | FY27/28 | FY28/29 | FY29/30 | FY30/31 | 5 Yr Total | LOM Total | |||||||
| Konkola Underground | ||||||||||||||
| Lateral Development | 173 | 105 | 104 | 45 | 26 | 453 | 505 | |||||||
| Vertical Development | 18 | 29 | 4 | 3 | 2 | 56 | 64 | |||||||
| Konkola Capitalised Development | 191 | 134 | 109 | 48 | 28 | 509 | 569 | |||||||
| KCM Sustaining Capital | 13 | 37 | 33 | 37 | 34 | 155 | 302 | |||||||
| KCM Growth | 31 | 62 | 52 | 12 | 12 | 169 | 189 | |||||||
| KCM Subtotal | 235 | 234 | 193 | 97 | 74 | 833 | 1,060 | |||||||
| Nchanga Smelter | ||||||||||||||
| Smelter & Refinery Sustaining Cap. | 35 | 5 | 5 | 25 | 5 | 74 | 142 | |||||||
| TLP | ||||||||||||||
| TLP Growth | 20 | 0 | 0 | 0 | 0 | 20 | 20 | |||||||
| TLP Sustaining Capital | 8 | 4 | 5 | 0 | 0 | 17 | 17 | |||||||
| Total | 297 | 242 | 203 | 122 | 79 | 943 | 1,238 |
Note: All values in US$M. Totals may not sum due to rounding.
| Table 18.10 | Summary by category |
| Category | Total (US$M) | % of Total | ||
| Capitalised Mining Development | 569 | 46% | ||
| KCM Sustaining Capital | 302 | 24% | ||
| KCM Growth | 189 | 15% | ||
| Nchanga Smelter Sustaining | 142 | 11% | ||
| TLP Growth | 20 | 2% | ||
| TLP Sustaining Capital | 17 | 1% | ||
| Total | 1,238 | 100% |
Note: All values in US$M. Totals may not sum due to rounding.
amcconsultants.com | 228 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 18.3.3 | Form of capital cost estimate |
The capital cost estimate was completed for the underground schedule built on the Mineral Reserve minable shapes. The capital estimate was split into:
| · | Growth capital projects: A specific list of capital projects identified as vital for the business to rejuvenate the operation and achieve future production goals, particularly an increase in total production from Konkola. These packages of work are expected to be completed within the first six years of operation. |
| · | Underground lateral and vertical capital development: Grouped into two main cost areas: development that forms the backbone of the infrastructure systems (e.g., dewatering drives, rail horizons), and development that allows for access and production from the mineralisation (e.g., access declines to individual stoping panels). |
| · | New capital infrastructure items: Primarily fit outs of underground drives or installation of equipment, such as new underground mobile fleet workshops constructed as the depth and center of mining activities increases. |
| · | Sustaining capital infrastructure expenditure: Maintaining, refurbishment, or minor replacements of items that form the installed facilities, such as yearly allowances for the Konkola Concentrator. |
| 18.3.4 | Capital cost estimation methodology |
Capital cost estimates were derived using the following methodologies:
| · | Updated supplier quotations. |
| · | Price calculations based on industry rates and derived quantities. |
| · | Previous supplier quotations with escalation rates applied. |
| · | Industry database pricing. |
The estimation accuracy meets and in places exceeds PFS guidelines and standards. This capital profile has been developed by AMC with input from KCM management and will require more detailed scheduling with participation from the KCM project team to coordinate with all simultaneous activities.
| 18.3.5 | Lateral and vertical underground development |
The underground development is split into three major types:
Lateral capital development: Horizontal or inclined tunnels (max ±1 in 7 gradient) required to mine the mineralisation of the deposit. This development is further divided into:
| · | Primary – Backbone infrastructure including all capital chambers and drives around the shafts and the mine-wide rail levels incorporating the material handling system. |
| · | KDMP development – Panel / production area development, including incline / declines that connect the mine-wide rail drives and set up the production stoping areas. |
Vertical capital development: Vertical or inclined development (max 30 degrees from vertical) including all ventilation rises, rock passes, and dewatering drillholes. This is limited to development that would be completed by the existing mining contractors.
| 18.3.6 | Konkola Mine capital fit out |
As the mine develops and the production front moves into new mining areas and levels at depth, there is a continual requirement to complete capital fit out of various mined development to extend mine services and function.
These requirements were estimated by defining infrastructure modules (IMODs), which are scoped lists of components that make up complete fit out items. IMODs were grouped into categories by function including:
| · | Production support infrastructure |
| · | Dewatering infrastructure |
| · | Mine services infrastructure |
amcconsultants.com | 229 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| · | Material handling infrastructure |
| · | Workforce support infrastructure |
| · | Mobile fleet support infrastructure |
| · | Electrical infrastructure |
| · | Mine ventilation infrastructure |
| · | Rail fixed capital infrastructure |
The design team evaluated the underground design and built up a table of requirements for each major zone of the mine. These IMODs can be scaled where necessary and no contingency or owner's costs are included in the individual module estimates.
| 18.3.7 | Konkola diamond drilling capital campaigns |
Diamond drilling campaigns to increase confidence in mineralisation are considered capital costs. There are two categories of drilling campaign:
| · | Major drilling campaigns: Engagement of a suitable external contractor to place multiple drill rigs underground and complete an extended program of drilling. |
| · | Production-focused campaigns: Smaller and more regular campaigns focused on proving up material that will be mined in the near term. |
KCM have committed to completing substantial diamond drilling in the next few years to increase the Mineral Reserve inventory.
| 18.3.8 | Konkola Concentrator facility capital estimate |
Future growth capital spent on the Konkola Concentrator is proposed to be limited due to there being no planned expansion of the baseplate capacity of the facility. Baseplate capacity will be restored by the "Concentrator Stream 2" work package included in growth capital. Growth capital is limited to general improvement projects, with an allowance of US$0.15M per year included in the Mineral Reserve case.
Future sustaining capital spend on the Konkola Concentrator consists of general annual sustaining spend for most operating years, with larger expenditure likely to occur at approximately 7–10 yearly intervals representing extended overhauls or major refurbishment projects. This cost was approximated by assuming a sustaining cost of 2% of the estimated FY 25/26 replacement cost of the concentrator (approximately US$350M). The combined capital expenditure is presented with slightly less forecast for the initial years given the refurbishment work already completed as part of the restart of the operation.
| 18.3.9 | TD03 AND TD04 tailings reclamation capital costs |
There is no capital requirements for the existing tailings reclaim operations at TD03 and TD04.
| 18.3.10 | Smelter and refinery capital costs |
The sustaining costs for the smelter were based on required spending to maintain baseplate capacity without any allowance for new features or functions. There is significant refurbishment cost assumed to be spent in the next year to restore function of the asset given previous significant periods of non-operation and general aging of the facility. Planned life of asset capital expenditure in the smelter is $142M.
amcconsultants.com | 230 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 18.11 | Smelter and refinery capital estimate schedule (first five years) |
Item category | FY
26/27 Year 1 | FY
27/28 Year 2 | FY
28/29 Year 3 | FY
29/30 Year 4 | FY
30/31 Year 5 | Total
project life | ||||||
| Smelter & Refinery | ||||||||||||
| New Growth Capital | 0 | 0 | 0 | 0 | 0 | 0 | ||||||
| Sustaining Capital | 35.0 | 4.5 | 4.5 | 25.0 | 4.5 | 35.0 | ||||||
| Total | 35.0 | 4.5 | 4.5 | 25.0 | 4.5 | 35.0 |
Note: All values in US$M. Totals may not sum due to rounding.
| 18.4 | Mine closure |
Closure costs of US$133M have been estimated for the KCM Integrated Operations based on preliminary closure planning and are included in the economic analysis at Section 19. The estimate reflects the requirements of the 2024 Zambian closure guidelines and the independent third-party EPF audit referenced in Section 17.1. Detailed rehabilitation, closure, and post-closure planning is presented in Section 17.3.
| 18.5 | Risk mitigation and cost control measures |
To improve estimate reliability and reduce financial risk, the following measures are implemented:
| · | Progressive Refinement of Cost Models: Cost estimates will be continuously updated as engineering designs advance and operational data becomes available during project execution. |
| · | Independent Peer Reviews: Third-party validation of cost assumptions and risk factors has been undertaken by AMC as part of this PFS. |
| · | Contingency Allocations: Cost contingencies have been included to account for market volatility, foreign exchange fluctuations, and unforeseen conditions. |
| · | Vendor and Contractor Engagement: Fixed-price contracts will be pursued where practicable to minimise cost overruns during project execution. |
amcconsultants.com | 231 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 19 | Economic analysis |
| 19.1 | Basis of economic analysis |
This economic analysis is based on Mineral Reserves as defined in Section 12.
The Mineral Reserve mine plan comprises:
| · | Konkola Mine: Production from Measured and Indicated Mineral Resources, with any Inferred Mineral Resources within the mine designs treated as waste at zero grade. |
| · | TD03 AND TD04 Tailings: Production from Indicated Mineral Resources converted to Probable Mineral Reserves, processed through the Nchanga TLP. |
The underground development plan has been focused on accessing and recovering the Measured and Indicated Mineral Resources. The capital investment program is limited to expenditure required to execute the Mineral Reserve mine plan.
The economic analysis presented in this section relates exclusively to the Mineral Reserve mine plan described above. Readers comparing these results to the M&I Case in the companion Initial Assessment TRS should note that the IA M&I Case has a broader scope - additionally incorporating the Measured and Indicated portion of TD05 (refer Section 12.1) processed through the existing Nchanga TLP - and runs approximately 15 years, against the approximately 11-year Mineral Reserve life presented in this PFS. The basis for excluding TD05 from the Mineral Reserves at the effective date is set out in Section 12.1.
| 19.2 | Key assumptions |
The following key assumptions, parameters, and methods were used in the economic analysis:
| 19.2.1 | Byproducts included in the cash flow model |
The cash flow model includes revenue from two byproducts produced at the Nchanga Smelter: cobalt alloy and sulfuric acid. Both are integral to the KCM integrated flowsheet and are credited within the Smelter and Refinery Credits line of Table 19.3 and Table 19.4. Table 19.1 summarizes the type, quantity, and price assumption for each byproduct in accordance with Item 601(b)(96)(iii)(B)(19) of Regulation S-K.
| Table 19.1 | Byproducts: Type, quantity, and price assumption |
| Byproduct | Unit | LOM Quantity (~11-year Mineral Reserve LOM) | Price assumption | Revenue Treatment in Financial Model | ||||
| Cobalt alloy (all smelter sources)1 | t (alloy) | 405,566 | US$42,262 – 52,465/t Co2 | Credited in Smelting & Credits line; sold externally | ||||
| Of which: KCM & Nchanga own concentrate | t (alloy) | 161,152 | – | – | ||||
| Of which: third-party external concentrate3 | t (alloy) | 244,415 | – | – | ||||
| Cobalt (Co) content in alloy | t (Co) | 8,131 | US$42,262 – 52,465/t Co2 | Payable Co fraction applied to market price | ||||
| Sulfuric acid4 | t | 3,689,525 | US$130/t5 | Transfer-priced credit; consumed internally by Nchanga TLP for copper leaching |
Notes:
| 1 | Cobalt alloy quantities reflect total smelter output, inclusive of cobalt alloy attributable to third-party external concentrate processed at the KCM Nchanga Smelter. Third-party concentrate is acquired by KCM on a metal-return ownership basis - KCM is not operating as a toll processor. The inclusion of third-party concentrate in the smelter feed is a metallurgical requirement of the flash smelting process (see Section 14.4.3); for financial treatment of associated revenues and costs, see Section 19.2.4. |
amcconsultants.com | 232 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 2 | Cobalt price based on P50 analyst consensus ranging from US$42,262/t to US$52,465/t Co over the Mineral Reserve life of mine (FY26–FY42). Revenue is calculated on the payable cobalt fraction within the alloy product. Payability is 32% for the majority of the LOM (FY32 onwards), stepping down to 19% and 16% during ramp-up years (FY26–FY31), as per marketing terms and consistently applied in the financial model. |
| 3 | Cobalt alloy attributable to third-party external concentrate: 244,415 t alloy over the Mineral Reserve LOM. The cobalt revenue from this stream is captured in the Smelter and Refinery Credits line of the financial model alongside KCM’s own cobalt production. No material derived from third-party concentrates has been included in any Mineral Resource or Mineral Reserve estimate. |
| 4 | Sulfuric acid is produced at the Nchanga acid plant (capacity 1,850 tpd) from smelter off-gas. Quantity shown represents gross production over the Mineral Reserve LOM, consumed internally as a reagent at the Nchanga Tailings Leach Plant (TLP); no acid is sold externally. |
| 5 | Internal transfer price between Nchanga Smelter (producer) and Nchanga TLP (consumer). External market price of US$175/t applies in the third-party concentrate sensitivity Section 19.2.4. |
Source: AMC, 2026.
| 19.2.2 | Production plan |
The basis of the economic model is the mining, processing and smelting schedule as presented in this report which includes mined tonnes (ore and waste), development meters, processed ore tonnes, grade and recoveries.
The KCM Mineral Reserve Plan comprises production from Measured and Indicated Mineral Resources at Konkola Mine and Indicated Mineral Resources in TD03 and TD04.
A concept blend plan was developed to determine the copper metal and cobalt alloy produced from the available feed sources. Based on assumptions provided by KCM, excess smelter capacity in each year is filled by concentrates purchased from external third parties (refer Figure 19.1 below). These concentrates are assumed to meet the specifications required by the smelter over the life of the operations. No material (concentrate nor produced copper) generated from third party purchased concentrates has been included in any Mineral Resource or Mineral Reserve estimates for KCM.
The projected overall mining schedule over the Mineral Reserve life is presented in Figure 19.2, showing annual payable copper production from the KCM underground mines, Nchanga, the Nchanga TLP, and third-party concentrate sources.
amcconsultants.com | 233 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 19.1 | KCM Smelter Feed Profile – Mineral Reserve Case (incl. external purchased concentrates) |
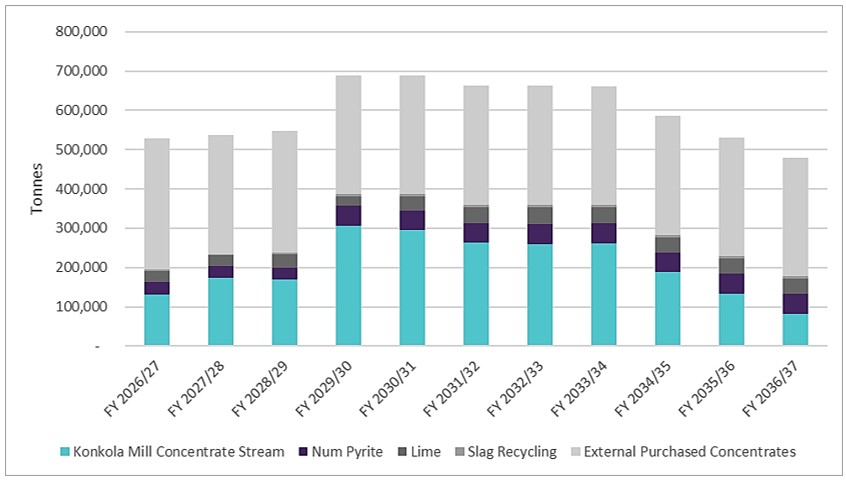
Source: AMC, 2026.
| Figure 19.2 | Projected overall mining schedule |
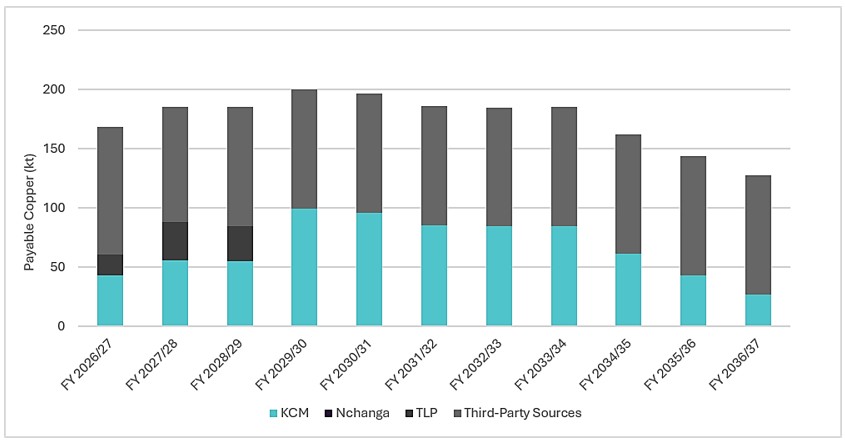
Source: AMC, 2026.
The production profile from Mineral Reserves is shown in Figure 19.3.
The Mineral Reserve case produces a total of approximately 803 kt of payable copper, comprising 723 kt from the Konkola Mine and 80 kt from the Nchanga TLP, increasing to approximately 814kt of integrated metal production after smelter recovery.
amcconsultants.com | 234 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 19.3 | KCM Mineral Reserve production profile |
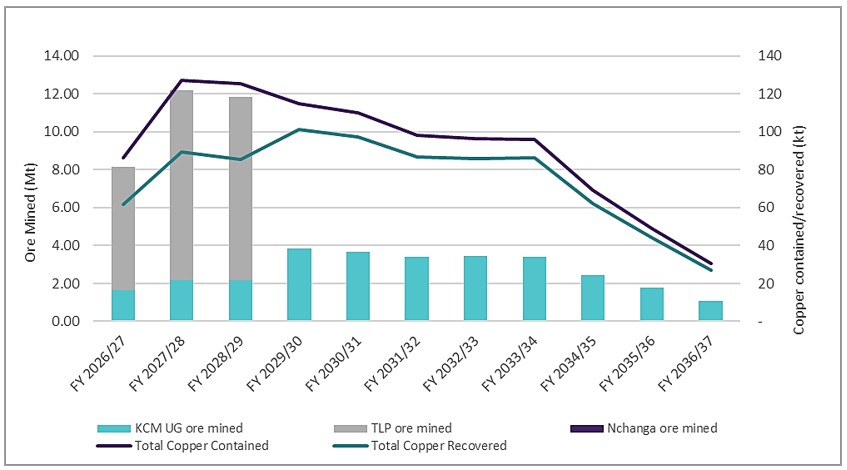
Source: AMC, 2026.
| 19.2.3 | Revenue |
The copper price selected by KCM for the cashflow analysis is based on current and consensus price forecasts (April 2026) as discussed in this document and presented in Table 19.2 and Figure 19.4 below.
The selected copper prices for the economic analysis are the P75 values, which align with the spot price achieved at the start of 2025. P75 represents the 75th percentile of the consensus price forecast, meaning there is a 25% probability of actual prices exceeding this level. Revenue is derived from copper and cobalt sales from the Nchanga Smelter and copper cathode sales from the Nchanga TLP.
Revenue assumptions:
| · | Copper Price: P75 consensus pricing as per Table 19.2 (ranging from US$11,101/t to US$12,793/t over the Mineral Reserve production period). |
| · | Cobalt Price: P50 consensus pricing (ranging from US$42,262/t to US$52,465/t over the Mineral Reserve production period). |
| · | Discount Rate: 8% real, pre-tax. |
| Table 19.2 | Consensus pricing forecast – Mineral Reserve case |
US$/t Cu Real | FY 26/27 | FY 27/28 | FY 28/29 | FY 29/30 | FY 30/31 | FY 31/32 | FY 32/33 | FY 33/34 | FY 34/35 | FY 35/36 | FY 36/37 | |||||||||||
| Max | 12,793 | 12,556 | 12,297 | 12,295 | 11,848 | 11,101 | 11,101 | 11,101 | 11,101 | 11,101 | 11,101 | |||||||||||
| P75 | 12,793 | 12,556 | 12,297 | 12,295 | 11,848 | 11,101 | 11,101 | 11,101 | 11,101 | 11,101 | 11,101 | |||||||||||
| P50 | 12,283 | 11,874 | 11,639 | 11,447 | 11,390 | 10,762 | 10,762 | 10,762 | 10,762 | 10,762 | 10,762 | |||||||||||
| Avg | 12,268 | 11,811 | 11,604 | 11,628 | 11,308 | 10,339 | 10,339 | 10,339 | 10,339 | 10,339 | 10,339 | |||||||||||
| P25 | 11,727 | 11,101 | 10,876 | 11,142 | 10,685 | 9,154 | 9,154 | 9,154 | 9,154 | 9,154 | 9,154 | |||||||||||
| Min | 11,727 | 11,101 | 10,876 | 11,142 | 10,685 | 9,154 | 9,154 | 9,154 | 9,154 | 9,154 | 9,154 |
Source: Consensus Economics and analyst forecasts (March 2026). P75 (shaded) used for economic analysis.
amcconsultants.com | 235 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 19.4 | Copper price forecast – consensus range |
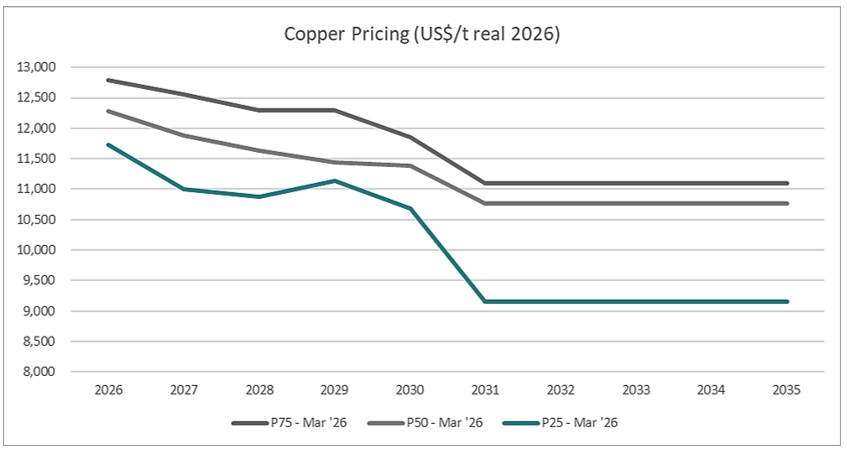
Source: Consensus Economics and analyst forecasts (April 2026). P75 used for economic analysis.
| 19.2.4 | Third-party concentrate: basis for inclusion in economic analysis |
The economic analysis includes revenue and costs attributable to the purchase and processing of third-party copper concentrate through the Nchanga Flash Smelter. The QP considers the inclusion of these cash flows to be appropriate and consistent with the requirements of Item 601(b)(96)(iii)(B)(19)(ii) of Regulation S-K for the reasons set out below.
The primary basis for this inclusion is metallurgical. KCM's own concentrates, produced at the Konkola Concentrator and the Nchanga Concentrator, carry elevated silica content of typically 20–22% SiO₂, materially exceeding the preferred FSF feed limit of less than 15% SiO₂. Operating the flash smelter on KCM's own concentrates alone would produce an Fe/SiO₂ ratio outside the thermodynamic operating envelope of the furnace, causing instability in the reaction shaft, increased slag losses, reduced copper recovery into the blister phase, and potential refractory damage. To correct this imbalance, chalcopyrite-dominant concentrates with higher iron and lower silica content must be incorporated into the feed blend. This is a design requirement of the FSF, not a matter of commercial preference. The Nchanga Flash Smelter has a design throughput capacity of 850,000 tpa of concentrate, and KCM's own Mineral Reserve production from the Konkola Mine does not generate sufficient concentrate volume to sustain that throughput across the Mineral Reserve life of mine, particularly during the ramp-up period when shaft rehabilitation and development capital is being deployed. As a consequence of both the blending requirement and the capacity utilisation profile, the LOM plan assumes the purchase of 300,000–315,000 tpa of third-party concentrate to supplement KCM's own feed (see Section 14.4.3 and the smelter feed profile in Figure 19.1).
Critically, the smelting of sulfide concentrates, whether KCM's own or third-party, is the primary source of sulfur dioxide from which sulfuric acid is produced at the Nchanga acid plant (capacity 1,850 tpd). This acid is the essential reagent for the Nchanga Tailings Leach Plant (TLP), which processes the tailings from TD03 and TD04. In this PFS, TD03 and TD04 are declared as Probable Mineral Reserves (Table 12.1) contributing 80 kt of payable copper, representing 10% of total Mineral Reserve copper production. Without third-party concentrate supplementing smelter feed, sulfuric acid output would be materially reduced; the shortfall would need to be sourced from external third-party acid suppliers at significantly higher cost (Section 14.4.3.4), materially altering the economics attributable to KCM's own Mineral Reserve. The exclusion of third-party concentrate cash flows would therefore not produce a more conservative or more accurate representation of the Mineral Reserve economics; it would produce a materially distorted result by removing a cost-offset that is structurally necessary to realise the declared TD03/TD04 Mineral Reserve.
amcconsultants.com | 236 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The QP therefore concludes that the third-party concentrate processing activity is operationally integral to the economic viability of KCM's own Mineral Reserves. The inclusion of associated revenues and costs in the economic model does not misrepresent the economics of the property's own mineralisation; rather, their exclusion would undermine the economic basis on which the Mineral Reserve is declared.
In the interests of transparency, the financial contribution of third-party concentrate processing is separately identified throughout this report. Table 19.1 presents third-party concentrate volumes, grade, and attributable cobalt alloy production as distinct line items within the byproducts disclosure. In Table 19.3 and Table 19.4, concentrate purchase costs (US$11,511M) and Smelter and Refinery Credits (US$729M) are disclosed as separate cost line items, enabling readers to assess the net economic contribution of third-party processing activity. C1 and AISC unit cost metrics are calculated on KCM’s integrated metal production only, excluding third-party concentrate metal, as noted in the foot notes to Table 19.3 and Table 19.4.
| 19.2.4.1 | Third-party concentrate sensitivity |
To assess the sensitivity of project economics to the dependency on third-party concentrate, the following analysis models the removal of third-party concentrate from the LOM plan entirely. The combined post-tax NPV₈% impact is approximately US$210M, representing a reduction of approximately 13% from the base case post-tax NPV₈% of US$1,588M, reducing it to approximately US$1,378M. The KCM Integrated Operations remain economic under this sensitivity on the basis of KCM's own Mineral Reserve production.
The total impact comprises two components.
Direct smelter contribution
Under the Mineral Reserve case, third-party external concentrate represents approximately 60% of total smelter feed (3,425 kt of 5,644 kt LOM smelter feed). Removal of the EBITDA contribution from external concentrate, treating smelter fixed costs as stranded (i.e. unsaved when external concentrate is removed), reduces NPV₈% by approximately US$140M, or approximately 9% of base case. The incremental margin on third-party concentrate processing is significantly lower than on KCM's own Mineral Reserve production, as the revenue benefit is substantially offset by concentrate purchase costs, treatment charges, and associated smelter operating expenses. Accordingly, the KCM Integrated Operations remain robustly economic on the basis of KCM's own Mineral Reserve production when considering the direct smelter impact alone.
Incremental acid procurement cost
Reduced smelter throughput reduces internal sulfuric acid production proportionally, requiring the Nchanga TLP to source the shortfall externally. The incremental cost is calculated on the delta between the external market price for sulfuric acid on the Copperbelt (US$175/t) and the internal transfer price (US$130/t), or US$45 per tonne, applied to the incremental external acid volumes required when smelter throughput is reduced. The NPV₈% impact is approximately US$70M, or approximately 4% of base case.
Conservative assumptions
The analysis uses conservative assumptions throughout. The US$130/t internal acid transfer price reflects the QPs' estimate of normalised external procurement cost as at the effective date of this report. Acid prices on the Central African Copperbelt are subject to variability depending on regional smelter operating rates, export policy, and logistics availability; in periods of tighter supply the market price for sulfuric acid has historically exceeded the US$130/t assumption, which would increase the cost impact accordingly. Additionally, the analysis does not model the operating consequences of running the FSF below its thermodynamic stability threshold, which could result in reduced copper recovery and furnace damage over and above the cost impacts quantified above. The KCM Integrated Operations remain economic under this sensitivity on the basis of KCM's own Mineral Reserve production, and the uninterrupted sourcing of third-party concentrate is identified as an essential operational and commercial requirement throughout the life of mine.
amcconsultants.com | 237 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 19.2.5 | Taxation and royalties |
The economic analysis incorporates Zambian fiscal obligations comprising mineral royalties and corporate income tax. Mineral royalties are levied on a sliding scale based on the prevailing copper price, ranging from 4.0% at copper prices below US$4,000/t to 10.0% at copper prices above US$7,000/t. The full royalty structure is set out in Section 0 and Table 12.4, and royalty payments are deducted as an operating cost within the cash flow model.
Zambian corporate income tax is applied at the statutory mining rate of 30%, applied uniformly to taxable income across the life-of-mine. The taxable income calculation reflects revenue net of operating costs (including mineral royalties, which are deducted as an operating cost and not duplicated within this section), interest, and tax depreciation, with the opening tax loss pool described below applied subject to the statutory utilisation cap.
Capital expenditure (growth capital, capitalized development, and sustaining capital) is depreciated for tax purposes on a straight-line basis over an 8.33-year economic life, equivalent to a 12% annual allowance. This rate is adopted as a simplifying assumption that approximates the blended outcome of the capital-allowance regime under the Zambian Income Tax Act, which provides for differing rates across plant and machinery, industrial buildings, and mine development expenditure. The QPs consider this simplification reasonable for a Preliminary Feasibility Study, where the precision of asset-class apportionment is below the level of detail otherwise applied in the economic analysis.
Tax losses are carried forward for ten years from the year of incurrence in accordance with the Zambian Income Tax Act and may offset up to 50% of taxable mining income in any given year.
No mineral variable profit tax, windfall tax, or other Zambian-specific resource tax is modelled. Withholding taxes on dividend distributions, deferred tax balances, and value-added tax on capital and operating expenditure inputs are not separately reflected in the economic analysis; VAT is assumed to be either recoverable or already embedded in input cost estimates as appropriate. The QPs have relied on the Registrant for the interpretation of Zambian fiscal legislation and the determination of the opening tax loss balance, as set out in Section 25.5.
| 19.3 | Economic results |
The pre-tax economic analysis is based on a financial model developed to estimate annual cash flows for the KCM Integrated Operations, comprising the Konkola Mine, the Nchanga TLP processing material from TD03 and TD04, and the Nchanga Smelter. The economic model incorporates the operating costs, capital costs, and pricing inputs described in this report.
amcconsultants.com | 238 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The Mineral Reserve case economic results are summarised in Table 19.3.
| Table 19.3 | Economic analysis summary – Mineral Reserve case |
| Item | Unit | Value | ||
| Production | ||||
| Konkola Mine Ore mined | kt | 29,066 | ||
| Konkola Ore head grade | %T Cu | 2.89 | ||
| Konkola Ore Recovery | % | 89.2 | ||
| Smelter Recovery | % | 98.1 | ||
| Konkola Mine Cu Payable | kt | 734 | ||
| Nchanga TLP Ore mined | kt | 24,522 | ||
| Nchanga TLP Ore head grade | %T Cu | 0.64 | ||
| Nchanga TLP Total Cu Recovery | % | 48.5 | ||
| Nchanga TLP Cu Payable | kt | 80 | ||
| Integrated Metal Production (1) | kt | 814 | ||
| Third-Party Concentrate processed | kt | 3,425 | ||
| Third-Party Metal Production | kt | 1,112 | ||
| Total Metal (2) | kt | 1,925 | ||
| Mine Life | years | 11 | ||
| Revenue | ||||
| Gross Copper Revenue (3) | US$M | 21,426 | ||
| Concentrate Purchase Cost (third-party) | US$M | (11,511) | ||
| Net Revenue (4) | US$M | 9,914 | ||
| C1 Cash Cost Build (5) | ||||
| Mining Operating Costs (Konkola + NBU + Nchanga TLP) | US$M | 4,169 | ||
| Smelter & Refinery Operating Costs — in-house share | US$M | 524 | ||
| Smelter & Refinery By-Product Credits — in-house share | US$M | (278) | ||
| Net Smelter & Refinery Cost — in-house share | US$M | 246 | ||
| C1 Cash Cost (6) | US$M | 4,415 | ||
| C1 Cash Cost per pound (7) | US$/lb Cu | 2.46 | ||
| AISC Build (8) | ||||
| C1 Cash Cost | US$M | 4,415 | ||
| Total Royalties | US$M | 707 | ||
| Sustaining Capital (9) | US$M | 461 | ||
| All-in Sustaining Cost (AISC) | US$M | 5,583 | ||
| AISC per pound (8) | US$/lb Cu | 3.11 | ||
| Reconciliation: C1 to Total Operating Costs (10) | ||||
| C1 Cash Cost | US$M | 4,415 | ||
| Smelter & Refinery — net of credits, total | US$M | 647 | ||
| less: In-house share included in C1 ⁽⁶⁾ | US$M | (246) | ||
| Third-party share of smelter & refinery (net) ⁽⁶⁾ | US$M | 401 | ||
| Total Operating Costs | US$M | 4,816 | ||
| Capital Costs | ||||
| Growth Capital | US$M | 208 | ||
| Capital Development | US$M | 569 | ||
| Sustaining Capital | US$M | 461 | ||
| Total Capital Expenditure | US$M | 1,238 | ||
| Closure Costs | US$M | 133 | ||
| Economic Metrics | ||||
| Free Cash Flow (pre-tax) | US$M | 3,020 | ||
| Cash Taxes | US$M | (595) | ||
| Free Cash Flow (post-tax) | US$M | 2,425 | ||
| NPV₈% (pre-tax, real basis) | US$M | 1,998 | ||
| NPV₈% (post-tax, real basis) | US$M | 1,588 | ||
| IRR (pre-tax) (11) | % | N/A | ||
| IRR (post-tax) (11) | % | N/A | ||
| Payback Period (12) | years | 2.0 |
amcconsultants.com | 239 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Notes:
| 1. | Integrated Metal Production is the sum of payable copper from KCM's own mining and processing operations: Konkola Mine (734 kt) and Nchanga TLP (80 kt). Excludes copper from third-party concentrate processed at Nchanga Smelter and Nkana Refinery. |
| 2. | Total Metal is the sum of Integrated Metal Production (814 kt) and Third-Party Metal Production (1,112 kt) from processing third-party concentrate at Nchanga Smelter and Nkana Refinery. |
| 3. | Gross Copper Revenue calculated on payable copper sold (Total Metal of 1,925 kt) at consensus P75 copper pricing of US$11,101/t to US$12,793/t over the production period. No adjustment for TC/RC or freight, which are presented as revenue deductions in the C1 framework. |
| 4. | Net Revenue is Gross Copper Revenue less third-party concentrate purchase cost (cash outflow to suppliers of third-party concentrate feed to Nchanga Smelter). Net Revenue is the figure used in free cash flow calculations. |
| 5. | C1 Cash Cost is a non-GAAP measure widely used in the mining industry to compare operating cost performance. It represents the direct cash cost per pound of payable copper, comprising mining and processing costs (incl. site G&A) and the in-house share of net smelter and refinery operating costs. Excludes royalties, sustaining capital, closure costs, D&A and financing costs. Calculated on KCM's own payable copper (Integrated Metal Production basis). |
| 6. | C1 Cash Cost formula: C1 = Mining Op Costs + (Smelter & Refinery Op Costs − By-Product Credits) × Integrated Metal Production / Total Metal. |
| 7. | Unit cost denominator: both C1 and AISC per-pound figures use Integrated Metal Production (814 kt ≈ 1,795 Mlb), not Total Metal. C1/lb = US$4,415M ÷ 1,795 Mlb = US$2.46/lb Cu. AISC/lb = US$5,583M ÷ 1,795 Mlb = US$3.11/lb Cu. On a Total Metal basis, unit costs would be lower but would not reflect KCM's own production economics. |
| 8. | All-in Sustaining Cost (AISC) is a non-GAAP measure widely used in the mining industry as a comprehensive indicator of total cash and sustaining capital cost per pound of payable copper. AISC = C1 Cash Cost + Total Royalties + Sustaining Capital. Excludes growth capital, capital development on incremental projects, and closure costs. Calculated on the same Integrated Metal Production basis as C1. |
| 9. | Sustaining Capital of US$461M comprises Konkola Mine (US$302M), existing Nchanga TLP (US$17M), and Nchanga Smelter & Nkana Refinery (US$142M). Shown both in Capital Costs and AISC Build sections, but is a single figure that should not be double-counted. |
| 10. | Total Operating Costs Reconciliation. Total Operating Costs (US$4,816M) represent all cash operating expenditure of KCM. Differs from C1 by components excluded from C1: (i) third-party share of net smelter and refinery costs (US$181M net = US$384M cost less US$203M credits); (ii) freight on copper sales (US$17M); and (iii) TC/RC on third-party concentrate (US$203M). These are presented as revenue deductions and revenue offsets in the C1 framework. Refer to Section 18. |
| 11. | IRR not reported for the Reserve Case. KCM is a brownfield producing operation; cumulative free cash flow is positive from Year 1 of the Reserve Case, and a conventional IRR does not produce a meaningful measure of economic viability for an operation with no greenfield-type construction outflow. IRR is calculable and reported for the Full Resource Case which includes the proposed TLP 2 construction capital deployment phase. |
| 12. | Payback Period is calculated as cumulative time from Year 1 of the Reserve Case. |
KCM is a brownfield producing operation with established infrastructure, an operating workforce, and an existing production base. Capital expenditure for the Mineral Reserve mine plan is distributed across the production period to support ongoing operations rather than concentrated in an initial project construction phase. The modest Year 1 negative pre-tax free cash flow reflects incremental investment timing rather than a greenfield-type construction outflow, and a conventional internal rate of return (IRR) calculation does not produce a meaningful measure of economic viability. S-K 1300 Item 1302(d)(4)(i)(ii) identifies IRR as a measure of economic viability; however, the Qualified Person has determined that net present value and payback period, as presented in this section, are the appropriate measures for evaluating the economic viability of the KCM Integrated Operations. The payback period is calculated against initial capital investment (growth capital and capitalised mining development) on a post-tax basis, with sustaining capital and closure costs netted into recovery cashflow as ongoing operating obligations of the producing brownfield asset. This is consistent with industry practice for producing operations where incremental capital investment supports ongoing production rather than a defined project construction phase.
amcconsultants.com | 240 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
The annual and cumulative cashflows are presented on an annual basis in Figure 19.5 and Table 19.4.
| Figure 19.5 | Mineral Reserve cashflow |
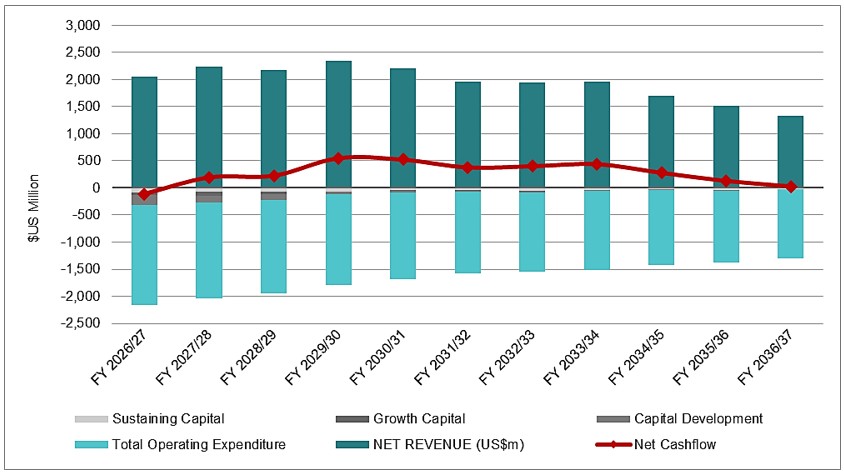
Source: AMC, 2026.
amcconsultants.com | 241 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Table 19.4 | Mineral Reserve production and cashflow schedule |
| Item | Unit | FY2026/27 | FY2027/28 | FY2028/29 | FY2029/30 | FY2030/31 | FY2031/32 | FY2032/33 | FY2033/34 | FY2034/35 | FY2035/36 | FY2036/37 | FY2037/38 | FY2038/39 | FY2039/40 | FY2040/41 | Total | |||||||||||||||||||||||||||||||||||||||||||||||||
| Production | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| KCM Ore Mined | kt | 1,640 | 2,194 | 2,185 | 3,828 | 3,651 | 3,417 | 3,455 | 3,424 | 2,428 | 1,757 | 1,087 | 0 | 0 | 0 | 0 | 29,066 | |||||||||||||||||||||||||||||||||||||||||||||||||
| KCM Head Grade | %TCu | 3.01 | % | 2.89 | % | 2.81 | % | 3.01 | % | 3.02 | % | 2.87 | % | 2.79 | % | 2.81 | % | 2.85 | % | 2.80 | % | 2.79 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 2.89 | % | |||||||||||||||||||||||||||||||||
| KCM Recovery | % | 88.30 | % | 90.00 | % | 91.22 | % | 88.07 | % | 88.35 | % | 88.39 | % | 89.00 | % | 89.95 | % | 89.90 | % | 89.71 | % | 89.31 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 89.17 | % | |||||||||||||||||||||||||||||||||
| KCM Cu Payable | kt | 42 | 55 | 54 | 98 | 94 | 84 | 83 | 84 | 60 | 43 | 26 | 0 | 0 | 0 | 0 | 723 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Smelter Recovery | % | 98.1 | % | 98.1 | % | 98.1 | % | 98.1 | % | 98.1 | % | 98.1 | % | 98.1 | % | 98.1 | % | 98.1 | % | 98.1 | % | 98.1 | % | - | - | - | - | 98.1 | % | |||||||||||||||||||||||||||||||||||||
| KCM Cu Payable with Smelter Recovery | kt | 43 | 56 | 55 | 99 | 96 | 85 | 84 | 85 | 61 | 43 | 27 | - | - | - | - | 734 | |||||||||||||||||||||||||||||||||||||||||||||||||
| NBU Ore Mined | kt | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| NBU Cu Payable | kt | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Nchanga TLP Ore Mined | kt | 6,490 | 10,021 | 8,011 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 24,522 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Nchanga TLP Ore Head Grade | %TCu | 0.57 | % | 0.64 | % | 0.66 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.64 | % | |||||||||||||||||||||||||||||||||
| Nchanga TLP Ore Recovery | % | 49.05 | % | 50.54 | % | 46.12 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 48.54 | % | |||||||||||||||||||||||||||||||||
| Nchanga TLP Cu Payable | kt | 18 | 32 | 29 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 80 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Third Party Concentrate | kt | 338 | 306 | 315 | 308 | 308 | 308 | 308 | 308 | 308 | 308 | 308 | 0 | 0 | 0 | 0 | 3,425 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Third Party Concentrate Grade | % | 32.5 | % | 32.4 | % | 32.6 | % | 33.3 | % | 33.3 | % | 33.3 | % | 33.3 | % | 33.3 | % | 33.3 | % | 33.3 | % | 33.3 | % | 0 | 0 | 0 | 0 | 33.1 | % | |||||||||||||||||||||||||||||||||||||
| Third Party Metal Production | kt | 108 | 97 | 101 | 101 | 101 | 101 | 101 | 101 | 101 | 101 | 101 | 0 | 0 | 0 | 0 | 1,112 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Integrated Metal Production | kt | 61 | 88 | 84 | 99 | 96 | 85 | 84 | 85 | 61 | 43 | 27 | 0 | 0 | 0 | 0 | 814 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Total Metal | kt | 169 | 185 | 185 | 200 | 196 | 186 | 185 | 186 | 162 | 144 | 127 | 0 | 0 | 0 | 0 | 1,925 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Revenue | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gross Revenue | US$M | 2,054 | 2,230 | 2,179 | 2,343 | 2,212 | 1,959 | 1,948 | 1,954 | 1,700 | 1,512 | 1,335 | 0 | 0 | 0 | 0 | 21,426 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Operating Costs | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Mining Operating Costs | US$M | 472 | 510 | 467 | 414 | 407 | 395 | 365 | 363 | 299 | 262 | 213 | 0 | 0 | 0 | 0 | 4,169 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Smelter & Refinery OPEX | US$M | 122 | 128 | 129 | 135 | 135 | 132 | 124 | 124 | 119 | 116 | 112 | 0 | 0 | 0 | 0 | 1,376 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Smelter & Refinery Credits | US$M | -59 | -59 | -60 | -78 | -76 | -73 | -73 | -74 | -66 | -59 | -52 | 0 | 0 | 0 | 0 | -729 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Concentrate Purchase Cost | US$M | 1,247 | 1,098 | 1,110 | 1,104 | 1,059 | 985 | 983 | 982 | 981 | 981 | 981 | 0 | 0 | 0 | 0 | 11,511 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Total Royalties | US$M | 59 | 84 | 78 | 92 | 84 | 69 | 68 | 68 | 49 | 35 | 21 | 0 | 0 | 0 | 0 | 707 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Capital Costs | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Growth Capital | US$M | 50 | 62 | 52 | 12 | 12 | 10 | 7 | 3 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 208 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Capital Development | US$M | 191 | 134 | 109 | 48 | 28 | 19 | 15 | 13 | 8 | 4 | 1 | 0 | 0 | 0 | 0 | 569 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Sustaining Capital | US$M | 56 | 46 | 42 | 62 | 39 | 42 | 55 | 33 | 29 | 43 | 14 | 0 | 0 | 0 | 0 | 461 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Total Capital | US$M | 297 | 242 | 203 | 122 | 79 | 71 | 77 | 49 | 37 | 46 | 14 | 0 | 0 | 0 | 0 | 1,238 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Unit Costs | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| C1 Cash Cost⁴ | US$M | 490 | 535 | 491 | 443 | 435 | 422 | 388 | 386 | 319 | 279 | 226 | 0 | 0 | 0 | 0 | 4,415 | |||||||||||||||||||||||||||||||||||||||||||||||||
| C1 Cash Cost⁴ | US$/lb Cu | 3.65 | 2.75 | 2.64 | 2.02 | 2.07 | 2.24 | 2.09 | 2.06 | 2.37 | 2.93 | 3.85 | 0.00 | 0.00 | 0.00 | 0.00 | 2.46 | |||||||||||||||||||||||||||||||||||||||||||||||||
| AISC⁴ | US$M | 606 | 665 | 612 | 597 | 558 | 532 | 511 | 487 | 397 | 357 | 261 | 0 | 0 | 0 | 0 | 5,583 | |||||||||||||||||||||||||||||||||||||||||||||||||
| AISC⁴ | US$/lb Cu | 4.51 | 3.42 | 3.29 | 2.72 | 2.65 | 2.83 | 2.75 | 2.61 | 2.95 | 3.74 | 4.45 | 0.00 | 0.00 | 0.00 | 0.00 | 3.11 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Cash Flow | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Free Cash Flow (pre-tax)9 | US$M | -109 | 196 | 227 | 552 | 524 | 381 | 403 | 441 | 281 | 130 | 29 | -19 | -15 | -0.5 | -1.5 | 3,020 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Free Cash Flow (post-tax)9 | US$M | -135 | 135 | 173 | 466 | 451 | 331 | 351 | 335 | 221 | 105 | 29 | -19 | -15 | 0 | 0 | 2,425 | |||||||||||||||||||||||||||||||||||||||||||||||||
Source: AMC, 2026. Notes:
| 1 | C1 Cash Cost includes direct mining, processing, site G&A, and smelter and refinery operating costs, net of by-product credits (acid and cobalt). The incremental smelter margin from third-party concentrate processing is excluded. TC/RC and freight are added back to derive an approximate cost of finished metal. |
| 2 | C1 Cash Cost per payable pound is calculated as total C1 cash costs divided by payable copper pounds produced during the period. |
| 3 | AISC is defined as C1 Cash Cost plus sustaining capital expenditure, and royalties. AISC is a non-GAAP measure presented for illustrative purposes and is reconciled to the operating and capital cost estimates in Section 18. |
| 4 | AISC ($/lb. payable Cu) = (C1 cash costs + sustaining CAPEX + royalties) ÷ payable copper pounds produced. AISC is a non-GAAP measure presented for illustrative purposes; reconciled in Section 18. |
| 5 | Comprises Tailings reclamation from TD03 and TD04 only. |
| 6 | Gross Copper Revenue represents payable copper revenue associated with KCM and Nchanga TLP. |
| 7 | Smelter and By-Product Credits comprise cobalt and sulfuric acid revenue. |
| 8 | Figures in this table may not sum to totals shown due to rounding. |
| 9 | Pre-tax free cash flow includes closure costs of US$133M. Cash taxes (US$595M) and post-tax free cash flow (US$2,425M) are presented in Table 1.6 and Section 22.5. |
amcconsultants.com | 242 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 19.4 | Sensitivity analysis |
A sensitivity analysis on the post-tax NPV₈% was undertaken on copper price, cobalt price, operating costs and capital costs. The results are summarised in Figure 19.6 and Table 19.5. The project is most sensitive to changes in copper prices and operating costs.
| Figure 19.6 | Sensitivity analysis graph – Mineral Reserve |
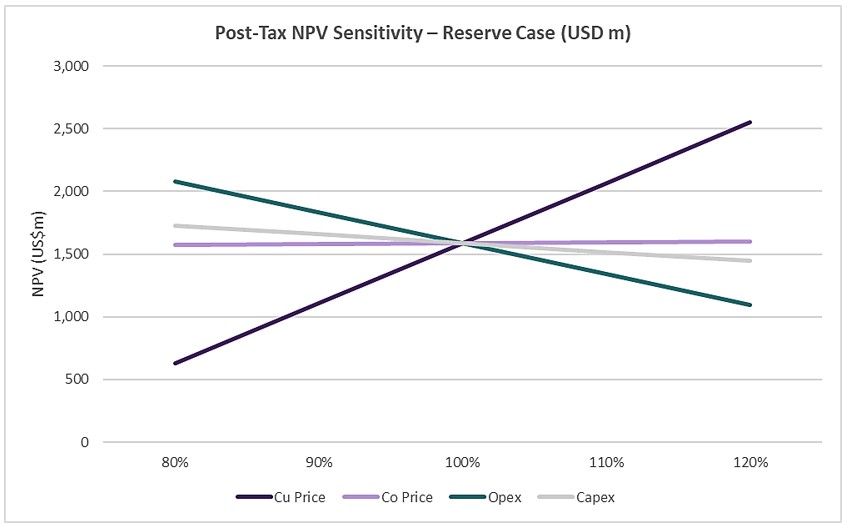
Source: AMC, 2026.
| Table 19.5 | Sensitivity analysis table – Mineral Reserve |
| Parameter | 80% | 90% | 100% | 110% | 120% | |||||
| Cu Price (NPV US$M) | 626 | 1,107 | 1,588 | 2,069 | 2,550 | |||||
| Co Price (NPV US$M) | 1,577 | 1,582 | 1,588 | 1,594 | 1,600 | |||||
| OPEX (NPV US$M) | 2,079 | 1,833 | 1,588 | 1,342 | 1,098 | |||||
| CAPEX (NPV US$M) | 1,730 | 1,660 | 1,588 | 1,517 | 1,446 |
amcconsultants.com | 243 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 20 | Adjacent properties |
Properties within the immediate vicinity of the KCM license area, at different Copperbelt towns, that are engaged in the extraction of copper are listed in Table 20.1.
The descriptions provided here are based on publicly available information disclosed by the respective owners. The Qualified Person is unable to verify the information presented, and it is not necessarily indicative of the mineralisation, geological characteristics, or economic potential of the KCM properties that are the subject of this TRS.
| Table 20.1 | Summary of adjacent properties |
| Property | Owner / Operator | Location | Commodity | Status | Adjacent KCM License | |||||
| Lubambe Mine | EMR Capital / ZCCM-IH | Chililabombwe | Cu | Operating (UG) | 7076-HQ-LML | |||||
| Mingomba Project | KoBold Metals / ZCCM-IH | Chililabombwe | Cu | Exploration | 7076-HQ-LML | |||||
| Mimbula Project | Moxico Resources | Chingola | Cu | Operating (OP) | 7075-HQ-LML | |||||
| Mopani Nkana Complex | ZCCM-IH (100%) | Kitwe | Cu, Co | Operating (UG) | 20945-HQ-MPL |
Note: UG = underground, OP = open pit. Ownership and status based on publicly available information as of 1 April 2026.
| 20.1 | Chililabombwe area |
The Konkola mining license (7076-HQ-LML) is bordered to the north by the Lubambe Mine and the KoBold Mingomba exploration project, as shown in Figure 20.1.
amcconsultants.com | 244 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Figure 20.1 | Konkola deposit and surrounding properties |
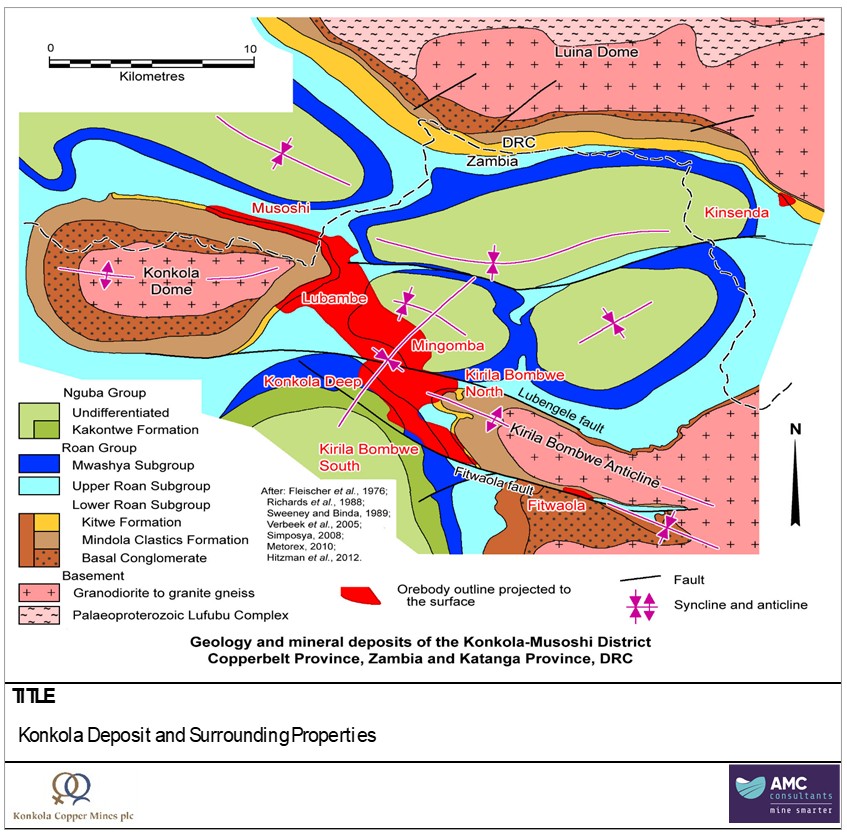
Source: PorterGeo.
| 20.1.1 | Lubambe Copper Mine |
The Lubambe Copper Mine is an underground operation situated on a tenement area of approximately 58.1 km² within the Konkola–Musoshi Basin. The deposit is hosted within the same Copperbelt Orebody Member (Ore Shale) that hosts the Konkola deposit, reflecting geological continuity of the Lower Roan sedimentary sequence across the basin. Mineralisation has a global mean grade of approximately 1.95% TCu with orebody thickness ranging from 2.0 to 6.0 m across a strike length of approximately 5 km. The mine produces a high-grade concentrate averaging 40% Cu, sold under offtake agreements to smelters in Zambia. (Lubambe Copper Mine website, https://lubambe.com/, 6 March 2026).
amcconsultants.com | 245 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 20.1.2 | Mingomba Project |
The Mingomba Project is being developed by KoBold Metals in partnership with ZCCM-IH on a license area adjacent to the northern boundary of the Konkola license. The project is at the exploration stage, with approximately 120,000 m of drilling completed over 17 months as of the date of the public disclosure referenced below. According to KoBold’s public disclosures, the company has stated an aspiration for production capacity of 300,000 tonnes per annum of copper in concentrates, with an anticipated investment of approximately US$2.3 billion. The project has not advanced to a feasibility study and no Mineral Resource or Mineral Reserve has been publicly reported under S-K 1300 or any equivalent standard. However construction and shaft sinking has commenced. (KoBold Metals website, https://koboldmetals.com/mingomba/,1 April 2026).
| 20.2 | Chingola area |
| 20.2.1 | Mimbula Copper Project |
The Mimbula Copper Project is operated by Moxico Resources Plc on mining licenses adjacent to the Nchanga license (7075-HQ-LML) in the Chingola area. Moxico’s portfolio includes three mining licenses within the Chingola cluster: Mimbula (21816-HQ-LML, 92.5% owned), Luano OB18 (8514-HQ-SML, 92.5% owned), and Zuka (8440-HQ-SML, 100% owned). The deposit is hosted within the Lower Roan Group, the same stratigraphic sequence that hosts the Nchanga mineralisation.
The Mimbula Copper Project is Moxico’s first producing asset. Phase 1 operations commenced in December 2022, producing approximately 10,000 tonnes of copper cathode per annum via a heap leach and SX/EW process. Mimbula Phase 2 expansion consisting of additional SX capacity is due for completion in early 2026, (https://www.moxicoresources.com/projects/republic-of-zambia/operations), Mimbula website, 1 April 2026).
| 20.3 | Kitwe area |
| 20.3.1 | Mopani Copper Mines – Nkana Complex |
The Mopani Nkana mining complex is situated immediately adjacent to the KCM Nkana Refinery license (20945-HQ-MPL) in Kitwe. In January 2021, Glencore transferred its 73.1% equity interest in Mopani Copper Mines Plc to ZCCM-IH, making Mopani a wholly state-owned operation. In 2024 Delta Mining Limited (a subsidiary of International Resources Holdings Plc of the United Arib Emirates) acquired a 51 percent shareholding from ZCCM-IH.
The Nkana complex comprises several underground mine sections, including the South Ore Body, Central Shaft, and Synclinorium shaft complexes to the south, and the Mindolo Deep Mine to the northwest.
Processing infrastructure includes the New Nkana Synclinorium Concentrator commissioned in March 2022, Mufilira ISA Smelter, and Refinery. and a cobalt plant (currently decommissioned).
The Nkana deposits are hosted within the Mine Series of the Lower Roan Group, the same broad stratigraphic sequence that characterises copper–cobalt mineralisation across the Zambian Copperbelt. The complex has been in continuous operation since the 1930s and produces copper in concentrates. (Mopani Copper Mines Plc, https://mopani.com.zm/, 1 April 2026).
| 20.4 | Qualified Person’s statement on adjacent properties |
The Qualified Person is not aware of any material information regarding the adjacent properties described above that would affect the Mineral Resource or Mineral Reserve estimates, or the conclusions, of this TRS. The geological continuity between certain adjacent deposits and the KCM properties is noted for context only and does not imply that the characteristics of adjacent properties are indicative of those within the KCM license areas.
All adjacent properties described in this section are independently owned and operated. There are no current joint ventures, cooperative development agreements, or shared infrastructure arrangements between KCM and the owners of these adjacent properties, other than the processing of third-party purchased concentrates through the Nchanga Smelter under arm’s-length commercial terms (refer to Section 19).
All information presented in this section is derived from publicly available sources as cited and has not been independently verified by the Qualified Person.
amcconsultants.com | 246 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 21 | Other relevant data and information |
This section presents information on potential expansion opportunities that are not included in the Mineral Reserve economic analysis presented in this report.
The Konkola deposit hosts a substantial Inferred Mineral Resource, as reported in the KCM Technical Report Summary – Initial Assessment, which provides a foundation for potential future expansion of the KCM operations.
Conceptual assessments have been undertaken to evaluate the conditions required to increase copper production at the Konkola Mine and to expand the processing and smelting capacity at the Nchanga complex. These assessments are based on Inferred Mineral Resources, which do not have demonstrated economic viability, and are evaluated in the separate Initial Assessment Technical Report Summary filed concurrently with this PFS.
No production targets, capital estimates, or economic analyses associated with these expansion opportunities have been included in the Mineral Reserve mine plan, production schedule, or economic analysis presented in this report.
This section presents information on potential expansion opportunities that are not included in the Mineral Reserve economic analysis. These opportunities are based on Inferred Mineral Resources and conceptual studies that require further work to demonstrate technical and economic viability. The KCM Mineral Resource base includes a significant proportion of Inferred Mineral Resources, as reported in Section 11. The economic potential of the full Mineral Resource, including Inferred Mineral Resources, is evaluated in the separate Initial Assessment Technical Report Summary: KCM Integrated Operations (AMC Consultants, effective 1 April 2026), filed concurrently with this PFS. The reader is directed to the IA TRS for details on exploration upside, conceptual expansion opportunities, and the full resource economic assessment.
No Inferred Mineral Resources, production targets, capital estimates, or economic analyses associated with expansion opportunities have been included in the Mineral Reserve mine plan, production schedule, or economic analysis presented in this PFS. Mineral Resources that are not Mineral Reserves do not have demonstrated economic viability.
amcconsultants.com | 247 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 22 | Interpretation and conclusions |
| 22.1 | Mineral Resource data |
There is limited sample preparation or analytical QAQC data for historical samples. The QP notes that no twin hole drilling has been conducted to confirm the accuracy of historical data. However, historical and modern drilling are intermingled geographically, and at no time have recent drillholes provided results outside the values or range indicated by historic drilling.
The QP notes that as mining progresses, there is reduced reliance on historical data.
Modern and recent sample preparation, security, and analytical procedures are appropriate. The QP is of the opinion that QAQC protocols should be conducted on all drillholes to ensure improved accuracy and precision.
The Konkola Mineral Resource was classified into Measured, Indicated, and Inferred categories reflecting geological uncertainty and risk in the estimate. Sources of risk and uncertainty are discussed in Section 11.2 and include reduced precision of estimates relying on historic drilling and sampling data, reduced geological confidence in deeper regions distant from mining activities, and material estimation uncertainty for the more distal Inferred blocks, as grade interpolation in these areas is less well-constrained by the available data.
| 22.2 | Mineral Reserves |
The Konkola Mineral Reserve estimate is based on the mine plan and adjusted mining methods and systems described in this report. The required capital investment and project development milestones are clearly outlined and form the basis of the Mineral Reserve mine plan that underpins the economic analysis in this report. These factors combined to comprise the modifying factors applied to the Mineral Resource to estimate Mineral Reserves.
Mineral Reserves have been derived exclusively from Measured and Indicated Mineral Resources. As of the effective date, approximately 97% of the Konkola Mineral Resource (exclusive of Reserves) is classified as Inferred, which under S-K 1300 cannot be converted to Mineral Reserves. No Inferred Mineral Resources have been included in the Mineral Reserve estimate; any Inferred material falling within mine designs has been treated as waste and assigned zero grade. The QP considers that the planned infill drilling program (Section 23.1.1), which targets conversion of Inferred Resources to Indicated, has the potential to materially increase future Mineral Reserve estimates, subject to the application of applicable modifying factors including mine design, economic parameters, and metallurgical recovery. The rate and extent of such conversion will depend on drilling results, geological continuity, and the degree to which infill data confirms the assumptions underlying the current Mineral Resource model.
The Mineral Reserve estimate for TD03 and TD04 is based on the Mineral Resource estimate and the application of modifying factors demonstrated by the current continuing operation of tailings reclamation and processing.
In the opinion of the QP, the Mineral Reserves are subject to the type of risks that are common to underground mining operations and may be materially affected by the following risk factors:
| · | Changes in realised metal prices from what was assumed. |
| · | Changes to the mining costs, processing and G&A costs used to calculate the cut-off value. |
| · | Changes in local interpretation of mineralisation geometry or modelled continuity of mineralised zones. |
| · | Changes to geotechnical or hydrogeological design assumptions resulting in schedule delays, increased dilution, or reduced mining recoveries. |
amcconsultants.com | 248 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| · | Changes to metallurgical recoveries. |
| · | Changes in the long-term assumptions relating to product payability, marketability, and penalty terms. |
| · | Assumptions as to the continued ability to access the site, retain mineral tenure, obtain required environmental, mining, and other regulatory permits, and maintain a social license to operate. |
| · | Execution of the of the mine plan, particularly a ramp up in waste development required to dewater the orebody prior to mining. |
| 22.3 | Mining and infrastructure |
The mining approach described in this report projects a substantial improvement in mining performance at the Konkola Mine. This improvement requires the engagement of mining contractors who possess the capability to deliver safe, reliable, and effective mining practices that compare with the top tier of the international mining industry.
This mining performance improvement also requires that KCM invest in providing the infrastructure to support world-class mining performance. This infrastructure investment includes development access, shafts and materials handling infrastructure, substantial dewatering capacity, paste fill, ventilation, and power reticulation systems. Compliance to the waste mining schedule and subsequent dewatering of the orebody are critical to ensure ramp up targets are achieved. The timely and effective installation of the 1390 level pumping infrastructure is critical to achieving the required dewatering rates that underpin the production forecasts for Konkola Mine, particularly to Bancroft mining areas. The Bancroft mining areas are critical to future ramp up plans.
| 22.4 | Processing and recovery methods |
The processing facilities at KCM have the potential to generate substantial value for the business. The recent period of restricted cash flow and investment has left most facilities in need of maintenance and upgrade to produce reliable performance. KCM has studied, reviewed, and understands the necessary investment required to improve these facilities.
| 22.5 | Project economics |
The economic analysis for the Mineral Reserve case has identified substantial potential value to be generated from the KCM Integrated Operations, comprising the Konkola Mine, the Nchanga TLP processing material from TD03 and TD04, and the Nchanga Smelter. This value is dependent on the adequate and timely investment of capital funds into the operation to establish mining and processing systems that can reliably deliver the inherent value in the deposit.
The Mineral Reserve case demonstrates a positive economic outcome with a post-tax net present value at a discount rate of 8% per year (NPV₈%) of US$1,588M (pre-tax US$1,998M).
The payback period is approximately 2.0 years, calculated on a post-tax basis as the time required for cumulative undiscounted recovery cashflow to equal initial capital investment (growth capital and capitalised mining development), with sustaining capital, closure costs, and Zambian corporate income tax netted into recovery cashflow as ongoing operating obligations of the producing brownfield asset.
| 22.6 | Effective date and subsequent events |
The effective date of the Mineral Reserve estimates is 1 April 2026.
The QP confirms, based on a review of production records and mine planning data, that no material changes to the underlying geological model, grade estimates, resource classification, or economic assumptions have occurred since the effective date. There have been no changes from the effective date of the TRS that would materially disaffirm or otherwise change any aspect of the TRS or require the filing of a new TRS in accordance with Regulation S-K.
amcconsultants.com | 249 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 23 | Recommendations |
Based on the findings of this PFS, the QP recommends the following work programs to advance the KCM Integrated Operations toward a Feasibility Study and to support future investment and funding processes.
| 23.1 | Mineral Resource and geological recommendations |
| 23.1.1 | Resource infill and extension drilling |
A structured drilling program is recommended to increase geological confidence and upgrade the Mineral Resource classification at Konkola Mine. The program comprises four phases:
Phase 1 – Measured Resource Definition (Years 1–5 Production)
| · | Objective: Achieve Measured classification for the first five years of production. |
| · | Method: Underground and surface directional drilling at 60 m spacing. |
| · | Estimated cost: US$3.0M. |
| · | Duration: 12 months. |
Phase 2 – Indicated Resource Expansion (Years 6–15 Production)
| · | Objective: Convert Inferred to Indicated Mineral Resources for an additional ten years of production. |
| · | Method: Combination of surface directional and vertical drilling. |
| · | Estimated cost: US$5.0M. |
| · | Duration: 18 months. |
Phase 3 – Inferred Resource Confidence
| · | Objective: Enhance confidence in the Inferred Mineral Resource through reduced drillhole spacing. |
| · | Method: Infill drilling targeting areas of higher geological uncertainty. |
| · | Estimated cost: US$2.0M. |
| · | Duration: 12 months. |
Phase 4 – Resource Extension
| · | Objective: Test for mineralisation extensions within the lease boundary. |
| · | Method: Limited surface drillholes with average depth of 1,500 m. |
| · | Estimated cost: US$1.5M. |
| · | Duration: 12 months. |
| 23.1.2 | QAQC and data management |
| · | Update standard operating procedures for sample preparation and analysis. |
| · | Implement comprehensive QAQC protocols on all future drillholes. |
| · | Undertake batch-by-batch review of all QAQC. |
| · | Generate master QAQC reports and Mineral Resource statement reports. |
| · | Prepare documentation for external audit of Mineral Resource estimates. |
| · | Estimated cost: US$0.3M. |
amcconsultants.com | 250 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 23.2 | Mining recommendations |
| 23.2.1 | Konkola Mine |
| · | Complete detailed mine design and scheduling to Feasibility Study level. |
| · | Finalise contractor engagement strategy for underground mining operations. |
| · | Complete geotechnical studies to confirm stope designs and ground support requirements. |
| · | Advance dewatering infrastructure design, particularly the 1390 level pumping system. |
| · | Complete paste fill plant detailed engineering. |
| · | Estimated cost: US$2.0M. |
| 23.2.2 | TD03 AND TD04 tailings reclamation |
| · | Continue ongoing tailings characterisation to refine recovery estimates. |
| · | Optimise hydro sluicing operations based on current performance data. |
| · | Estimated cost: US$0.2M. |
| 23.3 | Processing and metallurgical recommendations |
| 23.3.1 | Konkola Concentrator |
| · | Complete Concentrator Stream 2 refurbishment to restore baseplate capacity. |
| · | Conduct variability test work on ore from different mining areas. |
| · | Estimated cost: US$0.5M (test work only; refurbishment capital included in economic analysis). |
| 23.3.2 | Nchanga TLP |
| · | Complete detailed engineering for the elevated temperature leaching upgrade. |
| · | Conduct confirmatory test work on TD03 AND TD04 material to verify recovery assumptions. |
| · | Completion of a prefeasibility-level study for TLP 2 and TD05 reclamation to advance the M&I portion of TD05 toward Mineral Reserve estimation. |
| · | Estimated cost: US$0.3M. |
| 23.4 | Infrastructure recommendations |
| · | Complete detailed engineering for ventilation upgrades. |
| · | Finalise power supply arrangements with ZESCO. |
| · | Advance dewatering system detailed design. |
| · | Complete closure cost estimate update. |
| · | Estimated cost: US$0.5M. |
| 23.5 | Economic and commercial recommendations |
| · | Secure third-party concentrate supply agreements beyond 2026 to fill smelter capacity. |
| · | Complete Feasibility Study on the KCM Integrated Operations to support future investment and funding processes. |
| · | Update economic model with results from recommended studies. |
| · | Estimated cost: US$1.0M (Feasibility Study). |
amcconsultants.com | 251 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 23.6 | Summary of recommended work program |
Table 23.1 Recommended work program
| Work program | Estimated Cost (US$M) | Duration | ||
| Phase 1 Drilling – Measured Resource | 3.0 | 12 months | ||
| Phase 2 Drilling – Indicated Resource | 5.0 | 18 months | ||
| Phase 3 Drilling – Inferred Confidence | 2.0 | 12 months | ||
| Phase 4 Drilling – Resource Extension | 1.5 | 12 months | ||
| QAQC and Data Management | 0.3 | 6 months | ||
| Mining Studies (Konkola Mine) | 2.0 | 12 months | ||
| Mining Studies (TD03 AND TD04) | 0.2 | 6 months | ||
TLP 2 / TD05 prefeasibility study | 1.5 | 6 months | ||
| Processing and Metallurgical Studies | 0.8 | 12 months | ||
| Infrastructure Studies | 0.5 | 12 months | ||
| Feasibility Study and Commercial | 1.0 | 18 months | ||
| Total | 17.8 | 18–24 months |
The QP recommends that these work programs be undertaken to advance the project to Feasibility Study level and to reduce the risks and uncertainties identified in this PFS.
amcconsultants.com | 252 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 24 | References |
| 24.1 | List of references |
The following references were consulted in the preparation of this TRS:
| · | AMC Consultants, 2026. Internal technical reports and memoranda. |
| · | KCM, 2025. Geological and production data, site documentation. |
| · | Selley, D., et al. (2005). A new look at the geology of the Zambian Copperbelt. Society of Economic Geologists, 100th Anniversary Volume. |
| · | Wendorff, M. (2011). Tectonosedimentary expressions of the evolution of the Fungurume foreland basin in the Lufilian Arc. Geological Society of London Special Publications, 357, 69-83. |
| · | WSP, 2018. Groundwater Model Calibration and Hydrogeological Conceptual Model Reports. |
The sources of data and information used in the preparation of this TRS are presented in Table 24.1.
| Table 24.1 | TRS data and information sources |
| Category | Source | Date | File type | Title | ||||
| Mineral Resources | KCM | 2025 | KMRL Resource Reporting Procedure 2025 | |||||
| KCM | 2024 | Geology of the Konkola Mine Area | ||||||
| KCM | 2025 | docx | Konkola Geological and Resource model update-v8 | |||||
| KCM | 2016 | SRK Review of the update of the Konkola Mine resource model | ||||||
| KCM | 2019 | Appendix B - Drilling grid optimisation - Konkola Mine | ||||||
| KCM | 2000 | doc | KCM TD03_TD04 model November 2000 | |||||
| AMC | 2025 | 0424061 Konkola KDMP Exploration Strategy Report | ||||||
| Mineral Processing | KCM | 2023 | Konkola Concentrator Flow Sheet | |||||
| KCM | 2023 | xlsx | Historical Production Numbers | |||||
| KCM | 2023 | xlsx | Historical Performance 042024 | |||||
| Hatch | 2024 | Nchanga TLP Start-up Plan Review | ||||||
| Hatch | 2024 | Concentrator Report | ||||||
| Smelter | KCM | 2023 | xlsx | Historical Nchanga Smelter Production Performance and Plant Capacity | ||||
| KCM | 2023 | docx | Smelter Process Flow Chart | |||||
| Refinery | KCM | 2024 | ppt | Nkana Refinery Process flow Sheet - December 2024 | ||||
| Hydrology | WSP | 2018 | Groundwater Model Calibration Update Report | |||||
| WSP | 2018 | Hydrogeological Conceptual Model Report | ||||||
| KCM | 2024 | xlsx | Dewatering Crosscut Flows 2023-2024 | |||||
| Environmental and Social | IBIS | 2024 | IBIS_KCM E&S Review Report_ | |||||
| Life-of-Mine Plan | AMC | 2025 | 0423014 KCM LoM Report_29 August 2025 | |||||
| Mine Designs | AMC | 2026 | Deswik | 042014 KCM Schedule_Master_v4.9.9 (1350L 2yr pause)_0I_v2 | ||||
| KCM | 2022 | Scheduling Parameters-KBU | ||||||
| Cost and Cashflow | AMC | 2026 | xlsx | Full_KCM Cost Model_300Ktpa_V30_EndApril2026_COMBINED _CASE |
amcconsultants.com | 253 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 24.2 | Units of measurement and abbreviations |
| 24.2.1 | Units of measurement |
| Unit | Description | |
| % | percent | |
| °C | degrees Celsius | |
| g | gram | |
| g/t | grams per tonne | |
| ha | hectare | |
| kg | kilogram | |
| km | kilometer | |
| kt | kilotonne (1,000 tonnes) | |
| ktpa | kilotonnes per annum | |
| kW | kilowatt | |
| L | liter | |
| m | meter | |
| m² | square meter | |
| m³ | cubic meter | |
| m³/s | cubic meters per second | |
| mm | millimeter | |
| Mt | million tonnes | |
| MW | megawatt | |
| t | metric tonne | |
| t/m³ | tonnes per cubic meter | |
| tpa | tonnes per annum | |
| tpm | tonnes per month |
| 24.2.2 | Abbreviations |
| Abbreviation | Description | |
| AISC | All-in Sustaining Cost | |
| AMC | AMC Consultants Pty Ltd | |
| ASCu | Acid Soluble Copper | |
| CIM | Canadian Institute of Mining, Metallurgy and Petroleum | |
| Cu | Copper | |
| Co | Cobalt | |
| DRC | Democratic Republic of the Congo | |
| E&S | Environmental and Social | |
| EIA | Environmental Impact Assessment | |
| FS | Feasibility Study | |
| FY | Fiscal Year | |
| HoV | Hierarchy of Value | |
| IA | Initial Assessment | |
| KCM | Konkola Copper Mines PLC | |
| KDMP | Konkola Deeps Mining Project | |
| LOM | Life of Mine | |
| M&I | Measured and Indicated | |
| mRL | meters Relative Level | |
| NPV | Net Present Value |
amcconsultants.com | 254 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| Abbreviation | Description | |
| NSR | Net Smelter Return | |
| PFS | Preliminary Feasibility Study | |
| QAQC | Quality Assurance / Quality Control | |
| QP | Qualified Person | |
| ROM | Run of Mine | |
| S-K 1300 | Subpart 1300 of Regulation S-K | |
| SEC | U.S. Securities and Exchange Commission | |
| SG | Specific Gravity | |
| TCu | Total Copper | |
| TD03 | Tailings Dam 03 | |
| TD04 | Tailings Dam 04 | |
| TRS | Technical Report Summary | |
| TSF | Tailings storage facility | |
| UG | Underground | |
| US$ | United States Dollar | |
| US$M | United States Dollar (millions) | |
| ZESCO | Zambia Electricity Supply Corporation |
amcconsultants.com | 255 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 25 | Reliance on information provided by the Registrant |
In accordance with S-K Item 601(b)(96)(iii)(B)(25), this section: (i) identifies the categories of information provided by the Registrant upon which the QPs have relied; (ii) identifies the portions of this TRS prepared in reliance on such information; and (iii) explains why the QPs consider such reliance to be reasonable.
The QPs have relied on information provided by KCM, the Registrant, for various aspects of the KCM Integrated Operations. The QPs have not independently verified all information but have exercised professional judgment.
KCM staff provided the information openly and transparently during the preparation of this TRS. The QPs note that any material inaccuracies in the provided information could affect the reliability of this TRS.
The specific areas of reliance are as follows:
| 25.1 | Legal matters |
The QPs have not independently reviewed ownership of the KCM properties, underlying mineral tenure, surface rights, or permit conditions. Reliance is placed on representations provided by KCM.
Relevant Sections: 3, 16, and 17.
The QPs consider this reliance reasonable because verification of legal title, mineral tenure, and permit conditions require legal expertise and access to official registries that are outside the technical scope of the QPs.
| 25.2 | Environmental Management and Community Engagement |
| 25.2.1 | Environmental and community matters |
The QPs have reviewed existing environmental and community matters and engaged with the Registrant to confirm understanding of the status of these matters at the time of review. The Registrant has provided, and the QPs have relied upon, information regarding the status and outlook for environmental impact assessments, closure plans, closure cost estimates, environmental bonds and liabilities, community impact and engagement, and related permitting.
Relevant Sections: 17.
The QPs consider this reliance reasonable because the Registrant has direct responsibility for environmental management and community engagement and has provided supporting documentation from qualified environmental specialists.
| 25.2.2 | Tailings storage facility facilities |
The Registrant has provided representations, independent expert reports, and plans for ongoing management of all active and dormant TSFs, confirming compliance with required standards. The QPs have relied on information and assurance provided by KCM and several specialists employed by KCM regarding the monitoring and stability assessment of the TSFs at the KCM operations.
Relevant Sections: 3, 12, 13, and 17.
The QPs consider this reliance reasonable because the Registrant has engaged independent specialists to assess TSF stability and compliance, and the QPs have reviewed the findings of these assessments.
amcconsultants.com | 256 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
| 25.3 | Economic assumptions |
| 25.3.1 | Macroeconomic assumptions |
The QPs have relied on macroeconomic assumptions provided by the Registrant and third-party sources, including foreign exchange rates, inflation rates, and discount rates used in the economic analysis. The copper and cobalt price forecasts are based on consensus pricing data from independent analyst forecasts (March 2026) as disclosed in Section 19.
Relevant Sections: 18 and 19.
The QPs consider this reliance reasonable because macroeconomic forecasting is outside the technical expertise of the QPs, and the assumptions used are derived from reputable third-party sources and are consistent with industry practice for preliminary feasibility studies.
| 25.3.2 | Market information |
The QPs have relied on information provided by the Registrant regarding market and pricing assumptions for the sale of copper products and the purchase of third-party concentrates.
Relevant Sections: 16 and 19.
The QPs consider this reliance reasonable because marketing arrangements and commercial terms for product sales are within the control of and negotiated by the Registrant.
| 25.4 | Community accommodations |
The QPs have relied on information provided by the Registrant regarding commitments and plans to provide accommodation to local individuals and communities in connection with the mine plan, including resettlement programs, community development agreements, and stakeholder engagement activities.
Relevant Sections: 3 and 17.
The QPs consider this reliance reasonable because community relations and social commitments are within the control of and managed by the Registrant.
| 25.5 | Governmental Factors |
The QPs have relied on information provided by the Registrant regarding governmental factors outside the expertise of the QPs, including the status and interpretation of mining legislation, regulatory approvals, and licence terms in the Republic of Zambia; the applicable mineral royalty structure and rates; the corporate income tax rate, the capital-allowance regime applied for tax depreciation purposes, and the tax loss carry-forward provisions under the Zambian Income Tax Act; the opening tax loss balance as at 31 March 2026 and its apportionment by year of incurrence; and the applicability to KCM of recent and prospective Zambian fiscal measures, including the Minimum Alternative Tax introduced under the Income Tax (Amendment) Act No. 10 of 2025.
Relevant Sections: 3, 12, 16, 17, and 19.
The QPs consider this reliance reasonable because interpretation of Zambian mining law, government policy, and fiscal regulations, and the determination of historical tax loss balances, requires local legal, accounting, and regulatory expertise that is outside the technical scope of the QPs.
amcconsultants.com | 257 |
S-K 1300 TRS: KCM Integrated Operations (PFS) Konkola Copper Mines Plc | 0424076 |
Our offices
| Australia | ||
Adelaide Level 2, 12 Pirie Street Adelaide SA 5000 Australia
T +61 8 8201 1800 E adelaide@amcconsultants.com |
Brisbane Level 15, 100 Creek Street Brisbane Qld 4000 Australia
T +61 7 3230 9000 E brisbane@amcconsultants.com | |
Melbourne Level 12, 477 Collins Street Melbourne Vic 3000 Australia
T +61 3 8601 3300 E melbourne@amcconsultants.com |
Perth Level 3, 1100 Hay Street West Perth WA 6005 Australia
T +61 8 6330 1100 E perth@amcconsultants.com | |
| Canada | ||
Toronto 140 Yonge Street, Suite 200 Toronto ON M5C 1X6 Canada
T +1 647 953 9730 E toronto@amcconsultants.com |
Vancouver 200 Granville Street, Suite 202 Vancouver BC V6C 1S4 Canada
T +1 604 669 0044 E vancouver@amcconsultants.com | |
| South Africa | ||
Cape Town First Floor, Willowbridge Centre Carl Cronje Drive Cape Town 7530 South Africa
T +27 720 833 231 E capetown@amcconsultants.com |
Centurion Ground Floor (G05), Building 14, Block B Byls Bridge Office Park Corner of Olievenhoutbosch and Jean Ave Centurion 0157 South Africa
T +27 720 833 231 E capetown@amcconsultants.com | |
| United Kingdom | ||
Reading Registered in England and Wales Company No. 3688365 Office 336a, Davidson House Forbury Square Reading, Berkshire RG1 3EU United Kingdom
T +44 1628 778 256 E unitedkingdom@amcconsultants.com
Registered Office: Kinetic Centre Theobald Street Elstree Hertfordshire WD6 4PG United Kingdom |
amcconsultants.com |